次に、各図に1つまたは複数の例が示されている様々な実施形態を細部にわたり参照する。各例は、説明として提示されており、限定を意味するものではない。例えば、一実施形態の一部として図示または説明された特徴を用いて、または他の実施形態と組み合わせて、さらに別の実施形態を得ることができる。本開示は、このような修正形態または変形形態を含むことが意図されている。
本明細書で開示される実施形態は、フィルムをシリコン層、酸化シリコン層、金属層、金属酸化物層または金属窒化物層で、一例としてはアルミニウム、酸化アルミニウムまたは窒化アルミニウムでコーティングする前に、電子ビームでプラスチック基板を処理する方法に関する。本発明者らは、電子で事前処理することによりコーティング後のフィルムのバリア特性が、同じコーティングを備えるがコーティング前に電子処理をしない同じフィルムと比較して、予想外に改善することを見出した。したがって、電子で処理されるフィルムの面は通常、それだけには限らないが、後の処理ロールから離れる方向に向けられる面であり、かつ後でコーティングによって覆われる面である。
認められる効果は、電子処理の様々な部分的効果の組合せであることが想定される。電子ビームを重合基板上に向けることによって、基板の表面粗さが低減される。さらに、衝突電子によってフィルム表面の電子構造が変えられ、例えば励起され、その結果、プラスチックフィルム表面と後で施されるコーティングとの間の接着性が変化し、水蒸気および酸素に対するバリア特性が改善されることになる。さらに、ポリマーフィルムの表面の結合が破壊され、その結果、後のコーティングとフィルムの間の結合の性質が変わり、それぞれ改善されることになる。
上述の効果の少なくとも一部分の性質は、プラスチックフィルムの表面が構造的に改変されるようなものであり、それぞれ不可逆的に改変される。さらに、表面の分離水または水分子の量が減少し、それゆえに表面は、電子ビームによって洗浄される。本明細書に記載の基板は、通常はすでに完全に重合されていることに留意されたい。すなわち、電子ビームは、表面上の重合反応を促進するのに寄与せず、かつ/または基板は、電子ビームによって処理されるように通常はすでに事前に硬化されている。
諸実施形態において、電子ビームによる事前処理は、プラスチックフィルムの上方の空間にガスを付加することと組み合わせることができる。ガス分子は電子ビームによって励起され、それぞれイオン化される。適切なガスはArであること、あるいは、より具体的には、ヘリウム、またはN2もしくはO2のような反応性ガス、または前者の任意の混合物であることが判明した。
図面についての以下の説明の中で、同じ参照番号は同じ構成要素を指す。一般に、個々の実施形態に関して相違点のみが説明される。
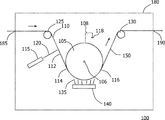
図1は、それだけには限らないが、ウエブ、フィルム、または箔などのフレキシブルプラスチック基板110を処理する例示的システム100を示す。この例示的実施形態は、真空チャンバ180を含む。諸実施形態によれば、フレキシブル基板の処理は真空チャンバ180の中で行われる。具体的には、処理ドラム105が、例示的システム100の真空チャンバ180内に配置される。それによって、処理は真空状態で行うことができる。真空チャンバ180は通常、その中に真空状態を維持しながら基板110をチャンバの中に導入しやすくするように適合された入口185と、処理された基板150用の出口190とを備える。あるいは、巻出しローラおよび巻取りローラ(図1に図示せず)を含むロールツーロールシステム全体を真空チャンバ180内に収容することもできる。
本明細書の実施形態によれば、システム100は、フレキシブル基板110を搬送するように、かつ/または横方向に引っ張るように適合された第1のローラ125を含む。具体的には、本明細書の実施形態によれば、第1のローラ125は、フレキシブル基板110が横方向に引っ張られる(すなわち、基板幅に沿って引っ張られる)ように構成され、例えば処理ドラム105に対して配置される。それによって、処理ドラム105の上までフレキシブル基板110を適切に搬送しやすくなる。
諸実施形態によれば、第1のローラ125は、処理ドラム105に隣接して配置される。すなわち、第1のローラ125と処理ドラム105の間に延びる基板搬送路内には他のいかなるローラもない。諸実施形態によれば、第1のローラ125は案内ローラである。特定の実施形態によれば、例示的システム100のように、第1のローラ125は真空チャンバ180の中に配置される。あるいは、第1のローラ125は、真空チャンバ180の外側に配置することもできる。第1のローラ125は、例えば、それだけには限らないが、円筒形状を有することができる。
本明細書の実施形態によれば、処理ドラム105は、その縦軸に対して回転可能である。それによって、フレキシブル基板110は、回転している処理ドラム105を越えて移動させることによって搬送し、処理することができる。諸実施形態によれば、縦軸106は、処理ドラム105の中心軸と一致する。諸実施形態によれば、処理ドラム105は、縦軸106に沿って、図2に示されるような処理ドラム長107を有する。
本明細書の実施形態によれば、フレキシブル基板は、ローラ125に供給される前にロール(図示せず)から巻き出される。コーティングされた基板150は通常、ローラ130を越えて真空チャンバ180の外へと出口まで案内され、フレキシブル基板は通常、真空チャンバ180内で処理された後に、または同じもしくは別の真空チャンバ内での別の処理ステップの後に、ロール(図示せず)上に巻かれる。
諸実施形態によれば、処理ドラム長107は、基板110の幅の少なくとも105%の長さである。諸実施形態によれば、フレキシブル基板110のコーティングは、例えば、それだけには限らないが、処理ドラム105の上でフレキシブル基板110の一部分にコーティングを行うことによって、処理ドラム105の上で作用する。
諸実施形態によれば、電子ビーム120は、基板をコーティングする前に、基板110の表面112に対し向けられる。ビーム120は通常、ローラ125と処理ドラム105との間の表面112に対して、より具体的には、基板が処理ドラム105と接触するドラムの領域114に対して向けられる。第1の領域114は、真空チャンバ180に相対的と見なされる領域であること、すなわち、フレキシブル基板110の処理中に通常は静止している要素であることに留意されたい。つまり、本明細書では、第1の領域114は、処理ドラム105と共に回転する領域ではない。電子ビーム120を放出する電子ビームデバイス115は、電子ビームが基板に対してその幅全体にわたり作用するように適合され、その結果、基板110が縦方向に移動することにより、真空チャンバ180を通過する基板の(一方の側の)全表面が電子ビーム120で処理されることになる。電子ビームデバイス115は、例えば、電子フラッド銃、リニア電子銃、電子ビーム、または同様のものなどの電子源でよい。電子源に使用されるガスは、アルゴン、O2、N2、CO2、またはHeでよく、とりわけO2、N2、CO2、またはHeであればよい。
したがって、放出電子で処理された重合面112は、後でコーティングされる基板のバリア特性の改善を実現するために、物理的に、それぞれ構造的に変えられることが強調される。所望の効果は、電子を1keVから6keVのエネルギーで、より典型的には1keVから4keV、例えば2keV、3keV、または4keVのエネルギーで供給することによって得ることができる。典型的な電子流は、20mAから1500mAまでで、例えば500mAである。
諸実施形態によれば、電子ビームデバイス115は、フレキシブル基板110に対して、そのさらなる処理の前に作用する。それによって、基板110の基板表面112の改変はまた、フレキシブル基板110と処理ドラム105の間に電位差をもたらすこともある。具体的には、電子ビームデバイス115は、フレキシブル基板110に電子を供給することによって、フレキシブル基板110を帯電させることがある。それによって、負電荷がフレキシブル基板に加えられる可能性がある。処理ドラム105のグランド118へのグランド接続108によって例示的に示されているように(図1および図3に示す)、処理ドラム105が接地されている場合、フレキシブル基板110上の電荷が、接地された処理ドラム105に対する電位差をもたらす。しかし、この帯電効果は単に、本明細書で開示される方法の副産物として見られるべきものにすぎない。これは通常、上述の基板表面112の物理的/構造的変更に寄与せず、したがってまた、諸実施形態によるバリア特性の改善にも寄与しない。
諸実施形態によれば、電子ビームデバイス115は、フレキシブル基板110に対し、フレキシブル基板の幅の大部分を横切って延びるラインに沿って同時に作用するように構成される。具体的には、電子ビームデバイス115はリニア供給源でよく、すなわち、リニア電子源などの、細長い領域に沿って荷電粒子を同時に放出する供給源でよい。例えば、電子ビームデバイス115は、長い方の長さがおよそ基板幅、より具体的には基板幅の少なくとも95%であり、短い方の長さが基板幅の0.5%から10%の間であるほぼ長方形の領域の上に、電子を同時に放出することができる。電子ビームデバイス115の開口部の基板表面からの距離は、5mmから120mmまで、より典型的には20mmから100mmまででよい。
荷電粒子のリニア供給源は、フレキシブル基板の高速処理をしやすくすることができ、その結果、基板の搬送速度を最大化することが可能になる。代替実施形態によれば、電子ビームデバイス115は走査電子源であり、すなわち、電子を放出すると共に、図1に示された領域114などのラインまたは区域に沿って、典型的には基板幅全体に沿って、放出方向を走査する供給源である。それに応じて、本明細書で使用される用語の「電子ビーム」は、ある個所に合焦されるビームに限定されず、これにはまた、走査され、あるラインまたは領域の上をそれぞれ掃引されるビーム、ならびにより大きい領域から基板上のターゲット領域の方向に放出される複数の電子が含まれ、それゆえに大量の電子の流れも含まれることを理解されたい。リニア電子源の例は、2007年12月21日に出願の「Linear electron source,evaporator using linear electron source,and applications of electron sources」という名称の欧州特許出願第2073243A1号に記載されており、同出願は参照により、同出願が本開示と矛盾しない範囲で本明細書に組み込まれる。その中でリニアプラズマ電子源が言及されており、この電子源は、第1の電極として機能し、側壁を有する筐体と、電子ビームを通過させ、電子源の長さ方向を画定する筐体内のスリット開口部と、筐体内に配列され、スリット開口部と対向する第1の側面を有する第2の電極であって、第1の側面がスリット開口部から第1の距離だけ間隔があけられ、電子源の長さ方向の長さが第1の距離の少なくとも5倍であり、少なくとも70cmである第2の電極と、筐体内にガスを供給する少なくとも1つのガス供給源とを含み、第1の電極はアノードであり、第2の電極はカソードである。
諸実施形態によれば、フレキシブル基板には、それだけには限らないが、ポリプロピレン含有基板、ポリエステル基板、ナイロン基板、OPP基板(すなわち、配向ポリプロピレンフィルム)、およびCPP基板(すなわち、キャスティングポリプロピレンフィルム)が含まれる。諸実施形態によれば、フレキシブル基板は厚さが50μm未満、より詳細には5μm、さらに詳細には2μmである。例えば、フレキシブル基板はOPP基板であり、厚さが、例えば20μmなど、50μm以下であればよい。本明細書に記載の実施形態ではまた、フレキシブル基板は、2μm以下、例えば0.7μの厚さを有する超薄フィルムであることも企図されている。
諸実施形態によれば、システム100は、処理ドラム105上のフレキシブル基板110の少なくとも一部分をコーティングするための、処理ドラム105に対向して配置されたコーティングユニット140を含む。諸実施形態によれば、コーティングユニット140は、第1の領域114の下流であり第2の領域116の上流でもあるところの、フレキシブル基板110の一部分をコーティングするように配置され、第2の領域ではコーティングされた基板150は、ローラ130によって処理ドラム105から遠ざかるように案内される。
コーティングユニット140は、フレキシブル基板110をコーティング材料135のフィルムでコーティングするために設けられ、その結果、コーティングされたフレキシブル基板150が製作されることになる。本明細書に記載の実施形態のいずれとも組み合わせることができる異なる実施形態によれば、コーティングは、熱蒸発、電子ビーム蒸発、スパッタリング処理、CVD処理、プラズマ促進処理、またはこれらの組合せによって実現することができる。コーティングユニット140は、コーティングされる層の均一性の改善が容易になるように、例えば、スタガボート蒸発器から成るものでよい。
諸実施形態によれば、コーティングユニット140は、フレキシブル基板110を金属層、金属酸化物層、または金属窒化物層でコーティングするように構成される。例えば、コーティングユニット140は、フレキシブル基板110をアルミニウム層でコーティングするように構成することができる。コーティングされた金属層は通常、厚さが500nm未満、より詳細には450nm未満、さらに詳細には100nm未満である。さらに、諸実施形態によれば、コーティングされた金属層は、少なくとも5nm、より詳細には少なくとも8nm、さらに詳細には少なくとも10nmの厚さがある。例えば、それだけには限らないが、フレキシブル基板110は、厚さが約10nmから100nmまでの範囲のアルミニウム層、または厚さが約8nmから450nmの範囲の酸化アルミニウム(AlOx)層もしくは窒化アルミニウム層でコーティングすることができる。AlOxを用いるなど、場合によって、コーティングは光学的に透明になり得る。諸実施形態において、基板110は、シリコン層または酸化シリコン層でコーティングされる。
諸実施形態によれば、水蒸気および/または酸素に対するコーティングされた基板150のバリア特性は、電子ビームが基板表面112に作用する前に、放出電子ビームで処理ガスを付加的に励起することによってさらに改善される。この目的のために、処理ガスが、基板表面112の付近で電子ビーム120と相互作用することができる位置または領域で、真空チャンバ180の中に導入される。ガス注入口160が図3に概略的に示されており、ガス165は、基板110の表面112に近接する領域に向けられている。ガス分子は、電子ビーム120と相互作用した後、基板表面と相互作用する。それによって、表面は励起された処理ガスに曝される。適切な処理ガスは、アルゴン、ヘリウム、窒素と酸素の混合物などの反応性ガスの混合物、および前者のうちのいずれかの組合せであり、より具体的には窒素と酸素、ヘリウム、およびこれらの混合物であることが判明した。励起された処理ガスが使用される場合、約1keVから6keVの電子エネルギーがガスの十分な励起を生じさせるのに適しており、より詳細には1keVから4keVが適している。
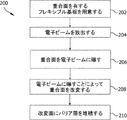
図4は、諸実施形態によるフレキシブル基板を処理する方法200を概略的に示す。この方法は、202で重合表面を有するフレキシブル基板を用意すること、204で電子ビームを放出すること、206で重合面を電子ビームに曝すこと、208で電子ビームに曝すことによって重合面を改変すること、および210で改変面にバリア層を堆積することを含む。
諸実施形態において、電子ビームによって改変された基板表面112上では、金属、金属酸化物、シリコン、または酸化シリコンのバリア層のコーティングの前に、別の層が基板110に付けられる。この別の層には、AlOx、またはトリアジン(Triazine)もしくはアクリレート(Acrylate)のような有機層が含まれてよい。加えて、または別法として、別の層がバリア層の上に、すなわち基板表面から離れた側に付けられてもよい。この別の層には、AlOx、またはトリアジンもしくはアクリレートのような有機層が含まれてよい。
基板を処理するシステムおよび方法の例示的な諸実施形態が上で詳細に説明されている。これらのシステムおよび方法は、本明細書に記載の特定の実施形態に限定されるのではなく、システムの諸構成要素および/または方法の諸ステップは別々に、また本明細書に記載の他の構成要素および/またはステップとは別に利用することができる。例えば、コーティングステップの前に電子ビームによって基板表面を改変することは、説明されたものと異なるシステム、例えば専用の処理ドラムがないシステムで実行することができ、本明細書で説明された組合せに限定されない。
本発明の様々な実施形態の具体的な特徴は、一部の図面に示され、他の図面には示されていないことがあるが、これは単に便宜のためにすぎない。本発明の原理によれば、ある図面のどの特徴も、他の任意の図面のどの特徴とも組み合わせて参照および/または特許請求することができる。
本明細書では諸例を用いて、ベストモードを含めて本発明を開示し、また当業者が本発明を実施することを、任意のデバイスまたはシステムを作製および使用すること、および組み込まれる任意の方法を実施することを含めて可能にしている。様々な特定の諸実施形態を上記で開示したが、当業者には、特許請求の趣旨および範囲で、等しく効果的な修正形態が可能であることが理解されよう。特に、上述の実施形態の互いに非排他的な特徴は、互いに組み合わせることができる。本発明の特許可能な範囲は特許請求の範囲に定義されており、また当業者に想到される他の例を含むことができる。このような他の例は、それが特許請求の範囲の文字通りの言葉と相違しない構造要素を有する場合、または特許請求の範囲の文字通りの言葉とは実質的な違いがない等価の構造要素を有する場合には、特許請求の範囲内にあるものとする。