JP2017001048A - 溶接金属、溶接構造体、及びフラックス入りワイヤ - Google Patents
溶接金属、溶接構造体、及びフラックス入りワイヤ Download PDFInfo
- Publication number
- JP2017001048A JP2017001048A JP2015115278A JP2015115278A JP2017001048A JP 2017001048 A JP2017001048 A JP 2017001048A JP 2015115278 A JP2015115278 A JP 2015115278A JP 2015115278 A JP2015115278 A JP 2015115278A JP 2017001048 A JP2017001048 A JP 2017001048A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- weld metal
- less
- flux
- annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Abstract
【解決手段】本発明の溶接金属は、C:0.02質量%以上0.10質量%以下、Si:0.10質量%以上0.60質量%以下、Mn:0.90質量%以上2.5質量%以下、Ni:0.20質量%以上2.00質量%以下、Cr:0.10質量%以上1.00質量%以下、Mo:0.10質量%以上1.00質量%以下、Ti:0.040質量%以上0.10質量%以下、B:0.0010質量%以上0.0050質量%以下、O:0.030質量%以上0.100質量%以下、N:0質量%超0.015質量%以下、Nb+V:0.01質量%以上0.05質量%以下、残部:Fe及び不可避的不純物である組成を有し、直径0.40μm以上の粒界炭化物の平均円相当直径が0.75μm以下、直径0.5μm以上の酸化物が2.0×104個/mm2以下である。
【選択図】なし
Description
Z2値=3×[Si]+8×[Mn]+20×[Ti] ・・・(1)
当該溶接金属は、C(炭素):0.02質量%以上0.10質量%以下、Si(ケイ素):0.10質量%以上0.60質量%以下、Mn(マンガン):0.90質量%以上2.5質量%以下、Ni(ニッケル):0.20質量%以上2.00質量%以下、Cr(クロム):0.10質量%以上1.00質量%以下、Mo(モリブデン):0.10質量%以上1.00質量%以下、Ti(チタン):0.040質量%以上0.10質量%以下、B(ホウ素):0.0010質量%以上0.0050質量%以下、O:(酸素)0.030質量%以上0.100質量%以下、N(窒素):0質量%超0.015質量%以下、Nb(ニオブ)+V(バナジウム):0.01質量%以上0.05質量%以下、残部:Fe(鉄)及び不可避的不純物である組成を有する。
Cは、SR焼鈍後における当該溶接金属の強度を確保する元素である。当該溶接金属のC含有量の下限としては、0.02質量%であり、0.03質量%が好ましく、0.04質量%がより好ましい。一方、当該溶接金属のC含有量の上限としては、0.10質量%であり、0.08質量%が好ましく、0.07質量%がより好ましい。当該溶接金属のC含有量が上記下限より小さいと、SR焼鈍後に所定の強度が得られないおそれがある。逆に、当該溶接金属のC含有量が上記上限を超えると、SR焼鈍時に粒界炭化物の粗大化を招き、当該溶接金属の靱性が低下するおそれがある。
Siは、SR焼鈍後における当該溶接金属の強度を確保する元素である。当該溶接金属のSi含有量の下限としては、0.10質量%であり、0.12質量%が好ましく、0.15質量%がより好ましい。一方、当該溶接金属のSi含有量の上限としては、0.60質量%であり、0.50質量%が好ましく、0.45質量%がより好ましい。当該溶接金属のSi含有量が上記下限より小さいと、SR焼鈍後に所定の強度が得られないおそれがある。逆に、当該溶接金属のSi含有量が上記上限を超えると、SR焼鈍時の焼戻し脆化を助長すると共に低温靭性に悪影響を及ぼす硬質第二相の生成を助長し、当該溶接金属の靭性の低下を招くおそれがある。
Mnは、溶接時の微細組織生成の起点となる酸化物を形成し、当該溶接金属の強度及び低温靱性を向上させる元素である。当該溶接金属のMn含有量の下限としては、0.90質量%であり、1.1質量%が好ましく、1.3質量%がより好ましい。一方、当該溶接金属のMn含有量の上限としては、2.5質量%であり、2.2質量%が好ましく、2.0質量%がより好ましい。当該溶接金属のMn含有量が上記下限より小さいと、酸化物が形成され難くなり、当該溶接金属の強度及び低温靱性を十分に向上できないおそれがある。逆に、当該溶接金属のMn含有量が上記上限を超えると、SR焼鈍時の焼戻し脆化を助長し、当該溶接金属の靭性の低下を招くおそれがある。
Niは、当該溶接金属の低温靱性向上に有効な元素である。当該溶接金属のNi含有量の下限としては、0.20質量%であり、0.40質量%が好ましく、0.60質量%がより好ましい。一方、当該溶接金属のNi含有量の上限としては、2.00質量%であり、1.80質量%が好ましく、1.60質量%がより好ましい。当該溶接金属のNi含有量が上記下限より小さいと、当該溶接金属の低温靱性を十分に向上できないおそれがある。逆に、当該溶接金属のNi含有量が上記上限を超えると、シャルピー試験において上部棚エネルギーが低下するので、SR焼鈍後において当該溶接金属が所定の靱性を得られなくなると考えられる。
Crは、SR焼鈍時の粒界炭化物を微細化する作用を有する元素である。当該溶接金属のCr含有量の下限としては、0.10質量%であり、0.20質量%が好ましく、0.30質量%がより好ましい。一方、当該溶接金属のCr含有量の上限としては、1.00質量%であり、0.80質量%が好ましく、0.70質量%がより好ましい。当該溶接金属のCr含有量が上記下限より小さいと、SR焼鈍時に粒界炭化物が微細化せず、当該溶接金属の靱性が低下するおそれがある。逆に、当該溶接金属のCr含有量が上記上限を超えると、粒界炭化物が粗大化して当該溶接金属の靱性が却って低下するおそれがある。
Moは、溶接金属中への微細析出により粒界炭化物の粗大化と焼鈍軟化とを抑制する元素である。当該溶接金属のMo含有量の下限としては、0.10質量%であり、0.20質量%が好ましく、0.30質量%がより好ましい。一方、当該溶接金属のMo含有量の上限としては、1.00質量%であり、0.80質量%が好ましく、0.60質量%がより好ましい。当該溶接金属のMo含有量が上記下限より小さいと、粒界炭化物の粗大化と焼鈍軟化とを十分に抑制できないおそれがある。逆に、当該溶接金属のMo含有量が上記上限を超えると、SR焼鈍時に微細な炭化物を析出することにより当該溶接金属の強度が過大に上昇し、これにより低温での靭性を低下させるおそれがある。
Tiは、溶接時の微細組織生成の起点となる酸化物を形成し、当該溶接金属の靱性を向上させる元素である。当該溶接金属のTi含有量の下限としては、0.040質量%であり、0.050質量%が好ましく、0.055質量%がより好ましい。一方、当該溶接金属のTi含有量の上限としては、0.10質量%であり、0.080質量%が好ましく、0.070質量%がより好ましい。当該溶接金属のTi含有量が上記下限より小さいと、酸化物が形成され難くなり、当該溶接金属の靱性を十分に向上できないおそれがある。逆に、当該溶接金属のTi含有量が上記上限を超えると、SR焼鈍時に微細な炭化物を析出することにより当該溶接金属の強度が過大に上昇し、これにより低温での靭性を低下させるおそれがある。
Bは、当該溶接金属の強度及び靱性に対して悪影響を及ぼす粒界フェライトの生成を抑制する元素である。当該溶接金属のB含有量の下限としては、0.0010質量%であり、0.0012質量%が好ましく、0.0015質量%がより好ましい。一方、当該溶接金属のB含有量の上限としては、0.0050質量%であり、0.0045質量%が好ましく、0.0040質量%がより好ましい。当該溶接金属のB含有量が上記下限より小さいと、粒界フェライトの生成を十分に抑制できず、当該溶接金属の所定の強度及び靱性を確保できないおそれがある。逆に、当該溶接金属のB含有量が上記上限を超えると、当該溶接金属の強度が過大に上昇し、靭性が低下するおそれがある。
Oは、溶接時の微細組織生成の起点となる酸化物を形成し、当該溶接金属の靱性を向上させる元素である。当該溶接金属のO含有量の下限としては、0.030質量%であり、0.035質量%が好ましく、0.040質量%がより好ましい。一方、当該溶接金属のO含有量の上限としては、0.100質量%であり、0.080質量%が好ましく、0.060質量%がより好ましい。当該溶接金属のO含有量が上記下限より小さいと、酸化物が十分に形成されず、当該溶接金属の所定の靱性を確保できないおそれがある。逆に、当該溶接金属のO含有量が上記上限を超えると、酸化物の粗大化を招き、当該溶接金属の靱性を却って低下させるおそれがある。
Nは、当該溶接金属中に不可避的に含まれる元素であり、その含有量を0質量%とすることは工業的に不可能である。従って、当該溶接金属のN含有量は、0質量%超である。一方、当該溶接金属のN含有量の上限としては、0.015質量%であり、0.010質量%が好ましく、0.008質量%がより好ましい。当該溶接金属のN含有量が上記上限を超えると、当該溶接金属の靱性が低下するおそれがある。
Nb及びVは、粒界炭化物の粗大化を抑制する元素である。当該溶接金属におけるNb及びVの合計含有量の下限としては、0.01質量%であり、0.012質量%が好ましく、0.015質量%がより好ましい。一方、当該溶接金属におけるNb及びVの合計含有量の上限としては、0.05質量%であり、0.045質量%が好ましく、0.040質量%がより好ましい。Nb及びVの合計含有量が上記下限より小さいと、粒界炭化物の粗大化を十分に抑制できないおそれがある。逆に、Nb及びVの合計含有量が上記上限を超えると、SR焼鈍時に微細な炭化物を析出することにより当該溶接金属の強度が過大に上昇し、これにより低温での靭性を低下させるおそれがある。
当該溶接金属は、その他の元素として例えばCuを添加してもよい。Cuは、当該溶接金属の強度を確保する上で有用な元素である。当該溶接金属のCu含有率としては、0質量%超が好ましく、Cu含有率の下限としては、0.05質量%が好ましく、0.10質量%がより好ましい。一方、当該溶接金属のCu含有量の上限としては、1.0質量%が好ましく、0.8質量%がより好ましい。当該溶接金属のCu含有量が上記下限より小さいと、当該溶接金属の強度の向上効果が不十分となるおそれがある。逆に、当該溶接金属のCu含有量が上記上限を超えると、SR焼鈍時に微細に析出することで当該溶接金属の強度を過大に上昇させ、靱性の低下を招くおそれがある。
また、当該当該溶接金属は、その他の元素としてAlを添加してもよい。Alは、溶接時の微細組織生成の起点となる酸化物を形成し、当該溶接金属の強度及び靱性を向上させる元素である。当該溶接金属のAl含有量としては、0質量%超が好ましく、Al含有率の下限としては、0.003質量%が好ましく、0.005質量%がより好ましい。一方、当該溶接金属のAl含有量の上限としては、0.010質量%が好ましく、0.009質量%がより好ましく、0.008質量%がさらに好ましい。当該溶接金属のAl含有量が上記下限より小さいと、酸化物が十分に形成されず、当該溶接金属の強度及び靱性の向上効果が不十分となるおそれがある。逆に、当該溶接金属のAl含有量が上記上限を超えると、酸化物の粗大化を招き、却って当該溶接金属の靭性が低下するおそれがある。
当該溶接金属を得るための溶接方法としては、溶接材料としてフラックス入りワイヤ(FCW)を用いたガスシールドアーク溶接が好ましい。このようにアーク溶接法を適用することによって、溶接時の作業効率を向上できる。
当該フラックス入りワイヤは、筒状の鋼製外皮の内側にフラックスを充填したものであり、この鋼製外皮及びフラックスを合せた全質量に対し、C:0.02質量%以上0.12質量%以下、Si+Si化合物:Si換算値で0.10質量%以上1.00質量%以下、Mn:0.9質量%以上3.5質量%以下、Ni:0.20質量%以上2.00質量%以下、Cr:0.10質量%以上1.00質量%以下、Mo:0.10質量%以上1.00質量%以下、Ti+Ti化合物:Ti換算値で2.50質量%以上5.10質量%以下、B+B化合物:B換算値で0.001質量%以上0.020質量%以下、Nb+V+Nb化合物+V化合物:(Nb+V)換算値で0.01質量%以上0.05質量%以下を含有する。当該フラックス入りワイヤは、鋼製外皮及びフラックスの合計で上記量の各成分を有していればよく、上記量の各成分を有することで上述の組成を有する当該溶接金属を得ることができる。
当該フラックス入りワイヤの全質量に対するC含有量の下限としては、0.02質量%であり、0.03質量%が好ましく、0.04質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するC含有量の上限としては、0.12質量%であり、0.10質量%が好ましく、0.08質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するSi及びSi化合物のSi換算値の下限としては、0.10質量%であり、0.15質量%が好ましい。一方、当該フラックス入りワイヤの上記Si換算値の上限としては、1.00質量%であり、0.70質量%が好ましい。
当該フラックス入りワイヤの全質量に対するMn含有量の下限としては、0.9質量%であり、1.1質量%が好ましく、1.5質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するMn含有量の上限としては、3.5質量%であり、3.3質量%が好ましく、3.0質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するNi含有量の下限としては、0.20質量%であり、0.30質量%が好ましく、0.40質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するNi含有量の上限としては、2.00質量%であり、1.80質量%が好ましく、1.60質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するCr含有量の下限としては、0.10質量%であり、0.20質量%が好ましく、0.30質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するCr含有量の上限としては、1.00質量%であり、0.90質量%が好ましく、0.80質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するMo含有量の下限としては、0.10質量%であり、0.20質量%が好ましく、0.30質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するMo含有量の上限としては、1.00質量%であり、0.90質量%が好ましく、0.80質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するTi及びTi化合物のTi換算値の下限としては、2.50質量%であり、2.80質量%が好ましく、3.00質量%がより好ましい。一方、当該フラックス入りワイヤの上記Ti換算値の上限としては、5.10質量%であり、4.10質量%が好ましく、3.90質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するB及びB化合物のB換算値の下限としては、0.001質量%であり、0.0012質量%が好ましく、0.0015質量%がより好ましい。一方、当該フラックス入りワイヤの上記B換算値の上限としては、0.020質量%であり、0.018質量%が好ましく、0.016質量%がより好ましい。
当該フラックス入りワイヤの全質量に対するNb、V、Nb化合物及びV化合物の(Nb+V)換算値の下限としては、0.01質量%であり、0.012質量%が好ましく、0.015質量%がより好ましい。一方、当該フラックス入りワイヤの上記(Nb+V)換算値の上限としては、0.05質量%であり、0.04質量%が好ましく、0.03質量%がより好ましい。
当該フラックス入りワイヤは、その他の成分として例えばF化合物を含有してもよい。F化合物は、溶接時にアークを安定化させる効果を有しており、鋼製外皮又はフラックスへの添加により含有させることができる。当該フラックス入りワイヤの全質量に対するF化合物のF換算値の下限としては、0.05質量%が好ましい。一方、当該フラックス入りワイヤの上記F換算値の上限としては、0.30質量%が好ましい。当該フラックス入りワイヤのF換算値が上記下限より小さいと、アークの安定化の効果が十分に得られないおそれがある。逆に、当該フラックス入りワイヤのF換算値が上記上限を超えると、ビード形状が劣化するおそれがある。
当該フラックス入りワイヤは、その他の成分として例えばNa化合物又はK化合物を含有してもよい。Na化合物及びK化合物は、アーク安定剤として、1種又は2種以上のフラックスへの添加により含有させることができる。当該フラックス入りワイヤの全質量に対するNa化合物及びK化合物の(Na+K)換算値の下限としては、0.01質量%が好ましい。一方、当該フラックス入りワイヤの上記(Na+K)換算値の上限としては、0.30質量%が好ましい。当該フラックス入りワイヤの(Na+K)換算値が上記下限より小さいと、アークの安定化の効果が十分に得られず、スパッタ発生量が増加するおそれがある。逆に、当該フラックス入りワイヤの(Na+K)換算値が上記上限を超えると、ビード形状が劣化するおそれがある。
当該フラックス入りワイヤは、その他の成分として例えばAl又はAl化合物を含有してもよい。Al又はAl化合物は、鋼製外皮又はフラックスへの添加により含有させることができる。当該フラックス入りワイヤの全質量に対するAl及びAl化合物のAl換算値としては、0質量%超が好ましく、Al換算値の下限としては、0.003質量%が好ましく、0.005質量%がより好ましい。一方、当該フラックス入りワイヤの上記Al換算値の上限としては、0.30質量%が好ましく、0.27質量%が好ましく、0.24質量%がより好ましい。
当該フラックス入りワイヤは、その他の元素として例えばCuを含有してもよい。Cuは、鋼製外皮又はフラックスへの添加により含有させることができる。当該フラックス入りワイヤの全質量に対するCu含有量としては、0質量%超が好ましく、Cu含有量の下限としては、0.05質量%が好ましく、0.10質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するCu含有量の上限としては、1質量%が好ましく、0.8質量%がより好ましい。
当該フラックス入りワイヤは、その他の元素として例えばMgを含有してもよい。Mgは脱酸剤として必要に応じてフラックスへの添加により含有させることができる。当該フラックス入りワイヤの全質量に対するMg含有量の下限としては、0.2質量%が好ましく、0.3質量%がより好ましい。一方、当該フラックス入りワイヤの全質量に対するMg含有量の上限としては、0.8質量%が好ましく、0.7質量%がより好ましい。当該フラックス入りワイヤのMg含有量が上記下限より小さいと、十分な脱酸効果が得られないおそれがある。逆に、当該フラックス入りワイヤのMg含有量が上記上限を超えると、スパッタが増大し、溶接作業性が低下するおそれがある。
Z2値=3×[Si]+8×[Mn]+20×[Ti] ・・・(1)
Z値=7×[Ti]+150×[Si]+35×[Mn]−180×[Al]
・・・(2)
当該溶接構造体は、上記溶接金属を有する。例えば海底油田の掘削及び生産時に用いられる溶接構造物を製造する際、上記溶接条件で所定の部材を溶接することで上記溶接金属を有する当該溶接構造体が得られる。当該溶接構造体は、上記溶接金属を有するため、SR焼鈍前及びSR焼鈍後のいずれにおいても高い強度及び−40℃以下での高い靱性を確保することができる。その結果、海底油田の掘削及び生産時に用いられる溶接構造物などの信頼性、耐久性などが向上する。
当該溶接金属は、焼鈍軟化を抑制する作用を有するMoを含有することで、高い強度が得られる。また、当該溶接金属は、所定量のMoと所定合計量のNb及びVとを含有することにより粒界炭化物の粗大化を抑制でき、その結果、円相当直径が0.40μm以上の粒界炭化物の平均円相当直径を0.75μm以下にできる。また、当該溶接金属は、上記範囲内のOを含有することで酸化物の粗大化を抑制でき、その結果、円相当直径が0.5μm以上の酸化物の存在割合を2.0×104個/mm2にできる。これらにより、当該溶接金属は、粗大な粒界炭化物又は粗大な酸化物を起点とする亀裂が発生し難く、SR焼鈍時における靱性の低下が抑制される。また、当該溶接金属は、酸化物の存在割合を上記上限以下とすることで、SR焼鈍前の低温靱性も向上し、SR焼鈍前後において高い強度と−40℃以下での高い靱性とが得られる。
試験No.1〜No.30について、熱処理後の開先部に形成された各溶接金属の中央部を切り出し、化学成分分析を行った。この化学分析により各溶接金属において得られた各元素の組成含有量を表2に示す。なお、表2中「−」は、その成分を含有しないことを示す。
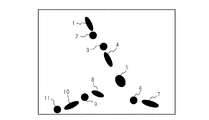
熱処理後の溶接金属の最終パス中央部より粒界が露出するレプリカTEM観察用試験片を採取し、7500倍にて13.3×15.7μmの視野を有する画像を4枚撮影した。これらの画像について、画像解析ソフト(Media Cybernetics社の「Image−Pro Plus」)により円相当直径0.40μm以上の炭化物を選択した上で、粒界炭化物の平均円相当直径を算出した。具体的には、以下の方法で円相当直径が0.40μm以上の粒界炭化物の平均円相当直径を求めた。
試験No.1〜No.30の溶接金属の断面について、走査型電子顕微鏡を用いて5000倍で観察視野400μm2の範囲を5箇所測定し、測定した値を平均したものを1mm2当たりに換算して酸化物の存在割合[個/mm2]を算出した。この方法により算出した酸化物の存在割合の結果を表2に示す。
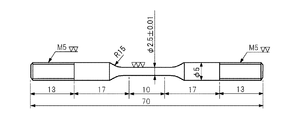
強度評価として、熱処理前後の各溶接金属について引張試験を実施した。この引張試験は、図3に示すように熱処理後の各溶接金属の板厚中央部より溶接線方向に平行にJIS−Z2202(1988)に準拠した試験片を採取した。この試験片について、JIS−Z2241(2011)に準拠して室温25℃で引張強さ(TS)を測定した。この試験について、SR焼鈍前に引張強さTSが690MPaを超えるもの、及びSR焼鈍後に引張強さTSが620MPaを超えるものを強度に優れると評価した。これらの引張強さの測定結果を表2に示す。なお、図3中で長さを表す数値の単位はmmである。
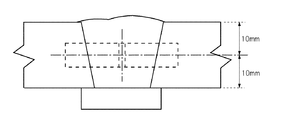
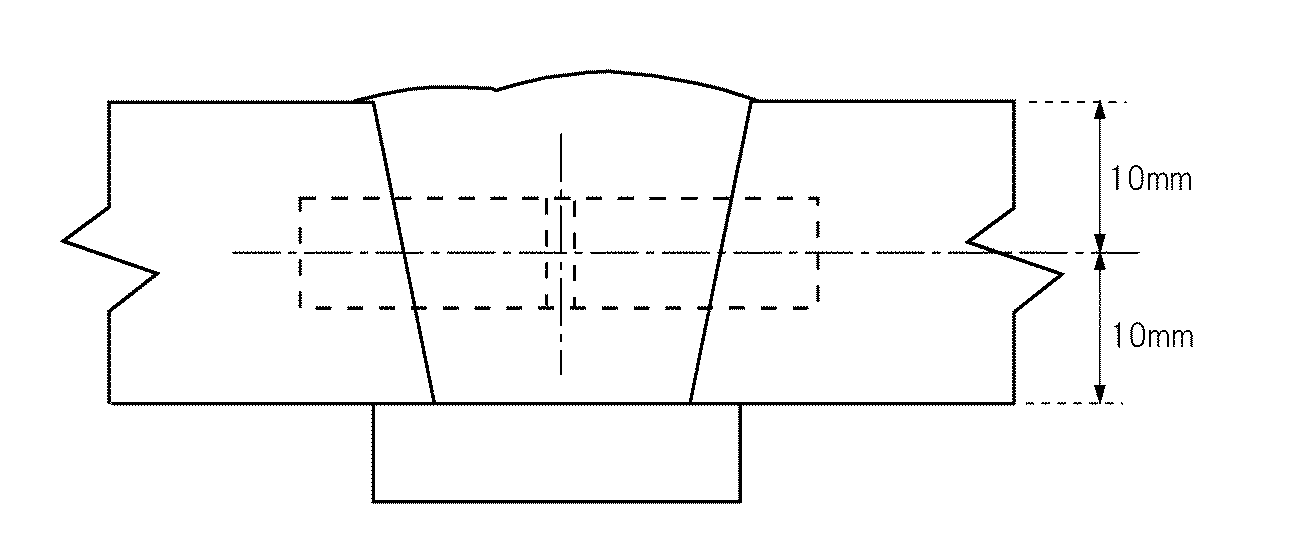
低温靭性の評価は、熱処理前後の各溶接金属の板厚中央部より図4に基づき溶接線方向と垂直方向に、JIS−Z3111(2005)の4号Vノッチ試験片をシャルピー衝撃試験片として採取した。この試験片について、JIS−Z2242(2005)に準拠して−40℃でシャルピー衝撃試験を実施した。この試験について、3回の測定の平均値で、SR焼鈍前に−40℃における吸収エネルギーvE−40が100Jを超えるもの、及びSR焼鈍後にvE−40が60Jを超えるものを低温での靭性に優れると評価した。これらの引張強さの測定結果を表2に示す。なお、表2に示す−40℃での吸収エネルギーvE−40は、3回の測定の平均値である。
表1及び表2の結果より、本発明の各成分の含有量の範囲を満たすNo.F1〜No.F20のフラックス入りワイヤを用いて形成したNo.1〜No.20の溶接金属は、本発明の組成成分の範囲を満たしていることがわかる。また、これらのNo.1〜No.20の溶接金属は、粒界における炭化物の形態及び断面における酸化物の存在量が本発明の規定を満たしており、SR焼鈍前における引張強さTSが690MPaを超え、吸収エネルギーvE−40が100Jを超えており、かつSR焼鈍後における引張強さTSが620MPaを超え、吸収エネルギーvE−40が60Jを超えている。これより、No.1〜No.20の溶接金属は、SR焼鈍前後において、高い強度及び−40℃以下での高い靱性が得られることがわかる。
A1〜A8 直線
B 直径0.40μmの真円
C 円相当直径が0.40μm以上の炭化物
D 円相当直径が0.40μm未満の炭化物
Claims (9)
- C:0.02質量%以上0.10質量%以下、
Si:0.10質量%以上0.60質量%以下、
Mn:0.90質量%以上2.5質量%以下、
Ni:0.20質量%以上2.00質量%以下、
Cr:0.10質量%以上1.00質量%以下、
Mo:0.10質量%以上1.00質量%以下、
Ti:0.040質量%以上0.10質量%以下、
B:0.0010質量%以上0.0050質量%以下、
O:0.030質量%以上0.100質量%以下、
N:0質量%超0.015質量%以下、
Nb+V:0.01質量%以上0.05質量%以下、
残部:Fe及び不可避的不純物
である組成を有し、
粒界に存在し、円相当直径が0.40μm以上の炭化物の平均円相当直径が0.75μm以下であり、
断面を顕微鏡で観察したときに、円相当直径が0.5μm以上の酸化物の存在割合が2.0×104個/mm2以下である溶接金属。 - Cu:0質量%超1.0質量%以下、及び
Al:0質量%超0.010質量%以下
からなる群より選択される少なくとも1種の組成をさらに含む請求項1に記載の溶接金属。 - 請求項1又は請求項2に記載の溶接金属を有する溶接構造体。
- 全質量に対し、
C:0.02質量%以上0.12質量%以下、
Si+Si化合物:Si換算値で0.10質量%以上1.00質量%以下、
Mn:0.9質量%以上3.5質量%以下、
Ni:0.20質量%以上2.00質量%以下、
Cr:0.10質量%以上1.00質量%以下、
Mo:0.10質量%以上1.00質量%以下、
Ti+Ti化合物:Ti換算値で2.50質量%以上5.10質量%以下、
B+B化合物:B換算値で0.001質量%以上0.020質量%以下、
Nb+V+Nb化合物+V化合物:(Nb+V)換算値で0.01質量%以上0.05質量%以下を含有し、
全質量に対する上記Si換算値、Mn及びTi換算値のそれぞれの含有量(質量%)を[Si]、[Mn]及び[Ti]とした場合、下記式(1)で規定されるZ2値が50以上62未満であることを特徴とするフラックス入りワイヤ。
Z2値=3×[Si]+8×[Mn]+20×[Ti] ・・・(1) - 全質量に対し、F換算値で0.05質量%以上0.30質量%以下のF化合物をさらに含有する請求項4に記載のフラックス入りワイヤ。
- 全質量に対し、(Na+K)換算値で0.01質量%以上0.30質量%以下のNa化合物、K化合物又はこれらの組合せをさらに含有する請求項4又は請求項5に記載のフラックス入りワイヤ。
- 全質量に対し、Al換算値で0質量%超0.30質量%以下のAl、Al化合物又はこれらの組合せをさらに含有する請求項4、請求項5又は請求項6に記載のフラックス入りワイヤ。
- 全質量に対し、0質量%超1質量%以下のCuをさらに含有する請求項4から請求項7のいずれか1項に記載のフラックス入りワイヤ。
- 全質量に対し、0.2質量%以上0.8質量%以下のMgをさらに含有する請求項4から請求項8のいずれか1項に記載のフラックス入りワイヤ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115278A JP2017001048A (ja) | 2015-06-05 | 2015-06-05 | 溶接金属、溶接構造体、及びフラックス入りワイヤ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115278A JP2017001048A (ja) | 2015-06-05 | 2015-06-05 | 溶接金属、溶接構造体、及びフラックス入りワイヤ |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019022884A Division JP2019089131A (ja) | 2019-02-12 | 2019-02-12 | フラックス入りワイヤ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017001048A true JP2017001048A (ja) | 2017-01-05 |
Family
ID=57750991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015115278A Ceased JP2017001048A (ja) | 2015-06-05 | 2015-06-05 | 溶接金属、溶接構造体、及びフラックス入りワイヤ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017001048A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019081195A (ja) * | 2017-10-27 | 2019-05-30 | ヒュンダイ ウェルディング カンパニー リミテッド | 耐気孔性及び電着塗装性に優れた極低シリコン溶接用ワイヤ及びこれによって得られる溶着金属 |
| WO2023243842A1 (ko) * | 2022-06-16 | 2023-12-21 | 고려용접봉 주식회사 | 용접성이 우수한 저슬래그 와이어 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003019595A (ja) * | 2001-07-06 | 2003-01-21 | Kobe Steel Ltd | 低合金耐熱鋼用ガスシールドアーク溶接用フラックス入りワイヤ |
| JP2005230864A (ja) * | 2004-02-20 | 2005-09-02 | Kobe Steel Ltd | 強度均一性に優れた溶接金属 |
| JP2006257481A (ja) * | 2005-03-16 | 2006-09-28 | Kobe Steel Ltd | 低温靭性に優れた高強度溶接金属 |
| JP2008229718A (ja) * | 2007-02-19 | 2008-10-02 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| JP2010115701A (ja) * | 2008-11-14 | 2010-05-27 | Kobe Steel Ltd | 低温靭性に優れた高強度溶接金属 |
| JP2014195832A (ja) * | 2013-03-08 | 2014-10-16 | 株式会社神戸製鋼所 | 溶接金属 |
-
2015
- 2015-06-05 JP JP2015115278A patent/JP2017001048A/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003019595A (ja) * | 2001-07-06 | 2003-01-21 | Kobe Steel Ltd | 低合金耐熱鋼用ガスシールドアーク溶接用フラックス入りワイヤ |
| JP2005230864A (ja) * | 2004-02-20 | 2005-09-02 | Kobe Steel Ltd | 強度均一性に優れた溶接金属 |
| JP2006257481A (ja) * | 2005-03-16 | 2006-09-28 | Kobe Steel Ltd | 低温靭性に優れた高強度溶接金属 |
| JP2008229718A (ja) * | 2007-02-19 | 2008-10-02 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| JP2010115701A (ja) * | 2008-11-14 | 2010-05-27 | Kobe Steel Ltd | 低温靭性に優れた高強度溶接金属 |
| JP2014195832A (ja) * | 2013-03-08 | 2014-10-16 | 株式会社神戸製鋼所 | 溶接金属 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019081195A (ja) * | 2017-10-27 | 2019-05-30 | ヒュンダイ ウェルディング カンパニー リミテッド | 耐気孔性及び電着塗装性に優れた極低シリコン溶接用ワイヤ及びこれによって得られる溶着金属 |
| WO2023243842A1 (ko) * | 2022-06-16 | 2023-12-21 | 고려용접봉 주식회사 | 용접성이 우수한 저슬래그 와이어 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4531118B2 (ja) | 凝固結晶粒を微細にする二相ステンレス鋼溶接用フラックス入りワイヤ | |
| JP5157606B2 (ja) | フラックス入りワイヤを用いた高強度鋼のtig溶接方法 | |
| KR100920549B1 (ko) | 가스 실드 아크 용접용 플럭스 함유 와이어 | |
| JP6322093B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| US9289859B2 (en) | Weld metal with excellent creep characteristics | |
| JP5097499B2 (ja) | 低合金耐熱鋼用ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6599781B2 (ja) | 二相ステンレス鋼溶接用フラックス入りワイヤ | |
| JP6211950B2 (ja) | 溶接金属 | |
| KR20090012045A (ko) | 용접 금속 및 티타니아계 플럭스 코어드 와이어 | |
| JP6235402B2 (ja) | 強度、靭性および耐sr割れ性に優れた溶接金属 | |
| JP2018130762A (ja) | 二相ステンレス鋼溶接用フラックス入りワイヤ | |
| JP2017001094A (ja) | 溶接金属及び溶接構造体 | |
| KR102133172B1 (ko) | 가스 실드 아크 용접용 플럭스 코어드 와이어 및 용접 금속 | |
| JP7294979B2 (ja) | 溶接用材料、溶接金属及びエレクトロスラグ溶接方法 | |
| WO2018047881A1 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ及び溶接金属 | |
| JP7215911B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP2017001048A (ja) | 溶接金属、溶接構造体、及びフラックス入りワイヤ | |
| JP5883369B2 (ja) | 溶接熱影響部の靭性に優れた厚鋼板 | |
| WO2016195028A1 (ja) | 溶接金属及び溶接構造体 | |
| JP5244035B2 (ja) | 溶接金属 | |
| WO2018047879A1 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ及び溶接金属 | |
| JP4309172B2 (ja) | 低合金耐熱鋼用低水素系被覆アーク溶接棒 | |
| JP2017170515A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP2011206828A (ja) | 細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ | |
| JP2019089131A (ja) | フラックス入りワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180424 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180823 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190212 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190219 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190424 |
|
| A045 | Written measure of dismissal of application [lapsed due to lack of payment] |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20190827 |