JP2016208745A - 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 - Google Patents
回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 Download PDFInfo
- Publication number
- JP2016208745A JP2016208745A JP2015089811A JP2015089811A JP2016208745A JP 2016208745 A JP2016208745 A JP 2016208745A JP 2015089811 A JP2015089811 A JP 2015089811A JP 2015089811 A JP2015089811 A JP 2015089811A JP 2016208745 A JP2016208745 A JP 2016208745A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- stator
- coil piece
- piece portion
- slots
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011347 resin Substances 0.000 title claims description 43
- 229920005989 resin Polymers 0.000 title claims description 43
- 238000000034 method Methods 0.000 title claims description 29
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000004804 winding Methods 0.000 claims abstract description 28
- 238000000465 moulding Methods 0.000 claims description 15
- 230000002093 peripheral effect Effects 0.000 abstract description 22
- 238000003475 lamination Methods 0.000 abstract description 18
- 239000004020 conductor Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 241000270666 Testudines Species 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 241000226585 Antennaria plantaginifolia Species 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Windings For Motors And Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
【解決手段】回転電機10は、固定子30及び回転子20を備え、固定子30は、固定子周方向に複数のスロット31が配列された固定子鉄心32と、複数のスロット31に分布巻方式で収容された複数の固定子コイル41と、を有し、各固定子コイル41は、1つのスロット31に収容された第1コイル片部50と、上記1つのスロット31とは異なる他のスロット31に収容された第2コイル片部51と、第1コイル片部50と第2コイル片部51との間に延在するコイルエンド部52,53と、を備え、丸線42が少なくとも固定子径方向に積層され、固定子径方向における丸線42の積層の配置が第1コイル片部50と第2コイル片部51とで同じになるように構成されている。
【選択図】図3A
Description
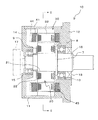
まず、図1及び図2を参照しつつ、本実施形態の回転電機の全体構成の一例について説明する。
固定子30は、全周に亘って複数(この例では48個)のスロット31が配列された略円環状の固定子鉄心32と、複数のスロット31に2層重ね巻方式(「分布巻方式」「重ね巻方式」の一例に相当)で収容された複数(この例では48個)の固定子コイル41と、を有する。すなわち、固定子鉄心32におけるスロット31の数Nは、この例では48である。
以下、図2、図3A,B及び図4を参照しつつ、固定子コイル41の構成・配列の一例について説明する。なお、図3A中では、上側が負荷側、下側が反負荷側に相当し、図3B中及び図4中では、紙面手前側が負荷側、紙面奥行き側が反負荷側に相当する。
次に、図5を参照しつつ、上記コイル樹脂構造体45の構成の一例について説明する。
次に、図6〜図8を参照しつつ、回転電機10の製造方法の一例について説明する。
以上説明したように、本実施形態の回転電機10では、固定子鉄心32の複数のスロット31に、複数の固定子コイル41が分布巻方式で収容されている。各固定子コイル41は、丸線42が少なくとも固定子径方向に積層され、固定子径方向における丸線42の積層の配置が第1コイル片部50と第2コイル片部51とで同じになるように構成されている。これにより、コイルエンド部52,53において、丸線42を(固定子軸方向に概ね沿って積層するのではなく)固定子軸方向に垂直な面方向に概ね沿って積層することができる。その結果、コイルエンド部52,53において丸線42を固定子軸方向に概ね沿って積層する場合に比べ、コイルエンド部52,53の固定子軸方向の寸法を小さくできる。したがって、コイルエンド部52,53を小型化できる。また、本実施形態では、固定子コイル41の導体として丸線42を用いるので、固定子コイル41の各部の形状を加圧成形により容易に調整できる。その結果、導体として平角線を用いる場合に比べ、より大きな導体断面積で巻回でき、また種々の形状のスロット31に対応可能である。また、本実施形態のようにスロット31の形状が略扇状等の場合には、導体として平角線を用いる場合に比べ、占積率を高くできる。
なお、実施形態は、上記内容に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。
20 回転子
30 固定子
33 分割コア要素
31 スロット
32 固定子鉄心
41 固定子コイル
45 コイル樹脂構造体
50 第1コイル片部
51 第2コイル片部
52 コイルエンド部
53 コイルエンド部
56 隆起部
57 傾斜部
58 傾斜部
59 隆起部
60 傾斜部
61 傾斜部
Claims (10)
- 固定子及び回転子を備えた回転電機であって、
前記固定子は、
周方向に複数のスロットが配列された固定子鉄心と、
前記複数のスロットに分布巻方式で収容された複数の固定子コイルと、を有し、
各前記固定子コイルは、
1つの前記スロットに収容された第1コイル片部と、
前記1つのスロットとは異なる他の前記スロットに収容された第2コイル片部と、
前記第1コイル片部と前記第2コイル片部との間に延在するコイルエンド部と、を備え、
丸線が少なくとも前記固定子の径方向に積層され、前記径方向における前記丸線の積層の配置が前記第1コイル片部と前記第2コイル片部とで同じになるように構成されている
ことを特徴とする回転電機。 - 前記各固定子コイルの前記コイルエンド部は、
前記固定子の軸方向の外方側に隆起した隆起部と、
前記隆起部の両側に各々位置する、前記軸方向に垂直な面方向に対し傾斜した傾斜部と、を備える
ことを特徴とする請求項1に記載の回転電機。 - 前記各固定子コイルにおける前記隆起部は、
前記コイルエンド部の中間部分の加圧成形により形成されている
ことを特徴とする請求項2に記載の回転電機。 - 前記複数の固定子コイルは、
前記複数のスロットに重ね巻方式で収容されている
ことを特徴とする請求項3に記載の回転電機。 - 前記各固定子コイルは、
前記第1コイル片部が前記1つのスロットの前記径方向の一方側に収容されると共に、前記第2コイル片部が前記他のスロットの前記径方向の他方側に収容されている
ことを特徴とする請求項4に記載の回転電機。 - 前記各固定子コイルにおける前記隆起部は、
前記周方向における角度範囲をθ、前記スロットの数をNとした場合に、
θ≦360°/N
となるように形成されている
ことを特徴とする請求項5に記載の回転電機。 - 固定子及び回転子を備え、
前記固定子が、
周方向に複数のスロットが配列された固定子鉄心と、
前記複数のスロットに分布巻方式で収容された複数の固定子コイルと、を有し、
前記固定子鉄心が、
分割コア要素が前記周方向に複数配列されることで構成され、
各前記固定子コイルが、
1つの前記スロットに収容された第1コイル片部と、
前記1つのスロットとは異なる他の前記スロットに収容された第2コイル片部と、
前記第1コイル片部と前記第2コイル片部との間に延在するコイルエンド部と、を備え、
丸線が少なくとも前記固定子の径方向に積層され、前記径方向における前記丸線の積層の配置が前記第1コイル片部と前記第2コイル片部とで同じになるように構成されている、
回転電機の製造方法であって、
前記複数の固定子コイルを前記分布巻方式で配列しつつ一体的に樹脂成形し、コイル樹脂構造体を形成する工程と、
形成された前記コイル樹脂構造体に、前記複数の分割コア要素を組み付けることで、前記固定子鉄心を構成する工程と、を有する
ことを特徴とする回転電機の製造方法。 - 前記複数の固定子コイルは、
前記複数のスロットに重ね巻方式で収容され、
前記各固定子コイルは、
前記第1コイル片部が前記1つのスロットの前記径方向の一方側に収容されると共に、前記第2コイル片部が前記他のスロットの前記径方向の他方側に収容され、
前記各固定子コイルの前記コイルエンド部は、
当該コイルエンド部の中間部分の加圧成形により形成された、前記固定子の軸方向の外方側に隆起した隆起部と、
前記隆起部の両側に各々位置する、前記軸方向に垂直な面方向に対し傾斜した傾斜部と、を備え、
前記コイル樹脂構造体を形成する工程は、
前記複数の固定子コイルを、前記周方向における前記隆起部の角度範囲をθ、前記スロットの数をNとした場合に、
θ≦360°/N
となるように、前記重ね巻方式で配列する工程を備える
ことを特徴とする請求項7に記載の回転電機の製造方法。 - 回転電機の固定子鉄心において周方向に配列された複数のスロットに分布巻方式で複数収容される固定子コイルであって、
1つの前記スロットに収容される第1コイル片部と、
前記1つのスロットとは異なる他の前記スロットに収容される第2コイル片部と、
前記第1コイル片部と前記第2コイル片部との間に延在するコイルエンド部と、を備え、
丸線が少なくとも前記固定子鉄心の径方向に積層され、前記径方向における前記丸線の積層の配置が前記第1コイル片部と前記第2コイル片部とで同じになるように構成されている
ことを特徴とする固定子コイル。 - 回転電機の固定子鉄心において周方向に配列された複数のスロットに分布巻方式で収容される複数の固定子コイルが前記分布巻方式で配列され一体的に樹脂成形されたコイル樹脂構造体であって、
各前記固定子コイルは、
1つの前記スロットに収容される第1コイル片部と、
前記1つのスロットとは異なる他の前記スロットに収容される第2コイル片部と、
前記第1コイル片部と前記第2コイル片部との間に延在するコイルエンド部と、を備え、
丸線が少なくとも前記固定子鉄心の径方向に積層され、前記径方向における前記丸線の積層の配置が前記第1コイル片部と前記第2コイル片部とで同じになるように構成されている
ことを特徴とするコイル樹脂構造体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089811A JP2016208745A (ja) | 2015-04-24 | 2015-04-24 | 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 |
| CN201610239367.8A CN106067701A (zh) | 2015-04-24 | 2016-04-18 | 旋转电机及其制造方法、定子线圈、线圈树脂结构体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089811A JP2016208745A (ja) | 2015-04-24 | 2015-04-24 | 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016208745A true JP2016208745A (ja) | 2016-12-08 |
Family
ID=57419181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015089811A Pending JP2016208745A (ja) | 2015-04-24 | 2015-04-24 | 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016208745A (ja) |
| CN (1) | CN106067701A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018121498A (ja) * | 2017-01-27 | 2018-08-02 | 株式会社豊田中央研究所 | 回転電機 |
| JP2018129975A (ja) * | 2017-02-10 | 2018-08-16 | 三菱電機株式会社 | 回転電機、亀甲形コイルの製造方法および亀甲形コイルの製造装置 |
| JP2021136764A (ja) * | 2020-02-26 | 2021-09-13 | 日本発條株式会社 | ステータ分割体、ステータ、モータ及びステータ分割体の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108512331B (zh) * | 2018-05-23 | 2024-03-01 | 醴陵市辉泰电子有限公司 | 一种双层绕组的线圈端部结构 |
| CN110011450B (zh) * | 2019-03-27 | 2024-08-02 | 汇川新能源汽车技术(常州)有限公司 | 定子组件及驱动电机 |
| JP7476484B2 (ja) * | 2019-04-19 | 2024-05-01 | 株式会社デンソー | 回転電機 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008104293A (ja) * | 2006-10-19 | 2008-05-01 | Hitachi Ltd | 回転電機、クランク形状の連続巻きコイル、分布巻き固定子及びそれらの形成方法 |
| WO2011074114A1 (ja) * | 2009-12-18 | 2011-06-23 | トヨタ自動車株式会社 | ステータ |
| JP2012528558A (ja) * | 2009-05-29 | 2012-11-12 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電気機械、特に交流発電機のステータ巻線を製造するための方法 |
| WO2013183188A1 (ja) * | 2012-06-08 | 2013-12-12 | 株式会社安川電機 | 回転電機及び回転電機の製造方法 |
| JP2014079102A (ja) * | 2012-10-11 | 2014-05-01 | Mitsubishi Electric Corp | 電気機械 |
| WO2014065026A1 (ja) * | 2012-10-22 | 2014-05-01 | 三菱電機株式会社 | 電気機械用電機子巻線に用いられる巻線体の製造方法 |
| JP2014233176A (ja) * | 2013-05-30 | 2014-12-11 | 三菱電機株式会社 | 電気機械の電機子およびその製造方法 |
| WO2015029579A1 (ja) * | 2013-08-26 | 2015-03-05 | 三菱電機株式会社 | 回転電機 |
-
2015
- 2015-04-24 JP JP2015089811A patent/JP2016208745A/ja active Pending
-
2016
- 2016-04-18 CN CN201610239367.8A patent/CN106067701A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008104293A (ja) * | 2006-10-19 | 2008-05-01 | Hitachi Ltd | 回転電機、クランク形状の連続巻きコイル、分布巻き固定子及びそれらの形成方法 |
| JP2012528558A (ja) * | 2009-05-29 | 2012-11-12 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電気機械、特に交流発電機のステータ巻線を製造するための方法 |
| WO2011074114A1 (ja) * | 2009-12-18 | 2011-06-23 | トヨタ自動車株式会社 | ステータ |
| WO2013183188A1 (ja) * | 2012-06-08 | 2013-12-12 | 株式会社安川電機 | 回転電機及び回転電機の製造方法 |
| JP2014079102A (ja) * | 2012-10-11 | 2014-05-01 | Mitsubishi Electric Corp | 電気機械 |
| WO2014065026A1 (ja) * | 2012-10-22 | 2014-05-01 | 三菱電機株式会社 | 電気機械用電機子巻線に用いられる巻線体の製造方法 |
| JP2014233176A (ja) * | 2013-05-30 | 2014-12-11 | 三菱電機株式会社 | 電気機械の電機子およびその製造方法 |
| WO2015029579A1 (ja) * | 2013-08-26 | 2015-03-05 | 三菱電機株式会社 | 回転電機 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018121498A (ja) * | 2017-01-27 | 2018-08-02 | 株式会社豊田中央研究所 | 回転電機 |
| JP2018129975A (ja) * | 2017-02-10 | 2018-08-16 | 三菱電機株式会社 | 回転電機、亀甲形コイルの製造方法および亀甲形コイルの製造装置 |
| JP7210128B2 (ja) | 2017-02-10 | 2023-01-23 | 三菱電機株式会社 | 回転電機、亀甲形コイルの製造方法および亀甲形コイルの製造装置 |
| JP2021136764A (ja) * | 2020-02-26 | 2021-09-13 | 日本発條株式会社 | ステータ分割体、ステータ、モータ及びステータ分割体の製造方法 |
| JP7569600B2 (ja) | 2020-02-26 | 2024-10-18 | 日本発條株式会社 | ステータ及びモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106067701A (zh) | 2016-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6208365B2 (ja) | ステータ及び回転機 | |
| JP6060257B2 (ja) | 回転機 | |
| US8610328B2 (en) | Rotary electric machine | |
| JP2016208745A (ja) | 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 | |
| JP5904416B2 (ja) | 回転電機 | |
| JP5831775B2 (ja) | 回転電機及び回転電機の製造方法 | |
| WO2015159329A1 (ja) | アキシャルエアギャップ型回転電機 | |
| JPH05115141A (ja) | スロツトレスモータ | |
| JP5911018B2 (ja) | 電機子およびその電機子を備えた回転電機 | |
| CN109478813B (zh) | 轴向间隙型旋转电机 | |
| JP5181627B2 (ja) | 回転電機および回転電機の製造方法 | |
| JP6622995B2 (ja) | 回転電機、回転電機の製造方法、固定子コイル、コイル樹脂構造体 | |
| JP2020089059A (ja) | 電機子モールド構造 | |
| JP6789062B2 (ja) | 回転電機の固定子および固定子巻線の製造方法 | |
| JP2015027175A (ja) | 回転電機及び回転電機の製造方法 | |
| JP6331978B2 (ja) | 固定子巻線の製造方法 | |
| JP6764921B2 (ja) | 3相モータの電機子構造 | |
| JP6776958B2 (ja) | ステータの製造方法 | |
| WO2019102736A1 (ja) | 回転電機、固定子 | |
| JP3999798B2 (ja) | 内転型電動機の固定子の製造方法 | |
| JP6436825B2 (ja) | 固定子および固定子の製造方法 | |
| WO2017158700A1 (ja) | 回転電機、回転電機の製造方法 | |
| JP2019037104A (ja) | ステータ及びモータ | |
| JP2008086059A (ja) | 回転電機および回転電機の製造方法 | |
| JP4517681B2 (ja) | 内転型電動機の固定子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170921 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171102 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180402 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181009 |