JP2016198822A - 冷却機及び溶接装置 - Google Patents
冷却機及び溶接装置 Download PDFInfo
- Publication number
- JP2016198822A JP2016198822A JP2015246188A JP2015246188A JP2016198822A JP 2016198822 A JP2016198822 A JP 2016198822A JP 2015246188 A JP2015246188 A JP 2015246188A JP 2015246188 A JP2015246188 A JP 2015246188A JP 2016198822 A JP2016198822 A JP 2016198822A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- cooling body
- cooling
- plate material
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laser Beam Processing (AREA)
Abstract
Description

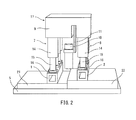
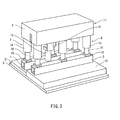
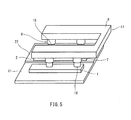
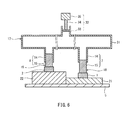
3,4:圧縮ばね
5:ステージ
7,8:支持部
9:梁
10:溶接トーチ
11:取付具
14:上部位
15:下部位
16:押え板
21,22:板材
17:共通支持部
18,19:押圧部
31:密閉容器
32:調整部
Claims (6)
- 第1板材と前記第1板材よりも厚い第2板材とを溶接するときに前記第1及び第2板材を冷却するための冷却機であって、
前記第1板材と前記第2板材とをそれらの側面を互いに接触させて配置するためのステージと、
前記第1板材の上面に接触される第1冷却体と、
前記第2板材の上面に接触される第2冷却体と、
前記第1冷却体を前記第1板材に押し付ける1又は2以上の第1押圧部と、
前記第2冷却体を前記第2板材に押し付ける1又は2以上の第2押圧部と、
前記第1押圧部と前記第2押圧部とを共通に支持する共通支持部とを備える、冷却機。 - 請求項1に記載の冷却機であって、
前記第1押圧部は第1圧縮ばねを含み、
前記第2押圧部は第2圧縮ばねを含み、
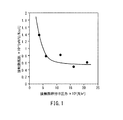
前記第1及び第2圧縮ばねは、次の式(1)を満たしかつ式(2)で定義される単位面積あたりのばね定数k[N/m/m2]を有し、式(1)中、P[N/m2]は前記第1及び第2冷却体と前記第1及び第2板材との間の接触熱抵抗が飽和するときの押圧力であり、tA[m]は前記第2板材の厚さであり、式(2)中、n[個]は前記第1及び第2圧縮ばね各々の数であり、kiは前記第1及び第2圧縮ばね各々のばね定数であり、S[m2]は前記第1及び第2冷却体各々が前記第1及び第2板材各々に接触する面積である、冷却機。
- 請求項2に記載の冷却機であって、
前記第1及び第2圧縮ばねは、次の式(3)を満たす前記単位面積あたりのばね定数k[N/m/m2]を有し、式(3)中、ρ[N/m2]は前記第2板材の降伏応力であり、tB[m]は前記第2板材の厚さである、冷却機。
- 請求項1に記載の冷却機であって、
前記共通支持部は、前記第1及び第2押圧部を同じ圧力で押す流体で満たされた密閉容器を含み、
前記第1及び第2押圧部はシリンダーを含む、冷却機。 - 請求項1〜4のいずれか1項に記載の冷却機であって、
前記第1押圧部の個数は2個以上であり、前記第1冷却体上に直線上にかつ対称に配置され、
前記第2押圧部の個数は2個以上であり、前記第2冷却体上に直線上にかつ対称に配置される、冷却機。 - 請求項1〜5のいずれか1項に記載の冷却機と、
前記ステージの上方に配置される溶接トーチとを備える、溶接装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015080833 | 2015-04-10 | ||
| JP2015080833 | 2015-04-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016198822A true JP2016198822A (ja) | 2016-12-01 |
| JP6613868B2 JP6613868B2 (ja) | 2019-12-04 |
Family
ID=57422352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015246188A Active JP6613868B2 (ja) | 2015-04-10 | 2015-12-17 | 冷却機及び溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6613868B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021186834A (ja) * | 2020-06-01 | 2021-12-13 | 東北鉄骨橋梁株式会社 | 組立治具 |
| CN118455890A (zh) * | 2024-06-12 | 2024-08-09 | 四川南玛自动化设备有限公司 | 一种铜排焊接固定工装及铜排焊接设备 |
| CN120395081A (zh) * | 2025-06-14 | 2025-08-01 | 扬州长柏金属制品有限公司 | 一种用于金属板加工的等距电阻点焊装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102693873B1 (ko) * | 2019-12-12 | 2024-08-12 | 주식회사 엘지에너지솔루션 | 용접 대상물들의 밀착력을 향상시킬 수 있는 가압 지그 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01154899A (ja) * | 1987-12-09 | 1989-06-16 | Origin Electric Co Ltd | アーク溶接方法 |
| JPH0740075A (ja) * | 1993-07-27 | 1995-02-10 | Nippon Steel Corp | 薄板の突き合わせレーザ溶接装置 |
| JPH08323493A (ja) * | 1995-05-15 | 1996-12-10 | Elpatronic Ag | 2つの金属製の工作物を結合する方法並びにこの方法を実施する装置 |
| JP2004154842A (ja) * | 2002-11-08 | 2004-06-03 | Mitsubishi Heavy Ind Ltd | 鋼板のクランプ装置 |
-
2015
- 2015-12-17 JP JP2015246188A patent/JP6613868B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01154899A (ja) * | 1987-12-09 | 1989-06-16 | Origin Electric Co Ltd | アーク溶接方法 |
| JPH0740075A (ja) * | 1993-07-27 | 1995-02-10 | Nippon Steel Corp | 薄板の突き合わせレーザ溶接装置 |
| JPH08323493A (ja) * | 1995-05-15 | 1996-12-10 | Elpatronic Ag | 2つの金属製の工作物を結合する方法並びにこの方法を実施する装置 |
| JP2004154842A (ja) * | 2002-11-08 | 2004-06-03 | Mitsubishi Heavy Ind Ltd | 鋼板のクランプ装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021186834A (ja) * | 2020-06-01 | 2021-12-13 | 東北鉄骨橋梁株式会社 | 組立治具 |
| CN118455890A (zh) * | 2024-06-12 | 2024-08-09 | 四川南玛自动化设备有限公司 | 一种铜排焊接固定工装及铜排焊接设备 |
| CN120395081A (zh) * | 2025-06-14 | 2025-08-01 | 扬州长柏金属制品有限公司 | 一种用于金属板加工的等距电阻点焊装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6613868B2 (ja) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6613868B2 (ja) | 冷却機及び溶接装置 | |
| US10046805B2 (en) | Vehicle body side frame | |
| US20150076846A1 (en) | System, method, and apparatus for automotive under-run protective device | |
| JP5807573B2 (ja) | 車両用シートクッションフレーム | |
| US6861617B2 (en) | Method of reducing distortion by transient thermal tensioning | |
| TWI803667B (zh) | 不鏽鋼箔的焊接方法及焊接構造體 | |
| CN113664470A (zh) | 基于激光拼焊板和补丁板的热成型整体门环及其制备方法 | |
| JP6607058B2 (ja) | 冷却機及び溶接装置 | |
| EP2845772A1 (en) | An under-run protection device for a vehicle, and a method for manufacturing such a device | |
| BR112019019903A2 (pt) | viga de eixo dianteiro e método de produção da mesma | |
| CN104384788A (zh) | 用于折板对接焊的夹具 | |
| KR20180104723A (ko) | 겹침 용접 이음매의 피로 강도 향상 방법, 겹침 용접 이음매의 제조 방법 및 겹침 용접 이음매 | |
| JP2021138318A (ja) | フレームユニットおよびフレーム組立体 | |
| CN113909660B (zh) | 电阻点焊方法以及电阻点焊装置 | |
| CN109202323A (zh) | 一种车用卧式绝热气瓶的瓶体与瓶底连接的焊接工装 | |
| KR101132184B1 (ko) | 용접재 열변형 방지용 용접장치 | |
| US12021210B2 (en) | Brazed battery cooling plates | |
| JP5106934B2 (ja) | 金属板の梱包方法 | |
| JP7382114B2 (ja) | スポット溶接方法 | |
| CN222957771U (zh) | 一种平板对接焊板辅助焊接装置 | |
| US20180031325A1 (en) | Heat exchanger, heat exchanger assembling apparatus, and heat exchanger assembling method | |
| JP2014200840A (ja) | ホットスタンプ成形品の製造方法及びブランク材の製造方法 | |
| JP2011167711A (ja) | ろう付け用治具 | |
| JP2014128815A (ja) | 拡散接合用治具及び拡散接合方法 | |
| KR20120062199A (ko) | 머시닝 센터의 고강성 테이블 베드 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191021 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6613868 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |