JP2016176224A - コーナー定規 - Google Patents
コーナー定規 Download PDFInfo
- Publication number
- JP2016176224A JP2016176224A JP2015056148A JP2015056148A JP2016176224A JP 2016176224 A JP2016176224 A JP 2016176224A JP 2015056148 A JP2015056148 A JP 2015056148A JP 2015056148 A JP2015056148 A JP 2015056148A JP 2016176224 A JP2016176224 A JP 2016176224A
- Authority
- JP
- Japan
- Prior art keywords
- ruler
- corner
- mortar
- pair
- attachment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004570 mortar (masonry) Substances 0.000 claims abstract description 65
- 239000002184 metal Substances 0.000 claims abstract description 37
- 229910052751 metal Inorganic materials 0.000 claims abstract description 37
- 238000003780 insertion Methods 0.000 claims description 21
- 230000037431 insertion Effects 0.000 claims description 21
- 239000000758 substrate Substances 0.000 claims description 9
- 230000000149 penetrating effect Effects 0.000 claims description 4
- 230000014759 maintenance of location Effects 0.000 abstract description 5
- 239000000463 material Substances 0.000 description 29
- 238000005520 cutting process Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000005452 bending Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000013067 intermediate product Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000004080 punching Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 238000010622 cold drawing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images






Landscapes
- Conveying And Assembling Of Building Elements In Situ (AREA)
Abstract
Description
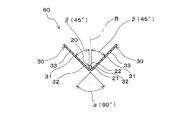
図1および図2は本発明に係るコーナー定規の第1実施形態の要部を示すものであり、図1は模式的正面図、図2は図1の側面図断面図である。
ここで、本実施形態のコーナー定規の製造方法について説明する。
図4は本発明に係るコーナー定規の第2実施形態の要部を示す模式的正面図である。
図5は本発明に係るコーナー定規の第3実施形態の要部を示す側面図である。
20 定規部
21 折曲部
22 定規先端部
24 モルタル挿通孔
30 取付部
31 取付面
32 基板部
33 メタルラス部
α (1対の取付面のなす)開き角度
β (定規部とこの定規部に隣位する取付部とのなす)角度
Claims (3)
- モルタル壁の交差する2つの壁面により形成される隅部に配置され、モルタルにより埋設されるコーナー定規であって、
金属板を二つ折りして折り重ねることにより形成された定規部と、前記定規部の折曲部とは反対の端部のそれぞれから延出形成された1対の取付部とを備え、
前記1対の取付部は、それぞれ前記隅部に取り付けられる取付面を有しているとともに、両取付面は、前記隅部のなす角度と等しい開き角度をなすように形成されており、
前記定規部は、前記開き角度を二等分するように配置されており、
前記定規部と前記1対の取付部とは、全体として断面三股状をなすように形成されており、
前記1対の取付部は、それぞれ前記定規部側に配置された平板状の基板部と、この基板部の前記定規部と反対の先端側に一体形成されたメタルラス部とを有していることを特徴とするコーナー定規。 - 前記メタルラス部が平ラスである請求項1に記載のコーナー定規。
- 前記定規部に、板厚方向に貫通する複数のモルタル挿通孔が設けられている請求項1または2に記載のコーナー定規。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015056148A JP6823361B2 (ja) | 2015-03-19 | 2015-03-19 | コーナー定規 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015056148A JP6823361B2 (ja) | 2015-03-19 | 2015-03-19 | コーナー定規 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016176224A true JP2016176224A (ja) | 2016-10-06 |
| JP6823361B2 JP6823361B2 (ja) | 2021-02-03 |
Family
ID=57069074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015056148A Active JP6823361B2 (ja) | 2015-03-19 | 2015-03-19 | コーナー定規 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6823361B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020126051A (ja) * | 2020-02-27 | 2020-08-20 | 日本碍子株式会社 | ガスセンサ |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5942226U (ja) * | 1982-09-13 | 1984-03-19 | ミサワホ−ム株式会社 | モルタル壁の下端縁構造 |
| JPS5942227U (ja) * | 1982-09-13 | 1984-03-19 | ミサワホ−ム株式会社 | モルタル壁の角部構造 |
| JPS6198128U (ja) * | 1984-12-05 | 1986-06-24 | ||
| DE3621235A1 (de) * | 1986-06-25 | 1988-01-07 | Maisch F Protektorwerk | Kantenschutzwinkel aus flexiblem gittergewebe |
| JPH02103448U (ja) * | 1989-02-07 | 1990-08-16 | ||
| WO2004003315A1 (en) * | 2002-06-28 | 2004-01-08 | Unitex Granular Marble Pty Ltd | Universal corner building component |
| EP1514978A2 (de) * | 2003-09-10 | 2005-03-16 | Elisabeth Wörner | Beidseits beschichtete Gewebeschicht und Verfahren zur Herstellung derselben |
| WO2006032437A1 (de) * | 2004-09-23 | 2006-03-30 | Jupiter Gmbh | Verfahren zur errichtung einer decke oder wand aus werkstoffplatten |
| JP2006291511A (ja) * | 2005-04-07 | 2006-10-26 | Toyonari Shimizu | 角仕上げ用埋込定規 |
| CN201474211U (zh) * | 2009-09-09 | 2010-05-19 | 浙江立鹏建设有限公司 | 带网格布的护角保护装置 |
-
2015
- 2015-03-19 JP JP2015056148A patent/JP6823361B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5942226U (ja) * | 1982-09-13 | 1984-03-19 | ミサワホ−ム株式会社 | モルタル壁の下端縁構造 |
| JPS5942227U (ja) * | 1982-09-13 | 1984-03-19 | ミサワホ−ム株式会社 | モルタル壁の角部構造 |
| JPS6198128U (ja) * | 1984-12-05 | 1986-06-24 | ||
| DE3621235A1 (de) * | 1986-06-25 | 1988-01-07 | Maisch F Protektorwerk | Kantenschutzwinkel aus flexiblem gittergewebe |
| JPH02103448U (ja) * | 1989-02-07 | 1990-08-16 | ||
| WO2004003315A1 (en) * | 2002-06-28 | 2004-01-08 | Unitex Granular Marble Pty Ltd | Universal corner building component |
| EP1514978A2 (de) * | 2003-09-10 | 2005-03-16 | Elisabeth Wörner | Beidseits beschichtete Gewebeschicht und Verfahren zur Herstellung derselben |
| WO2006032437A1 (de) * | 2004-09-23 | 2006-03-30 | Jupiter Gmbh | Verfahren zur errichtung einer decke oder wand aus werkstoffplatten |
| JP2006291511A (ja) * | 2005-04-07 | 2006-10-26 | Toyonari Shimizu | 角仕上げ用埋込定規 |
| CN201474211U (zh) * | 2009-09-09 | 2010-05-19 | 浙江立鹏建设有限公司 | 带网格布的护角保护装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020126051A (ja) * | 2020-02-27 | 2020-08-20 | 日本碍子株式会社 | ガスセンサ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6823361B2 (ja) | 2021-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8789572B2 (en) | Intermittent cutting transferring device | |
| WO2017033210A8 (en) | Ventilation boards and methods for manufacturing ventilation board | |
| JP5840704B2 (ja) | フィルムウェブに第1のフィルムを打抜きラミネートする方法 | |
| JP6163341B2 (ja) | ブレイク装置 | |
| HRP20100527T1 (hr) | Postupak za izradu trake od žica koja ima veliki broj žica koje su postavljene tako da su paralelne jedna s drugom kao i traka od žica koja je proizvedena ovim postupkom | |
| JPWO2017130324A1 (ja) | 積層材の加工方法 | |
| JP2016166500A (ja) | シール材および基礎構造体 | |
| JP2016176224A (ja) | コーナー定規 | |
| KR101459876B1 (ko) | 주름관 피복재 절단 및 탈피 장치 | |
| JP6599612B2 (ja) | 薄板材の打抜き装置及びその打抜き方法 | |
| US20190001388A1 (en) | Method for manufacturing l-shaped square pipe, device for manufacturing l-shaped square pipe, and l-shaped square pipe | |
| JP2018096388A5 (ja) | ||
| KR100943721B1 (ko) | 금속 박판을 이용한 전자파 차폐 콘크리트 부재 | |
| JP2014034266A (ja) | 鉄道車両用孔付骨部材の製造方法 | |
| JP2008194725A (ja) | 金属サイディング材の表面材のロール成形方法 | |
| JP2016019413A (ja) | 積層材の加工方法 | |
| JP6694842B2 (ja) | ロール成型板状体、その製造方法および製造設備列 | |
| JP2007260728A (ja) | 型枠パネルの製造装置 | |
| AU2014220163B2 (en) | Extruder | |
| TWI574825B (zh) | Stamping and bonding of metal parts and insulators | |
| JP2009125919A (ja) | 切断器具及び四角形状部材製造方法 | |
| JP5919076B2 (ja) | 繊維強化熱可塑性樹脂シートの成形方法及び加熱装置 | |
| US11458522B2 (en) | Expanding and formatting profiled metal strip | |
| KR100750614B1 (ko) | 모서리에 종방향으로 오목만곡부가 형성된 방범창용 창틀및 창살대와 그 제조 방법 | |
| US20160265235A1 (en) | Floor panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190524 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190813 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20191113 |
|
| C116 | Written invitation by the chief administrative judge to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C116 Effective date: 20191126 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20191126 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200421 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200630 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20200721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200923 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201006 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20201201 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210105 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6823361 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |