JP2016125914A - 缶の検査装置、缶の検査ヘッド及び缶の検査方法 - Google Patents
缶の検査装置、缶の検査ヘッド及び缶の検査方法 Download PDFInfo
- Publication number
- JP2016125914A JP2016125914A JP2015000324A JP2015000324A JP2016125914A JP 2016125914 A JP2016125914 A JP 2016125914A JP 2015000324 A JP2015000324 A JP 2015000324A JP 2015000324 A JP2015000324 A JP 2015000324A JP 2016125914 A JP2016125914 A JP 2016125914A
- Authority
- JP
- Japan
- Prior art keywords
- light
- axis
- inspection
- sealing means
- opening end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 138
- 238000000034 method Methods 0.000 title claims description 17
- 238000001514 detection method Methods 0.000 claims abstract description 15
- 230000001678 irradiating effect Effects 0.000 claims abstract description 12
- 238000007789 sealing Methods 0.000 claims description 79
- 230000003287 optical effect Effects 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 10
- 230000007547 defect Effects 0.000 abstract description 14
- 230000000694 effects Effects 0.000 description 8
- 238000009434 installation Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 4
- 235000013361 beverage Nutrition 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 4
- 238000005286 illumination Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000002238 attenuated effect Effects 0.000 description 2
- 238000010409 ironing Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images





Landscapes
- Examining Or Testing Airtightness (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description
特許文献1の缶の検査装置は、検査する缶を投入部から投入し、該缶の缶胴をスターホイール(ターレット)の外周に配列するポケットで保持し、該缶の缶底をプッシャーで押圧することにより、缶胴の開口端部を、スターホイールと一体に回転する回転ディスクのシール部材に押し付けてシールする。
そして、缶の内部に漏れ出た光を、光導入路を通して光センサにより検出し、缶のピンホール等の欠陥の有無を検査するようにしている。
従来の缶の検査装置では、缶が、スターホイールの外周のポケットに保持された状態で検査位置に搬送され、該缶に対して、スターホイールの径方向に沿うポケット外側とポケット内側から光を照射している。つまり、筒状をなす缶に対して、該缶の全周のうち概ね2方向からのみ光を照射しているため、光が当たりにくい箇所が生じて、検査精度を確保することが難しかった。
また、検査精度を高める目的で、光源をスターホイールの周方向に沿って広範囲に設置しており(複数の光源を配列しており)、設備費用やランニングコストが嵩んでいた。
また、外径の大きなスターホイールの回転にともなって缶が搬送されるので、缶の保持時間(缶底をプッシャーで押圧し続ける時間や、缶胴をポケットに保持し続ける時間)が長くなりがちであり、缶に負荷がかかりやすかった。
また、従来の缶の検査装置は検査専用の装置であるにも係わらず、スターホイール等を含む大掛かりな構成であり、装置の外形とともに設置スペースが大きくなっていた。
すなわち、本発明は、缶胴と缶底を備える有底筒状の缶に対して、前記缶の外部から光を照射して、前記缶の内部に漏れる光を検出する缶の検査装置であって、前記缶の外部から前記缶に光を照射する光源と、前記缶胴の開口端部に缶軸方向から当接して、前記開口端部を閉塞するシール手段と、前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出可能な検出手段と、前記缶底を保持するとともに、前記光源に対して前記缶を缶軸回りに回転させる保持手段と、を備えることを特徴とする。
また本発明は、缶胴と缶底を備える有底筒状の缶に対して、前記缶胴の開口端部に装着され、前記缶の内部に漏れる光を検出する缶の検査ヘッドであって、缶軸回りに回転させられる前記缶の前記開口端部に、缶軸方向から当接して前記開口端部を閉塞するとともに、前記缶と供回りするシール手段と、前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出可能な検出手段と、を備えることを特徴とする。
また本発明は、缶胴と缶底を備える有底筒状の缶に対して、前記缶の外部から光を照射して、前記缶の内部に漏れる光を検出する缶の検査方法であって、前記缶胴の開口端部に缶軸方向からシール手段を当接させて前記開口端部を閉塞し、前記缶の外部から前記缶に光源の光を照射し、前記光源に対して前記缶を缶軸回りに回転させつつ、前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出手段により検出することを特徴とする。
これにより、光源の照度を小さく抑えることができる。また缶が自転しているため、光源が少なくとも1つ設けられていれば、缶の全周を照射することが可能である。従って、光源の数や出力を少なく抑えることが可能になり、設備費用やランニングコスト(消費電力)が大幅に削減される。また、光源の照度を小さくすることで、該光源の寿命を延ばす効果も期待できる。
具体的に、例えば、光源が缶軸回りに等間隔をあけて2箇所設けられた場合には、缶を自転させる回転量を1/2に抑えることができるとともに、検査時間を半減させることが可能になる。或いは、缶を自転させる回転量はそのまま(光源が1箇所の場合と同じ)にして、理論上の検査精度を2倍に高めることができる。
また、缶を自転させるにあたり、缶胴を保持する必要はなく、保持手段により缶底を保持して缶軸回りに回転させることができる。従って、検査時において、缶胴を凹ませたり傷つけたりするようなことを防止できる。
さらに、例えばこの缶のピンホール検査装置を、缶の外面検査装置等に組み込むことも可能であり、この場合、缶の製造ライン全体としての省スペース化を図ることができ、かつ、生産性を向上できる。
具体的に、従来の検査装置では、回転ディスクと可動板とを摺動させる構成が必須であり、このため、摺動する部材同士が摩耗したり損傷したりして、部品の再研磨や交換などのメンテナンスが煩雑なものとなっていた。
一方、本発明によれば、部材同士の摺動による摩耗や損傷が生じないため、メンテナンスの回数を抑えることができ、装置の取り扱いが容易であるとともに、検査精度も長期にわたり安定して高められることとなる。
また、本発明に係る缶の検査ヘッドにおいて、前記シール手段は、前記開口端部に対して缶軸方向に進退移動することとしてもよい。
また、本発明に係る缶の検査方法において、前記シール手段を、前記開口端部に対して缶軸方向に進退移動させることとしてもよい。
また、本発明に係る缶の検査ヘッドにおいて、前記シール手段は、前記開口端部に当接して、缶軸回りに回転する前記缶と供回りするように軸受に支持され、前記シール手段の内部を通して、前記缶の内部と前記検出手段とを連通する光導入路が形成され、前記光導入路の内部と外部との間に、光減衰路が形成されており、缶軸方向に沿う縦断面視で、前記光減衰路は、缶軸方向に延びる缶軸方向減衰路部分と、前記缶軸方向減衰路部分に連結され、缶軸に直交する径方向に延びる径方向減衰路部分と、を備えることとしてもよい。
また、本発明に係る缶の検査方法において、前記シール手段は軸受に支持されており、前記シール手段を前記開口端部に当接させて、缶軸回りに回転する前記缶と供回りさせ、前記シール手段の内部を通して、前記缶の内部と前記検出手段とを連通する光導入路を形成し、前記光導入路の内部と外部との間に、光減衰路を形成し、缶軸方向に沿う縦断面視で、前記光減衰路に、缶軸方向に延びる缶軸方向減衰路部分と、前記缶軸方向減衰路部分に連結され、缶軸に直交する径方向に延びる径方向減衰路部分と、を設けることとしてもよい。
また、シール手段と、該シール手段が当接する缶胴の開口端部とが、缶軸回りに相対回転することなく、同期して回転するので、検査時における前記開口端部の擦れ痕や損傷が防止される。
従って、缶の検査精度をさらに向上できる。
なお、この場合、保持手段の内部に反射板(鏡)を配置したり、保持手段にレーザ加工を施したりすることで、該保持手段に反射部(乱反射部)を設け、光を缶底へ向けてより導きやすくしてもよい。
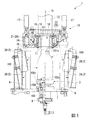
図1に示されるように、本実施形態の缶の検査装置1により検査される缶100は、飲料等の内容物が充填・密封される缶体(ボトル缶)に用いられるものである。缶体は、有底筒状の缶100と、該缶100の開口端部101aに螺着されるキャップ(不図示)と、を備えている。この缶100は、具体的にはDI缶であり、「DI」とはDrawing&Ironingの略称である。
本実施形態の缶の検査装置1は、缶胴101と缶底102を備える有底筒状の缶100に対して、缶100の外部から光(検査光)を照射して、缶100の内部に漏れる光を検出することにより、該缶100のピンホール等の欠陥(孔欠陥)の有無を検査するものである。
また、缶の検査ヘッド10は、缶100の開口端部101aに缶軸O方向から当接して、該開口端部101aを閉塞するシール手段11と、シール手段11の内部を通して、缶100の内部から外部に漏れ出る光を検出可能な検出手段12と、を備えている。
また、缶軸Oに沿う方向(缶軸O方向)のうち、図1において缶100からシール手段11へ向かう方向(缶底102から開口端部101aへ向かう方向と同じ)を上方といい、缶100から保持手段3へ向かう方向(開口端部101aから缶底102へ向かう方向と同じ)を下方という。
また、缶軸Oに直交する方向を径方向といい、径方向のうち、缶軸Oに接近する向きを径方向の内側といい、缶軸Oから離間する向きを径方向の外側という。
また、缶軸O回りに周回する方向を周方向という。
缶100の缶胴101における上端部は、缶100の外部に開口する開口端部101aとなっている。本実施形態の缶100は、ボトル缶に用いられるものであり、缶胴101の開口端部101aが、該開口端部101a以外の部位よりも小径とされている。具体的に、缶胴101は、開口端部101a以外の部位から開口端部101aへ向かうに従い漸次縮径されたテーパ面を有しており、異径円筒状をなしている。
また、缶胴101の下端部は、缶底102の後述するヒール部102cの上端部に対して、滑らかに連なっている。
図1及び図2において、光源2は、台座7上に配設されている。光源2は、缶100の缶胴101及び缶底102に、これら缶胴101及び缶底102の径方向外側から、所定の間隔をあけて対向配置されている。前記所定の間隔とは、具体的には、径方向に沿う数mm〜数十mm程度の距離であり、本実施形態では、例えば70mm程度に設定される。
また、光源2Aは、周方向に間隔をあけて複数設けられており、光源2Bも、周方向に間隔をあけて複数設けられている。詳しくは、一対の光源2Aが、互いに周方向に180°間隔をあけて配設されており、該光源2Aとは周方向に位相をずらされた光源2Bが、互いに周方向に180°間隔をあけて一対配設されている。また、光源2A同士、光源2B同士は、周方向に等間隔をあけて配設されることが好ましい。光源2A、2Bは、それぞれ3つ以上設けられていてもよい。光源2は、缶100の形状に応じて、缶軸Oに対して傾斜して延在するように設けられていてもよい。
また光源2は、少なくとも1つ以上設けられていればよく、本実施形態のように複数設けられていなくてもよい。つまり光源2は、1つのみ設けられていてもよい。
保持手段3は円板状をなしており、該保持手段3の上面は、缶100の缶底102形状に対応して凹状に形成されている。具体的に、保持手段3の上面は、缶底102のヒール部102c及び接地部102bに密着するように当接可能とされて、窪んで形成されている。
また、特に図示していないが、保持手段3の内部には、反射板(鏡)を設けたりレーザ加工を施すことにより、光源2の光を缶底102へ導くための反射部(乱反射部)を配設してもよい。
図1及び図2に示される例では、保持手段3が、軸受に(間接的に)支持されて缶軸O回りに回転可能であり、また保持手段3に固定されたプーリ4が、ベルト5を介して駆動モータのプーリ6に連結されている。そして、駆動モータ等によってプーリ4が回転させられることで、保持手段3が、缶軸O回りに回転するようになっている。
シール手段11は、後述する駆動手段17によって缶軸O方向に往復移動させられ、これにより缶100の開口端部101aに対して、缶軸O方向に進退移動する。
検出手段12は、光を検出可能な構成を有しており、本実施形態の検出手段12は、例えば光電子倍増管(所謂「フォトマル」、「PMT」)である。検出手段12は、カバー部材により覆われている。
本実施形態では、光導入路18が、シール手段11の貫通孔と、回転体13の内部と、回転体13、軸受14及びスライド部16の筒状部と固定プレート15との間に画成される室19と、を有している。
図4〜図6に示される缶軸O方向に沿う縦断面視(缶の検査装置1の縦断面視)で、光減衰路20は、缶軸O方向に延びる缶軸方向減衰路部分20aと、該缶軸方向減衰路部分20aに連結され、径方向に延びる径方向減衰路部分20bと、を備えている。
図5(b)に示される縦断面視で、例えば、各減衰路部分20a、20bの長さは、1〜10mmであり、幅は、0.5〜4mmである。本実施形態の例では、各減衰路部分20a、20bの前記長さが2〜9mm程度であり、前記幅が1mm程度である。
図6に示される縦断面視で、例えば、各減衰路部分20a、20bの長さは、1〜10mmであり、幅は、0.5〜4mmである。本実施形態の例では、各減衰路部分20a、20bの前記長さが1.5〜4mm程度であり、前記幅が0.5〜1mm程度である。
なお、光減衰路20は、路内が黒色塗装されているか、或いは黒色の材料により形成されていることが好ましい。
なお、シール手段11により缶胴101の開口端部101aを閉塞する工程と、缶100に光源2の光を照射する工程とは、上述とは逆の順序であってもよい。
また、検査前と検査後には、シール手段11を、缶胴101の開口端部101aに対して缶軸O方向に進退移動させる。
これにより、光源2の照度を小さく抑えることができる。また缶100が自転しているため、光源2が少なくとも1つ設けられていれば、缶100の全周を照射することが可能である。従って、光源2の数や出力を少なく抑えることが可能になり、設備費用やランニングコスト(消費電力)が大幅に削減される。また、光源2の照度を小さくすることで、該光源2の寿命を延ばす効果も期待できる。
具体的に、本実施形態では、光源2A(2B)が缶軸O回りに等間隔をあけて2箇所設けられており、缶100を自転させる回転量を1/2に抑えることができるとともに、検査時間を半減させることが可能になる。或いは、缶100を自転させる回転量はそのまま(光源2が1箇所の場合と同じ)にして、理論上の検査精度を2倍に高めることができる。
また、缶100を自転させるにあたり、缶胴101を保持する必要はなく、保持手段3により缶底102を保持して缶軸O回りに回転させることができる。従って、検査時において、缶胴101を凹ませたり傷つけたりするようなことを防止できる。
さらに、例えばこの缶100のピンホール検査装置(缶の検査装置)1を、不図示の缶100の外面検査装置等に組み込むことも可能であり、この場合、缶100の製造ライン全体としての省スペース化を図ることができ、かつ、生産性を向上できる。
具体的に、従来の検査装置では、回転ディスクと可動板とを摺動させる構成が必須であり、このため、摺動する部材同士が摩耗したり損傷したりして、部品の再研磨や交換などのメンテナンスが煩雑なものとなっていた。
一方、本実施形態によれば、部材同士の摺動による摩耗や損傷が生じないため、メンテナンスの回数を抑えることができ、装置の取り扱いが容易であるとともに、検査精度も長期にわたり安定して高められることとなる。
すなわち上記構成によれば、検査時においては、シール手段11を缶胴101の開口端部101aに対して前進移動(接近移動)させるとともに確実に密着させて、検査精度を安定的に高めることができる。また、検査前及び検査後には、シール手段11を開口端部101aに対して後退移動(離間移動)させることにより、缶100を検査位置に導入しやすくしたり、導出しやすくすることができる。
また、シール手段11と、該シール手段11が当接する缶胴101の開口端部101aとが、缶軸O回りに相対回転することなく、同期して回転するので、検査時における開口端部101aの擦れ痕や損傷が防止される。
従って、缶100の検査精度をさらに向上できる。
なお、この場合、保持手段3の内部に反射板(鏡)を配置したり、保持手段3にレーザ加工を施したりすることで、該保持手段3に反射部(乱反射部)を設け、光を缶底102へ向けてより導きやすくしてもよい。
2(2A、2B) 光源
3 保持手段
10 缶の検査ヘッド
11 シール手段
12 検出手段
14 軸受
18 光導入路
20 光減衰路
20a 缶軸方向減衰路部分
20b 径方向減衰路部分
100 缶
101 缶胴
101a 開口端部
102 缶底
O 缶軸
Claims (10)
- 缶胴と缶底を備える有底筒状の缶に対して、前記缶の外部から光を照射して、前記缶の内部に漏れる光を検出する缶の検査装置であって、
前記缶の外部から前記缶に光を照射する光源と、
前記缶胴の開口端部に缶軸方向から当接して、前記開口端部を閉塞するシール手段と、
前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出可能な検出手段と、
前記缶底を保持するとともに、前記光源に対して前記缶を缶軸回りに回転させる保持手段と、を備えることを特徴とする缶の検査装置。 - 請求項1に記載の缶の検査装置であって、
前記シール手段は、前記開口端部に対して缶軸方向に進退移動することを特徴とする缶の検査装置。 - 請求項1又は2に記載の缶の検査装置であって、
前記シール手段は、前記開口端部に当接して、缶軸回りに回転する前記缶と供回りするように軸受に支持され、
前記シール手段の内部を通して、前記缶の内部と前記検出手段とを連通する光導入路が形成され、
前記光導入路の内部と外部との間に、光減衰路が形成されており、
缶軸方向に沿う縦断面視で、前記光減衰路は、
缶軸方向に延びる缶軸方向減衰路部分と、
前記缶軸方向減衰路部分に連結され、缶軸に直交する径方向に延びる径方向減衰路部分と、を備えることを特徴とする缶の検査装置。 - 請求項1〜3のいずれか一項に記載の缶の検査装置であって、
前記保持手段は、光透過性材料で形成されていることを特徴とする缶の検査装置。 - 缶胴と缶底を備える有底筒状の缶に対して、前記缶胴の開口端部に装着され、前記缶の内部に漏れる光を検出する缶の検査ヘッドであって、
缶軸回りに回転させられる前記缶の前記開口端部に、缶軸方向から当接して前記開口端部を閉塞するとともに、前記缶と供回りするシール手段と、
前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出可能な検出手段と、を備えることを特徴とする缶の検査ヘッド。 - 請求項5に記載の缶の検査ヘッドであって、
前記シール手段は、前記開口端部に対して缶軸方向に進退移動することを特徴とする缶の検査ヘッド。 - 請求項5又は6に記載の缶の検査ヘッドであって、
前記シール手段は、前記開口端部に当接して、缶軸回りに回転する前記缶と供回りするように軸受に支持され、
前記シール手段の内部を通して、前記缶の内部と前記検出手段とを連通する光導入路が形成され、
前記光導入路の内部と外部との間に、光減衰路が形成されており、
缶軸方向に沿う縦断面視で、前記光減衰路は、
缶軸方向に延びる缶軸方向減衰路部分と、
前記缶軸方向減衰路部分に連結され、缶軸に直交する径方向に延びる径方向減衰路部分と、を備えることを特徴とする缶の検査ヘッド。 - 缶胴と缶底を備える有底筒状の缶に対して、前記缶の外部から光を照射して、前記缶の内部に漏れる光を検出する缶の検査方法であって、
前記缶胴の開口端部に缶軸方向からシール手段を当接させて前記開口端部を閉塞し、
前記缶の外部から前記缶に光源の光を照射し、
前記光源に対して前記缶を缶軸回りに回転させつつ、前記シール手段の内部を通して、前記缶の内部から外部に漏れ出る光を検出手段により検出することを特徴とする缶の検査方法。 - 請求項8に記載の缶の検査方法であって、
前記シール手段を、前記開口端部に対して缶軸方向に進退移動させることを特徴とする缶の検査方法。 - 請求項8又は9に記載の缶の検査方法であって、
前記シール手段は軸受に支持されており、前記シール手段を前記開口端部に当接させて、缶軸回りに回転する前記缶と供回りさせ、
前記シール手段の内部を通して、前記缶の内部と前記検出手段とを連通する光導入路を形成し、
前記光導入路の内部と外部との間に、光減衰路を形成し、
缶軸方向に沿う縦断面視で、前記光減衰路に、
缶軸方向に延びる缶軸方向減衰路部分と、
前記缶軸方向減衰路部分に連結され、缶軸に直交する径方向に延びる径方向減衰路部分と、を設けることを特徴とする缶の検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015000324A JP2016125914A (ja) | 2015-01-05 | 2015-01-05 | 缶の検査装置、缶の検査ヘッド及び缶の検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015000324A JP2016125914A (ja) | 2015-01-05 | 2015-01-05 | 缶の検査装置、缶の検査ヘッド及び缶の検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016125914A true JP2016125914A (ja) | 2016-07-11 |
Family
ID=56357759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015000324A Pending JP2016125914A (ja) | 2015-01-05 | 2015-01-05 | 缶の検査装置、缶の検査ヘッド及び缶の検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016125914A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111044238A (zh) * | 2020-02-14 | 2020-04-21 | 浙江飞剑工贸有限公司 | 一种杯体焊接检测装置及其检测方法 |
| CN119985323A (zh) * | 2025-01-23 | 2025-05-13 | 江苏潮华玻璃制品有限公司 | 智能化制瓶机多工位高精度的外形视觉检测装置及检测方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5098782U (ja) * | 1974-01-10 | 1975-08-16 | ||
| JPS6350050U (ja) * | 1986-09-19 | 1988-04-05 | ||
| JPH0267947A (ja) * | 1988-09-01 | 1990-03-07 | Ckd Corp | プレス成形品のピンホール等検査装置及び成形品支持装置 |
| JP2000055775A (ja) * | 1998-08-10 | 2000-02-25 | Hokkai Can Co Ltd | 溶接缶胴の不良検出装置 |
| JP2013096921A (ja) * | 2011-11-02 | 2013-05-20 | Hitachi Engineering & Services Co Ltd | 飲料液異物検査装置および飲料液異物検査方法 |
| WO2014045890A1 (ja) * | 2012-09-18 | 2014-03-27 | 東洋製罐株式会社 | 缶体のピンホール検査装置 |
-
2015
- 2015-01-05 JP JP2015000324A patent/JP2016125914A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5098782U (ja) * | 1974-01-10 | 1975-08-16 | ||
| JPS6350050U (ja) * | 1986-09-19 | 1988-04-05 | ||
| JPH0267947A (ja) * | 1988-09-01 | 1990-03-07 | Ckd Corp | プレス成形品のピンホール等検査装置及び成形品支持装置 |
| JP2000055775A (ja) * | 1998-08-10 | 2000-02-25 | Hokkai Can Co Ltd | 溶接缶胴の不良検出装置 |
| JP2013096921A (ja) * | 2011-11-02 | 2013-05-20 | Hitachi Engineering & Services Co Ltd | 飲料液異物検査装置および飲料液異物検査方法 |
| WO2014045890A1 (ja) * | 2012-09-18 | 2014-03-27 | 東洋製罐株式会社 | 缶体のピンホール検査装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111044238A (zh) * | 2020-02-14 | 2020-04-21 | 浙江飞剑工贸有限公司 | 一种杯体焊接检测装置及其检测方法 |
| CN119985323A (zh) * | 2025-01-23 | 2025-05-13 | 江苏潮华玻璃制品有限公司 | 智能化制瓶机多工位高精度的外形视觉检测装置及检测方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204629260U (zh) | 一种用于金属盖缺陷智能检测设备的光源 | |
| RU2520040C1 (ru) | Светопроницаемый патрон | |
| CN102725625B (zh) | 用于检测金属盖的缺陷的设备、系统和方法 | |
| BR112018011850B1 (pt) | Método e aparelho para verificar um pneu | |
| JP2011149935A (ja) | 容器検査方法および容器検査装置 | |
| JP4829936B2 (ja) | 容器の外観検査装置 | |
| US9207144B2 (en) | Pinhole inspection apparatus for can bodies | |
| JP2021051032A (ja) | 環状製品の外観検査装置 | |
| US6700951B2 (en) | X-ray fluorescence spectrometer | |
| JP4813437B2 (ja) | 容器内の異物検出装置および異物検出方法 | |
| JP2016125914A (ja) | 缶の検査装置、缶の検査ヘッド及び缶の検査方法 | |
| CN117705820A (zh) | 环状产品的外观检查装置 | |
| JP2015055569A (ja) | 画像外観検査装置 | |
| KR101682848B1 (ko) | 용기의 검사 장치 | |
| US9702828B2 (en) | Pinhole inspection apparatus for can bodies | |
| JP2014510287A (ja) | 容器の光学的検査方法及び装置 | |
| CN113252615A (zh) | 用于血肽口服液药瓶的遮光检测装置 | |
| JP2013104659A (ja) | 液面浮遊異物検査方法及び装置 | |
| TWI502173B (zh) | 光電零組件檢測設備 | |
| JP6132081B2 (ja) | 缶体のピンホール検査装置 | |
| CN102313751B (zh) | 晶片式led检查装置 | |
| JP2022150981A (ja) | 缶の検査装置および缶の検査方法 | |
| KR20160026254A (ko) | 전자부품 검사장치 | |
| CN211785208U (zh) | 一种易拉罐光检独立站 | |
| KR102133744B1 (ko) | 용기 검사 방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190402 |