JP2015018680A - 蓄電素子、及び蓄電素子の製造方法 - Google Patents
蓄電素子、及び蓄電素子の製造方法 Download PDFInfo
- Publication number
- JP2015018680A JP2015018680A JP2013144995A JP2013144995A JP2015018680A JP 2015018680 A JP2015018680 A JP 2015018680A JP 2013144995 A JP2013144995 A JP 2013144995A JP 2013144995 A JP2013144995 A JP 2013144995A JP 2015018680 A JP2015018680 A JP 2015018680A
- Authority
- JP
- Japan
- Prior art keywords
- annular end
- end surface
- region
- case
- lid plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003860 storage Methods 0.000 title claims abstract description 33
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 230000002093 peripheral effect Effects 0.000 claims abstract description 47
- 238000003466 welding Methods 0.000 claims description 42
- 238000000034 method Methods 0.000 claims description 24
- 230000005611 electricity Effects 0.000 claims description 5
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 238000002347 injection Methods 0.000 description 11
- 239000007924 injection Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000011888 foil Substances 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 239000011149 active material Substances 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000010008 shearing Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- -1 nickel metal hydride Chemical class 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
Images










Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
Abstract
【課題】ケース本体と蓋板との溶接部位にピンホールが生じ難い蓄電素子、及び蓄電素子の製造方法を提供する。【解決手段】本発明は、電極体と、電極体を収容するケースと、を備え、ケースは、開口を画定した環状端面を有するケース本体と、環状端面に重ねられて開口を塞ぐ蓋板とを有し、ケース本体と蓋板とが合わせ目に沿って形成される溶接部位を有し、環状端面は、前記溶接部位よりも内側に、蓋板と密接する領域を有し、蓋板及びケース本体の少なくとも一方は、前記領域と対向する部位に環状端面の内周縁に沿って延びる溝を有している。【選択図】図7
Description
本発明は、電極体を収容するケースを備える蓄電素子、及び蓄電素子の製造方法に関する。
近年、自動車、自動二輪車等の車両、及び携帯端末、ノート型パソコン等の各種機器の動力源として、リチウムイオン電池、ニッケル水素電池等の電池、及び電気二重層キャパシタ等のキャパシタのような充放電可能な蓄電素子が採用されている。
この種の蓄電素子は、電極体を収容するケースを備える。ケースは、図11に示すように、開口を画定する環状端面101を有するケース本体102であって、電極体を収容するケース本体102と、ケース本体102の開口を塞ぐ蓋板103と、を有する。このケース100は、以下のように作られる。
電極体がケース本体102に収容された状態で、蓋板103が開口を塞ぐようにケース本体102の環状端面101に重ねられる。続いて、レーザがケース本体102と蓋板103との合わせ目に照射される。このとき、ケース本体102の周壁の厚さ方向において、非溶接部位106がケース本体102と蓋板103との合わせ面に形成されるようにレーザを照射する。これは、溶接時に生じた溶融金属の一部が、ケース本体102の内部側に流動するのを抑制する必要があるためである(特許文献1)。
ところで、ケース本体102の環状端面101又は蓋板103の環状端面101と対向する面において、レーザの照射によって溶融される部位(溶接部位)105と溶融されない部位(非溶接部位)106とに跨るように油分や繊維等の異物が付着している場合がある。この場合、レーザがケース本体102と蓋板103との合わせ目に照射されたときに、溶接部位105から非溶接部位106に向けて異物が連続的に燃焼等してガス等の気体を発生させる。発生した気体が溶接部位105内に閉じ込められたまま溶接部位105が冷えて固化すると、溶接部位105に空洞部(ブローホール)が形成される。また、非溶接部位106において生じた気体の一部が溶接部位105を通って外部に噴き出した後に溶接部位105が冷えて固化すると、溶接部位105に細長い形状の空洞部(ピンホール)が生じる場合があった。このようなブローホールやピンホールが溶接部位105に形成されると、溶接部位105の幅が短くなるため、溶接強度に影響を与える場合がある。特に、ピンホールが形成されると、局所的に溶接部位105の幅が短くなるため、溶接強度に与える影響が大きい。さらには、溶接部位105を貫通するほどのピンホールが形成されると、ケース本体102と蓋板103との間の気密性を保つのが困難になる。
そこで、本発明は、上記問題に鑑み、ケース本体と蓋板との溶接部位にピンホールが生じ難い蓄電素子、及び蓄電素子の製造方法を提供することを課題とする。
本発明に係る蓄電素子は、
電極体と、
電極体を収容するケースと、を備え、
ケースは、開口を画定した環状端面を有するケース本体と、環状端面に重ねられて開口を塞ぐ蓋板と、を有し、
ケース本体と蓋板とは、合わせ目に沿って形成される溶接部位を有し、
蓋板と環状端面とは、溶接部位よりも内側に、互いに密接する領域を有し、
蓋板及びケース本体の少なくとも一方は、密接する領域に環状端面の内周縁に沿って延びる溝を有している。
電極体と、
電極体を収容するケースと、を備え、
ケースは、開口を画定した環状端面を有するケース本体と、環状端面に重ねられて開口を塞ぐ蓋板と、を有し、
ケース本体と蓋板とは、合わせ目に沿って形成される溶接部位を有し、
蓋板と環状端面とは、溶接部位よりも内側に、互いに密接する領域を有し、
蓋板及びケース本体の少なくとも一方は、密接する領域に環状端面の内周縁に沿って延びる溝を有している。
かかる構成によれば、溶接部位の内側の蓋板と環状端面とが密接している部位に溝を設けることで、前記密接している部位及びその周辺で生じた気体を当該溝によって逃がし、これにより、前記気体に起因する溶接部位でのピンホールの発生を防ぐことができる。即ち、溶接部位の内側における発生した気体の逃げ難い部位に溝を設け、この溝によって当該部位に生じた気体を逃がすことにより、この気体が溶接部位を通じて外部に噴出するのを防ぐことができる。
ここで、本発明に係る蓄電素子の一態様として、
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を有し、
周壁において、矩形状の長辺に相当する部位の厚さ寸法が短辺に対応する部位の厚さ寸法より小さく、
蓋板の溝は、矩形状の長辺と対応する位置に設けられてもよい。
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を有し、
周壁において、矩形状の長辺に相当する部位の厚さ寸法が短辺に対応する部位の厚さ寸法より小さく、
蓋板の溝は、矩形状の長辺と対応する位置に設けられてもよい。
ケース本体の周壁において周方向の長さ寸法が大きく且つ厚さ寸法の小さな部位(前記矩形状の長辺と対応する部位)は、ケース本体内部の圧力が大きくなった場合や外部から応力が加わった場合に、ケース本体の周壁のうち最も変形し易い部位である。上記の構成によれば、最も変形し易い部位において、溶接部位におけるピンホールの発生を防ぐことができる。このように、周壁における薄く周方向の長さ寸法の大きい部位と、蓋板と、の溶接部位においてピンホールの発生を防いで溶接強度を確保することにより、蓋板とケース本体との溶接部位全体における溶接強度を十分に確保することができる。
また、本発明に係る蓄電素子の他の態様として、
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を備え、
溝は、矩形状の長辺と対応する位置に設けられ、
溶接部位よりも内側の領域において、環状端面における矩形状の短辺に相当する部位と蓋板との間に隙間が形成されていてもよい。
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を備え、
溝は、矩形状の長辺と対応する位置に設けられ、
溶接部位よりも内側の領域において、環状端面における矩形状の短辺に相当する部位と蓋板との間に隙間が形成されていてもよい。
かかる構成によれば、蓋板と、周壁における矩形状の長辺に相当する部位との間で発生して溝部に逃がした気体を、周壁における矩形状の短辺に相当する部位と蓋板との間に設けられた隙間を通じて逃がすことができる。
蓋板は、開口に挿入される嵌入部を有し、
嵌入部は、環状端面の内周縁と対応した外周を有してもよい。
嵌入部は、環状端面の内周縁と対応した外周を有してもよい。
かかる構成によれば、蓋板が環状端面に重ねられたときに、嵌入部が開口に嵌り込むことによって蓋板がケース本体に対してずれ難くなる。即ち、蓋板が環状端面から開口方向と交差する方向にずれようとしても、嵌入部の外周が環状端面の内周縁と当接して前記ずれが防がれる。これにより、蓋板の周縁部とケース本体の開口周縁部とのレーザ溶接を安定して行うことができる。
ここで、本発明に係る蓄電素子の製造方法は、
開口を画定した環状端面を有するケース本体に電極体を収容した状態で、開口を塞ぐように蓋板を環状端面に重ねる配置工程と、
ケース本体と前記蓋板との合わせ目に沿ってレーザを照射して溶接する溶接工程と、を備え、
配置工程において、
環状端面は、外側の第1領域と、第1領域の内側の領域であって当該第1領域よりも平滑な第2領域と、を有し、
蓋板は、第2領域と対向する部位に環状端面の内周縁に沿って延びる溝を有する。
開口を画定した環状端面を有するケース本体に電極体を収容した状態で、開口を塞ぐように蓋板を環状端面に重ねる配置工程と、
ケース本体と前記蓋板との合わせ目に沿ってレーザを照射して溶接する溶接工程と、を備え、
配置工程において、
環状端面は、外側の第1領域と、第1領域の内側の領域であって当該第1領域よりも平滑な第2領域と、を有し、
蓋板は、第2領域と対向する部位に環状端面の内周縁に沿って延びる溝を有する。
かかる構成によれば、溶接部位の内側の蓋板と環状端面とが密接している部位に溝を設けることで、当該溝によって前記密接している部位で生じた気体を逃がし、これにより、前記気体に起因する溶接部位でのピンホールの発生を防ぐことができる。
また、本発明に係る蓄電素子の製造方法の一態様として、
配置工程において、
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を備え、
周壁において、矩形状の長辺に相当する部位における開口視方向の寸法である高さ寸法が矩形状の短辺に相当する部位の高さ寸法より大きく、
溝は、前記矩形状の長辺と対応する位置に設けられてもよい。
配置工程において、
ケース本体は、環状端面を有し且つ開口方向視が矩形状の周壁を備え、
周壁において、矩形状の長辺に相当する部位における開口視方向の寸法である高さ寸法が矩形状の短辺に相当する部位の高さ寸法より大きく、
溝は、前記矩形状の長辺と対応する位置に設けられてもよい。
かかる構成によれば、溶接工程において、蓋板と周壁における矩形状の長辺に相当する部位との間で発生して溝部に逃がした気体を、周壁における矩形状の短辺に相当する部位と蓋板との間に設けられた隙間を通じて逃がすことができる。
また、本発明に係る蓄電素子の製造方法の他の態様として、
溶接工程において、
蓋板と環状端面とが互いに接近する方向に力が加えられた状態でレーザが照射されることが好ましい。
溶接工程において、
蓋板と環状端面とが互いに接近する方向に力が加えられた状態でレーザが照射されることが好ましい。
かかる構成によれば、ケース本体(環状端面)と蓋板とが密着し、若しくはケース本体と蓋板との間に生じていた隙間がより小さくなるため、溶接工程においてレーザがケース内部に進入するのを抑制することができる。
また、本発明に係る蓄電素子の製造方法の他の態様として、
配置工程では、第1領域と対向する部位に開先を有する蓋板が環状端面に重ねられ、
溶接工程では、レーザが開先に向けて照射されてもよい。
配置工程では、第1領域と対向する部位に開先を有する蓋板が環状端面に重ねられ、
溶接工程では、レーザが開先に向けて照射されてもよい。
このように蓋板に開先を設け、環状端面の第1領域近傍と蓋板との間に隙間を形成することによって、開先にレーザを照射したときに、溶接部位(第1領域に相当する領域)において生じた気体がケースの外部に放出され易くなる。これにより、溶接部位でのピンホール等の発生がより確実に防がれる。
以上より、本発明によれば、ケース本体と蓋板との溶接部位にピンホールが生じ難い蓄電素子、及び蓄電素子の製造方法を提供することができる。
以下、本発明の一実施形態について、図1〜図9を参照しつつ説明する。本実施形態に係る蓄電素子は、リチウムイオン二次電池等の非電解質二次電池(以下、単に「電池」とも称する。)である。以下では、各図のX軸方向を幅方向とし、Y軸方向を前後方向とし、Z軸方向を高さ方向とする。
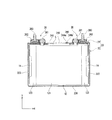
図1〜図3に示すように、電池10は、電極体12と、集電体14と、電極体12及び集電体14を収容するケース20とを備える。
電極体12は、帯状の正極シート120と、帯状の負極シート122と、帯状のセパレータ124と、を有する。これら正極シート120と負極シート122とがその間にセパレータ124を挟み且つ互いに幅方向(帯状のシートの長手方向と直交する方向)にずれた状態で長円筒形状に券回されることによって、電極体12が構成される。
正極シート120は、例えば、帯状のアルミニウム箔の表面に正極活物質を担持させたものである。負極シート122は、例えば、帯状の銅箔の表面に負極活物質を担持させたものである。これら正極シート120及び負極シート122は、幅方向の端縁部に、活物質の未塗工部を有している。これにより、電極体12の幅方向の端部において、活物質が未塗工状態のアルミニウム箔及び銅箔が露出している。即ち、電極体12の幅方向の両端部では、未塗工状態の巻き束状の金属箔が、セパレータ124を介して正極シート120と負極シート122とが巻き重ねられた部位からはみ出している。
このように構成される電極体12は、図略の絶縁カバーによって全体が覆われることによりケース20と絶縁された状態でケース20内に収容されている。
集電体14は、電極体12の前記巻き束状の金属箔(活物質が未塗工の部位)と、端子部26とをそれぞれ電気的に接続(即ち、導通可能に接続)している。本実施形態では、正極の集電体14は、例えば、アルミニウム又はアルミニウム合金によって構成される。また、負極の集電体14は、例えば、銅又は銅合金によって構成される。
ケース20は、ケース本体22と、蓋板240を含む蓋部24とを有し、ケース本体22と蓋部24とによって囲まれた内部空間S内に電極体12を収容する。ケース本体22と蓋板240とは、アルミニウム、又はアルミニウム合金等のアルミニウム系金属材料によって形成され、ケース本体22と、蓋部24における蓋板240とが溶接されることによってケース20が構成される。以下では、先ず、溶接前のケース本体22及び蓋部24について説明し、その後、電池の製造方法と共にケース本体22と蓋部24とが溶接された後のケース20について説明する。
ケース本体22は、幅方向に偏平な有底角筒形状を有する。具体的に、ケース本体22は、底壁部220と、底壁部220の周縁から底壁部220の法線方向(図1の矢印A2方向)に立設された角筒状の周壁221と、を有する。底壁部220は、平面視において、幅方向に長く且つ四隅が円弧の矩形状である。周壁221は、底壁部220の各長辺から立設する一対の第1側壁部222、222と、底壁部220の各短辺から立設する一対の第2側壁部223、223と、を有する。一対の第1側壁部222、222同士は互いに平行であり、一対の第2側壁部223、223同士は互いに平行である。この周壁221では、図4A及び図4Bにも示すように、第1側壁部222の厚さ寸法が第2側壁部223の厚さ寸法よりも小さく、第1側壁部222の高さ寸法が第2側壁部223の高さ寸法より僅かに大きい。尚、図4A及び図4Bにおいては、上述の第1側壁部222と第2側壁部223との厚さ寸法及び高さ寸法の違いを理解し易いように、前記違いを誇張している。
この第1側壁部222と第2側壁部223との厚さ寸法の違い、及び高さ寸法の違いは、ケース本体22を製造するときの絞り加工とトリミング処理とによって生じる。具体的には、以下の通りである。
絞り加工では、アルミニウム等の板材が絞られ、幅方向に偏平な有底角筒状のケース本体22が形成される。このとき、前記板材の第1側壁部222に相当する部位が第2側壁部223に相当する部位に比べてより引き伸ばされるため、第1側壁部222が第2側壁部223より薄くなる。
続いて、絞り加工によって形成されたケース本体22は、周壁221を構成する各側壁部(第1側壁部222及び第2側壁部223)の高さ寸法を合わせるために、トリミング処理される。このトリミング処理では、第2側壁部223の上部をせん断して第2側壁部223の高さ寸法を所望の大きさにする。続いて、第1側壁部222の上部をせん断して第1側壁部222の高さ寸法を第2側壁部223の高さ寸法に合わせる。このとき、第1側壁部222のせん断工程時に当該せん断工程より先にせん断した第2側壁部223の上端にバリ等が生じないようにするため、先にせん断する第2側壁部223の上端を、第1側壁部222の上端よりも僅かに低くなるようにせん断する。このため、第1側壁部222の高さ寸法が第2側壁部223の高さ寸法より僅かに大きくなる。
このようにして製造されたケース本体22の第1側壁部222及び第2側壁部223の各上端面は、図5に示されるように、ケース本体22の開口を画定する環状端面225を構成する。第1側壁部と第2側壁部との高さが僅かに異なるため、この環状端面225の第1側壁部と第2側壁部との境界部が段差226となっている。
また、上述のトリミング処理においてはケース本体22の内側から外側に向けて刃を動かすようにして各側壁部222、223がせん断されるため、環状端面225は、図6に示すように、滑らかなせん断面(第2領域)227と、粗い破断面(第1領域)228とによって構成されている。即ち、環状端面225は、外側の第1領域228と、第1領域228の内側の領域であって当該第1領域228よりも平滑な第2領域227と、を有する。
蓋部24は、ケース本体22の開口を塞ぐ上述の蓋板240と、蓋板240に取り付けられる一対の端子部26、26と、を有する。
蓋板240は、ケース本体22の環状端面225に重ねられてケース本体22の開口を塞ぐ。蓋板240は、図7〜図9にも示すように、平面視において、ケース本体22の環状端面225の外周縁(輪郭)に対応した形状を有する。即ち、蓋板240は、平面視において幅方向に長く且つ四隅が円弧の矩形状の板材である。この蓋板240は、開先242と、溝244と、嵌入部246とを有する。
開先242は、蓋板240の下面241の周縁部、詳しくは、環状端面225の第1領域228と対向する部位に設けられている。本実施形態の開先242は、ケース20の内側から外側に進むほど第1領域228(環状端面225)との間隔が大きくなるような傾斜面である(図7参照)。このような開先242を蓋板240に設け、環状端面225の第1領域228と蓋板240との間に隙間を形成することによって、開先242にレーザを照射したときに、溶接部位50(図10参照:第1領域228に対応する領域)において生じた気体がケース20の外部に放出され易くなる。
溝244は、蓋板240の下面241の第2領域227と対向する部位に設けられ、環状端面225の第2領域228と、蓋板240の下面241との間で生じたガス等の気体を外部に逃がす。この溝244は、環状端面225の内周縁に沿って延びている。本実施形態の溝244は、一対の第1側壁部222、222と対向する部位にそれぞれ設けられている。各溝244は、幅方向における第1側壁部222の一端から他端まで連続して延びている。この溝244の両端部は、環状端面225の内周縁に沿って湾曲している。
尚、本実施形態の溝244は、両端部を除いて真っ直ぐに延びているが、中間部位が曲がっていてもよい。また、本実施形態の溝244の端部は、環状端面225の内周縁に沿って湾曲しているが、真っ直ぐ延びていてもよい。また、本実施形態の溝244では、長手方向の各位置における溝幅(長手方向と直交する方向の寸法)が同じであるが、この構成に限定されず、長手方向の各位置における溝幅が異なっていてもよい。
嵌入部246は、ケース本体22の開口に挿入される部位であり環状端面225の内周縁と対応した形状の外周を有している。即ち、嵌入部246は、蓋板240において、環状端面225に重ねられる部位よりも内側の部位であって、前記重ねられる部位よりも下方(図9においては左側)に突出した部位である。
また、蓋板240には、2つの端子用貫通孔247、247と、ガス排出弁248と、注入部249と、が設けられている。2つの端子用貫通孔247、247は、蓋板240において幅方向に間隔を空けて設けられている。ガス排出弁248は、薄肉部を有し、蓋板240の中央に設けられている。本実施形態の薄肉部は、Y字状である。ガス排出弁248は、ケース20の内圧が所定の値よりも上昇したときに薄肉部が裂けることによってケース20の内部と外部とを連通させ、これにより、上昇したケース20の内圧を減圧させる。注入部249は、蓋板240に設けられた注液孔249aと、この注液孔249aを塞ぐ栓体249bと、を有する。注液孔249aは、電解液をケース20内に注液するための開口であり、栓体249bは、注液後の注液孔249aに差し込まれることによって注液孔249aを閉鎖する。
各端子部26は、蓋板240の端子用貫通孔247を貫通した状態で蓋板240に取り付けられている。具体的に、端子部26は、ケース20の外部で上方に延びる外部端子260と、蓋板240の端子用貫通孔247を貫通したリベット261と、外部端子260とリベット261とを導通可能に接続する導通部262と、を有する。正極の端子部26のリベット261は、正極の集電体14によって電極体12と導通可能に接続される。負極の端子部26のリベット261は、負極の集電体14によって導通可能に接続される。
次に、ケース本体22と蓋部24とを溶接(本実施形態の例ではレーザ溶接)することによって電池10を製造する工程を説明しつつ、ケース本体22と蓋部24とが溶接された状態のケース20について説明する。
2つの端子部26、26が蓋板240に取り付けられて蓋部24が構成され、電極体12と各端子部26とが集電体14によってそれぞれ導通可能に接続される。この状態の蓋部24が、電極体12がケース本体22に収容され且つケース本体22の開口を塞ぐように、周壁221の上端(環状端面225)に載置される。このとき、第2側壁部223の高さ寸法が第1側壁部222の高さ寸法より小さいため、第1側壁部222の上端は蓋板240に当接しているが、第2側壁部223の上端と蓋板240との間には僅かな隙間が形成されている。
続いて、蓋板240が環状端面225に向けて押し付けられるようにケース本体22と蓋板240とに力が加えられる。これにより、第1側壁部222の上端の第2領域227が蓋板240の下面241と密接する共に第2側壁部223の上端と蓋板240との間の隙間が小さくなる。この状態で、図10に示すように、レーザがケース本体22と蓋板240との合わせ目(開先242)に向けてケース20の外側から照射される。このレーザ溶接では、まず、各第1側壁部222の上端と蓋板240の対応する部位から溶接を開始し、ケース本体22と蓋板240との合わせ目に沿って1周するように連続的に溶接される。このように、蓋板240及びケース本体22の少なくとも一方に蓋板240と環状端面225とが互いに接近する方向の力が加えられ、この状態でレーザが照射されることによって、ケース本体22(環状端面225)と蓋板240とが密着し、若しくはケース本体22と蓋板240との間に生じていた隙間がより小さくなる。このため、溶接工程においてレーザがケース20内部に進入することが防がれ若しくは抑えられる。
レーザは、ケース本体22の周壁221の厚さ方向において略中間位置までが溶融するように照射される。これにより、蓋板240の開先242と、周壁221における開先242と対向する部位(第1領域228及びその周辺)とが溶融する。そして、レーザの照射が終わり、この溶融された部位(溶接部位)50が冷えて凝固することによって、ケース本体22と蓋板240(蓋部24)とが接合される。これにより、ケース本体22と蓋板240とを接合する溶接部位50が、ケース本体22と蓋板240との境界部における外側の部位(第1領域228に対応する部位)に形成される。
このようなレーザ溶接の際に、ケース本体22の環状端面225又は蓋板240の環状端面225と対向する面に、第1領域228と第2領域227とに跨るように油分、繊維等の異物が付着している場合がある。この場合、レーザが照射されたときに、その熱によって第1領域228から第2領域227に向けて異物が連続的に燃焼等してガス等の気体が発生する。
このとき、第1側壁部222の上端面の第2領域227が蓋板240の下面241と密接しているが、蓋板240の第2領域227と対向する部位に溝244が設けられているため、第2領域227及びその周辺で生じた前記気体は、この溝244に流入する。これにより、第2領域227と蓋板240の下面との間で生じた気体が溶接部位50を通って外に噴き出すのを防ぐことができる。また、気体がケース20の内部空間Sに流入することも防ぐことができる。
溝244に流入した気体は、溝244の両端から第2側壁部223と蓋板240との間に放出される。第2側壁部223は、第1側壁部222よりも低いため、第2側壁部223と蓋板240の下面241との間には、ごく僅かな隙間が形成されている。このため、当該隙間に放出された気体は、この隙間を通じて外部に放出される。
一方、第2側壁部223の上端面の第2領域では、蓋板240の下面241との間に僅かな隙間が形成されているため、溶接部位50の内側の第2領域227と蓋板240との間で生じた気体は、前記隙間を通って溶接されていない部位(レーザの照射されていない部位)まで移動し、外部に放出される。
このようにしてケース本体22と蓋板240との周縁部が全周に亘ってレーザ溶接されることで、ケース20が形成される。尚、レーザ溶接後のケース20における溶接部位50の内側の領域では、第2側壁部223の上端(環状端面225の第2側壁部223に相当する部位)と蓋板240との間には、第1側壁部222と第2側壁部223との高さ寸法の違いに起因する隙間が生じている。
その後、電解液が蓋部24の注液孔249aを通じてケース20内に注入される。続いて、栓体249bが注液孔249aに差し込まれて注液孔249aが閉塞されることにより、電池10が完成する。
以上のように、本実施形態に係る電池10によれば、溶接部位50の内側の蓋板240と環状端面225とが密接している部位(第2領域227と対向する部位)に溝244を設けることで、当該溝244によって前記密接している部位及びその周辺で生じた気体を逃がし、これにより、前記気体に起因する溶接部位50でのピンホールの発生を防ぐことができる。即ち、溶接部位50の内側の部位であって、発生した気体の逃げ難い部位に溝244を設け、この溝244によって当該部位に生じた気体を逃がすことにより、この気体が溶接部位50を通じて外部に噴出するのを防ぐことができる。
さらに、溝244によって、ブローホールが生じる要因になる気体も同様に逃がすことができるため、ブローホールの発生を抑制することができる。
また、本実施形態の電池10では、蓋板240と、ケース本体22の周壁221において周方向の長さ寸法が大きく且つ厚さ寸法の小さな部位(第1側壁部222)との溶接部位50におけるピンホールやブローホールの発生を抑制することができる。このように、蓋板240と、周壁221において薄く且つ周方向の長さ寸法の大きい部位(第1側壁部222)と、の溶接部位50においてピンホールやブローホールの発生を抑制して溶接強度を確保することにより、蓋板240とケース本体22との溶接部位全体における溶接強度を十分に確保することができる。
また、本実施形態の電池10では、蓋板240に嵌入部246が設けられているため、蓋板240が環状端面225に重ねられたときに、嵌入部246が開口に嵌り込むことによって蓋板240がケース本体22に対してずれ難くなる。即ち、蓋板240が環状端面225から開口方向と交差する方向にずれようとしても、嵌入部246の外周が環状端面225の内周縁と当接して前記ずれが防がれる。これにより、蓋板240とケース本体22との周縁部のレーザ溶接を安定して行うことができる。
尚、本発明の蓄電素子、及び蓄電素子の製造方法は、上記実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
上記実施形態の電池10では、溝244は、蓋板240に設けられているが、この構成に限定されない。環状端面225と蓋板240との間で生じた気体を逃がすための溝は、ケース本体22の周壁221の上端面である環状端面225)に設けられてもよい。即ち、前記溝は、蓋板240及びケース本体22の少なくとも一方に設けられていればよい。
また、上記実施形態の蓋板240の溝244は、第1側壁部222と対向する位置に設けられているが、この構成に限定されない。蓋板240の溝244は、第1側壁部222及び第2側壁部223と対向する位置、即ち、蓋板240の周縁部全体に亘って設けられてもよい。
また、上記実施形態の溝は、蓋板の第2領域と対向する部位に1本ずつ設けられているが、この構成に限定されない。例えば、互いに平行な複数本の溝が、蓋板の第2領域と対向する部位にそれぞれ設けられてもよい。
上記実施形態の蓋板240には、開先242が設けられているが、無くてもよい。また、蓋板240に嵌入部246が設けられてなくてもよい。即ち、蓋板240の下面241が平らな面によって構成されていてもよい。
10 非電解質二次電池(蓄電素子)
12 電極体
20 ケース
22 ケース本体
221 周壁
222 第1側壁部
223 第2側壁部
225 環状端面
227 第2領域
228 第1領域
24 蓋部
240 蓋板
242 開先
244 溝
246 嵌入部
26 電極端子
50 溶接部位
12 電極体
20 ケース
22 ケース本体
221 周壁
222 第1側壁部
223 第2側壁部
225 環状端面
227 第2領域
228 第1領域
24 蓋部
240 蓋板
242 開先
244 溝
246 嵌入部
26 電極端子
50 溶接部位
Claims (8)
- 電極体と、
前記電極体を収容するケースと、を備え、
前記ケースは、開口を画定した環状端面を有するケース本体と、前記環状端面に重ねられて前記開口を塞ぐ蓋板と、を有し、
前記ケース本体と前記蓋板とは、合わせ目に沿って形成される溶接部位を有し、
前記蓋板と前記環状端面とは、前記溶接部位よりも内側に、互いに密接する領域を有し、
前記蓋板及び前記ケース本体の少なくとも一方は、前記密接する領域に前記環状端面の内周縁に沿って延びる溝を有している、
蓄電素子。 - 前記ケース本体は、前記環状端面を有し且つ開口方向視が矩形状の周壁を備え、
前記周壁において、前記矩形状の長辺に相当する部位の厚さ寸法が短辺に対応する部位の厚さ寸法より小さく、
前記溝は、前記矩形状の長辺と対応する位置に設けられる、
請求項1に記載の蓄電素子。 - 前記ケース本体は、前記環状端面を有し且つ開口方向視が矩形状の周壁を備え、
前記溝は、前記矩形状の長辺と対応する位置に設けられ、
前記溶接部位よりも内側の領域において、前記環状端面における前記矩形状の短辺に相当する部位と前記蓋板との間に隙間が形成されている、
請求項1又は2に記載の蓄電素子。 - 前記蓋板は、前記開口に挿入される嵌入部を有し、
前記嵌入部は、前記環状端面の内周縁と対応した外周を有する、
請求項1〜3のいずれか1項に記載の蓄電素子。 - 開口を画定した環状端面を有するケース本体に電極体を収容した状態で、前記開口を塞ぐように蓋板を前記環状端面に重ねる配置工程と、
前記ケース本体と前記蓋板との合わせ目に沿ってレーザを照射して溶接する溶接工程と、を備え、
前記配置工程において、
前記環状端面は、外側の第1領域と、前記第1領域の内側の領域であって当該第1領域よりも平滑な第2領域と、を有し、
前記蓋板は、前記第2領域と対向する部位に前記環状端面の内周縁に沿って延びる溝を有する、
蓄電素子の製造方法。 - 前記配置工程において、
前記ケース本体は、前記環状端面を有し且つ開口方向視が矩形状の周壁を備え、
前記周壁において、前記矩形状の長辺に相当する部位における前記開口視方向の寸法である高さ寸法が前記矩形状の短辺に相当する部位の高さ寸法より大きく、
前記溝は、前記矩形状の長辺と対応する位置に設けられる、
請求項5に記載の蓄電素子の製造方法。 - 前記溶接工程において、
前記蓋板と前記環状端面とが互いに接近する方向に力が加えられた状態でレーザが照射される、
請求項5又は6に記載の蓄電素子の製造方法。 - 前記配置工程では、前記第1領域と対向する部位に開先を有する前記蓋板が前記環状端面に重ねられ、
前記溶接工程では、前記レーザが前記開先に向けて照射される、
請求項5〜7のいずれか1項に記載の蓄電素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013144995A JP2015018680A (ja) | 2013-07-10 | 2013-07-10 | 蓄電素子、及び蓄電素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013144995A JP2015018680A (ja) | 2013-07-10 | 2013-07-10 | 蓄電素子、及び蓄電素子の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015018680A true JP2015018680A (ja) | 2015-01-29 |
Family
ID=52439515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013144995A Pending JP2015018680A (ja) | 2013-07-10 | 2013-07-10 | 蓄電素子、及び蓄電素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015018680A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015133300A (ja) * | 2014-01-15 | 2015-07-23 | 株式会社豊田自動織機 | 蓄電装置 |
| WO2023024719A1 (zh) * | 2021-08-24 | 2023-03-02 | 宁德时代新能源科技股份有限公司 | 电池单体、电池和使用电池的装置 |
| CN116053693A (zh) * | 2021-10-28 | 2023-05-02 | 爱思普有限公司 | 电动车辆二次电池用盖板焊接构件 |
| JP2023124156A (ja) * | 2022-02-25 | 2023-09-06 | Tdk株式会社 | 電池 |
-
2013
- 2013-07-10 JP JP2013144995A patent/JP2015018680A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015133300A (ja) * | 2014-01-15 | 2015-07-23 | 株式会社豊田自動織機 | 蓄電装置 |
| WO2023024719A1 (zh) * | 2021-08-24 | 2023-03-02 | 宁德时代新能源科技股份有限公司 | 电池单体、电池和使用电池的装置 |
| CN116053693A (zh) * | 2021-10-28 | 2023-05-02 | 爱思普有限公司 | 电动车辆二次电池用盖板焊接构件 |
| JP2023124156A (ja) * | 2022-02-25 | 2023-09-06 | Tdk株式会社 | 電池 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6806217B2 (ja) | 二次電池 | |
| JP6138963B2 (ja) | 角形電池 | |
| JP5475206B1 (ja) | 角形二次電池 | |
| US10403862B2 (en) | Battery | |
| JP6569322B2 (ja) | 二次電池及びそれを用いた組電池 | |
| CN105849939B (zh) | 二次电池 | |
| JP2018037253A (ja) | 角形二次電池 | |
| JP6939566B2 (ja) | 蓄電素子 | |
| JP6052056B2 (ja) | 蓄電装置 | |
| JP5915445B2 (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| KR101797838B1 (ko) | 밀폐형 전지 및 그의 제조 방법 | |
| JP6105986B2 (ja) | 蓄電素子および蓄電素子の製造方法 | |
| JP2015018680A (ja) | 蓄電素子、及び蓄電素子の製造方法 | |
| JP6872145B2 (ja) | 端子固定構造 | |
| JP6608787B2 (ja) | 密閉型電池の製造方法 | |
| JP7731385B2 (ja) | 蓄電デバイス | |
| JP2016110772A (ja) | 円筒形二次電池 | |
| JP2015115223A (ja) | 密閉型電池の製造方法 | |
| JP5490967B1 (ja) | 蓄電素子および蓄電素子の製造方法 | |
| JP6094343B2 (ja) | 蓄電素子 | |
| JP2014103125A (ja) | 角形二次電池 | |
| JP7763210B2 (ja) | 蓄電デバイスおよびその製造方法 | |
| JP2016128181A (ja) | 溶接方法 | |
| JP2015220197A (ja) | 蓄電素子及び蓄電素子の製造方法 |