JP2014520032A - 取付けのための強化エンボス加工 - Google Patents
取付けのための強化エンボス加工 Download PDFInfo
- Publication number
- JP2014520032A JP2014520032A JP2014516344A JP2014516344A JP2014520032A JP 2014520032 A JP2014520032 A JP 2014520032A JP 2014516344 A JP2014516344 A JP 2014516344A JP 2014516344 A JP2014516344 A JP 2014516344A JP 2014520032 A JP2014520032 A JP 2014520032A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- heat shield
- elements
- embossed
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F7/00—Elements not covered by group F28F1/00, F28F3/00 or F28F5/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0876—Insulating elements, e.g. for sound insulation for mounting around heat sources, e.g. exhaust pipes
Abstract
Description
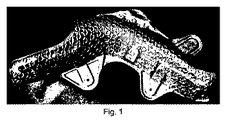
本発明は、例えばエンジンベイ領域における、アンダーボディ領域における又はパワートレインの部品に沿った、自動車用途のための熱保護シールド部品、特に金属遮熱材の取付け領域、における構造穴の疲労特性を最適化することに関する。
遮熱材は、例えばエンジンベイ領域における又は排気ラインに沿った車両の下側における広範囲の据付及び作動条件を考慮しながら遮音及び断熱のために様々な形式で用いられる。特に、遮熱材は、例えばエンジン及び/又は排気系によって放射及び発生させられる熱による過熱を防止するために、温度に敏感な構成部材及びシステムの保護のために使用される。
費用対効果が高くかつ単純な固定具を依然として使用することができ、それと同時に遮熱材用の金属の厚さと重量を減じることができ、振動及び熱的試験における同じ全体的耐久性を維持するように、構造的貫通穴の領域、特に取付け領域における遮熱材の耐久性を高めることである。
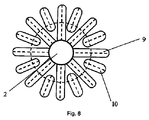
・第1の垂直な突出したエレメント9
・第2の垂直な突出したエレメント10
・第3の垂直な突出した結合エレメント12。
Claims (15)
- 少なくとも1つの穴を備える遮熱材において、
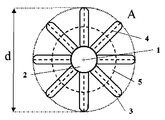
前記穴の周囲にエンボス加工パターンが配置されており、該エンボス加工パターンは、前記穴の周縁に対して実質的に垂直に延びた又は放射状に延びた複数の突出した延在するエレメントから成ることを特徴とする、遮熱材。 - 突出した前記エレメントは、前記穴の前記周縁に対する接線に対して45°〜135°の角度で延びている、請求項1記載の遮熱材。
- 延在方向における前記突出した延在するエレメントは、直線形、曲線形、S字形、角張ったS字形、又はこれらの組合せに形成されている、請求項1又は2記載の遮熱材。
- 前記エンボス加工パターンは、前記穴の周囲に対称的に位置合わせされている、請求項1から3までのいずれか1項記載の遮熱材。
- エンボス加工部は、個々の突出したエレメントの長さlを調節することによって、予測される局所的な荷重を反映するように平衡させられている、請求項1から4までのいずれか1項記載の遮熱材。
- 突出した前記エレメントは、前記穴の周縁において始まっている、請求項1から5までのいずれか1項記載の遮熱材。
- エンボス加工部は、前記穴の前記周縁に対して垂直又は半径方向に延びた付加的な突出した延在するエレメントを含み、これらの付加的なエレメントは、他のエレメントの間に配置されており、かつ前記周縁から離れて始まっている、請求項6記載の遮熱材。
- エンボス加工部は、付加的な突出した延在するエレメントを含み、少なくとも1つの付加的なエレメントは、他のエレメントの間に配置されておりかつ隣接する他のエレメントを結合している、請求項1から7までのいずれか1項記載の遮熱材。
- 前記遮熱材は、単層の金属、又は少なくとも1つの外側層が金属から形成されている積層された複数の層から形成されている、請求項1から8までのいずれか1項記載の遮熱材。
- 前記金属は、アルミニウム、アルミニウム合金、鋼又はステンレス鋼のうちの1つである、請求項9記載の遮熱材。
- 好適にはボルト及びナット、クリップ、クランプの態様における、より好適にはワッシャ又はシムと組み合わされた、遮熱材を固定するための取付具又は遮熱材に対する取付具を付加的に含み、前記取付具によって被覆されるエンボス加工部の表面は、比例して被覆された全体的なエンボス加工パターンの少なくとも50%である、請求項1から10までのいずれか1項記載の遮熱材。
- 前記取付具によって被覆された表面は、前記エンボス加工パターンによって被覆された表面内にあり、好適には、比例して被覆された全体的なエンボス加工パターンの95%以下である、請求項11記載の遮熱材。
- 付加的な突出したエレメントは、少なくとも部分的に、取付け手段によって被覆されている、請求項7又は8を引用する請求項12記載の遮熱材。
- 前記取付具は、該取付具によって被覆されたエンボス加工部の領域を平坦化するように所定のトルクで固定される、請求項11から13までのいずれか1項記載の遮熱材。
- エンボス加工領域は、少なくとも部分的に、スタンピング工具を用いて、実質的に平坦な領域に再び平坦化される、請求項1から14までのいずれか1項記載の遮熱材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11171364A EP2537714A1 (en) | 2011-06-24 | 2011-06-24 | Strengthening embossment for mounting |
| EP11171364.0 | 2011-06-24 | ||
| PCT/EP2012/061956 WO2012175607A1 (en) | 2011-06-24 | 2012-06-21 | Strengthening embossment for mounting |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014520032A true JP2014520032A (ja) | 2014-08-21 |
Family
ID=46354318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014516344A Pending JP2014520032A (ja) | 2011-06-24 | 2012-06-21 | 取付けのための強化エンボス加工 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9581396B2 (ja) |
| EP (2) | EP2537714A1 (ja) |
| JP (1) | JP2014520032A (ja) |
| CN (1) | CN103619652B (ja) |
| AR (1) | AR089158A1 (ja) |
| BR (1) | BR112013030349A2 (ja) |
| CA (1) | CA2836859A1 (ja) |
| ES (1) | ES2623492T3 (ja) |
| MX (1) | MX348411B (ja) |
| PL (1) | PL2723613T3 (ja) |
| RU (1) | RU2605665C2 (ja) |
| WO (1) | WO2012175607A1 (ja) |
| ZA (1) | ZA201309175B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101624247B1 (ko) | 2015-04-10 | 2016-05-26 | 현대자동차주식회사 | 서브프레임용 이너파이프의 구조 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170682A (ja) * | 1994-12-20 | 1996-07-02 | Tokico Ltd | 緩衝器および緩衝器用バンプラバー受の製造方法 |
| JP2004092543A (ja) * | 2002-08-30 | 2004-03-25 | Sanwa Packing Kogyo Co Ltd | カバー装置 |
| JP2006161714A (ja) * | 2004-12-08 | 2006-06-22 | Nissan Motor Co Ltd | エキゾーストマニホールド用カバーの締結部構造 |
| EP2070771A1 (de) * | 2007-12-13 | 2009-06-17 | Reinz-Dichtungs-Gmbh | Hitzeschild |
| JP2009541630A (ja) * | 2006-06-24 | 2009-11-26 | エルリンククリンガー アクチェンゲゼルシャフト | 構造構成部品、特にヒートシールド |
| WO2010112354A1 (en) * | 2009-04-01 | 2010-10-07 | Rieter Technologies Ag | Structured metal heat shield |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4348442A (en) * | 1979-08-17 | 1982-09-07 | Figge Irving E | Structural panel |
| DE9103864U1 (ja) * | 1990-01-22 | 1991-10-10 | Atd Corp., St. Louis, Mo., Us | |
| JP2003531025A (ja) | 2000-04-17 | 2003-10-21 | リーテル・オートモティブ・(インターナショナル)・アーゲー | 乗り物の断熱に用いられる音響的な効果を有するフォイル積層体の製造方法 |
| US6966402B2 (en) | 2003-06-02 | 2005-11-22 | Dana Corporation | Acoustical heat shield |
| DE102005013311A1 (de) * | 2005-03-22 | 2006-10-05 | Federal-Mogul Sealing Systems Gmbh | Abschirmelement für Kraftfahrzeuge |
| DE102005024864A1 (de) * | 2005-05-31 | 2006-12-28 | Reinz-Dichtungs-Gmbh | Hitzeschild |
| EP1985439A1 (de) * | 2007-04-24 | 2008-10-29 | Reinz-Dichtungs-Gmbh | Hitzeschild |
-
2011
- 2011-06-24 EP EP11171364A patent/EP2537714A1/en not_active Withdrawn
-
2012
- 2012-06-21 PL PL12729580T patent/PL2723613T3/pl unknown
- 2012-06-21 ES ES12729580.6T patent/ES2623492T3/es active Active
- 2012-06-21 CA CA2836859A patent/CA2836859A1/en not_active Abandoned
- 2012-06-21 EP EP12729580.6A patent/EP2723613B1/en active Active
- 2012-06-21 MX MX2013015068A patent/MX348411B/es active IP Right Grant
- 2012-06-21 BR BR112013030349A patent/BR112013030349A2/pt not_active Application Discontinuation
- 2012-06-21 US US14/128,690 patent/US9581396B2/en not_active Expired - Fee Related
- 2012-06-21 AR ARP120102221A patent/AR089158A1/es not_active Application Discontinuation
- 2012-06-21 RU RU2014102234/11A patent/RU2605665C2/ru not_active IP Right Cessation
- 2012-06-21 JP JP2014516344A patent/JP2014520032A/ja active Pending
- 2012-06-21 WO PCT/EP2012/061956 patent/WO2012175607A1/en active Application Filing
- 2012-06-21 CN CN201280030228.4A patent/CN103619652B/zh active Active
-
2013
- 2013-12-05 ZA ZA2013/09175A patent/ZA201309175B/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170682A (ja) * | 1994-12-20 | 1996-07-02 | Tokico Ltd | 緩衝器および緩衝器用バンプラバー受の製造方法 |
| JP2004092543A (ja) * | 2002-08-30 | 2004-03-25 | Sanwa Packing Kogyo Co Ltd | カバー装置 |
| JP2006161714A (ja) * | 2004-12-08 | 2006-06-22 | Nissan Motor Co Ltd | エキゾーストマニホールド用カバーの締結部構造 |
| JP2009541630A (ja) * | 2006-06-24 | 2009-11-26 | エルリンククリンガー アクチェンゲゼルシャフト | 構造構成部品、特にヒートシールド |
| EP2070771A1 (de) * | 2007-12-13 | 2009-06-17 | Reinz-Dichtungs-Gmbh | Hitzeschild |
| WO2010112354A1 (en) * | 2009-04-01 | 2010-10-07 | Rieter Technologies Ag | Structured metal heat shield |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101624247B1 (ko) | 2015-04-10 | 2016-05-26 | 현대자동차주식회사 | 서브프레임용 이너파이프의 구조 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX348411B (es) | 2017-06-12 |
| EP2537714A1 (en) | 2012-12-26 |
| EP2723613B1 (en) | 2017-03-08 |
| CA2836859A1 (en) | 2012-12-27 |
| CN103619652A (zh) | 2014-03-05 |
| US9581396B2 (en) | 2017-02-28 |
| AR089158A1 (es) | 2014-08-06 |
| MX2013015068A (es) | 2014-01-24 |
| ES2623492T3 (es) | 2017-07-11 |
| US20140124177A1 (en) | 2014-05-08 |
| ZA201309175B (en) | 2014-08-27 |
| WO2012175607A1 (en) | 2012-12-27 |
| RU2605665C2 (ru) | 2016-12-27 |
| BR112013030349A2 (pt) | 2016-11-29 |
| PL2723613T3 (pl) | 2017-10-31 |
| EP2723613A1 (en) | 2014-04-30 |
| CN103619652B (zh) | 2017-03-01 |
| RU2014102234A (ru) | 2015-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9856904B2 (en) | Shielding device with a shielding element and at least one temperature and oscillation-decoupled fastening device | |
| US7972708B2 (en) | Heat shield | |
| EP3187761B1 (en) | Fastening-type pipe supporting apparatus for curved pipe | |
| JP4941126B2 (ja) | 遮音カバー | |
| WO2008128789A1 (en) | Heat shield | |
| CA2915140A1 (en) | Dual p-clamp assembly | |
| US20070254135A1 (en) | Shielding device | |
| JP4762778B2 (ja) | 金属製積層型カバー | |
| JP2010515859A (ja) | 熱シールドならびに構成および設置方法 | |
| WO2008128778A9 (en) | Three-dimensional flat gasket | |
| JP5364177B2 (ja) | 温度振動分離素子 | |
| JP2014520032A (ja) | 取付けのための強化エンボス加工 | |
| JP2007040505A (ja) | 締結構造 | |
| KR200142369Y1 (ko) | 건축용 배관덕트의 배관지지장치 | |
| RU2639633C2 (ru) | Шайба для использования между резьбовым крепежным средством и объектом, который должен крепиться резьбовым крепежным средством, и узел резьбового крепежного средства | |
| JP6983112B2 (ja) | 排気系部品締結構造 | |
| JP2000291711A (ja) | 緩衝ワッシャ及び緩衝構造 | |
| WO2011014384A1 (en) | Wave spring compression limiter | |
| CN207421585U (zh) | 法兰连接器 | |
| JP2006207703A (ja) | 防振ゴム | |
| JP5988165B2 (ja) | 排気系部品への遮熱カバーの防振取り付け構造 | |
| JP2001200755A (ja) | ガスケット | |
| JP2016191345A (ja) | ヒートインシュレータ | |
| JP2016048046A (ja) | アイソレータ付遮熱板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151102 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160302 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160523 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160524 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170407 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170620 |