JP2014222193A - 重量選別機及び充填計量システム - Google Patents
重量選別機及び充填計量システム Download PDFInfo
- Publication number
- JP2014222193A JP2014222193A JP2013101923A JP2013101923A JP2014222193A JP 2014222193 A JP2014222193 A JP 2014222193A JP 2013101923 A JP2013101923 A JP 2013101923A JP 2013101923 A JP2013101923 A JP 2013101923A JP 2014222193 A JP2014222193 A JP 2014222193A
- Authority
- JP
- Japan
- Prior art keywords
- weight
- weight value
- value
- filling
- filled container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005259 measurement Methods 0.000 title abstract description 42
- 230000002950 deficient Effects 0.000 claims abstract description 158
- 238000005303 weighing Methods 0.000 claims description 59
- 238000009826 distribution Methods 0.000 claims description 46
- 239000002994 raw material Substances 0.000 abstract description 69
- 239000000047 product Substances 0.000 description 183
- 238000004806 packaging method and process Methods 0.000 description 25
- 238000000034 method Methods 0.000 description 12
- 238000004364 calculation method Methods 0.000 description 11
- 230000005484 gravity Effects 0.000 description 8
- 230000003247 decreasing effect Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 230000007613 environmental effect Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 238000004220 aggregation Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 235000009508 confectionery Nutrition 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000013065 commercial product Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images













Landscapes
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Weight Measurement For Supplying Or Discharging Of Specified Amounts Of Material (AREA)
Abstract
Description
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
前記不良品の発生率が設定される設定手段と、
前記設定手段に設定される不良品の発生率に応じて、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段とを備える。
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
不良品と判別される前記充填済容器の内容物である前記物品の使用量、及び、良品と判別される前記充填済容器の内容物である前記物品の前記公称重量を超える使用量を抑制するように、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段とを備える。
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
前記不良品の発生率が設定される設定手段と、
前記設定手段に設定される不良品の発生率に応じて、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
前記目標充填量を、前記管理目標重量値に制御する制御手段とを備える。
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
不良品と判別される前記充填済容器の内容物である前記物品の使用量、及び、良品と判別される前記充填済容器の内容物である前記物品の前記公称重量を超える使用量を抑制するように、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
前記目標充填量を、前記管理目標重量値に制御する制御手段とを備える。
図1は、本発明の一実施形態に係る充填計量システムの概略構成図である。
Qt=Qn+Wsc ・・・(1)
と決定する。
Wsc=Ew+Df ・・・(2)
と決定する。
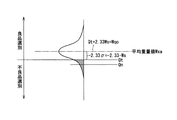
Wxa−3・Ws=Qt ・・・(3)
規準正規分布の確率密度関数に基づけば、Z=3シグマの値が、0.4987であるので、充填済容器1aの約0.13%(=0.5−0.4987)だけ基準重量値Qt未満の内容重量の充填済容器1aが存在することになり、充填済容器1aが0.13%の確率で不良品選別されることになる。
Wqo=Qt+3・Ws ・・・(4)
と表される。平均重量値Wxaを管理目標重量値Wqoに一致するように制御すれば、0.13%の確率での不良品選別が達成されることになる。
Wqo=Qt+K・Ws ・・・(5)
と表される。
Wqo=Z+Qt=2.33・Ws+Qt ・・・(6)
と決定する。
R=(Ru/P)・100(%)になる。
P個の充填済容器1aの内容重量Wxを測定する度に、最新の平均重量値Wxaと最新の標準偏差Wsを求め、平均重量値Wxaと管理目標重量値Wqoとの比較結果、例えば差wdxを下記のように算出する。
この差wdxの絶対値と符号を制御対象となる定量重量充填機4に対する操作量として、定量重量充填機4の制御装置12へ送信する。なお、平均重量値Wxaと管理目標重量値Wqoとの比較結果として、平均重量値Wxaと管理目標重量値Wqoとの比率を求めて比率値を送信してもよい。同時にP個の平均重量値Wxaも送信する。
Wt−wdx → Wt ・・・(7)
と、修正する。すなわち、偏差を打消すように、目標充填重量を修正する。
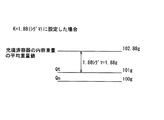
図7に示すように、公称重量Qn=100gに対して、標準偏差Ws=1gであり、基準重量値Qt=Qn+Wsc=101gとなる。選別余裕幅K=2.88シグマであり、充填済容器1aの内容重量の平均値Wxaは、管理目標重量値Wqoに制御されるので、その値は、Wqo=Qt+K・Ws=103.88gとなる。
1000−2=998
となり、良品1個当たりの原料の平均損失量は、
103.88g−100g=3.88g
となり、良品についての原料損失量の合計は、
998×3.88=3872.24g
となる。
100×2=200g
となる。
3872.24g+200g=4072.24g
となる。
選別余裕幅Kを少し小さくし、不良品選別数を増やす代わりに良品の損失量を減らすためにK=2.65(シグマ)に設定した場合は、図8に示すように、充填済容器1aの内容重量の平均値は、103.65gとなる。
1000−4=996
となり、良品1個当たりの原料の平均損失量は、
103.65g−100g=3.65g
となり、良品についての原料損失量の合計は、
996×3.65=3635.4g
となる。
100×4=400g
となる。
3635.4g+400g=4035.4g
となる。
更に選別余裕幅Kを小さくし、K=1.88(シグマ)に設定した場合は、図9に示すように、充填済容器1aの内容重量の平均値は、102.88gとなる。
1000−30=970
となり、良品1個当たりの原料の平均損失量は、
102.88g−100g=2.88g
となり、良品についての原料損失量の合計は、
970×2.88=2793.6g
となる。
100×30=3000g
となる。
2793.6g+3000g=5793.6g
となる。
上述の実施形態では、物品3を包装用の容器1に一定重量充填する定量重量充填機4に適用して説明したけれども、本発明は、物品を包装用の容器1に一定体積充填する定量体積充填機にも同様に適用できるものである。
V=kc・C ・・・(8)
と、比例定数kcを定めて関係づける。
W=ρ・V ・・・(9)
である。パルス数Cと充填重量Wの関係は(8)、(9)式より
C=V/kc=(1/ρ・kc)・W ・・・(10)
になる。
Ct=Vt/kc ・・・(11)
と定め、オーガー9を、パルス数がCtになるまで回転させ、所定の充填体積量を得る。体積量Vtの物品3の重量は、所定の環境条件では見かけ比重がρであるため重量は
Wt=ρ・Vt ・・・(12)
となる。しかし環境条件が変化し、見かけ比重ρの値が変化すると、所定のパルス数Ctにて充填していても充填済容器1aの内容重量がWtから変化し、上記のように重量選別機5において基準重量値Qtで不良品を選別すると、不良品が増えたり、原料損失が増えたりする。
Ct=(1/ρ・kc)・Wt ・・・(13)
と、オーガー9の回転数に対応する目標パルス数Ctに変換され、個々の充填済容器1aは、パルス数Ctで物品3が容器1へ充填され、重量選別機5へ送られ、内容重量Wxが測定される。
cdx=(1/ρ・kc)・wdx ・・・(14)
と、変換され、同時に送信された符号を考慮して
Ct−cdx → Ct ・・・(15)
と算出して、充填済容器1aの内容重量が管理目標重量値Wqoになるように新たな目標充填パルス数を求めて物品3を容器1に充填する。
ρ=(1/kc・Ct)・Wx
であるから、最新の見かけ比重値ρnとして、同時送信されたP個の平均重量値Wxaを使用して
ρn=(1/kc・Ct)・Wxa ・・・(16)
を算出し、(16)式によって
cdx=(1/ρn・kc)・wdx ・・・(17)
と補正することが好ましい。しかし、cdxは小さい値であるから調整時点で求めた見かけ比重値ρを使用してもよい。
その他の構成は、上述の実施形態と同様である。
上述の各実施形態では、一定重量または一定体積の物品3を容器1に充填する定量充填機4,4aに適用して説明したが、本発明は、組合せ秤で組合せ計量された物品を、包装袋等に充填する場合にも同様に適用できるものである。
Wqo=Qt+(Wxa−Wmin) ・・・(18)
と設定する。下方最大ばらつき幅(Wxa−Wmin)は、上記(5)式の選別余裕幅Kと標準偏差Wsとの積K・Wsに相当するものである。
Wqo=Qt+Dwa ・・・(19)
と、更新させた上で、
Wxa−Wqo=wdxによって差wdxを求める。
Wt−wdx→ Wt ・・・(20)
と修正する。
更に、許容不良品率Rに応じた管理目標重量値Wqoを、
Wqo=Qt+Wxa−W<i>
と、決定する。
Wt−wdx→ Wt
と修正する。
Wqo=Qt+Wxa−W<1> 、Qt+Wxa−W<2>、・・・・・
・・・・・、Qt+Wxa−W<v>、・・・・・、Qt
と変更させた場合、測定重量値Wxの平均値Wxaが、管理目標重量値Wqoに一致するように制御されるので、管理目標重量値Wqoの変更に応じて、測定重量値Wxの分布は、図14に示すように変化する。なお、図14では、Wqo=Qt+Wxa−W<1>、Wqo=Qt+Wxa−W<v>、及び、Wqo=Qtの場合の測定重量値Wxの分布を代表的に示している。
1a 充填済容器
1b 包装商品
3 物品
4 定量重量充填機
4a 定量体積充填機
5,5a 重量選別機
8,13 ロードセル
12 定量重量充填機の制御装置
12a 定量体積充填機の制御装置
14 計量コンベヤ
15,15a 重量選別機の制御装置
20 組合せ秤
21 包装機
Claims (7)
- 容器への物品の充填量が、目標充填量となるように充填する充填装置の後段に配置され、前記物品が充填された充填済容器の重量を測定する重量選別機であって、
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
前記不良品の発生率が設定される設定手段と、
前記設定手段に設定される不良品の発生率に応じて、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
を備えることを特徴とする重量選別機。 - 容器への物品の充填量が、目標充填量となるように充填する充填装置の後段に配置され、前記物品が充填された充填済容器の重量を測定する重量選別機であって、
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
不良品と判別される前記充填済容器の内容物である前記物品の使用量、及び、良品と判別される前記充填済容器の内容物である前記物品の前記公称重量を超える使用量を抑制するように、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
を備えることを特徴とする重量選別機。 - 前記決定手段は、前記基準重量値と、前記充填済容器の測定重量値のばらつき量と、前記不良品の発生率とに基づいて、前記管理目標重量値を決定する、
請求項1に記載の重量選別機。 - 前記決定手段は、前記基準重量値と、前記充填済容器の前記内容物の重量分布と、前記公称重量とに基づいて、前記管理目標重量値を決定する、
請求項2に記載の重量選別機。 - 前記充填済容器の前記内容物の平均重量値と前記管理目標重量値とを比較して、比較結果を前記充填装置へ出力する制御手段を備える、
請求項1ないし4のいずれかに記載の重量選別機。 - 容器への物品の充填量が、目標充填量となるように充填する充填装置と、該充填装置の後段に配置され、前記物品が充填された充填済容器の重量を測定する重量選別機とを備える充填計量システムであって、
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
前記不良品の発生率が設定される設定手段と、
前記設定手段に設定される不良品の発生率に応じて、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
前記目標充填量を、前記管理目標重量値に制御する制御手段と、
を備えることを特徴とする充填計量システム。 - 容器への物品の充填量が、目標充填量となるように充填する充填装置と、該充填装置の後段に配置され、前記物品が充填された充填済容器の重量を測定する重量選別機とを備える充填計量システムであって、
前記充填済容器の測定重量値と、前記充填済容器についての公称重量よりも大きい基準重量値とに基づいて、前記充填済容器を、その内容物の重量値が、前記基準重量値以上の良品と基準重量値未満の不良品とに判別する判別手段と、
不良品と判別される前記充填済容器の内容物である前記物品の使用量、及び、良品と判別される前記充填済容器の内容物である前記物品の前記公称重量を超える使用量を抑制するように、前記充填装置の前記目標充填量を、管理目標重量値として決定する決定手段と、
前記目標充填量を、前記管理目標重量値に制御する制御手段と、
を備えることを特徴とする充填計量システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013101923A JP6164921B2 (ja) | 2013-05-14 | 2013-05-14 | 重量選別機及び充填計量システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013101923A JP6164921B2 (ja) | 2013-05-14 | 2013-05-14 | 重量選別機及び充填計量システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014222193A true JP2014222193A (ja) | 2014-11-27 |
| JP6164921B2 JP6164921B2 (ja) | 2017-07-19 |
Family
ID=52121780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013101923A Active JP6164921B2 (ja) | 2013-05-14 | 2013-05-14 | 重量選別機及び充填計量システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6164921B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021131243A (ja) * | 2020-02-18 | 2021-09-09 | アンリツインフィビス株式会社 | 計量装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102187397B1 (ko) * | 2019-03-22 | 2020-12-04 | (주)쓰리에이씨 | 활성탄 충전설비 |
| KR102283825B1 (ko) * | 2020-01-28 | 2021-07-29 | 선병수 | 중량 측정 기능을 구비한 농수산식품 포장용 밴드 실러 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58114778A (ja) * | 1981-12-28 | 1983-07-08 | 大和製衡株式会社 | 高速精密選別装置 |
| JPS6225971A (ja) * | 1985-07-25 | 1987-02-03 | 白川 昇 | アルミ箔テ−プをもつタバコ |
| JPH03197826A (ja) * | 1989-12-26 | 1991-08-29 | Yamato Scale Co Ltd | 組合せ秤 |
| JPH0454418A (ja) * | 1990-06-22 | 1992-02-21 | Yamato Scale Co Ltd | 標準偏差算出装置及び重量選別機 |
| JPH0783742A (ja) * | 1993-09-10 | 1995-03-31 | Ishida Co Ltd | 組合せ計量方法およびその装置 |
| JP2004016945A (ja) * | 2002-06-18 | 2004-01-22 | Terada Seisakusho Co Ltd | 物の仕分け方法と仕分け装置 |
| JP2006084194A (ja) * | 2004-09-14 | 2006-03-30 | Yamato Scale Co Ltd | 多連式重量選別機 |
| JP2008309511A (ja) * | 2007-06-12 | 2008-12-25 | Yamato Scale Co Ltd | 組合せ秤 |
| WO2009025164A1 (ja) * | 2007-08-17 | 2009-02-26 | Ishida Co., Ltd. | 計量装置 |
| JP2010071948A (ja) * | 2008-09-22 | 2010-04-02 | Ishida Co Ltd | 計量装置及びプログラム |
| JP2010175514A (ja) * | 2009-02-02 | 2010-08-12 | Yamato Scale Co Ltd | 組合せ秤及び計量システム |
-
2013
- 2013-05-14 JP JP2013101923A patent/JP6164921B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58114778A (ja) * | 1981-12-28 | 1983-07-08 | 大和製衡株式会社 | 高速精密選別装置 |
| JPS6225971A (ja) * | 1985-07-25 | 1987-02-03 | 白川 昇 | アルミ箔テ−プをもつタバコ |
| JPH03197826A (ja) * | 1989-12-26 | 1991-08-29 | Yamato Scale Co Ltd | 組合せ秤 |
| JPH0454418A (ja) * | 1990-06-22 | 1992-02-21 | Yamato Scale Co Ltd | 標準偏差算出装置及び重量選別機 |
| JPH0783742A (ja) * | 1993-09-10 | 1995-03-31 | Ishida Co Ltd | 組合せ計量方法およびその装置 |
| JP2004016945A (ja) * | 2002-06-18 | 2004-01-22 | Terada Seisakusho Co Ltd | 物の仕分け方法と仕分け装置 |
| JP2006084194A (ja) * | 2004-09-14 | 2006-03-30 | Yamato Scale Co Ltd | 多連式重量選別機 |
| JP2008309511A (ja) * | 2007-06-12 | 2008-12-25 | Yamato Scale Co Ltd | 組合せ秤 |
| WO2009025164A1 (ja) * | 2007-08-17 | 2009-02-26 | Ishida Co., Ltd. | 計量装置 |
| JP2010071948A (ja) * | 2008-09-22 | 2010-04-02 | Ishida Co Ltd | 計量装置及びプログラム |
| JP2010175514A (ja) * | 2009-02-02 | 2010-08-12 | Yamato Scale Co Ltd | 組合せ秤及び計量システム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021131243A (ja) * | 2020-02-18 | 2021-09-09 | アンリツインフィビス株式会社 | 計量装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6164921B2 (ja) | 2017-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6115771B2 (ja) | 重量選別機及び充填計量システム | |
| US5894111A (en) | Quantitative charging apparatus | |
| JP2009008400A (ja) | 組合せ秤 | |
| JP2009047519A (ja) | 計量装置 | |
| JP6164921B2 (ja) | 重量選別機及び充填計量システム | |
| US5859389A (en) | Combinational weighing or counting method and apparatus therefor with enhanced occupance of combinational selection | |
| JPH022091B2 (ja) | ||
| JP4245909B2 (ja) | 組合せ計量装置 | |
| US11959795B2 (en) | Combinational weigher with upstream X-ray weigher, and downstream X-ray inspection | |
| WO2020050374A1 (ja) | 包装検査装置、生産システム、制御方法、および制御プログラム | |
| JP6062209B2 (ja) | 計量システム | |
| JP2012098162A (ja) | 重量選別機及び計量包装検査システム | |
| JP2008292194A (ja) | 組合せ計量装置 | |
| JP6449116B2 (ja) | 重量選別機 | |
| JP5188102B2 (ja) | 箱詰め装置 | |
| JPH091086A (ja) | 選別装置及び選別組合せ装置 | |
| JP5545628B2 (ja) | 組合せ秤および組合せ秤における搬送部の制御方法 | |
| JPS59623A (ja) | 組合せ計量装置 | |
| JP5897949B2 (ja) | 選別組合せ装置 | |
| JP6671775B2 (ja) | 計量包装検査システム | |
| JPH0249448B2 (ja) | ||
| JP5944075B2 (ja) | 選別組合せ装置 | |
| JPS6154164B2 (ja) | ||
| JPH0449053B2 (ja) | ||
| JP6647568B2 (ja) | 組合せ計量装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170620 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6164921 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |