JP2014205345A - 樹脂積層体及びこれを用いた成形方法 - Google Patents
樹脂積層体及びこれを用いた成形方法 Download PDFInfo
- Publication number
- JP2014205345A JP2014205345A JP2014053575A JP2014053575A JP2014205345A JP 2014205345 A JP2014205345 A JP 2014205345A JP 2014053575 A JP2014053575 A JP 2014053575A JP 2014053575 A JP2014053575 A JP 2014053575A JP 2014205345 A JP2014205345 A JP 2014205345A
- Authority
- JP
- Japan
- Prior art keywords
- meth
- resin
- layer
- resin layer
- acrylate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
Landscapes
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Polymerisation Methods In General (AREA)
Abstract
【課題】高い表面硬度を有していると共に、高透明性を有する樹脂積層体、及びこれを用いた成形方法を提供する。【解決手段】多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物を硬化させてなるガラス転移温度が200℃以上の少なくとも1層以上の硬質樹脂層、及び該硬質樹脂層の少なくとも一方の面に室温の弾性率と150℃での弾性率の比が1〜500である熱可塑性樹脂層を有する樹脂積層体であって、硬質樹脂層が、単体での引っ張り弾性率2,000〜4,000メガパスカルであると共に、全光線透過率が90%以上であり、また、樹脂積層体の鉛筆硬度が6H以上であり、熱可塑性樹脂層の合計厚みと硬質樹脂層の厚みの比が0.25以上10以下である樹脂積層体であり、また、この樹脂積層体を金型内に装填し、熱可塑性樹脂を射出成形する成形方法である。【選択図】図1
Description
本発明は、成形可能なハードコートフィルム付の樹脂積層体、及びこれを用いた成形方法に関し、例えば、自動車、航空機、ビル、学校、各商店などの窓ガラスや、自動車、航空機などの灯具カバー、照明カバーのほか、パソコンや携帯型電子機器などの筐体や各種部品をはじめとして幅広く利用することができ、なかでもディスプレイ面板に好適であって、透明多層シートの状態を有する樹脂積層体、及びこれを用いた成形方法に関するものである。
例えば、デジタルカメラや携帯電話等の電子機器においては、液晶ディスプレイ等の基板として、又は液晶ディスプレイ等の表面をキズや汚れ等から守るための保護板等としてアクリルやポリカーボネート、ポリエチレンテレフタレート等熱可塑性樹脂で作られた積層体が用いられている。これらの樹脂は、光学特性に優れ且つガラスに比べ割れにくいという特性を有していることから、近年、従来はガラスが使用されていた分野にも広く使用されるようになってきている。しかしながら、アクリルやポリカーボネート、ポリエチレンテレフタレート等熱可塑性樹脂はガラスに比べ表面硬度、耐摩耗性、耐擦傷性に劣り、傷つきやすいという欠点がある。
この欠点を解消するため、従来から樹脂積層体の表面改質に関する検討がなされてきた。例えば、熱硬化型樹脂や、紫外線硬化型の樹脂を基材表面にコーティングすることが広く実施されている。これらのコーティングが施された樹脂積層体においては、耐摩耗性、耐擦傷性においてはある程度の改善がみられるものの、表面硬度に関しては不十分であり、ガラスに比べ鉛筆硬度などの表面硬度が低く、実用上大きな問題がある。
透明プラスチック材料について表面硬度をさらに向上するためのコーティングの技術としては、例えば、ハードコート層に高硬度のフィラーを混入することで、表面硬度を向上させる試みがなされている(特許文献1、特許文献2、特許文献3参照)。また、類似の方法として、ハードコートの膜厚を大きめにし、発生する応力を緩和するために無機及び/又は有機架橋粒子を混入し、又は、該粒子の表面に官能基を導入して、ハードコート層の樹脂と部分的に架橋させる、いわゆる有機−無機ハイブリッドの手法が検討されている(特許文献4、特許文献5参照)。さらには、ハードコート層を多層化し、コート全体の厚さを大きくすることで、より高い表面硬度を得ようとする試みがなされている(特許文献6参照)。
しかしながら、これらの方法の具体例として示されたものは、基材としてポリカーボネート樹脂よりも元々鉛筆硬度が高いポリエチレンテレフタレートフィルムやセルローストリアセテートフィルムを用いて鉛筆硬度を4Hから6Hまで達成し、その効果を実証してはいるものの、薄いハードコート層だけでは鉛筆硬度を達成することができないために硬い下地層や無機材料の補助的機能が必須である。そのため、これらの下地層や無機材料は透明性を阻害する要因となり、液晶ディスプレイのような表示装置用としては不適である。
また、鉛筆硬度が低い樹脂であるポリカーボネート樹脂を用いて、2官能ウレタンアクリレート、多官能オリゴマー、多官能モノマー、単官能モノマーを含有し、特定の官能基数をもった紫外線硬化型樹脂よりなる塗膜を特定の膜厚でポリカーボネート樹脂基材上に2層に形成する試みがなされているが、鉛筆硬度は最大で4Hであり十分ではない(特許文献7参照)。
本発明は、上記課題に鑑みてなされたものであり、高い表面硬度を有していると共に、高透明性を有する樹脂積層体、及びこれを用いた成形方法を提供することを目的とする。
本発明者らは、表面硬度に優れながらも、高い透明性を有する樹脂積層体を得るために鋭意検討した結果、所定の三次元架橋型硬質樹脂組成物からなる硬質樹脂層と所定の熱可塑性樹脂層とを備えた樹脂積層体とすることで、これらを同時に達成できることを見出し、本発明を完成させた。
すなわち、本発明は、多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物を硬化させてなるガラス転移温度が200℃以上の少なくとも1層以上の硬質樹脂層、及び該硬質樹脂層の少なくとも一方の面に室温の弾性率E1と150℃での弾性率E2との比(E1/E2)が1〜500である熱可塑性樹脂層を有する樹脂積層体であって、硬質樹脂層が、単体での引っ張り弾性率2,000〜4,000メガパスカルであると共に、全光線透過率が90%以上であり、また、樹脂積層体の鉛筆硬度が6H以上であり、熱可塑性樹脂層の合計厚みt1と硬質樹脂層の厚みt2の比(t1/t2)が0.25以上10以下であることを特徴とする樹脂積層体である。なお、ここで「(メタ)アクリル」とは「メタクリル」と「アクリル」の両方の意味を有し、以下も同様である。
ここで、好適には、上記三次元架橋型硬質樹脂組成物に含まれる樹脂固形分100gあたりの(メタ)アクリル基モル数が0.6〜0.9であるのがよく、また、得られた硬質樹脂層の厚みが50μm以上250μm以下であるのがよい。
また、好適には、上記硬質樹脂層と熱可塑性樹脂層とが、接着層を介して積層されているのがよく、この接着層については、好ましくは、粘着性接着剤、感圧性接着剤、光硬化性接着剤、熱硬化性接着剤、又はホットメルト接着剤のいずれかであるのがよい。或いは、上記硬質樹脂層と熱可塑性樹脂層とが、易接着層を介して積層されるようにしてもよい。
更には、上記多官能(メタ)アクリル単量体について、好ましくは、かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体であることが好ましく、より好ましくは、下記式(1)
(R1SiO3/2)n(R2R3SiO2/2)m(R4R5R6SiO1/2)l (1)
(式中R1〜R6は炭素数1〜6のアルキル基、フェニル基、(メタ)アクリル基、(メタ)アクリロイルオキシアルキル基、ビニル基、オキシラン環を有する基であり、それぞれ同一の基であっても異なった基を含んでもよいが式中に少なくとも2個の(メタ)アクリル基を有し、n、m、lは平均値であって、nは6〜14の数であり、mは0〜4の数であり、lは0〜4の数でありm≦lを満たす。)で表されるものであるのがよい。
(R1SiO3/2)n(R2R3SiO2/2)m(R4R5R6SiO1/2)l (1)
(式中R1〜R6は炭素数1〜6のアルキル基、フェニル基、(メタ)アクリル基、(メタ)アクリロイルオキシアルキル基、ビニル基、オキシラン環を有する基であり、それぞれ同一の基であっても異なった基を含んでもよいが式中に少なくとも2個の(メタ)アクリル基を有し、n、m、lは平均値であって、nは6〜14の数であり、mは0〜4の数であり、lは0〜4の数でありm≦lを満たす。)で表されるものであるのがよい。
また、本発明は、上記樹脂積層体を熱成形することによって、所定の形状を付与させることを特徴とする樹脂積層体の成形方法である。更に、本発明は、これによって得られた所定の形状の樹脂積層体を金型内に装填し、熱可塑性樹脂を射出成形することにより、硬質樹脂層を有する樹脂積層体と熱可塑性樹脂とを一体化することを特徴とする成形方法である。
本発明によれば、透明性を維持したまま高い表面硬度を有し、かつ、衝撃や曲げに対して十分な耐性を有する樹脂積層体とすることができるため、成形や切削、打ち抜き等の加工性優れ、ディスプレイ面版やデザイン性にすぐれた筐体等として使用することができる。
以下、本発明について詳しく説明する。
<硬質樹脂層>
本発明の樹脂積層体における硬質樹脂層は、多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物を硬化させてなるものであり、そのガラス転移温度は200℃以上である。
本発明の樹脂積層体における硬質樹脂層は、多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物を硬化させてなるものであり、そのガラス転移温度は200℃以上である。
本発明において、多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物とは、例えば、(i) 多官能(メタ)アクリル単量体を含有し、硬化させることによって三次元架橋型構造を形成する組成物、(ii)かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体を含有する組成物、若しくは(iii)多官能(メタ)アクリル単量体を含有すると共に、それ自体が三次元架橋型構造を有する多官能(メタ)アクリレート共重合体等を含有した組成物、などであることが好ましく、又は、これらを混合したものでも良い。より好ましくは、かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体を含有するものであるのがよい。
このうち、上記硬化性かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体としては、下記一般式(1)で表されるものであるのが好ましい。
(R1SiO3/2)n(R2R3SiO2/2)m(R4R5R6SiO1/2)l (1)
(式中R1〜R6は炭素数1〜6のアルキル基、フェニル基、(メタ)アクリル基、(メタ)アクリロイルオキシアルキル基、ビニル基、オキシラン環を有する基であり、それぞれ同一の基であっても異なった基を含んでもよいが式中に少なくとも2個の(メタ)アクリル基を有し、n、m、lは平均値であって、nは6〜14の数であり、mは0〜4の数であり、lは0〜4の数でありm≦lを満たす。)
(R1SiO3/2)n(R2R3SiO2/2)m(R4R5R6SiO1/2)l (1)
(式中R1〜R6は炭素数1〜6のアルキル基、フェニル基、(メタ)アクリル基、(メタ)アクリロイルオキシアルキル基、ビニル基、オキシラン環を有する基であり、それぞれ同一の基であっても異なった基を含んでもよいが式中に少なくとも2個の(メタ)アクリル基を有し、n、m、lは平均値であって、nは6〜14の数であり、mは0〜4の数であり、lは0〜4の数でありm≦lを満たす。)
すなわち、上記かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体は、かごを構成するケイ素原子全てに(メタ)アクリル基を有する有機官能基又は(メタ)アクリロイルオキシアルキル基からなる反応性官能基を有して、分子量分布及び分子構造の制御されたものであるのが好ましいが、一部の官能基がアルキル基、フェニル基等に置き換わっていても差し支えなく、また、完全に閉じた多面体構造ではなく、一部が開裂したような構造であってもよい。一部か開裂した構造の場合、連結されるシリコーン鎖に(メタ)アクリル基を有していてもよい。
また、本発明で使用される硬質樹脂層1の三次元架橋型硬質樹脂組成物は、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートを併用することができる。上記多官能(メタ)アクリレートとしては、二官能(メタ)アクリレート及び三官能以上の(メタ)アクリレートが挙げられる。
二官能(メタ)アクリレートとしては、例えば、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ヘキサンジオール(メタ)アクリレート、長鎖脂肪族ジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ステアリン酸変性ペンタエリスリトールジ(メタ)アクリレート、プロピレンジ(メタ)アクリレート、グリセロール(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレートテトラエチレングリコールジ(メタ)アクリレート、テトラメチレングリコールジ(メタ)アクリレート、ブチレングリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ポリプロピレンジ(メタ)アクリレート、トリグリセロールジ(メタ)アクリレート、ネオペンチルグリコール変性トリメチロールプロパンジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、メトキシ化シクロヘキシルジ(メタ)アクリレート、アクリル化イソシアヌレート、ビス(アクリロキシネオペンチルグリコール)アジペート、ビスフェノールAジ(メタ)アクリレート、テトラブロモビスフェノールAジ(メタ)アクリレート、ビスフェノールSジ(メタ)アクリレート、ブタンジオールジ(メタ)アクリレート、フタル酸ジ(メタ)アクリレート、リン酸ジ(メタ)アクリレート、亜鉛ジ(メタ)アクリレート等が挙げられる。
また、三官能以上の(メタ)アクリレートとしては、例えば、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、グリセロールトリ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、アルキル変性ジペンタエリスリトールトリ(メタ)アクリレート、リン酸トリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、トリス(メタクリロキシエチル)イソシアヌレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジトリメチロールプロパンテトラアクリレート、アルキル変性ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、アルキル変性ジペンタエリスリトールペンタ(メタ)アクリレート、カルボン酸変性ジペンタエリストールペンタ(メタ)アクリレート、ウレタントリ(メタ)アクリレート、エステルトリ(メタ)アクリレート、ウレタンヘキサ(メタ)アクリレート、エステルヘキサ(メタ)アクリレート等が挙げられる。
なお、かご型シルセスキオキサン構造を有する多官能性(メタ)アクリレートは、その1種を単独で用いても良いし、2種以上を組み合わせて用いることもできる。
本発明における三次元架橋型硬質樹脂組成物からなる硬質樹脂層1は、三次元架橋型硬質樹脂組成物の固形分100gあたりの(メタ)アクリル基のモル数が0.6〜0.9の範囲であることが好ましく、また、その厚みは50μm以上250μm以下であることが好ましい。100gあたりの(メタ)アクリル基のモル数が0.6より少ないと十分な鉛筆硬度が得られず、0.9より多いと柔軟性がなくなり成形が困難となり、また、耐衝撃性が低下し、切削、打ち抜きなどの機械的加工が困難になる。また、厚みが50μm未満では十分な鉛筆硬度が得られず、厚みが250μmを超えると全光線透過率が低下し、ディスプレイ等に必要な透明性が得られないという問題がある。
三次元架橋型硬質樹脂組成物の固形分100gあたりの(メタ)アクリル基のモル数は以下の式で算出される。
(100gあたりの(メタ)アクリル基のモル数)=(100/分子量)×1分子中の(メタ)アクリル基の数
(100gあたりの(メタ)アクリル基のモル数)=(100/分子量)×1分子中の(メタ)アクリル基の数
なお、三次元架橋型硬質樹脂組成物として複数種の多官能(メタ)アクリル単量体を用いた場合は、配合割合に応じて算出した平均の(メタ)アクリル基数を用い、シリカ等の充填剤を配合した場合はその重量も含めた上で(メタ)アクリル基のモル数の平均値を算出する。すなわち、三次元架橋型硬質樹脂組成物の固形分中に存在する(メタ)アクリル基の単位質量あたりのモル濃度(モル/100g)に相当する。
硬質樹脂層を形成する三次元架橋型硬質樹脂組成物からなる硬質樹脂層1は、三次元架橋型硬質樹脂組成物の固形分の100gあたりの(メタ)アクリル基のモル数が0.6〜0.9の範囲から逸脱しない範囲で単官能性(メタ)アクリレートと組み合わせることができる。ただし、単官能(メタ)アクリレートを一定量以上配合すると、表面硬度が低下する傾向となるため、粘度調整等の目的で配合する場合も最低限にとどめることが望ましく、三次元架橋型硬質樹脂組成物に対して30重量%以下であることが好ましい。
単官能(メタ)アクリレートとしては、例えば、メチルアクリレート、エチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、sec−ブチルアクリレート、t−ブチルアクリレート、ペンチルアクリレート、ネオペンチルアクリレート、イソアミルアクリレート、ヘキシルアクリレート、ヘプチルアクリレート、オクチルアクリレート、2−エチルヘキシルアクリレート、n−オクチルアクリレート、イソオクチルアクリレート、ノニルアクリレート、イソノニルアクリレート、デシルアクリレート、イソデシルアクリレート、ウンデシルアクリレート、ドデシルアクリレート、トリデシルアクリレート、テトラデシルアクリレート、ペンタデシルアクリレート、イソミリスチルアクリレート、ヘキサデシルアクリレート、ヘプタデシルアクリレート、オクタデシルアクリレート、ノナデシルアクリレート、エイコデシルアクリレート、n−ラウリルアクリレート、ステアリルアクリレート等のアルキルアクリレート類、アクリロイルモルホリン、シクロへキシルアクリレート、ジシクロペンタニルアクリレート、ジシクロペンタニルオキシエチルアクリレート、ジシクロペンタニルアクリレート、フェニルアクリレート、ベンジルアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシブチルアクリレート、2−ヒドロキシ−3−フェニルオキシプロピルアクリレート、1,4−ブタンジオールモノアクリレート、2−ヒドロキシアルキルアクリロイルフォスフェート、4−ヒドロキシシクロヘキシルアクリレート、1,6−ヘキサンジオールモノアクリレート、ネオペンチルグリコールモノアクリレート、上記の水酸基含有アクリル酸エステル系化合物にε−カプロラクトン等の環状エステル化合物を付加させたもの、アルキルグリシジルエーテル、アリルグリシジルエーテル、グリシジルアクリレート等のグリシジル基含有化合物とアクリル酸との付加反応により得られる化合物、ポリエチレングリコールモノアクリレート、ポリプロピレングリコールモノアクリレート、テトラヒドロフルフリルアクリレート、イソボルニルアクリレート、(2−エチル−2−メチル−1,3−ジオキソラン−4−イル)メチルアクリレート、(2−イソブチル−2−メチル−1,3ジオキソラン−4−イル)メチルアクリレート等が挙げられる。
本発明の樹脂積層体を自動車や航空機の窓ガラス用として使用することを想定すると、直射日光により表面が高温となる。また、パソコンや携帯型電子機器などの筐体用として使用する場合には、機器内部に熱が発生する。そのため、硬質樹脂層は熱による変形を防ぐために耐熱性が必要となり、ガラス転移温度が200℃以上であることが必要である。なお、有機物を含んでいることを考慮し、有機物の分解が起こることなどから、硬質樹脂層のガラス転移温度の上限は450℃である。
また、本発明で使用される硬質樹脂層の単体での引っ張り弾性率が2,000〜4,000メガパスカルである。引っ張り弾性率が2,000メガパスカル未満であると樹脂積層体の鉛筆硬度が6H未満となり、4,000メガパスカルを超えると成形や切削、打ち抜き等の加工性が困難になるという問題がある。更に、本発明で使用される硬質樹脂層は、ディスプレイ面板に好適であることなどから、その全光線透過率は90%以上である必要がある。
本発明で使用される三次元架橋型硬質樹脂組成物は、これをラジカル共重合することにより、(メタ)アクリル樹脂共重合体を得ることができる。(メタ)アクリル樹脂共重合体の物性を改良するため、又はラジカル共重合を促進するためなどの目的で、本発明の三次元架橋型硬質樹脂組成物に種々の添加剤を配合することができる。反応を促進する添加剤として熱重合開始剤、熱重合促進剤、光重合開始剤、光開始助剤、鋭感剤等を例示することができる。光重合開始剤又は熱重合開始剤を配合する場合、その添加量は三次元架橋型硬質樹脂組成物の合計100重量部に対して、0.1〜5重量部の範囲とすることがよく、0.1〜3重量部の範囲とすることが更に好ましい。この添加量が0.1重量部に満たないと硬化が不十分となり、得られる硬質樹脂層の強度、剛性が低くなり、一方、5重量部を超えると硬質樹脂層の着色等の問題が生じるおそれがある。なお、ここで言う三次元架橋型硬質樹脂組成物の合計100重量部にはシリカ等の充填剤は含まれない。
三次元架橋型硬質樹脂組成物を光硬化性組成物とする場合に用いられる光重合開始剤としては、アセトフェノン系、ベンゾイン系、ベンゾフェノン系、チオキサンソン系、アシルホスフィンオキサイド系等の化合物を好適に使用することができる。より具体的には、2,2-ジメトキシ-1,2-ジフェニルエタン-1-オン、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン、2-ヒドロキシ-2-メチル-1-フェニル-プロパン-1-オン、1-[4-(2-ヒドロキシエトキシ)-フェニル]-2-ヒドロキシ-2-メチル-1-プロパン-1-オン、2-ヒロドキシ-1-[4-[4-(2-ヒドロキシ-2-メチル-プロピオニル)-ベンジル]フェニル]-2-メチル-プロパン-1-オン、フェニルグリオキシリックアシッドメチルエステル、2,4,6-トリメチルベンゾイル-ジフェニル-フォスフィンオキサイド、ビス(2,4,6-トリメチルベンゾイル)-フェニルフォスフィンオキサイド、1.2-オクタンジオン,1-[4-(フェニルチオ)-,2-(O-ベンゾイルオキシム)]、エタノン,1-[9-エチル-6-(2-メチルベンゾイル)-9H-カルバゾール-3-イル]-,1-(0-アセチルオキシム)、2,4,6−トリメチルベンゾイルジフェニルフォスフィンオキシド、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノプロパン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニルケトン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1−オン、ビス−2,6−ジメトキシベンゾイル−2,4,4−トリメチルペンチルフォスフィンオキサイド、ベンゾフェノン、チオキサントン、2−クロロチオキサントン、2,4−ジエチルチオキサントン、イソプロピルチオキサントン、1−クロロ−4−プロポキシチオキサントンを例示することができ、これらは一種単独で用いるほか、二種以上を併用することができる。
本発明で使用される三次元架橋型硬質樹脂組成物は、ラジカル重合開始剤を配合して加熱又は光照射によって硬化させることで平面や曲面など任意の形状で硬質樹脂層を製造することができる。加熱によって任意の形状の硬質樹脂層を製造する場合、その成形温度は、熱重合開始剤と促進剤の選択により、室温から200℃前後までの広い範囲から選択することができる。この場合、金型内やスチールベルト上で重合硬化させることで所望の形状の硬質樹脂層を得ることができる。
また、光照射によって硬質樹脂層を製造する場合、波長10〜400nmの紫外線や波長400〜700nmの可視光線を照射することで得ることができる。用いる光の波長は特に制限されるものではないが、特に波長200〜400nmの近紫外線が好適に用いられる。紫外線発生源として用いられるランプとしては、低圧水銀ランプ(出力:0.4〜4W/cm)、高圧水銀ランプ(40〜160W/cm)、超高圧水銀ランプ(173〜435W/cm)、メタルハライドランプ(80〜160W/cm)、パルスキセノンランプ(80〜120W/cm)、無電極放電ランプ(80〜120W/cm)等を例示することができる。これらの紫外線ランプは、各々その分光分布に特徴があるため、使用する光開始剤の種類に応じて選定される。
光照射によって本発明で使用される任意の形状の硬質樹脂層を得る方法としては、例えば、任意のキャビティ形状を有し、石英ガラス等の透明素材で構成された金型内に三次元架橋型硬質樹脂組成物を注入し、上記の紫外線ランプで紫外線を照射して重合硬化を行い、金型から脱型させることで所望の形状の成形体(硬質樹脂層)を製造する方法が挙げられる。金型を用いない場合には、例えば移動するスチールベルト上にドクターブレードやロール状のコーターを用いて本発明の三次元架橋型硬質樹脂組成物を塗布し、上記の紫外線ランプで重合硬化させることで、シート状の成形体を製造する方法等を例示することができる。
なお、このように紫外線照射法により三次元架橋型硬質樹脂組成物を硬化せしめる場合には、紫外線硬化反応はラジカル反応であるため酸素による反応阻害を受ける。そのため、三次元架橋型硬質樹脂組成物の硬化反応における酸素による反応阻害を抑制するという観点から、三次元架橋型硬質樹脂組成物を塗布した後にその表面を透明なプラスチックフィルムからなるカバー層で覆うことが好ましい。また、このように三次元架橋型硬質樹脂組成物の表面をカバー層で覆うことより、三次元架橋型硬質樹脂組成物の表面における酸素濃度1%以下にすることが好ましく、0.1%以下にすることが好ましい。このように酸素濃度を小さくするためには、表面に空孔がなく、酸素透過率の小さい透明なプラスチックフィルムを採用することが好ましい。このようなフィルムの材質としては、例えば、PET(ポリエチレンテレフタレート)、PEN(ポリエチレンナフタレート)、PBT(ポリブチレンフタレート)、PC(ポリカーボネート)、ポリプロピレン、ポリエチレン、アセテート樹脂、アクリル系樹脂、フッ化ビニル系樹脂、ポリアミド、ポリアリレート、セロファン、ポリエーテルスルホン、ノルボルネン系樹脂等のプラスチックが挙げられる。これらのプラスチックは、1種を単独でまたは2種以上を組み合わせて使用することができる。
上記プラスチックフィルムは、三次元架橋型硬質樹脂組成物からなる硬質樹脂層及び熱可塑性樹脂層との剥離が可能でなければならないため、プラスチックフィルムの表面にシリコーン塗布、フッ素塗布等の易剥離処理が施されているものを用いることが好ましい。
また、上記プラスチックフィルムは、保護シート6として使用することができる。保護シート6として使用する場合、耐熱性、透明性、耐候性、耐溶剤性、剛度、コストの観点から、ポリエチレンテレフタレートフィルム、もしくはポリカーボネートフィルムを用いることが好ましい。
<熱可塑性樹脂層>
本発明に使用される熱可塑性樹脂層3(3b)としては、透明性に優れることが望ましく、ポリエチレンテレフタレート(PET)、トリアセチルセルロース(TAC)、ポリエチレンナフタレート(PEN)、ポリメチルメタクリレート(PMMA)、ポリカーボネート(PC)、ポリイミド(PI)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリビニルアルコール(PVA)、ポリ塩化ビニル(PVC)、シクロオレフィンコポリマー(COC)、含ノルボルネン樹脂、ポリエーテルスルホン、セロファン、芳香族ポリアミド等の各種樹脂フィルムを好適に使用することができ、耐熱性、透明性、耐候性、耐溶剤性、硬度、成形性、剛度、コストの観点から、ポリエチレンテレフタレート、ポリメチルメタクリレート、もしくはポリカーボネートを用いることが好ましい。これらのフィルムは無延伸のものも、延伸加工を施したものも使用可能である。
本発明に使用される熱可塑性樹脂層3(3b)としては、透明性に優れることが望ましく、ポリエチレンテレフタレート(PET)、トリアセチルセルロース(TAC)、ポリエチレンナフタレート(PEN)、ポリメチルメタクリレート(PMMA)、ポリカーボネート(PC)、ポリイミド(PI)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリビニルアルコール(PVA)、ポリ塩化ビニル(PVC)、シクロオレフィンコポリマー(COC)、含ノルボルネン樹脂、ポリエーテルスルホン、セロファン、芳香族ポリアミド等の各種樹脂フィルムを好適に使用することができ、耐熱性、透明性、耐候性、耐溶剤性、硬度、成形性、剛度、コストの観点から、ポリエチレンテレフタレート、ポリメチルメタクリレート、もしくはポリカーボネートを用いることが好ましい。これらのフィルムは無延伸のものも、延伸加工を施したものも使用可能である。
本発明で使用される熱可塑樹脂層の室温の弾性率E1と150℃での弾性率E2との比(E1/E2)は1〜500の範囲である。150℃とは後述の成形の際の金型もしくは射出成形樹脂の標準の温度を想定しており、この温度での弾性率より室温での弾性率のほうが高いと、硬質樹脂層によるスプリングバックによって成形したときの形状が維持できなくなる。したがって、室温の弾性率と150℃での弾性率の比が大きいほど成形温度での成形がしやすく、室温で形状が保持しやすくなる。しかしながら、弾性率比が500を超えると樹脂積層体の鉛筆硬度が6H未満となることや熱成形時の形状の制御が困難になるというという問題がある。なお、弾性率比の測定には熱可塑性樹脂層を室温から230℃まで5℃/minの昇温速度で動的粘弾性測定し、室温及び150℃貯蔵弾性率(E')の比を求めた。なお、本発明で言う室温とはおおよそ23〜27℃の温度を言い、弾性率測定においては25℃を基準とした。
本発明で使用される熱可塑性樹脂層の合計厚みと硬質樹脂層の厚みの比(熱可塑性樹脂層/硬質樹脂層)は0.25以上10以下である。厚みの比が0.25未満であると成形や切削、打ち抜き等の加工性が困難になるという問題があり、10を超えると鉛筆硬度が6H未満になるという問題がある。なお、熱可塑性樹脂層の厚み(複数層の場合にはその合計)については、30μm〜1000μmであるのがよい。30μm未満であると射出成形で硬質樹脂層に割れやひびが発生するという問題があり、反対に1000μmを超えると鉛筆硬度が6H未満になることや加工が困難になると言う問題がある。
本発明に係る樹脂積層体の硬質樹脂層1と熱可塑性樹脂層3とはフィルム状、シート状いずれかのバインダー層2により積層することができる。このバインダー層2としては、その厚みが0.01〜30μm、好ましくは0.1〜10μmであるのがよい。0.01μm未満では十分な接着効果を得ることが難しく、30μm以上では樹脂積層体の鉛筆硬度が十分得られなくなる。なお、ここにおけるバインダー層2は下記接着層又は易接着層のいずれであってもよい。
<接着層>
バインダー層2を構成するものとしては、粘着性接着剤、感圧性接着剤、光硬化性接着剤、熱硬化性接着剤及びホットメルト接着剤を用いた接着層を挙げることができ、このようなものとしてアクリル接着剤、ウレタン接着剤、エポキシ接着剤ポリエステル接着剤、ポリビニルアルコール接着剤、ポリオレフィン接着剤、変性ポリオレフィン接着剤、ポリビニルアルキルエーテル接着剤、ゴム接着剤、塩化ビニル・酢酸ビニル接着剤、スチレン・ブタジエン・スチレン共重合体(SBS共重合体)接着剤、その水素添加物(SEBS共重合体) 接着剤、エチレン・酢酸ビニル共重合体、エチレン-スチレン共重合体などのエチレン接着剤、エチレン・メタクリル酸メチル共重合体、エチレン・アクリル酸メチル共重合体、エチレン・メタクリル酸エチル共重合体、エチレン・アクリル酸エチル共重合体などのアクリル酸エステル接着剤、などを挙げられるが、接着性、透明性、加工性が良好であれば特に限定されるものではない。
バインダー層2を構成するものとしては、粘着性接着剤、感圧性接着剤、光硬化性接着剤、熱硬化性接着剤及びホットメルト接着剤を用いた接着層を挙げることができ、このようなものとしてアクリル接着剤、ウレタン接着剤、エポキシ接着剤ポリエステル接着剤、ポリビニルアルコール接着剤、ポリオレフィン接着剤、変性ポリオレフィン接着剤、ポリビニルアルキルエーテル接着剤、ゴム接着剤、塩化ビニル・酢酸ビニル接着剤、スチレン・ブタジエン・スチレン共重合体(SBS共重合体)接着剤、その水素添加物(SEBS共重合体) 接着剤、エチレン・酢酸ビニル共重合体、エチレン-スチレン共重合体などのエチレン接着剤、エチレン・メタクリル酸メチル共重合体、エチレン・アクリル酸メチル共重合体、エチレン・メタクリル酸エチル共重合体、エチレン・アクリル酸エチル共重合体などのアクリル酸エステル接着剤、などを挙げられるが、接着性、透明性、加工性が良好であれば特に限定されるものではない。
<易接着層>
また、バインダー層2を構成する別のものとしては、易接着層が挙げられる。易接着層は難接着性である樹脂層の表面に化学的易接着能もしくは物理的易接着能を施す処理をされた層である。化学的易接着能とは基材層上に官能基を有する樹脂の薄膜層を形成し、硬質樹脂層と化学的結合を形成することで密着力を得るものであり、物理的易接着能とは、基材上に凹凸を有する樹脂薄膜層又は無機薄膜層を形成することで、アンカー効果により硬質樹脂層との密着力を得るものである。化学的易接着能を有する材料としては、多官能(メタ)アクリレート類、エポキシ類、チオール基含有化合物等が挙げられ、物理的易接着能を有する材料としては、SiO2、SiN、SiC等の蒸着膜等が挙げられる。
また、バインダー層2を構成する別のものとしては、易接着層が挙げられる。易接着層は難接着性である樹脂層の表面に化学的易接着能もしくは物理的易接着能を施す処理をされた層である。化学的易接着能とは基材層上に官能基を有する樹脂の薄膜層を形成し、硬質樹脂層と化学的結合を形成することで密着力を得るものであり、物理的易接着能とは、基材上に凹凸を有する樹脂薄膜層又は無機薄膜層を形成することで、アンカー効果により硬質樹脂層との密着力を得るものである。化学的易接着能を有する材料としては、多官能(メタ)アクリレート類、エポキシ類、チオール基含有化合物等が挙げられ、物理的易接着能を有する材料としては、SiO2、SiN、SiC等の蒸着膜等が挙げられる。
図1には、本発明に係る樹脂積層体の実施形態の一例として、第1の実施態様が示されている。この樹脂積層体は、図1に示す如く、熱可塑性樹脂層3の両面にバインダー層2を介して、上下両面に硬質樹脂層1を形成し、更に一方の硬質樹脂層1の下面には印刷層4を備えた構造を有して、これらの表裏の最表面には保護シート6を形成したものである。このうち、各バインダー層2は、硬質樹脂層1と熱可塑性樹脂層3を一体化せしめるための接着層として機能している。
図1に示したように、本発明に係る樹脂積層体の下面に印刷層4を形成することにより模様、文字等を構成することができる。印刷層4の印刷柄としては、木目、石目、布目、砂目、幾何学模様、文字、全面ベタ、メタリック等の絵柄が挙げられ、任意に設定できる。
印刷層4には硬質樹脂層や熱可塑性樹脂層との相性がよい樹脂成分が配合されていることが好ましく、例えば、塩化ビニル/酢酸ビニル共重合体等のポリビニル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリウレタン系樹脂、ポリビニルアセタール系樹脂、ポリエステルウレタン系樹脂、セルロースエステル系樹脂、アルキッド樹脂、塩素化ポリオレフィン樹脂等が挙げられる。このような樹脂成分を配合することで、印刷の剥離や脱落を抑制することができる。また、印刷層4の形成に際しては、適切な色の顔料又は染料を含有する着色剤を用いることができる。
印刷層4の形成方法としては、例えば、オフセット印刷法、グラビア輪転印刷法、スクリーン印刷法等の印刷法、ロールコート法、スプレーコート法等のコート法及びフレキソグラフ印刷法が挙げられる。また、印刷層4の厚さとしては、本積層シート、本フィルム積層成形品又は本積層シート積層成形品において所望の表面外観が得られるように適宜厚さを選択すれば良く、通常、0.5〜30μm程度であるのが望ましい。
本発明の樹脂積層体については、第2、第3の実施態様として、例えば、図2、図3に示す構造を例示することができる。
このうち、図2に示される第2の実施態様においては、熱可塑性樹脂層3の上面に印刷層4を形成し、その印刷層4側上部と印刷層4が形成されていない側とにそれぞれ感圧性接着剤層5を挟み、印刷層4側に硬質樹脂層1を、また、印刷層4が形成されていない側に熱可塑性樹脂層3bを形成し、その両面に保護シート6を形成している。
この図2において、使用される熱可塑性樹脂3としては、透明性である限り特に限定されないがポリメチルメタクリレート(PMMA)が好ましい。熱可塑性樹脂3がPMMAだとPCに比べ、熱可塑性樹脂が厚い場合に硬質樹脂層が下限値に近い厚みでも高い鉛筆硬度とすることができる。
一方、図3に示される第3の実施態様においては、熱可塑性樹脂3の上面にバインダー2を挟み硬質樹脂層1を形成し、また、熱可塑性樹脂層3の下面に印刷層4を形成し、印刷層4が形成されている熱可塑性樹脂層3下面には、バインダー層2又は感圧性接着剤層5を介して熱可塑性樹脂3bを形成し、その両面に保護シート6を形成している。このような第3の実施態様における樹脂積層体は、例えば、より曲率半径rが小さい形状の加工に適している。
図2及び図3の実施態様において用いた感圧性接着剤層5は、公知の感圧性接着剤を用いることができる。具体的には、例えば、天然ゴム系樹脂、合成ゴム系樹脂、シリコーン系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、ウレタン系樹脂等の粘着剤を用いることができる。これらの接着剤は、必要な光透過性、粘着性、耐候性を得ることができればこれに限定されるものではない。また、層構成によっては、色素の劣化を防止するために、紫外線を吸収する効果のあるUV吸収剤(ベンゾトリアゾールなど)を粘着剤に含めることが望ましい。
感圧性接着剤層5としては、その平均厚みが0.01〜30μm、好ましくは0.1〜10μmであるのがよい。0.01μm未満では十分な接着強度を得ることができず、また印刷層の凹凸を吸収して平坦化する効果も低下する。また、30μm以上では積層体の鉛筆硬度が十分得られなくなる。
本発明の実施態様図2、3おいては、樹脂積層体の状態で熱成形により三次元的形状を付与することができる。図2、3における熱可塑性樹脂層3及び3bは熱により成形可能であり、硬質樹脂層1は十分な柔軟性を有するため熱可塑性樹脂層の形状に追従してバインダー層2を介して一体成型品とすることができる。熱形成としては真空成形、圧空成形、プレス成形等が挙げられる。
また、本発明の実施態様図2に示す樹脂積層体のような層構成の場合、あらかじめ別々に所定の形状に成形したAパーツ、Bパーツを用いて、感圧性接着層5を介して貼り合わせるようにしてもよい。すなわち、保護シート6、硬質樹脂層1、感圧性接着剤層5、印刷層4、及び熱可塑性樹脂層3を備えたAパーツと、熱可塑性樹脂層3b及び保護シート6からなるBパーツとを、感圧性接着剤層5を介して貼り合せて得ることができる。
また、本発明の実施態様図3に示す樹脂積層体については、所望の形状の金型内にCパーツ(保護シート6、硬質樹脂層1、バインダー層2、熱可塑性樹脂層3、印刷層4、及びバインダー層2(又は感圧性接着剤層5))を装填したうえで、熱可塑性樹脂層3bを射出成型によって注入し、更に保護シート6を設けてBパーツ(熱可塑性樹脂層3b及び保護シート6)を形成してもよい。
なお、実施態様図1〜3にはそれぞれ印刷層4が形成されているが、印刷層4は省略することもできるし、また、積層体製造プロセスに合わせて任意の層間に任意の印刷方法で形成すればよい。
図3に示したように、本発明においては、必要に応じて熱成形して所定の形状にした樹脂積層体を金型内に装填し、熱可塑性樹脂を射出成形することにより、熱可塑性樹脂と一体化させることができる。このように射出成形する熱可塑性樹脂は、透明性を有するものが望ましく、ポリエチレンテレフタレート(PET)、トリアセチルセルロース(TAC)、ポリエチレンナフタレート(PEN)、ポリメチルメタクリレート(PMMA)、ポリカーボネート(PC)、ポリイミド(PI)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリビニルアルコール(PVA)、ポリ塩化ビニル(PVC)、シクロオレフィンコポリマー(COC)、含ノルボルネン樹脂、ポリエーテルスルホン、セロファン、芳香族ポリアミド等の各種樹脂フィルムを好適に使用することができるが、耐熱性、透明性、耐候性、耐溶剤性、剛度、コストの観点から、ポリエチレンテレフタレート、ポリメチルメタクリレート、もしくはポリカーボネートを用いることが好ましく、耐衝撃性の観点から、ポリカーボネートが特に好ましい。
以下、実施例を用いて本発明をさらに詳しく説明する。なお、本発明で用いた評価方法及び記号は以下のとおりである。
1)鉛筆硬度:JIS K 5600に準じて測定した。
2)全光線透過率:JIS K 7361−1に準じて測定した。
3)膜厚:(株)ミツトヨ製ID−SXを用いて測定した。
4)引張り弾性率:JIS K 7127に準じて測定した。
5)加工性:ルーター加工機(メガロテクニカ社製)にルーター刃(内山刃物製、刃径2mm、直刃)を取り付け、実施例で得られた樹脂積層体を回転数20,000rpm、送り速度900mm/分の加工条件で切削加工を行い、切断面の顕微鏡観察を行い切断面に欠け(チッピング)が観察されたものを×、観察されなかったものを○とした。
6)成形性:下記真空圧空成形、もしくは射出成形実施後の得られた成形体を観察し、10回の試行のうち割れ、ひび、破断、白化のいずれかが2回以上見られたものを×、1回以内のものを△、すべて良好な状態であったものを○とした。
2)全光線透過率:JIS K 7361−1に準じて測定した。
3)膜厚:(株)ミツトヨ製ID−SXを用いて測定した。
4)引張り弾性率:JIS K 7127に準じて測定した。
5)加工性:ルーター加工機(メガロテクニカ社製)にルーター刃(内山刃物製、刃径2mm、直刃)を取り付け、実施例で得られた樹脂積層体を回転数20,000rpm、送り速度900mm/分の加工条件で切削加工を行い、切断面の顕微鏡観察を行い切断面に欠け(チッピング)が観察されたものを×、観察されなかったものを○とした。
6)成形性:下記真空圧空成形、もしくは射出成形実施後の得られた成形体を観察し、10回の試行のうち割れ、ひび、破断、白化のいずれかが2回以上見られたものを×、1回以内のものを△、すべて良好な状態であったものを○とした。
[合成例1]
撹拌機、滴下ロート、温度計を備えた反応容器に、溶媒として2−プロパノール(IPA)400mlと塩基性触媒として5%テトラメチルアンモニウムヒドロキシド水溶液(TMAH水溶液)を装入した。滴下ロートにIPA150mlと3−メタクリロキシプロピルトリメトキシシラン(MTMS:東レ・ダウコーニング・シリコーン株式会社製SZ−6030)126.9 g を入れ、反応容器を撹拌しながら、室温でMTMSのIPA 溶液を30分かけて滴下した。MTMS 滴下終了後、加熱することなく2時間撹拌した。2間撹拌後溶媒を減圧下で溶媒を除去し、トルエン500mlで溶解した。反応溶液を飽和食塩水で中性になるまで水洗した後、無水硫酸マグネシウムで脱水した。無水硫酸マグネシウムをろ別し、濃縮することでメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物を86g得た。このシルセスキオキサンは種々の有機溶剤に可溶な無色の粘性液体であった。
撹拌機、滴下ロート、温度計を備えた反応容器に、溶媒として2−プロパノール(IPA)400mlと塩基性触媒として5%テトラメチルアンモニウムヒドロキシド水溶液(TMAH水溶液)を装入した。滴下ロートにIPA150mlと3−メタクリロキシプロピルトリメトキシシラン(MTMS:東レ・ダウコーニング・シリコーン株式会社製SZ−6030)126.9 g を入れ、反応容器を撹拌しながら、室温でMTMSのIPA 溶液を30分かけて滴下した。MTMS 滴下終了後、加熱することなく2時間撹拌した。2間撹拌後溶媒を減圧下で溶媒を除去し、トルエン500mlで溶解した。反応溶液を飽和食塩水で中性になるまで水洗した後、無水硫酸マグネシウムで脱水した。無水硫酸マグネシウムをろ別し、濃縮することでメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物を86g得た。このシルセスキオキサンは種々の有機溶剤に可溶な無色の粘性液体であった。
[実施例1]
(硬質樹脂層の作成)
上記合成例で得たメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物:23重量部、ジペンタエリスリトールヘキサアクリレート:39重量部、ジシクロペンタニルジアクリレート:32重量部、ウレタンアクリレートオリゴマー1:6重量部、光重合開始剤として1−ヒドロキシシクロヘキシルフェニルケトン:2.5重量部を混合し、透明な三次元架橋型硬質樹脂組成物を得た。得られた三次元架橋型硬質樹脂組成物について、先に説明した式を用いて三次元架橋型硬質樹脂組成物に含まれる樹脂固形分100gあたりの(メタ)アクリル基モル数を求めたところ、0.76であった。表1には、この三次元架橋型硬質樹脂組成物の組成を示している。
(硬質樹脂層の作成)
上記合成例で得たメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物:23重量部、ジペンタエリスリトールヘキサアクリレート:39重量部、ジシクロペンタニルジアクリレート:32重量部、ウレタンアクリレートオリゴマー1:6重量部、光重合開始剤として1−ヒドロキシシクロヘキシルフェニルケトン:2.5重量部を混合し、透明な三次元架橋型硬質樹脂組成物を得た。得られた三次元架橋型硬質樹脂組成物について、先に説明した式を用いて三次元架橋型硬質樹脂組成物に含まれる樹脂固形分100gあたりの(メタ)アクリル基モル数を求めたところ、0.76であった。表1には、この三次元架橋型硬質樹脂組成物の組成を示している。

なお、表1中の略号は次のとおりである。
A:合成例1で得られた化合物
B:ジペンタエリスリトールヘキサアクリレート(日本化薬(株)製KAYARAD DPHA)
C:トリメチロールプロパントリメタクリレート(共栄社化学(株)製ライトエステルTMP)
D:ペンタエリスリトールトリアクリレート(共栄社化学(株)製ライトアクリレートPE−3A)
E:カプロラクトン変性ジペンタエリスリトールヘキサアクリレート1(日本化薬(株)製KAYARAD DPCA-20)
F:カプロラクトン変性ジペンタエリスリトールヘキサアクリレート2(日本化薬(株)製KAYARAD DPCA-30)
G:ジシクロペンタニルジアクリレート(ジメチロールトリシクロデカンジアクリレート)(共栄社化学(株)製ライトアクリレートDCP−A)
H:ジシクロペンタニルジメタクリレート(新中村化学(株)製NKエステルDCP)
I:ポリメチルメタクリレート(PMMA)((株)クラレ製 パラペットLW:重量平均分子量約34000)
J:ウレタンアクリレートオリゴマー1(共栄社化学(株)製UF−503:数平均分子量約8800)
K:ウレタンアクリレートオリゴマー2(新中村化学(株)製NKオリゴUA−122P:数平均分子量約1100)
L:1−ヒドロキシシクロヘキシルフェニルケトン(重合開始剤、BASFジャパン(株)製IRGACURE184)
A:合成例1で得られた化合物
B:ジペンタエリスリトールヘキサアクリレート(日本化薬(株)製KAYARAD DPHA)
C:トリメチロールプロパントリメタクリレート(共栄社化学(株)製ライトエステルTMP)
D:ペンタエリスリトールトリアクリレート(共栄社化学(株)製ライトアクリレートPE−3A)
E:カプロラクトン変性ジペンタエリスリトールヘキサアクリレート1(日本化薬(株)製KAYARAD DPCA-20)
F:カプロラクトン変性ジペンタエリスリトールヘキサアクリレート2(日本化薬(株)製KAYARAD DPCA-30)
G:ジシクロペンタニルジアクリレート(ジメチロールトリシクロデカンジアクリレート)(共栄社化学(株)製ライトアクリレートDCP−A)
H:ジシクロペンタニルジメタクリレート(新中村化学(株)製NKエステルDCP)
I:ポリメチルメタクリレート(PMMA)((株)クラレ製 パラペットLW:重量平均分子量約34000)
J:ウレタンアクリレートオリゴマー1(共栄社化学(株)製UF−503:数平均分子量約8800)
K:ウレタンアクリレートオリゴマー2(新中村化学(株)製NKオリゴUA−122P:数平均分子量約1100)
L:1−ヒドロキシシクロヘキシルフェニルケトン(重合開始剤、BASFジャパン(株)製IRGACURE184)
次に、ロールコーターを用いて、厚さ0.15mmになるように剥離処理されたPET上に三次元架橋型硬質樹脂組成物をキャスト(流延)し、別の剥離処理されたPETをキャストされた三次元架橋型硬質樹脂組成物にラミネートしたのち30W/cmの高圧水銀ランプを用い、4000mJ/cm2の積算露光量で硬化させ、剥離処理されたPETをすべて剥離除去することで所定の厚み(150μm)としたシート状の硬質樹脂層を得た。得られた硬質樹脂層について、ガラス転移温度を測定したところ300℃までの測定では観測されなかった。また、この硬質樹脂層の引っ張り弾性率及び全光線透過率を測定した。結果を表1に示す。
(樹脂積層体の作成)
ポリカーボネート(帝人社製PC−1151、200mm×200mm×厚さ0.5mm)にカチオン系光硬化性接着剤(協立化学産業社製)を5μmの厚みになるように塗布流延した後、上記で得られた硬質樹脂層をポリカーボネートの片面側全面に貼り合せ、圧着したのち、メタルハライドランプにて紫外線を500mJ/cm2の割合で両面から照射し、硬質樹脂層に保護シートを付けることで樹脂積層体(Aパーツ)を得た。なお、ここで熱可塑性樹脂層として用いたポリカーボネートについて、室温(25℃)から230℃まで5℃/minの昇温速度で動的粘弾性(DMA)を測定し、室温での貯蔵弾性率E1と150℃での貯蔵弾性率E2とから、弾性率比(E1/E2)を求めたところ、1.35であった。
ポリカーボネート(帝人社製PC−1151、200mm×200mm×厚さ0.5mm)にカチオン系光硬化性接着剤(協立化学産業社製)を5μmの厚みになるように塗布流延した後、上記で得られた硬質樹脂層をポリカーボネートの片面側全面に貼り合せ、圧着したのち、メタルハライドランプにて紫外線を500mJ/cm2の割合で両面から照射し、硬質樹脂層に保護シートを付けることで樹脂積層体(Aパーツ)を得た。なお、ここで熱可塑性樹脂層として用いたポリカーボネートについて、室温(25℃)から230℃まで5℃/minの昇温速度で動的粘弾性(DMA)を測定し、室温での貯蔵弾性率E1と150℃での貯蔵弾性率E2とから、弾性率比(E1/E2)を求めたところ、1.35であった。
(真空圧空成形実施例)
上記で得られた樹脂積層体(Aパーツ)をシリコンラバー(厚さ0.8mm)で上下から挟み込み、圧空5気圧、上下の型温150℃〜250℃で樹脂積層体(Aパーツ)を圧空までのディレイ10秒、圧力保持時間30秒することで、4辺に曲面を有し(曲率半径a:8mm)、図5に示す断面形状を有する曲面形状(高さb:7mm)に樹脂積層体(Aパーツ)を成形した。得られた樹脂積層体の成形体について、硬質樹脂層の表面の鉛筆硬度を測定したところ8Hであった。また、上述した樹脂積層体の加工性及び成形性の評価を行った。結果をまとめて表2に示す。
上記で得られた樹脂積層体(Aパーツ)をシリコンラバー(厚さ0.8mm)で上下から挟み込み、圧空5気圧、上下の型温150℃〜250℃で樹脂積層体(Aパーツ)を圧空までのディレイ10秒、圧力保持時間30秒することで、4辺に曲面を有し(曲率半径a:8mm)、図5に示す断面形状を有する曲面形状(高さb:7mm)に樹脂積層体(Aパーツ)を成形した。得られた樹脂積層体の成形体について、硬質樹脂層の表面の鉛筆硬度を測定したところ8Hであった。また、上述した樹脂積層体の加工性及び成形性の評価を行った。結果をまとめて表2に示す。
[実施例2]
(硬質樹脂層の作成)
上記合成例1で得たメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物:23重量部、ジペンタエリスリトールヘキサアクリレート:39重量部、ジシクロペンタニルジアクリレート:32重量部、ウレタンアクリレートオリゴマー1:6重量部、光重合開始剤として1−ヒドロキシシクロヘキシルフェニルケトン:2.5重量部を混合し、表1に示した組成を有して、透明な三次元架橋型硬質樹脂組成物を得た。
(硬質樹脂層の作成)
上記合成例1で得たメタクリロイル基を全てのケイ素原子上に有した篭型シルセスキオキサン化合物:23重量部、ジペンタエリスリトールヘキサアクリレート:39重量部、ジシクロペンタニルジアクリレート:32重量部、ウレタンアクリレートオリゴマー1:6重量部、光重合開始剤として1−ヒドロキシシクロヘキシルフェニルケトン:2.5重量部を混合し、表1に示した組成を有して、透明な三次元架橋型硬質樹脂組成物を得た。
次に、ロールコーターを用いて、易接着処理された200mm×200mm×厚さ100μmのPET上に、厚さ0.10mmになるように三次元架橋型硬質樹脂組成物をキャスト(流延)し、別の剥離処理された同じサイズのPETを保護シートとして、キャストされた三次元架橋型硬質樹脂組成物にラミネートしたのち、30W/cmの高圧水銀ランプを用いて4000mJ/cm2の積算露光量で硬化させ、硬質樹脂層(100μm)の表裏両面に熱可塑性樹脂層としてのPETを有したシートを得た。得られたシートの易接着処理された熱可塑性樹脂層の易接着面と反対面に印刷層、バインダー層を設け樹脂積層体(Cパーツ)を得た。なお、このCパーツにおける硬質樹脂層のガラス転移温度は300℃までの測定では観測されず、単独での引っ張り弾性率及び全光線透過率は表1に示したとおりである。また、熱可塑性樹脂層として用いたPETの弾性率比(E1/E2)についても表1にまとめて示す。
(真空圧空成形実施例)
得られた樹脂積層体(Cパーツ)をシリコンラバー(厚さ0.8mm)で上下から挟み込み、圧空5気圧、上下の型温150℃〜250℃で樹脂積層体(Cパーツ)を圧空までのディレイ10秒、圧力保持時間30秒することで、実施例1と同様な曲面形状に成形した。得られた樹脂積層体の成形体について、硬質樹脂層の鉛筆硬度を測定したところ7Hであった。また、上述した樹脂積層体の加工性及び成形性の評価を行った。結果をまとめて表2に示す。
得られた樹脂積層体(Cパーツ)をシリコンラバー(厚さ0.8mm)で上下から挟み込み、圧空5気圧、上下の型温150℃〜250℃で樹脂積層体(Cパーツ)を圧空までのディレイ10秒、圧力保持時間30秒することで、実施例1と同様な曲面形状に成形した。得られた樹脂積層体の成形体について、硬質樹脂層の鉛筆硬度を測定したところ7Hであった。また、上述した樹脂積層体の加工性及び成形性の評価を行った。結果をまとめて表2に示す。
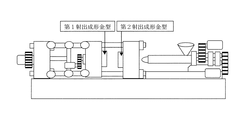
(射出成形実施例)
次に、曲面成形された樹脂積層体(Cパーツ)を図4の第1射出成形金型内に装填した後、第1射出成形金型の上に第2射出成形金型を重ね合わせ、この状態で射出ゲートより金型内のキャビティーに、予め120℃で24時間乾燥せしめたポリカーボネート樹脂(サビック社製、商品名「HFD1810」)を、樹脂温度320℃、金型温度90℃〜120℃、型内圧力300−500kg/cm2、射出時間5秒の条件で射出することによって、図3に示すような硬質樹脂層を有する樹脂積層体(Cパーツ)と熱可塑性樹脂(Bパーツ)500μmを一体化した射出成形体を得た。
次に、曲面成形された樹脂積層体(Cパーツ)を図4の第1射出成形金型内に装填した後、第1射出成形金型の上に第2射出成形金型を重ね合わせ、この状態で射出ゲートより金型内のキャビティーに、予め120℃で24時間乾燥せしめたポリカーボネート樹脂(サビック社製、商品名「HFD1810」)を、樹脂温度320℃、金型温度90℃〜120℃、型内圧力300−500kg/cm2、射出時間5秒の条件で射出することによって、図3に示すような硬質樹脂層を有する樹脂積層体(Cパーツ)と熱可塑性樹脂(Bパーツ)500μmを一体化した射出成形体を得た。
[実施例3〜10及び比較例1〜4]
配合組成を表1に示す重量割合とした他は、実施例3、実施例7、実施例10及び比較例2においては実施例1と同様に、実施例4、実施例5、実施例6、実施例8、実施例9、比較例1、比較例3及び比較例4においては実施例2と同様にして硬質樹脂層及び樹脂積層体を得た。得られた成形体の評価結果を併せて表2に示す。なお、得られた硬質樹脂層について、ガラス転移温度を測定したところ、いずれも300℃までの測定では観測されなかった。
配合組成を表1に示す重量割合とした他は、実施例3、実施例7、実施例10及び比較例2においては実施例1と同様に、実施例4、実施例5、実施例6、実施例8、実施例9、比較例1、比較例3及び比較例4においては実施例2と同様にして硬質樹脂層及び樹脂積層体を得た。得られた成形体の評価結果を併せて表2に示す。なお、得られた硬質樹脂層について、ガラス転移温度を測定したところ、いずれも300℃までの測定では観測されなかった。
[合成例2]
ジシクロペンタニルアクリレート4.0モル(825g)、2−ヒドロキシエチルメタクリレート3.0モル(390g)、1,4−ブタンジオールジアクリレート3.0モル(595g)、2,4−ジフェニル−4−メチル−1−ペンテン4.0モル(889g)、トルエン2400mlを10.0Lの反応器内に投入し、90℃で240mmolの過酸化ベンゾイルを添加し、6時間反応させた。重合反応を冷却により停止させた後、室温で反応混合液を大量のヘキサンに投入し、重合体を析出させた。得られた重合体をヘキサンで洗浄し、濾別、乾燥、秤量して、共重合体A(三次元架橋型硬質樹脂)615g(収率:34%)を得た。
ジシクロペンタニルアクリレート4.0モル(825g)、2−ヒドロキシエチルメタクリレート3.0モル(390g)、1,4−ブタンジオールジアクリレート3.0モル(595g)、2,4−ジフェニル−4−メチル−1−ペンテン4.0モル(889g)、トルエン2400mlを10.0Lの反応器内に投入し、90℃で240mmolの過酸化ベンゾイルを添加し、6時間反応させた。重合反応を冷却により停止させた後、室温で反応混合液を大量のヘキサンに投入し、重合体を析出させた。得られた重合体をヘキサンで洗浄し、濾別、乾燥、秤量して、共重合体A(三次元架橋型硬質樹脂)615g(収率:34%)を得た。
得られた共重合体Aの重量平均分子量(Mw)は15200、数平均分子量(Mn)は3900、Mw/Mnは3.9であった。共重合体Aは、ジシクロペンタニルアクリレート由来の構造単位を合計37.8モル%、2−ヒドロキシエチルメタクリレート由来の構造単位を合計29.3モル%、1,4−ブタンジオールジアクリレート由来の構造単位を32.9モル%含有していた。また、2,4−ジフェニル−4−メチル−1−ペンテン由来の構造の末端基は、ジシクロペンタニルアクリレート、2−ヒドロキシエチルメタクリレート、1,4−ブタンジオールジアクリレート及び、2,4−ジフェニル−4−メチル−1−ペンテンの総量に対し、9.8モル%存在していた。共重合体Aはエタノール、2−プロパノール、ブタノール、トルエン、キシレン、THF、ジクロロエタン、ジクロロメタン、クロロホルムに可溶であり、ゲルの生成は認められなかった。
[合成例3]
ジシクロペンタニルアクリレート0.24モル(49.5g)、ジメチロールトリシクロデカンジアクリレート2.6モル(729.4g)、1,4−ブタンジオールジアクリレート0.96モル(190.1g)、2−ヒドロキシプロピルアクリレート0.96モル(124.9g)、2,4−ジフェニル−4−メチル−1−ペンテン0.48モル(113.4g)、t−ドデシルメルカプタン3.12モル(631.5g)、トルエン700mlを3.0Lの反応器内に投入し、90℃で72mmolの過酸化ベンゾイルを添加し、6時間反応させた。重合反応を冷却により停止させた後、室温で反応混合液を大量のヘキサンに投入し、重合体を析出させた。得られた重合体をヘキサンで洗浄し、濾別、乾燥、秤量して、共重合体B(三次元架橋型硬質樹脂)696.9g(収率:63.7モル%)を得た。
ジシクロペンタニルアクリレート0.24モル(49.5g)、ジメチロールトリシクロデカンジアクリレート2.6モル(729.4g)、1,4−ブタンジオールジアクリレート0.96モル(190.1g)、2−ヒドロキシプロピルアクリレート0.96モル(124.9g)、2,4−ジフェニル−4−メチル−1−ペンテン0.48モル(113.4g)、t−ドデシルメルカプタン3.12モル(631.5g)、トルエン700mlを3.0Lの反応器内に投入し、90℃で72mmolの過酸化ベンゾイルを添加し、6時間反応させた。重合反応を冷却により停止させた後、室温で反応混合液を大量のヘキサンに投入し、重合体を析出させた。得られた重合体をヘキサンで洗浄し、濾別、乾燥、秤量して、共重合体B(三次元架橋型硬質樹脂)696.9g(収率:63.7モル%)を得た。
得られた共重合体BのMwは39500、Mnは7240、Mw/Mnは5.5であった。13C−NMR、1H−NMR分析及び元素分析を行うことにより、共重合体Bは、ジシクロペンタニルアクリレート由来の構造単位を4.9モル%、ジメチロールトリシクロデカンジアクリレートおよび1,4−ブタンジオールジアクリレート由来の構造単位を合計75.5モル%、2−ヒドロキシプロピルアクリレート由来の構造単位を19.6モル%含有していた。また、2,4−ジフェニル−4−メチル−1−ペンテン由来の構造の末端基は、ジシクロペンタニルアクリレート、ジメチロールトリシクロデカンジアクリレート、2−ヒドロキシプロピルアタクリレート、2,4−ジフェニル−4−メチル−1−ペンテン及びt−ドデシルメルカプタン由来の構造の末端基の総量(以下、全構成単位の総量という)に対し、3.7モル%存在していた。一方、t−ドデシルメルカプタン由来の構造の末端基は全構成単位の総量に対し18.6モル%存在していた。共重合体Bはトルエン、キシレン、THF、ジクロロエタン、ジクロロメタン、クロロホルムに可溶であり、ゲルの生成は認められなかった。
[実施例11〜14]
配合組成を表3に示す重量割合とした他は、実施例1と同様にして硬質樹脂層及び樹脂積層体を得た。得られた成形体の評価結果を併せて表3に示す。なお、得られた硬質樹脂層について、ガラス転移温度を測定したところ300℃までの測定では観測されなかった。
配合組成を表3に示す重量割合とした他は、実施例1と同様にして硬質樹脂層及び樹脂積層体を得た。得られた成形体の評価結果を併せて表3に示す。なお、得られた硬質樹脂層について、ガラス転移温度を測定したところ300℃までの測定では観測されなかった。
なお、表3中で既出以外の略号は次のとおりである。
M:合成例2で得られた共重合体A
N:合成例3で得られた共重合体B
B’:ジペンタエリスリトールヘキサアクリレート(ダイセル・サイテック株式会社製)
O:トリメチロールプロパントリアクリレート(共栄社化学株式会社製)
G:ジメチロール−トリシクロデカンジアクリレート(ジシクロペンタニルジアクリレート)(共栄社化学(株)製ライトアクリレートDCP−A)
P:1,9−ノナンジオールジアクリレート(共栄社化学株式会社製)
Q:ジシクロペンタニルアクリレ−ト(日立化成工業株式会社製)
R:トリペンタエリスリトールオクタアクリレート
M:合成例2で得られた共重合体A
N:合成例3で得られた共重合体B
B’:ジペンタエリスリトールヘキサアクリレート(ダイセル・サイテック株式会社製)
O:トリメチロールプロパントリアクリレート(共栄社化学株式会社製)
G:ジメチロール−トリシクロデカンジアクリレート(ジシクロペンタニルジアクリレート)(共栄社化学(株)製ライトアクリレートDCP−A)
P:1,9−ノナンジオールジアクリレート(共栄社化学株式会社製)
Q:ジシクロペンタニルアクリレ−ト(日立化成工業株式会社製)
R:トリペンタエリスリトールオクタアクリレート
1:硬質樹脂層
2:バインダー層
3、3b:熱可塑性樹脂層
4:印刷層
5:感圧性接着剤層
6:保護シート
2:バインダー層
3、3b:熱可塑性樹脂層
4:印刷層
5:感圧性接着剤層
6:保護シート
Claims (9)
- 多官能(メタ)アクリル単量体を含有する三次元架橋型硬質樹脂組成物を硬化させてなるガラス転移温度が200℃以上の少なくとも1層以上の硬質樹脂層、及び該硬質樹脂層の少なくとも一方の面に室温の弾性率E1と150℃での弾性率E2との比(E1/E2)が1〜500である熱可塑性樹脂層を有する樹脂積層体であって、硬質樹脂層が、単体での引っ張り弾性率2,000〜4,000メガパスカルであると共に、全光線透過率が90%以上であり、また、樹脂積層体の鉛筆硬度が6H以上であり、熱可塑性樹脂層の合計厚みt1と硬質樹脂層の厚みt2の比(t1/t2)が0.25以上10以下であることを特徴とする樹脂積層体。
- 三次元架橋型硬質樹脂組成物に含まれる樹脂固形分100gあたりの(メタ)アクリル基モル数が0.6〜0.9であって、かつ、硬質樹脂層の厚みが50μm以上250μm以下であることを特徴とする請求項1に記載の樹脂積層体。
- 硬質樹脂層と熱可塑性樹脂層とが、接着層を介して積層されていることを特徴とする請求項1又は2に記載の樹脂積層体。
- 接着層が、粘着性接着剤、感圧性接着剤、光硬化性接着剤、熱硬化性接着剤、又はホットメルト接着剤のいずれかであることを特徴とする請求項1〜3のいずれかに記載の樹脂積層体。
- 硬質樹脂層と熱可塑性樹脂層とが、易接着層を介して積層されていることを特徴とする請求項1又は2に記載の樹脂積層体。
- 多官能(メタ)アクリル単量体が、かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体であることを特徴とする請求項1〜5のいずれかに記載の樹脂積層体。
- かご型シルセスキオキサン構造を有する多官能(メタ)アクリル単量体が、下記式(1)
(R1SiO3/2)n(R2R3SiO2/2)m(R4R5R6SiO1/2)l (1)
(式中R1〜R6は炭素数1〜6のアルキル基、フェニル基、(メタ)アクリル基、(メタ)アクリロイルオキシアルキル基、ビニル基、オキシラン環を有する基であり、それぞれ同一の基であっても異なった基を含んでもよいが式中に少なくとも2個の(メタ)アクリル基を有し、n、m、lは平均値であって、nは6〜14の数であり、mは0〜4の数であり、lは0〜4の数でありm≦lを満たす。)で表されることを特徴とする請求項6に記載の樹脂積層体。 - 請求項1〜7のいずれかに記載の樹脂積層体を熱成形することによって、所定の形状を付与させることを特徴とする樹脂積層体の成形方法。
- 請求項8に記載の方法によって得られた所定の形状の樹脂積層体を金型内に装填し、熱可塑性樹脂を射出成形して一体化することを特徴とする請求項8に記載の樹脂積層体の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014053575A JP2014205345A (ja) | 2013-03-19 | 2014-03-17 | 樹脂積層体及びこれを用いた成形方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013056860 | 2013-03-19 | ||
| JP2013056860 | 2013-03-19 | ||
| JP2014053575A JP2014205345A (ja) | 2013-03-19 | 2014-03-17 | 樹脂積層体及びこれを用いた成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014205345A true JP2014205345A (ja) | 2014-10-30 |
Family
ID=51545736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014053575A Pending JP2014205345A (ja) | 2013-03-19 | 2014-03-17 | 樹脂積層体及びこれを用いた成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2014205345A (ja) |
| KR (1) | KR20140114795A (ja) |
| CN (1) | CN104057680A (ja) |
| TW (1) | TW201438909A (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6579309B2 (ja) * | 2015-05-01 | 2019-09-25 | 味の素株式会社 | 硬化性組成物 |
| KR102717276B1 (ko) * | 2016-02-15 | 2024-10-14 | 주식회사 쿠라레 | 열가소성 수지 필름과 그 제조 방법, 및 적층체 |
| KR102065717B1 (ko) * | 2016-12-26 | 2020-01-13 | 주식회사 엘지화학 | 편광자 보호 필름, 이를 포함하는 편광판, 상기 편광판을 포함하는 액정 디스플레이 장치, 및 편광자 보호 필름용 코팅 조성물 |
| CN108928075B (zh) * | 2017-05-26 | 2019-12-31 | 住友化学株式会社 | 曲面状树脂层叠体 |
| CN111278664B (zh) * | 2017-10-25 | 2022-06-10 | 株式会社普利司通 | 轮胎用金属树脂复合构件及轮胎 |
| CN111002667B (zh) * | 2019-12-19 | 2022-03-08 | 宁波长阳科技股份有限公司 | 离型膜及其制备方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012063637A1 (ja) * | 2010-11-10 | 2012-05-18 | 新日鐵化学株式会社 | 射出成形用ハードコートフィルム積層体、その製造方法、及びそのハードコートフィルム積層体を利用した射出成形体の製造方法 |
| KR20150119214A (ko) * | 2013-02-12 | 2015-10-23 | 신닛테츠 수미킨 가가쿠 가부시키가이샤 | 수지 적층체 |
-
2014
- 2014-03-12 TW TW103108610A patent/TW201438909A/zh unknown
- 2014-03-17 JP JP2014053575A patent/JP2014205345A/ja active Pending
- 2014-03-18 CN CN201410101404.XA patent/CN104057680A/zh active Pending
- 2014-03-18 KR KR1020140031711A patent/KR20140114795A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN104057680A (zh) | 2014-09-24 |
| TW201438909A (zh) | 2014-10-16 |
| KR20140114795A (ko) | 2014-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101415841B1 (ko) | 하드코팅 필름 | |
| KR101470463B1 (ko) | 하드코팅 필름 | |
| KR101415838B1 (ko) | 하드코팅 조성물 | |
| KR101379491B1 (ko) | 하드코팅 필름 및 이의 제조방법 | |
| KR101451848B1 (ko) | 하드코팅 필름의 제조방법 | |
| JP2014213596A (ja) | 樹脂積層体 | |
| KR101470464B1 (ko) | 하드코팅 필름 | |
| KR101501686B1 (ko) | 하드코팅 필름 | |
| JP4003800B2 (ja) | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びそれを用いたフィルム | |
| KR101686644B1 (ko) | 플라스틱 필름 적층체 | |
| JP2014205345A (ja) | 樹脂積層体及びこれを用いた成形方法 | |
| WO2014125976A1 (ja) | 樹脂積層体 | |
| KR20140027024A (ko) | 적층 하드코팅 필름 | |
| JP6103477B2 (ja) | 多官能チオ(メタ)アクリレート樹脂、これを含有する活性エネルギー線硬化型ハードコート樹脂組成物とこれを硬化して得られた硬化膜、硬化膜が積層されたプラスチックフィルム、プラスチックフィルムを用いたプラスチック射出成型品及び加工製品。 | |
| KR101902492B1 (ko) | 사출 성형용 하드코트 필름 적층체, 그 제조방법, 및 그 하드코트 필름 적층체를 이용한 사출 성형체의 제조방법 | |
| KR20170139600A (ko) | 광경화성 수지 조성물, 이것을 이용하는 경화막의 제조 방법 및 당해 경화막을 포함하는 적층체 | |
| KR101791232B1 (ko) | 플라스틱 필름 적층체 | |
| JP2015066778A (ja) | 成形体の製造方法 | |
| JP2014213598A (ja) | 樹脂積層体 | |
| JP2014205294A (ja) | 熱成形用樹脂積層体及びその成形方法 | |
| JP6651821B2 (ja) | ハードコートフィルムの製造方法、ハードコートフィルムを備える偏光板の製造方法、ハードコートフィルムを備える透過型液晶ディスプレイの製造方法 | |
| KR20170142508A (ko) | 광학 필름, 편광판 및 액정 디스플레이 장치 및 이들의 제조방법 |