JP2014056986A - 電子装置およびその製造方法 - Google Patents
電子装置およびその製造方法 Download PDFInfo
- Publication number
- JP2014056986A JP2014056986A JP2012201818A JP2012201818A JP2014056986A JP 2014056986 A JP2014056986 A JP 2014056986A JP 2012201818 A JP2012201818 A JP 2012201818A JP 2012201818 A JP2012201818 A JP 2012201818A JP 2014056986 A JP2014056986 A JP 2014056986A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- component
- resin film
- resin
- electronic device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- H10W72/884—
Landscapes
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
Abstract
【課題】基板の一面上に応力に敏感な部品が搭載されていても、その部品を適切に外部から保護する構成を有する電子装置を提供する。
【解決手段】基板10と、基板10の一面11上に搭載された第1の部品20および第2の部品30と、これら両部品20、30および基板10の一面11を覆うように設けられた樹脂フィルム40と、を備え、樹脂フィルム40の一部は、外周全体が基板10の一面11に密着するとともに内周が中空ドーム状をなすドーム部41として構成されており、第1の部品20は、ドーム部41の内面とは非接触の状態でドーム部41内に収納され、樹脂フィルム40のうちドーム部41の外側の部位にて、第2の部品30が覆われ、さらに、樹脂フィルム40のうち第2の部品30を覆う部位と基板10の一面11との間に充填された熱硬化性樹脂よりなる樹脂部材50により、第2の部品30が封止されている。
【選択図】図2
【解決手段】基板10と、基板10の一面11上に搭載された第1の部品20および第2の部品30と、これら両部品20、30および基板10の一面11を覆うように設けられた樹脂フィルム40と、を備え、樹脂フィルム40の一部は、外周全体が基板10の一面11に密着するとともに内周が中空ドーム状をなすドーム部41として構成されており、第1の部品20は、ドーム部41の内面とは非接触の状態でドーム部41内に収納され、樹脂フィルム40のうちドーム部41の外側の部位にて、第2の部品30が覆われ、さらに、樹脂フィルム40のうち第2の部品30を覆う部位と基板10の一面11との間に充填された熱硬化性樹脂よりなる樹脂部材50により、第2の部品30が封止されている。
【選択図】図2
Description
本発明は、基板の一面上に部品を搭載し、当該部品を外部より保護する封止構造を有する電子装置、および、そのような電子装置の製造方法に関する。
従来のこの種の電子装置としては、特許文献1に記載の電子装置が提案されている。この電子装置は、基板としてのリードフレームと、リードフレームの一面上に搭載された部品とを備え、リードフレームの一面側にて、当該リードフレームの一面および部品を封止するモールド樹脂が設けられている。
ここにおいて、このような電子装置では、封止要素であるモールド樹脂に起因して部品に応力が発生する。この応力は、モールド樹脂と部品との熱膨張係数差に起因して部品に発生する応力や、モールド樹脂の硬化収縮時に部品に発生する応力である。
そこで、上記従来の電子装置においては、部品は、上記応力に敏感な電圧リファレンスIC等の半導体素子であることから、当該部品表面を、低弾性の被膜で被覆し、それにより、上記応力を低減するようにしている。
しかしながら、上記特許文献1に記載の電子装置では、上記被膜を介して上記応力が低減できるものの、部品において応力フリーの状態とすることはできず、当該応力低減量に限界がある。
また、当該被膜の塗布面積や塗布厚さ等によっては、当該被膜が部品の特性に影響を与えるため、当該被膜自身の物性の安定性、および、被膜材料の塗布について、高精度な制御が必要となり、被膜の材料費や加工費等にコストがかかるなどの問題が生じる。
いずれにせよ、基板の一面上に部品を搭載し、当該部品を外部より保護する封止構造を有する電子装置において、当該封止構造に起因して発生する応力に対して敏感な部品が搭載されている場合、そのような部品について応力が極力発生しないようにすることが必要とされる。
本発明は、上記問題に鑑みてなされたものであり、基板の一面上に応力に敏感な部品が搭載されていても、その部品を適切に外部から保護する構成を有する電子装置を提供することを目的とする。
上記目的を達成するため、請求項1に記載の発明では、基板(10)と、基板の一面(11)上に搭載された第1の部品(20)および第2の部品(30)と、第1の部品、第2の部品および基板の一面を覆うように基板の一面上に設けられた樹脂よりなる樹脂フィルム(40)と、を備え、樹脂フィルムの一部は、外周全体が基板の一面に密着するとともに内周が基板の一面上に凸となる中空ドーム状をなすドーム部(41)として構成されており、第1の部品は、ドーム部の内面とは非接触の状態でドーム部内に収納されており、樹脂フィルムのうちドーム部の外側の部位にて、第2の部品が覆われており、さらに、樹脂フィルムのうち第2の部品を覆う部位と基板の一面との間には、熱硬化性樹脂よりなる樹脂部材(50)が充填され、この樹脂部材により第2の部品が封止されていることを特徴とする。
それによれば、請求項2のように、応力に敏感なものを第1の部品とすれば、第1の部品は、基板との接合部分以外は外部と接触せずに応力フリーの状態とされて、樹脂フィルムで保護されることになる。一方、第2の部品は、樹脂部材で封止されて保護される。よって、本発明によれば、基板の一面上に応力に敏感な部品が搭載されていても、その部品を適切に外部から保護する構成を有する電子装置を提供することができる。
ここで、請求項3に記載の発明のように、樹脂フィルムの融点が、樹脂部材の融点よりも高いものにすれば、金型の内面に樹脂フィルムを貼り付けて、金型に樹脂を充填することにより樹脂部材を成形する場合に、樹脂フィルムが溶解や破断等の熱ダメージを受けることがない。
請求項4に記載の発明は、請求項1に記載の電子装置を製造する電子装置の製造方法であって、以下の各工程を備えるものである。
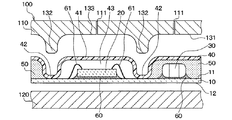
すなわち、請求項4に記載の製造方法では、第1の部品および第2の部品が搭載された基板を用意する用意工程と、樹脂部材の成型用の金型(100)のキャビティ(130)内に基板を設置する金型設置工程と、キャビティ内に樹脂部材となる熱硬化性樹脂を充填することにより、樹脂部材を形成するモールド工程と、を備える。
さらに、請求項4に記載の製造方法においては、金型設置工程では、金型として、キャビティにおける基板の一面に対向する対向面(131)のうちドーム部における基板への密着部(42)に対応する部位に環状の突起(132)を有し、当該対向面のうち突起の内周がドーム部の凸形状に対応した凹部(133)とされたものを用い、キャビティにおける対向面に対して、当該対向面の凹凸形状に追従するように樹脂フィルムを貼り付け、突起にて樹脂フィルムを基板の一面に押さえ付けることにより、ドーム部を形成しつつ、基板をキャビティ内に設置するようにし、モールド工程では、ドーム部以外の部位にて樹脂フィルムと基板の一面との間に、熱硬化性樹脂を充填し、モールド工程の後、キャビティにおける対向面から樹脂フィルムを剥離させるフィルム剥離工程を行うことを特徴としている。
この請求項4に記載の製造方法によれば、請求項1に記載の電子装置を適切に製造できる。そして、トランスファーモールド用の金型に対して、金型のキャビティ内面に樹脂フィルムを貼り付けて、通常のトランスファーモールドを行うだけで、本電子装置を製造することができるから、結果として、製造工程の簡素化が期待できる。
なお、特許請求の範囲およびこの欄で記載した各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示す一例である。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、説明の簡略化を図るべく、図中、同一符号を付してある。
(第1実施形態)
まず、本発明の第1実施形態に係る電子装置について、図1、図2を参照して述べる。この電子装置は、たとえば、自動車等に搭載される電子装置として適用される。なお、図1に示される平面図中では、樹脂フィルム40のうちドーム部41の密着部42に識別の容易化のために便宜上、斜線ハッチングを施してある。また、図1は図2の上視概略平面図である。
まず、本発明の第1実施形態に係る電子装置について、図1、図2を参照して述べる。この電子装置は、たとえば、自動車等に搭載される電子装置として適用される。なお、図1に示される平面図中では、樹脂フィルム40のうちドーム部41の密着部42に識別の容易化のために便宜上、斜線ハッチングを施してある。また、図1は図2の上視概略平面図である。
本実施形態の電子装置は、大きくは、基板10と、基板10の一面11上に搭載された第1の部品20および第2の部品30と、基板10の一面11上に設けられた樹脂フィルム40と、第2の部品30を封止する樹脂部材50と、を備えて構成されている。
基板10は、セラミック基板やプリント基板等の回路基板よりなる。ここで、基板10は、表裏の板面のうち一方の板面を一面11、他方の板面を他面12とする板状をなす。そして、第1の部品20および第2の部品30は、この基板10の一面11上に搭載されている。
ここで、第1の部品20は、第2の部品30よりも当該部品20、30自身に発生する応力に敏感なものである。つまり、第1の部品20は、自身に応力が発生したとき、たとえば部品特性が大きく変動し、装置特性に悪影響を及ぼしやすいものであり、一方、第2の部品30は、比較的応力に鈍感なものである。
ここでは、第1の部品20は、本電子装置に加わる電圧を監視する電圧リファレンスICである。この第1の部品20は、導電性接着剤やはんだ等のダイマウント材60を介して基板10の一面11に接合され、さらに、AlやAu等のボンディングワイヤ61により基板10の一面11と電気的に接続されている。一方、第2の部品30は、ここではチップコンデンサや抵抗等の受動素子であり、これもダイマウント材60を介して基板10の一面11に接合されている。
樹脂フィルム40は、樹脂よりなるフィルム状のものであり、融点が樹脂部材50の融点よりも高い樹脂よりなる。具体的には、樹脂部材50は、典型的なモールド材料であるエポキシ樹脂等の熱硬化性樹脂であり、樹脂フィルム40としては、ポリイミド、PPS(ポリフェニレンサルファイド)、PBT(ポリブチレンテレフタレート)等に代表される熱可塑性樹脂等が挙げられる。
ここでは、図1に示されるように、樹脂フィルム40の外郭と基板10の一面11の外郭とは一致しており、樹脂フィルム40の平面サイズは、基板10の一面11の平面サイズと同等である。
そして、図1、図2に示されるように、樹脂フィルム40は、第1の部品20、第2の部品30および基板10の一面11を覆うように、基板10の一面11上に離れて配置されるとともに、一部が基板10側に凹んで基板10の一面11に密着した形状とされている。
つまり、本実施形態においては、樹脂フィルム40の一部がドーム部41として構成されている。このドーム部41は、外周全体が基板10の一面11に密着する密着部42を有し、この密着部42の内周部位が基板10の一面11上に凸となる中空ドーム状をなすものとして構成されている。ここで、ドーム部41の密着部42は、基板10の一面11に隙間なく密着しているが、接合されていてもよいし、接合されてなくてもよい。
そして、このドーム部41の内部空間が中空部43とされている。そして、第1の部品20は、ドーム部41の内面とは非接触の状態でドーム部41内、すなわちドーム部41の中空部43に収納されている。つまり、第1の部品20は、ダイマウント材60やワイヤ61といった基板10との接合部以外は、外部の部材と接触する部分を持たない状態で、ドーム部41内に保護されている。
このように、樹脂フィルム40のうちドーム部41の外周部分は、中空部43を取り巻くように基板10の一面11に密着した密着部42とされており、この密着部42以外では、ドーム部41の中空部43を含めて、樹脂フィルム40は基板10の一面11から離れている。
また、図1、図2に示されるように、樹脂フィルム40のうちドーム部41の外側の部位にて、第2の部品30が覆われている。そして、この樹脂フィルム40のうち第2の部品30を覆う部位と基板10の一面11との間には、上記熱硬化性樹脂よりなる樹脂部材50が充填され、この樹脂部材50により第2の部品30が封止されている。
ここで、樹脂フィルム40と基板10とは、樹脂部材50を介して固定されている。具体的には、樹脂フィルム40と樹脂部材50との間、および、樹脂部材50と基板10の一面11との間では、水素結合等の分子間結合が行われ、当該間は強固に接合されたものとなっている。
また、樹脂部材50は、図2の電子装置における左右両端部分に示されるように、基板10の一面11の周辺部にて露出している。具体的には、図2に示されるように、基板10、樹脂部材50、樹脂フィルム40が順次積層された積層体とされた状態で、樹脂部材50は露出している。
この樹脂部材50は、後述するように、金型を用いたトランスファーモールド法により成形されるが、この樹脂部材50の露出形態は、当該成形時において、金型のキャビティ内面に樹脂フィルム40を貼り付けた状態で、当該キャビティ内に樹脂部材50を充填して成形することにより形成される。
ところで、本実施形態の電子装置によれば、応力に敏感な第1の部品20は、基板10との接合部分以外は外部と接触せずに応力フリーの状態とされて、この状態で樹脂フィルム40によって保護されている。一方、第2の部品30については、樹脂部材50で封止されて保護されるという典型的なモールドによる保護形態とされる。
このように、本実施形態によれば、基板10の一面11上に応力に敏感な第1の部品20が搭載されていても、当該第1の部品20を適切に外部から保護する構成を有する電子装置が提供される。
次に、図3A〜図3Fを参照して、本実施形態の電子装置の製造方法について述べる。まず、図3Aに示される用意工程では、第1の部品20および第2の部品30が搭載された基板10を用意する。
次に、図3B、図3C、図3Dに示されるように、樹脂部材の成型用の金型100のキャビティ130内に上記用意された基板10を設置する金型設置工程を行う。ここで、金型100は、典型的なトランスファーモールド法に用いられる金型に準じたものであり、上型110と下型120とを合致させることで、当該上下型110、120の間にキャビティ130を形成するものである。
そして、本実施形態の金型設置工程では、金型100として、キャビティ130における基板10の一面11に対向する対向面131に工夫を持たせている。ここでは、この対向面131は上型110の内面に相当する。
すなわち、本金型設置工程では、金型100として、当該対向面131のうちドーム部41における基板10への密着部42に対応する部位に環状の突起132を有し、当該対向面131のうち突起132の内周がドーム部41の凸形状に対応した凹部133とされたものを用いる。ここで、突起132は、上記図1に示した環状の密着部42に対応する環状に配置されている。
そして、本金型設置工程では、図3B、図3Cに示されるように、キャビティ130における対向面131に対して、上記突起132および凹部133による対向面131の凹凸形状に追従するように樹脂フィルム40を変形させて貼り付ける。この変形により樹脂フィルム40には、ドーム部41の凸形状が形成される。
ここで、本金型設置工程では、金型100、ここでは上型110に設けた吸着用の穴111からの吸引力により、樹脂フィルム40を対向面131に吸着して貼りつけるようにしている。具体的には、金型100の外部からポンプ等により穴111を吸引することにより上記吸引力を発生させる。
このとき、樹脂フィルム40を金型100からの受熱で軟化させた状態で当該吸着による貼り付けを行うことにより、対向面131の凹凸形状に追従するように樹脂フィルム40を変形させる。このように本実施形態の金型設置工程では、金型100からの吸引力を利用した吸着により、対向面131に樹脂フィルム40を貼りつけている。
続いて、本金型設置工程では、図3Dに示されるように、上下型110、120を合致させて、突起132にて樹脂フィルム40を基板10の一面11に押さえ付けることにより、ドーム部41を形成しつつ、基板10をキャビティ130内に設置する。
このとき、突起132による樹脂フィルム40の基板10への押圧力は、後述するモールド工程にて充填される樹脂部材50が、密着部42から漏れてドーム部41の中空部43に侵入しないレベル(たとえば約10MPa)以上であって、且つ、樹脂フィルム40が破断しないレベルであることが必要である。
こうして、図3B〜図3Dに示される金型設置工程を行った後、図3Eに示されるモールド工程を行う。このモールド工程では、キャビティ130内に樹脂部材50となる熱硬化性樹脂を充填することにより、樹脂部材50を形成する。
本実施形態のモールド工程では、ドーム部41以外の部位にて樹脂フィルム40と基板10の一面11との間に、熱硬化性樹脂を充填する。このとき、本モールド工程は、上記吸引力を作用させ、樹脂フィルム40を対向面131に吸着させた状態で行う。
そして、このモールド工程の後、図3Fに示されるように、金型100の対向面130から樹脂フィルム40を剥離させるフィルム剥離工程を行う。具体的には、フィルム剥離工程では、上記穴111からの吸引力を停止して上下型110、120を開くことにより、当該樹脂フィルム40の剥離を行う。
なお、このとき、上述したように、樹脂フィルム40と樹脂部材50との間では分子間結合により強固に接合されたものとなっているので、樹脂フィルム40は、樹脂部材50に固定されたまま、上記対向面130から剥離される。
以上が本実施形態の製造方法であり、こうして、本実施形態の電子装置ができあがる。ここで、この製造方法は、基板10が複数個の製品単位にて一体連結された多連状態の場合でも、同様に採用できる。この場合には、金型100からワークを取り出した後に、樹脂フィルム40とともに当該基板10を分割して個々の製品単位とすればよい。
ところで、本実施形態の上記製造方法によれば、トランスファーモールド用の金型100に対して、金型100のキャビティ130の対向面131に樹脂フィルム40を貼り付けて、通常のトランスファーモールドを行うだけで、本電子装置を製造することができるから、結果として、製造工程の簡素化が期待できる。
また、本実施形態では、樹脂フィルム40の融点が、樹脂部材50の融点よりも高いものとしているので、金型100の対向面131に樹脂フィルム40を貼り付けて、金型100に樹脂を充填することにより樹脂部材50を成形するときに、樹脂フィルム40が溶解や破断等の熱ダメージを受けることがない。
(第2実施形態)
本発明の第2実施形態に係る電子装置について、図4を参照して述べる。本実施形態の電子装置は、大気圧センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を大気圧センサチップとしたことが相違するものである。
本発明の第2実施形態に係る電子装置について、図4を参照して述べる。本実施形態の電子装置は、大気圧センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を大気圧センサチップとしたことが相違するものである。
そして、本実施形態の電子装置では、図4に示されるように、ドーム部41に対して、中空部43と外部とを連通する連通穴40aを設けており、この連通穴40aから大気圧が導入されることにより、大気圧センサチップとしての第1の部品20にて大気圧を測定するようになっている。
この第1の部品20としての大気圧センサチップは、受動素子等の第2の部品30よりも上記応力に敏感なものである。この連通穴40aは、上記第1実施形態に示した製造方法にて、フィルム剥離工程の後に、たとえばピン等による孔開け加工を行うことで形成すればよい。
(第3実施形態)
本発明の第3実施形態に係る電子装置について、図5を参照して述べる。本実施形態の電子装置は、差圧センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を、受動素子等の第2の部品30よりも上記応力に敏感な差圧センサチップとしたことが相違するものである。
本発明の第3実施形態に係る電子装置について、図5を参照して述べる。本実施形態の電子装置は、差圧センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を、受動素子等の第2の部品30よりも上記応力に敏感な差圧センサチップとしたことが相違するものである。
この場合、図5に示されるように、ドーム部41に連通する連通穴40aを設けるとともに、基板10側にも、一面11から他面12に貫通する貫通穴10aを設ける。ここで、連通穴40aは上記図4のものと同様、フィルム剥離工程後に孔開け加工を行うことで形成する。一方、基板10の貫通穴10aは、用意工程の前に予め基板10に穴開け加工を行って形成しておく。
図5の構成の場合、連通穴40aから第1の部品20の一面側に導入される第1の圧力と、基板10の貫通穴10aから第1の部品20の他面側に導入される第2の圧力との差を、第1の部品20が検出することにより、これら両圧力の差圧が測定されるようになっている。
(第4実施形態)
本発明の第4実施形態に係る電子装置について、図6を参照して述べる。本実施形態の電子装置は、湿度センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を、受動素子等の第2の部品30よりも上記応力に敏感な湿度センサチップとしたことが相違するものである。
本発明の第4実施形態に係る電子装置について、図6を参照して述べる。本実施形態の電子装置は、湿度センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を、受動素子等の第2の部品30よりも上記応力に敏感な湿度センサチップとしたことが相違するものである。
そして、本実施形態の電子装置では、図6に示されるように、ドーム部41に対して、上記同様の連通穴40aを設けるとともに、この連通穴40aを閉塞する透湿膜40bを設ける。
この透湿膜40bは多孔質PTFE(ポリテトラフルオロエチレン)等の湿気を透過する樹脂の膜であり、連通穴40aを塞ぐように樹脂フィルム40に接着等により固定される。この場合、透湿膜40bおよび連通穴40aから外気が導入されることにより、湿度センサチップとしての第1の部品20にて外気の湿度を測定するようになっている。
(第5実施形態)
本発明の第5実施形態に係る電子装置について、図7を参照して述べる。本実施形態の電子装置も、上記第4実施形態と同様、湿度センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を湿度センサチップとしたことが相違するものである。
本発明の第5実施形態に係る電子装置について、図7を参照して述べる。本実施形態の電子装置も、上記第4実施形態と同様、湿度センサ装置として適用されるものであり、上記第1実施形態に比べて、第1の部品20を湿度センサチップとしたことが相違するものである。
ここにおいて、本実施形態の電子装置では、図7に示される樹脂フィルム40自身を、湿気を透過させる樹脂材料、具体的には上記したPTFE等により構成している。このPTFEは、樹脂部材50よりも融点が高い熱可塑性樹脂であり、上記第1実施形態に示した製造方法と同様にして、本電子装置も製造できる。
この場合、上記第4実施形態とは異なり、ドーム部41に対して上記連通穴40aを設ける必要が無い。つまり、樹脂フィルム40自身を湿気が透過するため、ドーム部41内の第1の部品20にて湿度測定が可能となっている。
なお、上記第2〜第5実施形態では、ドーム部41の中空部43に、外部から大気や湿気が導入されるので、中空部43に位置するワイヤ61の接続部等には、図示しないゲルを塗布し、これら外気から当該接続部を保護するようにしてもよい。
また、この図7に示される構成において、第1の部品20を、受動素子等の第2の部品30よりも上記応力に敏感な光センサチップとし、且つ、樹脂フィルム40自身を、光を透過させる樹脂材料、具体的には透明なポリイミド等により構成してもよい。
そうすれば、外部の光が樹脂フィルム40を透過して、ドーム部41内の第1の部品20に照射されることで、当該光を測定する光センサ装置として、本電子装置を適用することができる。
(他の実施形態)
なお、上記第1実施形態では、金型100からの吸引力を利用した吸着により、対向面131に樹脂フィルム40を貼りつけたが、当該樹脂フィルム40の貼り付けは、このような吸着に限定されるものではない。たとえば、当該樹脂フィルム40の貼り付けは、熱圧着等により行ってもよい。この場合も、上記フィルム剥離工程においては、樹脂フィルム40と樹脂部材50とが分子間結合によって強固に接合されているので、樹脂フィルム40を金型100の対向面131から容易に剥離できる。
なお、上記第1実施形態では、金型100からの吸引力を利用した吸着により、対向面131に樹脂フィルム40を貼りつけたが、当該樹脂フィルム40の貼り付けは、このような吸着に限定されるものではない。たとえば、当該樹脂フィルム40の貼り付けは、熱圧着等により行ってもよい。この場合も、上記フィルム剥離工程においては、樹脂フィルム40と樹脂部材50とが分子間結合によって強固に接合されているので、樹脂フィルム40を金型100の対向面131から容易に剥離できる。
また、上記各実施形態では、1個の基板10および1個の樹脂フィルム40に対して、ドーム部41は1個設けられたものであったが、第1の部品20が複数個設けられている場合には、個々の第1の部品20に対してドーム部41を設けることにより、1個の基板10および1個の樹脂フィルム40に対して、ドーム部41は複数個設けられていてもよい。また、1個のドーム部41内に複数個の第1の部品20が収納されていてもよい。
また、上記図1に示される例では、樹脂フィルム40の平面サイズは、基板10の一面11の平面サイズと同等であったが、樹脂フィルム40は、ドーム部41および第2の部品30を覆う部位を有するものであればよい。樹脂フィルム40の平面サイズは、基板10の一面11の平面サイズと同等でなくてもよく、たとえば多少、小さくてもよい。
また、上記各実施形態では、第1の部品20は比較的応力に敏感なもの、第2の部品30は比較的応力に鈍感なものであったが、第1の部品20と第2の部品30とは、このような応力に敏感かどうかで区別されるものに限定するものではない。たとえば、可動部を有する等の理由により樹脂部材50が接触することが好ましくないような部品を、第1の部品20として、樹脂部材50が接触してもかまわない部品を、第2の部品30としてもよい。
また、本発明は上記した実施形態に限定されるものではなく、特許請求の範囲に記載した範囲内において適宜変更が可能である。また、上記各実施形態は、互いに無関係なものではなく、組み合わせが明らかに不可な場合を除き、適宜組み合わせが可能であり、また、上記各実施形態は、上記の図示例に限定されるものではない。
10 基板
11 基板の一面
20 第1の部品
30 第2の部品
40 樹脂フィルム
41 樹脂フィルムのドーム部
50 樹脂部材
11 基板の一面
20 第1の部品
30 第2の部品
40 樹脂フィルム
41 樹脂フィルムのドーム部
50 樹脂部材
Claims (6)
- 基板(10)と、
前記基板の一面(11)上に搭載された第1の部品(20)および第2の部品(30)と、
前記第1の部品、前記第2の部品および前記基板の一面を覆うように前記基板の一面上に設けられた樹脂よりなる樹脂フィルム(40)と、を備え、
前記樹脂フィルムの一部は、外周全体が前記基板の一面に密着するとともに内周が前記基板の一面上に凸となる中空ドーム状をなすドーム部(41)として構成されており、
前記第1の部品は、前記ドーム部の内面とは非接触の状態で前記ドーム部内に収納されており、
前記樹脂フィルムのうち前記ドーム部の外側の部位にて、前記第2の部品が覆われており、
さらに、前記樹脂フィルムのうち前記第2の部品を覆う部位と前記基板の一面との間には、熱硬化性樹脂よりなる樹脂部材(50)が充填され、この樹脂部材により前記第2の部品が封止されていることを特徴とする電子装置。 - 前記第1の部品は、前記第2の部品よりも当該部品自身に発生する応力に敏感なものであることを特徴とする請求項1に記載の電子装置。
- 前記樹脂フィルムの融点が、前記樹脂部材の融点よりも高いことを特徴とする請求項1または2に記載の電子装置。
- 請求項1に記載の電子装置を製造する電子装置の製造方法であって、
前記第1の部品および前記第2の部品が搭載された前記基板を用意する用意工程と、
前記樹脂部材の成型用の金型(100)のキャビティ(130)内に前記基板を設置する金型設置工程と、
前記キャビティ内に前記樹脂部材となる熱硬化性樹脂を充填することにより、前記樹脂部材を形成するモールド工程と、を備え、
前記金型設置工程では、前記金型として、前記キャビティにおける前記基板の一面に対向する対向面(131)のうち前記ドーム部における前記基板への密着部(42)に対応する部位に環状の突起(132)を有し、当該対向面のうち前記突起の内周が前記ドーム部の凸形状に対応した凹部(133)とされたものを用い、
前記キャビティにおける前記対向面に対して、当該対向面の凹凸形状に追従するように前記樹脂フィルムを貼り付け、前記突起にて前記樹脂フィルムを前記基板の一面に押さえ付けることにより、前記ドーム部を形成しつつ、前記基板を前記キャビティ内に設置するようにし、
前記モールド工程では、前記ドーム部以外の部位にて前記樹脂フィルムと前記基板の一面との間に、前記熱硬化性樹脂を充填し、
前記モールド工程の後、前記キャビティにおける前記対向面から前記樹脂フィルムを剥離させるフィルム剥離工程を行うことを特徴とする電子装置の製造方法。 - 前記金型設置工程では、前記金型に設けた吸着用の穴からの吸引力により、前記樹脂フィルムを前記対向面に吸着して貼りつけるものであって、
前記樹脂フィルムを前記金型からの受熱で軟化させた状態で当該吸着による貼り付けを行うことにより、前記対向面の凹凸形状に追従するように前記樹脂フィルムを変形させるようにし、
前記吸引力を作用させた状態で前記モールド工程を行い、
前記フィルム剥離工程では、前記吸引力を停止して前記樹脂フィルムの剥離を行うことを特徴とする請求項4に記載の電子装置の製造方法。 - 前記樹脂フィルムとして、融点が前記樹脂部材の融点よりも高いものを用いることを特徴とする請求項4または5に記載の電子装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012201818A JP2014056986A (ja) | 2012-09-13 | 2012-09-13 | 電子装置およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012201818A JP2014056986A (ja) | 2012-09-13 | 2012-09-13 | 電子装置およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014056986A true JP2014056986A (ja) | 2014-03-27 |
Family
ID=50614052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012201818A Pending JP2014056986A (ja) | 2012-09-13 | 2012-09-13 | 電子装置およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014056986A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015068585A1 (ja) * | 2013-11-07 | 2015-05-14 | ダイセル・エボニック株式会社 | 封止部材、この封止部材で封止された封止基板及びその製造方法 |
-
2012
- 2012-09-13 JP JP2012201818A patent/JP2014056986A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015068585A1 (ja) * | 2013-11-07 | 2015-05-14 | ダイセル・エボニック株式会社 | 封止部材、この封止部材で封止された封止基板及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4550364B2 (ja) | 半導体圧力センサ | |
| US20250343119A1 (en) | Bottom package exposed die mems pressure sensor integrated circuit package design | |
| CN106477512B (zh) | 压力传感器及其封装方法 | |
| US10436663B2 (en) | Semiconductor pressure sensor including improved structure and integrated sensor chip | |
| US20170115144A1 (en) | Sensor and manufacturing method thereof | |
| CN103489833A (zh) | 用于芯片的芯片封装模块和用于形成芯片封装模块的方法 | |
| US20140117201A1 (en) | Optical sensing element arrangement with integral package | |
| JP2001515588A (ja) | 圧力センサ・構成エレメント及び製造方法 | |
| CN108529551A (zh) | 气压传感器及其封装方法 | |
| US9570407B2 (en) | Method for manufacturing semiconductor device and semiconductor device | |
| US10985131B2 (en) | Microelectronic device having protected connections and manufacturing process thereof | |
| JP2014056986A (ja) | 電子装置およびその製造方法 | |
| JP5892027B2 (ja) | 圧力センサ装置およびその製造方法 | |
| JP6461862B2 (ja) | 圧力センサ、および、圧力センサの製造方法 | |
| JP6317956B2 (ja) | 圧力センサ、及び圧力センサの製造方法 | |
| JP5804445B2 (ja) | 半導体圧力センサ | |
| CN216925891U (zh) | 防水气压计 | |
| JP6780675B2 (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP3722037B2 (ja) | 圧力センサ装置 | |
| JP6370379B2 (ja) | 半導体装置、該半導体装置の製造方法及び該半導体装置を用いたセンサ | |
| JP2016003910A (ja) | 圧力検出装置及びその製造方法 | |
| JP6725852B2 (ja) | 半導体センサ装置 | |
| JP2014126515A (ja) | 圧力センサおよびその製造方法 | |
| WO2019021766A1 (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP6428205B2 (ja) | 半導体センサ装置 |