JP2014018861A - プロジェクションナットの溶接装置および溶接方法 - Google Patents
プロジェクションナットの溶接装置および溶接方法 Download PDFInfo
- Publication number
- JP2014018861A JP2014018861A JP2012171463A JP2012171463A JP2014018861A JP 2014018861 A JP2014018861 A JP 2014018861A JP 2012171463 A JP2012171463 A JP 2012171463A JP 2012171463 A JP2012171463 A JP 2012171463A JP 2014018861 A JP2014018861 A JP 2014018861A
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- electrode
- advance
- plate part
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Abstract
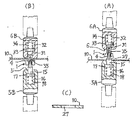
【解決手段】少なくとも表側溶接用電極対100Aと裏側溶接用電極対100Bが配置され、表側溶接用電極対100Aの下部進退駆動手段8Aの進出力が上部進退駆動手段9Aの進出力よりも強く設定され、下部電極5Aのストロークが鋼板部品10の裏面に密着する長さとされ、上部電極6Aのストロークが鋼板部品10とナット1を加圧し続けることができる長さとされ、裏側溶接用電極対100Bにおいても、上部進退駆動手段9Bと下部進退駆動手段8Bの進出力と進出長さが表側溶接用電極対100Aと逆になるように設定されている。
【選択図】図1
Description
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して表側溶接用電極対を構成し、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して裏側溶接用電極対を構成し、
表側溶接用電極対において鋼板部品を貫通して鋼板部品の表側に突出している下部電極のガイドピンに表向き状態のプロジェクションナットを供給する上側部品供給装置が設けられ、
裏側溶接用電極対において鋼板部品から離隔した位置に後退している下部電極のガイドピンに裏向き状態のプロジェクションナットを供給する下側部品供給装置が設けられ、
表側溶接用電極対における下部進退駆動手段の進出力が上部進退駆動手段の進出力よりも強く設定してあり、
表側溶接用電極対における下部進退駆動手段の進出長さは、下部電極の上端面が鋼板部品の裏面に密着した箇所で進出が停止する長さとされているとともに、上部進退駆動手段の進出長さは、上部電極と下部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
裏側溶接用電極対における上部進退駆動手段の進出力が下部進退駆動手段の進出力よりも強く設定してあり、
裏側溶接用電極対における上部進退駆動手段の進出長さは、上部電極の下端面が鋼板部品の表面に密着した箇所で進出が停止する長さとされているとともに、下部進退駆動手段の進出長さは、下部電極と上部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
少なくとも1つの表側溶接用電極対と1つの裏側溶接用電極対が配置されていることを特徴としている。
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して表側溶接用電極対を構成し、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して裏側溶接用電極対を構成し、
表側溶接用電極対において鋼板部品を貫通して鋼板部品の表側に突出している下部電極のガイドピンに表向き状態のプロジェクションナットを供給する上側部品供給装置が設けられ、
裏側溶接用電極対において鋼板部品から離隔した位置に後退している下部電極のガイドピンに裏向き状態のプロジェクションナットを供給する下側部品供給装置が設けられ、
表側溶接用電極対における下部進退駆動手段の進出力が上部進退駆動手段の進出力よりも強く設定してあり、
表側溶接用電極対における下部進退駆動手段の進出長さは、下部電極の上端面が鋼板部品の裏面に密着した箇所で進出が停止する長さとされているとともに、上部進退駆動手段の進出長さは、上部電極と下部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
裏側溶接用電極対における上部進退駆動手段の進出力が下部進退駆動手段の進出力よりも強く設定してあり、
裏側溶接用電極対における上部進退駆動手段の進出長さは、上部電極の下端面が鋼板部品の表面に密着した箇所で進出が停止する長さとされているとともに、下部進退駆動手段の進出長さは、下部電極と上部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
少なくとも1つの表側溶接用電極対と1つの裏側溶接用電極対が配置されている
プロジェクションナットの溶接装置を準備し、
表側溶接用電極対を用いて鋼板部品の表面にプロジェクションナットを溶接するときには、
下部進退駆動手段によって下部電極の上端面を鋼板部品の裏面に密着させてガイドピンを鋼板部品の表側に突出させた後に、表向き状態のプロジェクションナットを上側部品供給装置によってガイドピンに供給し、その後、上部電極の下降によって上部電極と下部電極の間でプロジェクションナットと鋼板部品を加圧し続けて溶接電流を通電し溶接を完了し、
裏側溶接用電極対を用いて鋼板部品の裏面にプロジェクションナットを溶接するときには、
上部進退駆動手段によって上部電極の下端面を鋼板部品の表面に密着させた後に、下側部品供給装置によってガイドピンに裏向き状態のプロジェクションナットが供給された下部電極を上昇させることによって下部電極と上部電極の間でプロジェクションナットと鋼板部品を加圧し続けて溶接電流を通電し溶接を完了することを特徴としている。
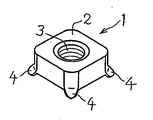
2 本体部
3 ねじ孔
4 溶着用突起
5 上端面
5A 下部電極
5B 下部電極
6 下端面
6A 上部電極
6B 上部電極
10 鋼板部品
11 ロボット装置
15 ガイドピン
19 下側部品供給装置
20 供給ロッド
27 下孔
31 ガイドピン
37 上側部品供給装置
38 供給ロッド
47 揺動機構
48 回動機構
SA 余裕長さ
SB 余裕長さ
Claims (2)
- ロボット装置に保持された鋼板部品を上部電極と下部電極の間で反転させることなく鋼板部品の表面と裏面にプロジェクションナットを電気抵抗溶接によって溶接するものであり、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して表側溶接用電極対を構成し、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して裏側溶接用電極対を構成し、
表側溶接用電極対において鋼板部品を貫通して鋼板部品の表側に突出している下部電極のガイドピンに表向き状態のプロジェクションナットを供給する上側部品供給装置が設けられ、
裏側溶接用電極対において鋼板部品から離隔した位置に後退している下部電極のガイドピンに裏向き状態のプロジェクションナットを供給する下側部品供給装置が設けられ、
表側溶接用電極対における下部進退駆動手段の進出力が上部進退駆動手段の進出力よりも強く設定してあり、
表側溶接用電極対における下部進退駆動手段の進出長さは、下部電極の上端面が鋼板部品の裏面に密着した箇所で進出が停止する長さとされているとともに、上部進退駆動手段の進出長さは、上部電極と下部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
裏側溶接用電極対における上部進退駆動手段の進出力が下部進退駆動手段の進出力よりも強く設定してあり、
裏側溶接用電極対における上部進退駆動手段の進出長さは、上部電極の下端面が鋼板部品の表面に密着した箇所で進出が停止する長さとされているとともに、下部進退駆動手段の進出長さは、下部電極と上部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
少なくとも1つの表側溶接用電極対と1つの裏側溶接用電極対が配置されていること
を特徴とするプロジェクションナットの溶接装置。 - ロボット装置に保持された鋼板部品を上部電極と下部電極の間で反転させることなく鋼板部品の表面と裏面にプロジェクションナットを電気抵抗溶接によって溶接するものであり、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して表側溶接用電極対を構成し、
上部進退駆動手段で進退する上部電極と、下部進退駆動手段で進退しプロジェクションナット支持用のガイドピンが設けられた下部電極を同軸の状態で配置して裏側溶接用電極対を構成し、
表側溶接用電極対において鋼板部品を貫通して鋼板部品の表側に突出している下部電極のガイドピンに表向き状態のプロジェクションナットを供給する上側部品供給装置が設けられ、
裏側溶接用電極対において鋼板部品から離隔した位置に後退している下部電極のガイドピンに裏向き状態のプロジェクションナットを供給する下側部品供給装置が設けられ、
表側溶接用電極対における下部進退駆動手段の進出力が上部進退駆動手段の進出力よりも強く設定してあり、
表側溶接用電極対における下部進退駆動手段の進出長さは、下部電極の上端面が鋼板部品の裏面に密着した箇所で進出が停止する長さとされているとともに、上部進退駆動手段の進出長さは、上部電極と下部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
裏側溶接用電極対における上部進退駆動手段の進出力が下部進退駆動手段の進出力よりも強く設定してあり、
裏側溶接用電極対における上部進退駆動手段の進出長さは、上部電極の下端面が鋼板部品の表面に密着した箇所で進出が停止する長さとされているとともに、下部進退駆動手段の進出長さは、下部電極と上部電極の間でプロジェクションナットと鋼板部品が加圧されている状態においてさらに進出できる余裕長さが付加された長さとされ、
少なくとも1つの表側溶接用電極対と1つの裏側溶接用電極対が配置されている
プロジェクションナットの溶接装置を準備し、
表側溶接用電極対を用いて鋼板部品の表面にプロジェクションナットを溶接するときには、
下部進退駆動手段によって下部電極の上端面を鋼板部品の裏面に密着させてガイドピンを鋼板部品の表側に突出させた後に、表向き状態のプロジェクションナットを上側部品供給装置によってガイドピンに供給し、その後、上部電極の下降によって上部電極と下部電極の間でプロジェクションナットと鋼板部品を加圧し続けて溶接電流を通電し溶接を完了し、
裏側溶接用電極対を用いて鋼板部品の裏面にプロジェクションナットを溶接するときには、
上部進退駆動手段によって上部電極の下端面を鋼板部品の表面に密着させた後に、下側部品供給装置によってガイドピンに裏向き状態のプロジェクションナットが供給された下部電極を上昇させることによって下部電極と上部電極の間でプロジェクションナットと鋼板部品を加圧し続けて溶接電流を通電し溶接を完了する
ことを特徴とするプロジェクションナットの溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171463A JP6065306B2 (ja) | 2012-07-13 | 2012-07-13 | プロジェクションナットの溶接装置および溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171463A JP6065306B2 (ja) | 2012-07-13 | 2012-07-13 | プロジェクションナットの溶接装置および溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014018861A true JP2014018861A (ja) | 2014-02-03 |
| JP6065306B2 JP6065306B2 (ja) | 2017-01-25 |
Family
ID=50194345
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012171463A Active JP6065306B2 (ja) | 2012-07-13 | 2012-07-13 | プロジェクションナットの溶接装置および溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6065306B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188815A1 (ja) * | 2018-03-29 | 2019-10-03 | 本田技研工業株式会社 | 溶接ガン及び溶接方法 |
| KR102297520B1 (ko) * | 2020-10-12 | 2021-09-02 | (주)삼성텍 | 전기 및 내연기관 자동차용 금속가공품의 이종 너트 용접 자동화 시스템 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02104186U (ja) * | 1989-02-06 | 1990-08-20 | ||
| JP2010000538A (ja) * | 2008-06-19 | 2010-01-07 | Yoshitaka Aoyama | プロジェクションナットの溶接装置および溶接方法 |
-
2012
- 2012-07-13 JP JP2012171463A patent/JP6065306B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02104186U (ja) * | 1989-02-06 | 1990-08-20 | ||
| JP2010000538A (ja) * | 2008-06-19 | 2010-01-07 | Yoshitaka Aoyama | プロジェクションナットの溶接装置および溶接方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188815A1 (ja) * | 2018-03-29 | 2019-10-03 | 本田技研工業株式会社 | 溶接ガン及び溶接方法 |
| JPWO2019188815A1 (ja) * | 2018-03-29 | 2021-01-14 | 本田技研工業株式会社 | 溶接ガン及び溶接方法 |
| US11759880B2 (en) | 2018-03-29 | 2023-09-19 | Honda Motor Co., Ltd. | Welding gun and welding method |
| KR102297520B1 (ko) * | 2020-10-12 | 2021-09-02 | (주)삼성텍 | 전기 및 내연기관 자동차용 금속가공품의 이종 너트 용접 자동화 시스템 |
| JP7158055B2 (ja) | 2020-10-12 | 2022-10-21 | サムソン テック カンパニー リミテッド | 自動車用金属加工品の異種ナット溶接自動化システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6065306B2 (ja) | 2017-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5365900B2 (ja) | プロジェクションナットの溶接装置 | |
| US20150352672A1 (en) | Laser welding method and laser welding device | |
| CN203030460U (zh) | 一种焊料自动涂覆装置 | |
| JP2007000925A (ja) | 電気抵抗溶接装置 | |
| JP6065306B2 (ja) | プロジェクションナットの溶接装置および溶接方法 | |
| JP4883445B2 (ja) | 電気抵抗溶接方法およびその装置 | |
| JP3624279B2 (ja) | 孔明き部品のプロジェクション溶接装置と溶接方法 | |
| JP3700025B2 (ja) | プロジェクションボルトの溶接装置 | |
| KR101028561B1 (ko) | 스폿 용접장치 | |
| KR20160057763A (ko) | 스폿 용접장치 | |
| CN102686042B (zh) | 插件机头部插件机构 | |
| CN201357280Y (zh) | 螺母焊钳 | |
| KR101655593B1 (ko) | 자동차 부품의 용접장치 | |
| JP4905246B2 (ja) | 溶接装置 | |
| JP2011206808A (ja) | 溶接装置 | |
| JP2013094846A (ja) | スポット溶接装置 | |
| JP6191938B2 (ja) | 孔あき部品の複数箇所供給装置 | |
| JP4849248B2 (ja) | 電気抵抗溶接機用部品供給装置 | |
| JP2015167998A (ja) | レーザー溶接方法、およびレーザー溶接装置 | |
| JP5057033B2 (ja) | 電気抵抗溶接機用部品供給装置 | |
| CN207873377U (zh) | 电阻焊装置 | |
| KR100743926B1 (ko) | 프로젝션볼트의 용접방법 및 장치 | |
| CN103223566A (zh) | 摩托车左右下体组合焊接工装 | |
| JP7185891B2 (ja) | プロジェクション溶接装置 | |
| JP5983944B2 (ja) | 多打点スポット溶接装置及び溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160119 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6065306 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |