様々な図面での同様の参照符号は、同様の要素を示す。
CMPシステムにおいて、所望の厚さを有するように基板が研磨される。例えば、以下に説明するように、インライン無接触静電容量計測システムによって、研磨前または研磨後に基板を測定することができ、インライン無接触静電容量計測システムは、基板の厚さ、または基板の湾曲、歪み、もしくは平坦性に関係付けられる信号を生成することができる。測定は、基板全体にわたって、複数の角度的に離隔された領域で、特に基板縁部付近の複数の角度的に離隔された点で、または基板上の様々な半径方向位置で行うことができる。一実装形態では、基板の角度的に離隔された半径方向セグメントまたはx,yセグメントに沿って複数回のスキャンが行われる。
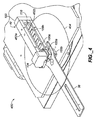
図1は、そのようなインライン無接触静電容量計測システム40の例示的実装形態を示す。図1に示されるように、システム40は、ハウジング100を含み、ハウジング100は、2つの静電容量プローブ102と、任意選択の垂直位置センサ104と、水平位置センサ106とを支持する。この例示的実装形態では、水平位置センサ106は、複数の光学位置センサ106a〜hを含む。いくつかの実装形態では、静電容量プローブ102は、センサヘッド103aおよび103bを含む。センサヘッド103aおよび103bは、基板10の両側にあり、基板10の両面を同時にマッピングする。
基板10は、例えばロボット(例えば図2に示されるようなウェットロボット24)によって、または基板処理システム内に含まれていることがある基板を移動および/または操作するように指定された他のデバイスによって、計測システム40内へほぼ水平に導入することができ、システム40内へ横方向に移動させることができる。動作中、静電容量プローブ102は、基板10がシステム40内に移動されるときに、基板10を漸進的にスキャンする。
垂直位置センサ104を使用して、垂直距離108(すなわち、垂直位置センサ104の底部から基板10の上面まで、または基板ホルダまで測定される距離)を求めることができる。距離108(z方向距離と呼ぶこともある)が求められてロボットに提供され、ロボットは、距離108を使用して基板垂直位置を調節して、基板の上面または底面がセンサヘッド103aおよび103bに対して一定の距離になることを保証する。静電容量感知は、基板とセンサヘッドの距離に応じたものとなることがある。例えば、距離108は、ウェハ振動により変動することがある。垂直位置センサ104は、基板10がプローブ100内に完全に配置されてスキャニングが開始される前に、距離108の測定を行うことができる。この測定は、基板縁部110が位置センサ106aによって検出されたときに行われることがある。次いで、基板10を取り扱うために使用されるロボットに、基板10の垂直位置を調節するように命令することができる。いくつかの実装形態では、基板10を取り扱うために使用されるロボットは、基板の縁部、例えば基板の円形縁部を把持して、基板表面に沿ったすべての点を測定できるようにする。
いくつかの実装形態では、水平位置センサ106は、システム40内部での固定された位置にある基板10の横方向位置を求めることができる。例えば、水平位置センサ106は、システム40への基板10の初期進入から、システム40内部での基板10の最終位置まで、基板10の横方向基板移動を追跡することができる。いくつかの実装形態では、位置センサ106a〜hは、システム40内部で、固定された所定の位置に位置される。各位置センサは、他の位置センサに対して均等に離隔させることができる。
静電容量プローブ102は、基板10がシステム40に入るときに基板10を感知し、基板10に沿って離散点で基板10の連続的な測定値を取る。センサと基板の間の静電容量、したがって基板の片面からセンサまでの距離を、スキャンされる基板10の半径に沿って離散測定点で求めることができる。センサ読取りは、静電容量センサヘッド間の間隙を通って基板が移動するときに連続的に行うことができる。基板10は、直径200mmの円形基板、直径300mmの円形基板、または別の直径の基板でよい。いくつかの実装形態では、基板は非円形でよい。
いくつかの実装形態では、位置センサ106a〜hは、25mm離隔することができる。動作中、位置センサ106aが、基板縁部110の存在を検出する。この検出は、基板スキャンの開始のサインとして使用することができる。また、上述したように、ここで基板垂直位置を調節することができる。次に、向かい合うセンサヘッド103a、103bの間の間隙を通して基板が移動される。基板10が静電容量プローブ102を通過するときに、基板厚さの静電容量センサ測定値が漸進的に取られる。さらに、基板がスキャンされるとき、基板縁部110が、連続する各位置センサ106b〜106hによって検出される。いくつかの実装形態では、基板10が各位置センサ106a〜hの間を進むときに、システム40が複数の静電容量センサ測定値を取る。所定の時間間隔中に基板10に沿って1mmの増分で静電容量センサ測定値を取ることができ、各位置センサ106a〜hの間で25mmの距離にわたって計25個の静電容量測定値を得る。
いくつかの実装形態では、この測定プロセスは、(例えば基板縁部から基板の中心まで)基板の半径が測定されたとき、複数の角度的に離隔された半径方向セグメントが測定されたとき、または基板縁部付近の相当数の位置が測定されたときに基板スキャニングが止まるまで続く。この例では、基板10が300mm基板であると仮定して、システム40が、300mm基板の半径をスキャンして、(例えば1mmごとに測定された)150箇所の測定点で測定値を得る。
図1に示されるインライン静電容量計測システム40を採用することができる基板処理システムが、図2に示される。図2を参照すると、基板処理システム20は、化学機械ポリッシャ22と、クリーナ26と、工場インターフェースモジュール28と、インライン静電容量計測システム40と、基板移送システム30と、制御装置32とを含む。同様の基板処理システムの説明は、米国特許第6413145号で見ることができ、その開示全体を参照として本明細書に組み込む。システムは、化学機械ポリッシャ22の代わりに基板研削装置(図示せず)を含むこともできる。
いくつかの実装形態では、無接触静電容量計測システムは、静電容量測定が行われる間に基板10の中心部分を支持するためのチャックを含む。このシステムでは、例えば基板を回転させることによって、基板10の中心を取り囲む領域が測定される。基板に沿った1つの半径方向位置で測定を完了すると、プローブは、新たな半径方向位置に移動される。基板の中心の測定は、中心と縁部の間の基板部分がチャックによって支持されるように基板またはチャックを移動させることによって行うことができ、計測システムは、基板10の中心部分で基板の両面を測定することができる。
無接触静電容量計測システムの代替実装形態では、基板10は静止位置で保持され、静電容量プローブ102は枢動アームまたは一対の枢動アーム上にある。このとき、センサ102が基板10の表面に沿って移動されて、測定値が得られる。制御装置は、静止した基板10に対するセンサ102の位置を記録する。枢動アームに隣接する固定バーが、基板10からのセンサ垂直位置に関する基準点を与えることができ、固定バーに対するセンサ位置が求められる。測定中の基板が変形しないように、基板10を縁部に沿って保持することができる。
いくつかの実装形態では、センサ102は、ただ1つのヘッド103aを含み、センサヘッド103aに対向して導電プレートが位置する。いくつかの実装形態では、センサは調節可能である。調節可能なセンサは、以下のように較正され、基板を測定するために使用される。既知の厚さの参照基板を、センサ102に、すなわちセンサヘッド103a、103bの間に配置する。参照基板の上面および底面を測定するために、センサヘッド位置を調節する。センサヘッドは、センサヘッドの測定範囲の中心付近に位置決めすることができ、基準測定値からの正または負のずれを可能にする。センサ出力は、ゼロボルトに調節することができる。参照基板を試料基板で置き換える。2つのセンサヘッドでのゼロボルトからのずれから、厚さむらを求めることができる。この方法は、センサヘッドの組合せが、基板厚さの変化に対して線形の電圧変化を生み出すこと仮定する。また、この方法は、センサ間の間隙が一定に保たれると仮定し、また、基板が一方のヘッドに近づき、他方のヘッドから離れるように移動されるときに、2つのセンサヘッドの電圧の和が一定に保たれると仮定する。センサヘッドが位置調節可能でない場合、センサ内に参照基板があるときに求められる静電容量が、センサ内に試料基板があるときに求められる静電容量と比較される。
基板10、例えばウェハは、ウェハカセット12(例えばカセット12a〜12d。まとめてウェハカセット12と呼ぶ)内に入れた状態で基板処理システム20に搬送することができる。基板移送システム30は、基板をカセット(例えばウェハカセット12)から保持ステーション150に移動させる、またはクリーナ26の出口からカセットに戻すための工場インターフェースロボット130と、基板を保持ステーション150、ポリッシャ22、およびクリーナ26の入口の間で移動させるウェットロボット24とを含む。いくつかの実施形態では、工場インターフェースロボット130が可動ステージを含む。工場インターフェースモジュール28によってカセット12から基板が抜き出されて、ポリッシャ22およびクリーナ26に搬送される。基板処理システム20の動作は、分散制御ソフトウェアを実行する1つまたは複数のプログラム可能なデジタルコンピュータなどの制御装置32によって調整することができる。
インライン静電容量計測システム40は、工場インターフェースモジュール28内にあってよく、または工場インターフェースモジュール28に取り付けられた別個の囲壁内にあってもよい。いくつかの実装形態では、インライン静電容量計測システム40は、クリーナ26およびポリッシャ22の近くの領域、例えばウェットロボット24の近位に位置されるが、インライン静電容量計測システム40に関して別の適切な位置を使用することもできる。ウェットロボット24は、静電容量計測システム40内に基板10を位置決めするように構成することができる。ウェットロボット24は、真空チャック、またはグリッパを有するアームによって基板10を保持することができ、水平方向および垂直方向で前進および後退し、かつ垂直軸周りで回転するように構成することができる。
あるいは、工場インターフェースロボット130によって、基板10を静電容量計測システム40内へ横方向に移動させることができる。例えば、静電容量計測システム40は、工場インターフェースモジュール28内に例えば一次収納装置150の一部として、またはインターフェースモジュール28内に懸架されたシステムとして位置させることができ、あるいは工場インターフェースモジュール28に当接するモジュール30でもよい。静電容量計測システム40を、研磨システム22とインラインで他の位置に配置することもでき、他のロボットまたはデバイスが静電容量計測システム40内に基板を移動させることができる。
制御装置32は、研磨システム22を含むシステム20の他の構成要素、およびインライン静電容量監視システム40に接続されたデジタルコンピュータでよい。制御装置32は、基板を保持するロボット、例えばウェットロボット24を制御するようにプログラムすることができ、監視システム40を通して基板10を移動させ、水平位置センサ106および垂直位置センサ104によって求められる監視システム40に対する基板横方向位置情報および垂直位置情報を格納し、監視システム40から受信された信号を格納し、それらの信号から、基板上の様々な位置でのプローブから基板の表面までの距離を求める。一実装形態では、ウェットロボット24は、基板10をプローブ100内部の適正な位置に動かすことができ、基板10を所定の移動速度でプローブ100内へ横方向に移動させることができる。
インライン静電容量計測システム40は、ポリッシャ22によって基板10を研磨する前および/または研磨した後に基板10の厚さを測定するように構成することができる。基板のさらなる研磨が必要か判定するために、研磨プロセス中の特定の時点でウェットロボット24が基板10を計測システム40に移送させることができる。
ウェットロボット24は、工場インターフェースロボット130と同様でよく、ステージ領域176とポリッシャ22の間で基板を搬送するときに基板を操作するために広い移動範囲を提供することができる。例えば、ウェットロボット24は、静電容量計測システム40内に基板10を位置決めするように構成することができる。ウェットロボット24は、真空チャック、またはグリッパを有するアームによって基板10を保持することができ、水平方向および垂直方向で前進および後退し、かつ垂直軸周りで回転するように構成することができる。
いくつかの実装形態では、工場インターフェースユニット、ポリッシャ、クリーナ、およびインライン静電容量計測システムが単一の一体型処理システムであるとき、個々の基板の研磨の監視は、処理システムで行われる標準的な処理ステップセットの一部として行うことができる。いくつかの実施形態では、静電容量計測システムは、工場インターフェースユニット内、例えば基板収納ユニットの近位にある。いくつかの実施形態では、静電容量計測システムは、工場インターフェースユニットに取り付けられた別個の囲壁内にある。
システムが静電容量計測システム40を含む場合、システムを較正するために、垂直距離108に関する値を制御装置32に送信することができる。較正は、ウェハがセンサヘッド103a、103bの間に導入されるときにセンサヘッドに接触せず、引掻き傷を受けないことを保証することができる。いくつかの実施形態では、システムが較正されると、垂直距離108の測定はもはや必要とされない。2つのセンサヘッドにより、垂直距離を求めることができるようになる。いくつかの実施形態では、垂直位置センサ104からの信号を使用して、静電容量データを修正してデータから振動を除去するか、または信号歪を修正する。
上述したように、静電容量プローブ102は、基板10がシステム40に入るときに基板10を感知することができ、基板の半径に沿った離散点で基板10の一連の測定値を取る。制御装置32は、これらの測定値を受信することができ、各離散測定点と関連付けられる対応する基板厚さを求めることができる。例えば、静電容量計測システム40は、300mm基板をスキャンすることができ、基板10に沿って1mmの増分で信号およびデータを制御装置32に送信することができる。信号およびデータは、例えば、基板横方向位置情報(例えば基板の縁部から25mm)、静電容量プローブ102からの静電容量電圧、および静電容量プローブ102に対する基板10または基板ホルダの垂直高さ(例えば距離108)を含むことができる。
これらの信号およびデータ点を信号処理アルゴリズムによって処理して、基板10に沿って測定された各点での基板層厚さ測定値を求めることができる。
図3は、図1の例示的なインライン静電容量計測システム40のブロック図300である。図4は、図1の例示的なインライン静電容量計測システム40の斜視図400である。図3および図4を参照すると、システム40は、静電容量プローブ102を含むことができ、静電容量プローブ102は、センサヘッド103a、103bを含み、これらのセンサヘッド103a、103bは直列回路または並列回路で接続することができる。センサヘッド103a、103bは、それぞれブラケット452a、452bに取り付けることができ、互いから所定の距離だけ離隔され、間に間隙を形成する。間隙距離は、測定される基板のサイズに応じて変えることができる。例えば、半導体ウェハが中に導入される間隙に関する範囲は、約0.65〜0.80mmの厚さを有するウェハに関しては約2〜6mmである。この範囲は、典型的な半導体処理用途で適切なスポットサイズ、信号強度、および取扱いの信頼性を提供することができる。
静電容量センサヘッド103a、103bは、センサヘッド103a、103bを駆動させることができるセンサボード回路402に接続することができる。圧力がセンサヘッド103aまたは103bに印加され、基板がセンサヘッドに隣接するとき、ヘッドと基板の間に電界が生成される。センサボード回路402は、センサヘッドでの電圧を変える。いくつかの実装形態では、センサボード回路402は、センサヘッドと基板の間の静電容量を示す電圧を変えるのに必要な電流の量を決定する。あるいは、センサボード回路は、センサヘッドを駆動させるための電流を発生することができ、基板表面上の様々な点での静電容量変化を求めるために基板が移動されるときに電圧変化を検出することができる。基板の両面の静電容量を求めるセンサボード回路を使用して、基板の厚さを求めることができる。電圧変化を制御装置404に伝送することができ、制御装置404は、以下で説明するように、電圧をデジタル信号に変換して処理できるようにするためのアナログデジタル変換器を含むことができる。適した静電容量システムは、KLA TencorからAFS 3220 FAウェハ寸法計測システムとして市販されている。
また、静電容量計測システム40は、位置センサ106a〜hのアレイも含むことができ、このアレイは、基板10が静電容量センサヘッド103a、130bの間の間隙を通して移動されるときに基板10の位置を検出することができる。位置センサ106を制御装置404に接続することができ、制御装置404は、厚さ測定が行われるときに基板上でのサンプリング位置を決定することができる。いくつかの実装形態では、位置センサは、透過型センサなど光学センサでよい。適切な位置センサの例として、SUNX(日本)から市販されている型式EX−11のセンサを挙げることができる。
あるいは、静電容量計測システム40は、位置センサ106a〜hを含まない。ウェハの位置は、システムを通してウェハを移動させるために使用されるロボットのロボットエンコーダから得ることができる。
いくつかの実装形態では、垂直位置センサ104(z方向位置センサと呼ぶこともある)は、基板10とセンサヘッド103a、103bの距離を測定して、距離に関係する補償係数を求めることができ、この補償係数を、静電容量プローブ102によって生成された生のデータに適用して、距離および振動の影響を補償することができる。適切な垂直位置センサの例として、レーザ距離センサを挙げることができる。そのようなセンサの例として、OMRON(日本)から市販されている型式XZ−30Vのセンサを挙げることができる。
制御装置404は、センサ106からのそれぞれの読取り値に基づいて、様々なサンプリング位置での基板の厚さ、平坦性、または湾曲を計算することができる。いくつかの実装形態では、制御装置404は、アナログデジタル変換器、PLC(プログラマブル論理制御装置)、およびPC(パーソナルコンピュータ)を含むことができる。アナログデジタル変換器は、静電容量プローブ102および垂直位置センサ104からのアナログ信号をデジタル形式に変換して処理できるようにすることができる。PLCは、センサ106から感知信号を受信することができ、データロギングまたは収集機能を行うことができる。PCは、PLCからのデータを受信することができ、測定および補償計算を行うことができる。いくつかの実装形態では、測定結果を出力デバイス406(例えばコンピュータディスプレイまたはプリンタ)に出力することができる。いくつかの実装形態では、制御装置404は、データを制御装置32に提供することができ、または(図1に示されるように)制御装置32の一部でよく、制御装置32は、基板処理システム20内でのウェットロボット24の移動を制御することもできる。ウェットロボット24は、基板10をプローブ100内部で適正な位置に動かすことができ、基板10を所定の移動速度でプローブ100内へ横方向に移動させることができる。
静電容量センサ読取り値から基板10の厚さを計算するための様々な方法を使用することができる。例えば、1つのそのような方法は、センサ読取り値の較正曲線を生成するために、既知の厚さを有する特定の基板に関して取られた静電容量センサ読取り値の実験データを使用することができる。次いで、静電容量センサ読取り値を較正曲線にマッピングして、測定された基板の厚さを求めることができる。プローブから基板の両面までの距離すべてを、測定値が取られた位置と共にまとめることで、基板の厚さを提供することができる。
例えば、図1および図4を参照すると、静電容量計測システム40を使用して基板10の厚さを求めることができる。ウェハを、ロボットアーム(例えば図2のウェットロボット24)に接続されたエンドエフェクタ38に位置決めすることができる。次いで、ロボットアームを作動させて、静電容量センサヘッド103a、103bの対によって形成される間隙を通してウェハを移動させることができる。ウェハは、静電容量センサヘッド103a、103bの対によって形成される間隙を通って移動するとき、位置センサ106のアレイを通り、このアレイは、ウェハの先導端(例えば基板縁部110)によって連続的に作動または活動化させることができる。ウェハが第1の位置センサ106aを通ったときに感知ルーチンをトリガすることができる。感知ルーチンは、(例えば1000読取り値/秒のサンプリングレートで)周期的な厚さ読取りを行う静電容量プローブ102と、ウェハの速度を求めるために、ウェハ縁部(例えば基板縁部110)が連続する各センサを通るときを検出する位置センサ106とを含むことができる。この情報を使用して、制御装置404は、各サンプリング位置での測定された厚さ、およびウェハ上での各サンプリング位置の位置を求めることができる。このようにして、ウェハにわたって延びる所与のラインに沿って厚さ測定値を取ることができる。望みであれば、ウェハを所望の位置に回転させ、次いでシステム40を通してウェハを移動させて測定を行うことによって、ウェハにわたる異なるラインに沿った測定値を取ることができる。
いくつかの実装形態では、静電容量計測システム40は、オンザフライで(on−the−fly)、すなわちウェハがセンサヘッド103a、103bの間の間隙を通って移動されている間に測定値を取ることができる。このとき、高いサンプリングレートを可能にすることができ、ウェハ厚さを迅速に測定できるようになる。システムは、単一の基板半径に沿って少なくとも3点、例えば29点を得ることができる。最大で10000個のより多数の測定値を得ることができるが、より少数の測定値を選択することもでき、例えば50〜600個の間、例えば、オンウェハでは約300個または150個、オフウェハでは50個である。測定値がより多数であると、より時間がかかり、処理時間が遅くなる。測定値がいくつあれば十分であるかは、システムに入れられるウェハの質に応じて決まる。いくつかの場合には、既知の非平坦領域で、より多数の測定値を得ることができる。いくつかの実装形態では、直径約300mmのウェハを、約2秒で約2000のサンプリング点で測定することができる。他の実装形態では、様々なサンプリングレートを使用することができ、それぞれ、測定時間の長短に対応してサンプリング点が多数または少数となる。
いくつかの実装形態では、基板の迅速で正確な測定により、所望の研磨厚さを得るために必要であれば適正な措置を取ることができるようになる。例えば、ほぼ均一な基板厚さが望まれているが、厚さが十分に均一でないことを測定値が示している場合、所望の均一な厚さを得るために、選択的な化学機械研磨、電気化学機械研磨、または他のプロセスをウェハに施すことができる。いくつかの実装形態では、例えば、制御装置404は、基板10の測定された層厚さに基づいてポリッシャ22の研磨プロセスを調節するようにプログラムすることができ、または制御装置404は、この機能を行うためにデータを制御装置32に提供することができる。ポリッシャ22の研磨プロセスは、例えば、研磨中に基板に印加される裏面圧力、または研磨中のキャリアヘッドもしくはプラテンの回転速度を変更することによって調節することができる。いくつかのシステムでは、半径方向または角度方向での様々な区域での裏面圧力を、他の区域とは無関係に調節することができる。また、スラリ送達速度、温度、または研磨時間など、研磨プロセスの他のパラメータを変更することもできる。他の実装形態では、ただ1つの制御装置を使用して、静電容量計測システム40、および基板処理システム20の他の部分の制御に関連する機能を行うことができる。
基板の厚さは、ウェハの研磨前に測定することができる。例えば、制御装置404は、センサから基板の各面までの距離に関連付けられるセンサボード402からの信号を受信することができる。制御装置404は、そのデータを使用して、ポリッシャ22の研磨パラメータまたは研磨端点アルゴリズムを調節することができる。あるいは、またはさらに、基板の研磨後に基板の厚さを測定することができる。制御装置404は、その信号を使用して、後続の基板に関する研磨パラメータまたは端点アルゴリズムを調節することができる。いくつかの実装形態では、制御装置404は、センサデータを制御装置32に提供することができ、制御装置32は、基板を研磨するために基板処理システム20を制御することができる。
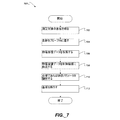
図5は、基板の厚さを監視するための方法500の流れ図である。方法500は、図1および図2を参照して示した基板処理システム20の一部である静電容量計測システム40で行うことができる。方法500は、静電容量システム40の近位に基板10を位置決めし、基板10をシステム40内に挿入することから始まる(502)。例えば、基板10は、ウェットロボット24によって取り扱うことができる。ウェットロボット24が基板10を移動させるとき、静電容量プローブ102に電圧が印加され、基板10が静電容量プローブ102を通るときに、電圧が印加された各センサヘッドがコンデンサの第1のプレートとして作用し、基板がコンデンサの第2のプレートとして作用する(504)。制御装置48は、その測定位置でセンサから基板の一面までの距離を求めるために使用することができる信号を受信する(506)。
次に、制御装置48は、インライン静電容量計測システム40から基板位置情報を受信する(508)。基板縁部110が検出されない場合(510)、スキャニングが継続される(504)。基板縁部110が検出された場合(510)、ウェットロボット24が、基板をシステム40から取り外す(512)。ウェットロボット24は、角度αだけ基板10を回転させる(514)。角度αは、反時計回りでの回転の所定の角度である。基板10が、基板10の最初の半径スキャンから360度回転された場合(516)、方法500が終了する。基板10が、360度まで完全には回転されていない場合(516)、方法500が継続される(502)。
方法500の代替実装形態では、ウェットロボット24は、基板処理システム内部で基板を把持、移動、および/または回転させるために使用される工場インターフェースロボット130または別の同様のデバイスである。別の代替実装形態では、基板10が時計回りで回転される。
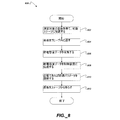
図6は、基板の厚さを監視するための代替方法600の流れ図である。本質的に、ステップ602〜610は、方法500で行われるステップ502〜510と同一である。しかし、基板縁部の検出後に基板10をシステム40から取り外すのではなく、基板10が角度αだけ回転される(612)。角度αは、反時計回りでの回転の所定の角度である。基板10が、基板10の最初の半径スキャンから360度回転された場合(614)、ウェットロボット24は、基板10をシステム40のプローブ100から取り外す(616)。図5に示される方法とは異なり、基板10は、いくつかの測定値が得られるまでプローブ100内に留まる。
システム40の内外に基板を移動させるために使用される操作取扱いメカニズム(例えばウェットロボット24)の移動速度は、基板スキャン中に振動レベルが最小となり、速度が一定となるように最適化することができる。
基板は、基板の表面に沿って、様々な半径方向位置およびx,y位置でスキャンすることができる。さらに、ロボットが基板を回転させることができる場合、スキャニングは、弧、特に軸方向の厚さ変動がより生じやすい基板縁部付近での弧に沿って行うことができる。基板上の単一の位置での下側センサヘッドと上側センサヘッドからの距離を組み合わせることにより、基板厚さ、および厚さ情報を提供することができるセンサからの距離が得られる。基板の底面に沿った様々な点での下側センサヘッドからの距離と、基板の上面に沿った様々な点での上側センサヘッドからの距離とを比較することで、基板が平坦であるか、湾曲しているか、または任意の位置で歪んでいるかを示すことができる。
図7を参照して、基板を測定する方法700を説明する。工場インターフェースロボットなどのロボットが、測定対象の基板を得る(702)。基板は、工場インターフェースのFOUP(front opening unified pod;フープ)から得ることができるか、またはクリーナ出口で得ることができる。基板が所定の軌跡でプローブの下に通される(704)。所定の軌跡は、弧、螺旋、基板の1つまたは複数の半径に沿った軌跡、あるいは所定のx,y位置でよい。プローブが基板の静電容量データを収集する(706)。静電容量データが制御装置に電子的に伝送される(708)。制御装置が、目標の除去厚さまたは研磨後の厚さを実現するために、変更が必要な場合には圧力、回転速度、時間などの研磨パラメータを調節する(710)。工場インターフェースロボットが、例えばポリッシャで、またはFOUP内に基板を降ろす(712)。
図8を参照して、基板を測定する代替方法800を説明する。工場インターフェースロボットなどのロボットが、測定対象の基板を得て、FOUPおよびステージを収容する囲壁内部の可動ステージ上に基板を配置する(802)。基板は、FOUPまたはクリーナ出口から得ることができる。ステージが、所定の軌跡でプローブの下に基板を通す(804)。所定の軌跡は、弧、螺旋、基板の1つまたは複数の半径に沿った軌跡、あるいは所定のx,y位置でよい。プローブが基板の静電容量データを収集する(806)。静電容量データが制御装置に電子的に伝送される(808)。制御装置が、目標の除去厚さまたは研磨後の厚さを実現するために、変更が必要な場合には圧力、回転速度、時間などの研磨パラメータを調節する(810)。工場インターフェースロボットが、例えばポリッシャで、またはFOUP内に基板を降ろす(812)。
基板厚さを使用して、その基板に関して次の研磨ステップで、または研磨すべき次の基板に関して、研磨パラメータに施すべき変更を決定することができる。すなわち、基板厚さ情報を、フィードバックまたはフィードフォワード形式で使用することができる。例えば、基板表面に沿って様々な半径で取られた厚さ測定値を、様々な半径方向区域(特に縁部区域)内で平均化して平均値を得ることができ、この平均値は、その区域内部での角度による基板厚さの相違を考慮するものであり、したがって基板層厚さのより正確な測定値を提供する。平均厚さを使用して研磨を調節して、所望の平坦化された厚さを基板が実現することを保証することができる。
円形基板の研磨は通常は軸対称であるが、角度による研磨速度の相違があってもよい。角度による研磨速度の相違は、基板縁部でより顕著にすることができる。この効果により、基板の縁部に沿って基板厚さに角度による装置を与えることができる。基板厚さのこの変動、または非平坦性は、基板厚さの決定、または層が基板から均一に除去されたかどうかについての判断の精度に影響を及ぼすことがある。特に、監視システムが、基板縁部にわたるただ1つの半径方向セグメントで測定する場合、平均厚さからずれた基板縁部領域内で測定を行うことがある。基板が必要とする研磨の量を決定するためまたは研磨装置を制御するために、測定された基板厚さを使用する場合、この厚さ変動により、基板がより多量に研磨される、またはより少量だけ研磨されることがある。
基板は、例えば、以下に述べるようにインライン静電容量監視システムによってスキャンすることができ、インライン静電容量監視システムは、プローブからウェハの一面までの距離に関係付けられる信号を生成することができる。測定は、複数の角度的に離隔された領域で、特に基板縁部付近の複数の角度的に離隔された点で行うことができる。一実装形態では、基板の角度的に離隔された半径方向セグメントに沿って複数回のスキャンが行われる。
所与の半径方向範囲内の複数の角度的に離隔された点の厚さ値を平均化して、基板の各半径方向区域ごとに平均厚さ値を求めることができる。次いで、(半径方向範囲内の複数の角度的に離隔された点からの測定値を含む)この平均値を、プロセス制御のために使用することができる。例えば、基板の厚さが研磨前に測定される場合、平均値、特に基板縁部に関する平均厚さ値を使用して、後続の基板のために研磨システム(例えばキャリアヘッドによって印加される圧力)を制御し、ウェハ間の不均一性を減少させることができる。
あるいは、基板の角度分析に関して厚さ値を別々のままにしておくことができる。例えば、基板の厚さを求めるために研磨後に基板が測定される場合、基板縁部付近で角度的に離隔された複数の測定値を使用することで、所望の厚さが実現されていると判断する際の信頼性を改善することができる。
図1を参照して説明したように、システム40内部で基板10の垂直距離108を較正することができる。静電容量測定出力が最小になる最適化位置にプローブ40内部で基板を位置させるために、較正を行うことができる。較正中、高さ補償アルゴリズムを較正するために、複数の垂直距離位置に関して複数の基板スキャンを行うことができる。
測定された静電容量を、基板からセンサヘッドまでの距離と相関させるために、既知の厚さの基板をシステム40がスキャンすることができる。較正基板ウェハの厚さ範囲を使用して、システム40の測定範囲を定義することができる。
システム40の較正に影響を及ぼすことがある因子は、基板上での材料の相違に関係付けることができる。金属層および半導体層は、誘電体層とは異なる静電容量を提供する。
静電容量計測システム40を測定ステーションの近位に位置させることができ、基板は、基板を研磨する前または後に、測定ステーションで基板ホルダに保持される。図2を参照すると、インライン静電容量計測システム40をウェットロボット24の領域内に位置させることができる。この位置は、基板が研磨後にスキャンされる場合に有利である。なぜなら、基板がポリッシャの近くに位置され、ほとんど間を空けずに測定が行われるからである。後続の基板の研磨のために1つまたは複数の処理パラメータを変更するために静電容量測定が使用される実装形態では、この位置は、ポリッシャ22へのより迅速なフィードバックを可能にする。基板が研磨前にスキャンされる場合にも、この位置は有効である。理想的には、基板表面は、正確な静電容量測定値が得られるように乾燥している。したがって、基板を、CMP前に測定することができ、またはCMP後に洗浄および乾燥した後で測定することができる。
インライン静電容量計測システム40に関する別の可能な位置は、工場インターフェースモジュール28内である。工場インターフェースモジュール28内に静電容量監視システムを位置させることは、基板を研磨前に測定するときに好都合となり得る。工場インターフェースロボット130は、基板を収納ステーション50内に配置する前に、基板をインライン静電容量計測システム40内に配置することができる。制御装置34は、基板データを、収納ステーション50内での基板の位置に相関させることができる。インライン静電容量計測システム40に関する別の可能な位置は、工場インターフェースモジュール28に直接取り付けられたモジュール内である。
インライン静電容量監視システム40に関する別の可能な位置は、工場インターフェースモジュール内に位置された収納ステーション内である。基板を保持するスロットの上にシステム40を位置させることができる。工場インターフェースロボット18は、基板をスロット内に配置する前に、基板をインライン静電容量計測システム40内に配置することができる。制御装置34は、基板データを、収納ステーション内での基板の位置に相関させることができる。
インライン静電容量計測システム40に関する別の可能な位置として、クリーナ内の入口収納ステーションおよび出口収納ステーションもあり得る。静電容量計測システム40を、ポリッシャ22の移送ステーションの近位に位置させることができ、またはポリッシャ22内の別の位置に位置させることができ、研磨中ではなく基板を研磨する前および/または後に基板領域の厚さまたは基板の表面の位置を測定することができる。
いくつかの実装形態では、第2の静電容量計測システム40を、システム20内で第2の位置に含むことができる。例えば、システム40を保持ステーションに位置させることができ、研磨後に1つまたは複数の基板の厚さを測定するために使用することができる。追加の静電容量計測システムは、工場インターフェースモジュール28内に位置させることができ、研磨前に1つまたは複数の基板の厚さを測定するために使用することができる。2つの測定値を比較することができる。システム40と任意の追加のシステムは、制御装置30などいくつかの要素、および/または駆動システムの一部または全部を共有することができる。
インライン静電容量計測システム40には、考え得る利点がいくつかある。システム40は、半導体基板に適した無接触測定技法を提供する。プローブ100内部で基板を移動させるために使用される操作取扱いメカニズムは、インサイチュ監視プロセスよりもゆっくりと静電容量プローブ102にわたって基板を移動させることができる。その結果、プローブ102は、高い空間解像度を可能にすることができる。例えば、1ミリメートル当たり1つのデータ点のスキャニング解像度が可能である。それにも関わらず、システム40のプローブ100内部で基板を移動させるために使用される操作取扱いメカニズムは、ポリッシャのスループットに影響を及ぼさずに、基板をプローブ102の下で十分に迅速に移動させることができる。例えば、ウェットロボット24は、センサヘッド103a、103bの間の間隙内へ基板を1秒以内に100mm(200mm基板の半径)移動させることができる。スキャンされる半径の数が、基板スキャニングプロセスの期間を決定する。システムは、各基板を研磨するためのプロセス制御を提供することができる。基板はそれぞれ、バッチ内の各基板が同じ厚さを有するように研磨することができる。さらに、またはあるいは、個々の基板の直径にわたって一定の厚さを得るように基板を研磨することができる。また、基板の平坦性、湾曲、または歪み、すなわちプロファイルを求めることもできる。プロファイルを求めるために、基板の裏面または表面が平坦であると仮定される。仮定された平坦面が、基準面として使用される。次いで、基板のプロファイルを求めるために、厚さ測定値が基準面と組み合わせて使用される。
いくつかの実装形態では、静電容量計測システムは、ポリッシャとインラインではない。静電容量計測システムによって得られる測定値が、例えばネットワークを介して、例えばイーサネット接続を介して、またはワイヤレスで、制御装置に通信される。次いで、基板の所望の厚さおよび均一性を得るために研磨パラメータを変更すべきかどうか判断するために、制御装置が測定値を使用する。研磨プロセスパラメータをその基板に関して変更する必要がある場合、制御装置は、基板が研磨されるときに、必要な変更を行う。
システムは、単純で、頑強で、安価にすることができる。システムは、研磨システムの既存の部分に位置決めすることができ、したがって、研磨システムのレイアウトの変更またはフットプリントの増加は必要ない。収集された厚さデータを使用して、測定された基板の研磨プロセス、あるいは1つまたは複数の後続の基板の研磨プロセスを調節することができる。
いくつかの実装形態を説明した。それにも関わらず、本発明の精神および範囲から逸脱することなく様々な変更を行うことができることを理解されたい。したがって、他の実装形態が、添付の特許請求の範囲の範囲内にある。