JP2012500089A - ふっくらした粘着性不織シート及びその作製方法 - Google Patents
ふっくらした粘着性不織シート及びその作製方法 Download PDFInfo
- Publication number
- JP2012500089A JP2012500089A JP2011523881A JP2011523881A JP2012500089A JP 2012500089 A JP2012500089 A JP 2012500089A JP 2011523881 A JP2011523881 A JP 2011523881A JP 2011523881 A JP2011523881 A JP 2011523881A JP 2012500089 A JP2012500089 A JP 2012500089A
- Authority
- JP
- Japan
- Prior art keywords
- web
- adhesive
- bulk
- densified
- tacky
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L25/00—Domestic cleaning devices not provided for in other groups of this subclass
- A47L25/005—Domestic cleaning devices not provided for in other groups of this subclass using adhesive or tacky surfaces to remove dirt, e.g. lint removers
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/50—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by treatment to produce shrinking, swelling, crimping or curling of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Nonwoven Fabrics (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Abstract
粘着性不織シートの作製方法は、かさ高回復性不織繊維ウェブを提供すること及びその不織ウェブに接着剤を適用することによって、稠密化された粘着性ウェブを形成する工程を含む。稠密化された粘着性ウェブは、稠密化された粘着性ウェブを少なくとも107℃(225°F)の温度に曝露することによって、かさ高回復されて、開いた、ふっくらした形態になる。最後に、かさ高回復された粘着性ウェブからシートを形成する。いくつかの実施形態では、このようにして形成されたシートは、砂、埃、毛髪、及び/又は食品粒子のような多様なくずを拾い上げるために構成された掃除用ワイプである。他の実施形態では、この方法は、かさ高回復される前の稠密化された粘着性ウェブのふっくら度と比較してふっくら度が増加されているかさ高回復された粘着性ウェブを更に含む。
Description
本開示は接着剤充填不織繊維ウェブタイプのシート構造物及び製造方法に関する。
より具体的には、本開示は、多様なくずを表面から取り除くための、接着剤が組み込まれておりふっくら度が増した掃除用ワイプのような不織シート構造物及びその作製方法に関する。
接着剤充填不織シート物品は、多くの用途のために一般に使用されている。例えば、空中から粒子及び/又は臭いを濾過するためにそのような物品を濾過装置と共に使用することができる。加えて、表面のくずを掃除する掃除用ワイプとして接着性不織シートを提供することができる。参考までに、一般の掃除用ワイプ物品、すなわちワイプは、所望の方向に汚れ、塵などを動かすために、手に持つか又はモップの柄のような用具に取り付けるかのいずれかで使用され、ワイプに接着剤が組み込まれている場合、接着剤は汚れ及び他のくずの大小の粒子の両方をワイプの構造内に保持するのを助ける。しかし、掃除中の表面に接着剤が不要にくっつくことがある。更に、ワイプを掃除表面に沿って動かす際に、ワイプの引きずり抵抗が接着剤によって強まりすぎる場合もある。
べたつきすなわち接着性を有するにも関わらず接着「感」及び表面の引きずり抵抗が弱められた掃除用ワイプを提供するためにいくらかの努力が為されてきた。そのような努力は概して、粒子の拾い上げを向上しながらも清掃表面をわたる掃除用ワイプの滑走能力を維持するために、引きずり抵抗を減らすための手段として、接着剤のタイプ及び量並びに/又は接着剤の適用パターンを慎重に選択することに集中してきた。これらの技法は潜在的実用性はあるものの、かなり複雑な機械制御及びプロセス制御を伴うため、より高い製造コストを伴う。更に、そのようなプロセス技法の結果得られるワイプはかなり密である。すなわち、接着剤充填不織ウェブの繊維が互いに圧縮し合って、ワイプの厚さ内に保持され得る粒子の量及び/又はサイズを制限する。
上記を鑑み、掃除用ワイプのような粘着性不織繊維シート製品を作製する改善された方法に対する必要性が存在する。更に、既存の掃除用ワイプと比較していっそうのふっくらさを呈し、引きずり抵抗が弱められた、低コストの粘着性不織繊維掃除用ワイプの必要性が存在する。
本開示の原理によるいくつかの態様は、粘着性不織シートの作製方法に関する。この方法は、かさ高回復性不織繊維ウェブを提供すること及びその不織ウェブに接着剤を適用することによって、稠密化された粘着性ウェブを形成する工程を含む。稠密化された粘着性ウェブは、稠密化された粘着性ウェブを少なくとも107℃(225°F)の温度に曝露することによって、かさ高回復されて、開いた、ふっくらした形態になる。最後に、かさ高回復された粘着性ウェブからシートを形成する。いくつかの実施形態では、このようにして形成されたシートは、砂、埃、毛髪、及び/又は食品粒子のような多様なくずを拾い上げるために構成された掃除用ワイプである。他の実施形態では、この方法は、かさ高回復される前の稠密化された粘着性ウェブのふっくら度と比較してふっくら度が増大された、かさ高回復された粘着性ウェブを更に含む。更に他の実施形態では、稠密化された粘着性ウェブをかさ高回復することは、一続きの長さの稠密化された粘着性ウェブを、少なくとも177℃(350°F)の温度に加熱された炉を通して少なくとも152.4cm(5フィート)/分のコンベア速度で運搬することを含む。
本開示の原理によるシート又はワイプ20の一実施形態が図1に提供されている。参考までに、シート20は、空気濾過など様々な最終用途に応じたサイズ及び/又は形にすることができる。加えて、シート20の構造物は掃除用途に非常に有用であるので、本明細書全体を通して互換性をもって「ワイプ」又は「掃除用ワイプ」とも称される。概して、掃除用ワイプ20は、不織繊維ウェブ24と、接着剤又は粘着性材料(図1では番号が付されていない)と、を含むウェブ構造物22を含む。不織繊維ウェブ24は、第2の表面28(図1の観点からは第2の表面28は概して隠れている)の反対側の作業面26を画定又は形成する。用語「作業面」は、掃除される表面に提供されそれを横切って導かれる(又は「拭き取りをする」)掃除用ワイプ20の1つの側を指す。中間領域30(図1に概略的に示されている)は、外面26、28間に画定される。これらの指定を踏まえ、接着材料は、繊維ウェブ24をなす個々の繊維をコーティングして、掃除用ワイプ20に粘着性をもたらす。これに関して、結果的に得られるウェブ構成物22は、以下に説明するように、比較的高いふっくら度を呈する。図を簡易にするために、外面26、28は図1において実質的に平坦に示されているが、この表現は本開示の実施形態において提供される空隙容積を反映するものとは認識されない。更に、図1には実質的に平面形状の掃除用ワイプ20が示されているが、他の形も許容可能である。例えば、掃除用ワイプ20自体を巻いて又は折り畳んでロールを形成することができる。
用語「ふっくら度(degree of loftiness)」は、本明細書で使用されるとき、問題の表面/領域/容積を形成する繊維の間隔又は「開放性」を指す。例えば、単位面積当たりの繊維がより少ない第1の表面/領域/容積は、同じデニールの繊維から成る第2の表面/領域/容積と比べて、より高いふっくら度を有すると考えられる。あるいは、ふっくら度は、かさ密度によって画定することができる。「かさ密度」は、所定のウェブの重量/単位体積である。ウェブの厚さは多くの方法で測定可能である。正確な方法の1つは、光学走査法を使用する。
不織繊維ウェブ24及び接着剤の様々な許容可能な材料及び形式を以下に記載する。より一般的には、不織ウェブ24は、いくつかの実施形態において、かさ高回復性である。かさ高回復性の不織ウェブは、稠密化された、すなわち圧縮された状態(すなわち、より密度が高い、ソフトさが低い状態)から、かさ高回復された、すなわちより弱く圧縮された状態(すなわち、より密度が低い、ソフトさが高い状態)に(少なくとも一度)転換することができる。かさ高回復性のウェブが稠密化された状態からかさ高回復された状態に転換されるプロセスを「かさ高回復」と呼ぶ。典型的には、ウェブをかさ高回復させるプロセスは、ウェブを加熱することによって達成される。ウェブを加熱することは、ウェブの繊維間に形成された結合を少なくともいくらか弱める。これは、少なくともいくらかの繊維がそれらの元の長さに向かって拡張し、それによって不織ウェブが少なくとも部分的にその元のかさの少なくとも一部を回復することを可能にする。不織ウェブ24に適用される接着剤は、不織ウェブ24のかさ高回復を妨害し過ぎないように選択される。
以下に述べるように、ウェブ構造物22は、かさ高回復された形態の不織ウェブ24を含み、同様の材料が組み込まれたこれまでのワイプと比較して、その不織ウェブ24を構成している繊維のタイプ/サイズ、並びに適用される接着剤のタイプ及び体積に対して、高められたふっくら度を呈する。いくつかの実施形態では、これらの改良は本明細書に開示される作製方法の1つ以上によって付与される。例えば、図2は、掃除用ワイプ20を作製するためのプロセス及びシステムの簡略図を提供する。このシステムは、ウェブ形成ステーション40と、接着剤ステーション42と、かさ高回復ステーション44と、を含む。ステーション40〜44は様々な形態をとることができ、図のような連続製造プロセスを提供するように配列されてもよく、又は1つのステーションから別のステーションへのプロセスが不連続であるように1つ以上のステーション40〜44を分離して提供してもよい。いずれにせよ、一般的には、かさ高回復性の不織ウェブ50は、ウェブ形成ステーション40で生成される。接着剤は、接着剤ステーション42でかさ高回復性の不織ウェブ50に適用される。ウェブ形成ステーション40での加工の一部として、接着剤ステーション42及び/又はかさ高回復ステーション44の「上流」にある別のステーション(図示せず)で、かさ高回復性の不織ウェブ50が稠密化される(例えば圧縮される)。結果として、稠密化された粘着性不織ウェブ52が接着剤ステーション42から出て、次いで、かさ高回復ステーション44を通過して、稠密化された粘着性ウェブ52のかさ高回復を達成する。かさ高回復された粘着性ウェブ54はかさ高回復ステーション44から出て、ウェブ構造物22(図1)として用いられることができるか、又は更に加工されて(例えば切断されて)、所望のワイプ20(図1)を形成することができる。
ウェブ形成ステーション40は、繊維から不織ウェブを形成するのに通常使用される1つ以上の装置を含むことができる。しかし、一般的には、かさ高回復性の不織ウェブ50は、所望の方法で個々の繊維が互いに絡合される(また所望により結合される)、当該技術分野で既知の様々な方法で形成することができる。例えば、かさ高回復性の不織ウェブ50は、カーディング、スパンボンド、メルトブローン、エアレイド、ウェットレイド、ニードルタッキングなどによって形成可能である。かさ高回復性の不織ウェブ50は、例えば、水流絡合、熱接着(例えば、カレンダー法又は通気)、化学結合などのような任意の既知の技法で固めることができる。したがって、ウェブ形成ステーション40は、(あくまで1つの非限定的な例として)ほぐれた繊維を共に一体化する一体化サブステーション、ウェブ前駆体をニードルタッキングするニードルタッキングサブステーション、及び/又はウェブ前駆体を溶融結合する溶融結合サブステーションのような2つ以上のインラインサブステーション構成要素を含むことができる。
いくつかの実施形態では、選択されたウェブ形成ステーション40は、形成されたかさ高回復性の不織ウェブ50を圧縮するように更に適応される。この圧縮は、かさ高回復性の不織ウェブ50を稠密化する役割を果たす。したがって、ウェブ形成ステーション40は、不織ウェブ50のカレンダリングなどのために、かさ高回復性の不織ウェブ50をカーディング後に圧縮するための適切な設備を含むことができる。例えば、かさ高回復性の不織ウェブ50を溶融結合によって形成するために形成ステーション40が構成される場合、ウェブ50の圧縮は、かさ高回復性の不織ウェブ50を圧縮及び稠密化する対向するベルト間にかさ高回復性の不織ウェブ50を通すことによって行われる。かさ高回復性の不織ウェブ50をこの圧縮状態で冷却して、かさ高回復性の不織ウェブ50をその稠密化された状態に「固める」ことができる。いずれにせよ、かさ高回復性の不織ウェブ50をウェブ形成ステーション40で均一又は不均一に稠密化することができる。更に、かさ高回復性の不織ウェブ50の稠密化又は圧縮は、圧縮サブステーション構成要素がウェブ形成ステーション40に含まれる必要がないように、接着剤ステーション42で起こってもよい。
所望により、形成されたかさ高回復性の不織ウェブ50を、接着剤の適用の前に、外面56、58の1つの面又は両面へのしるしの印刷(例えば、商標、ユーザー情報など)、着色剤適用、表面の模様付けなどのような更なる加工に曝すことができる。更に、かさ高回復性の不織ウェブ50は、所望の特性の組み合わせのために、所望によりプラスチックフックと共に押し出しコーティングすることができる。
結果的に得られるかさ高回復性の不織ウェブ50の形態又は外観に関わらず、接着剤は、接着剤ステーション42でウェブ50に適用される。本開示に有用な接着剤組成物について、以下に述べる。しかし、一般的には、いくつかの実施形態で接着剤は水性の感圧接着剤であり、かさ高回復性の不織ウェブ50に様々な方法で適用することができる。例えば、接着剤をロールコーティング、パターンコーティング、又は片面(すなわち「キス」)コーティング、スプレーコーティング、スクリーン印刷することなどが可能である。いくつかの実施形態では、かさ高回復性の不織ウェブ50を飽和するように、適用される接着剤の量と接着剤ステーション42で使用する適用方法との組み合わせが選択される。あるいは、部分的な飽和のみを達成してもよい。この代替方法では、少なくともいくらかの接着剤を作業面26により確実に存在させるように、接着剤はかさ高回復性の不織ウェブ50の表面56、58のうちの1つに適用されて(実施形態によっては、表面56又は58は、作業面26(図1)として用いられるように意図される)、最終的に形成されるワイプの使用中にくずを回収するのを助ける。
接着剤ステーション42での接着剤の適用は、当然、かさ高回復性の不織ウェブ50の部分的な稠密化を引き起こし得る(例えば、接着剤の集合的重量は、かさ高回復性の不織ウェブ50の自己圧縮を引き起こし得、接着剤は個々の繊維のより緊密な相互結合を引き起こし得る、など)。すると、少なくともこれらの状況下では、ウェブ形成ステーション40は別個の圧縮サブステーションを含む必要がない。代替的に又は追加的に、接着剤ステーション42は、かさ高回復性の不織ウェブ50を圧縮及び稠密化するための1つ以上の装置を含むことができる。
接着剤の適用方法に関わらず、稠密化された粘着性ウェブ52は、図2に示すように生成される。本明細書で使用されるとき、「稠密化された粘着性ウェブ」の参照は、製造の中間段階、すなわち、稠密化された、かさ高回復性の不織ウェブに接着剤が適用されたが、追加的な製造工程はまだ行われていない段階に関する。例えば、稠密化された粘着性ウェブ52に追加的なウェブが適用されていない、稠密化された粘着性ウェブ52自体が折り畳まれていない、などである。これを踏まえ、稠密化された粘着性ウェブ52は、かさ高回復ステーション44でかさ高回復される。より具体的には、稠密化された粘着性ウェブ52は、稠密化された粘着性ウェブ52を再びふんわりさせる(すなわち、かさ高回復させる)のを促進するのに十分な温度を有する加熱された環境に曝露される又は曝される。典型的には、かさ高回復ステーション44は、炉を含む。水性の感圧接着剤では、少なくとも107℃(225°F)の温度によって、稠密化された粘着性ウェブ52の望ましいかさ高回復(及び乾燥)が引き起こされることが見出された。
かさ高回復の温度は、いくつかの実施形態では、107℃(225°F)より高い場合がある。例えば、いくつかの実施形態では、稠密化された粘着性ウェブ52は、かさ高回復ステーション44で少なくとも149℃(300°F)の温度に曝され、他の実施形態では少なくとも163℃(325°F)、更に他の実施形態では少なくとも177℃(350°F)の温度に曝される。更に、いくつかの実施形態では、稠密化された粘着性ウェブ52はかさ高回復ステーション44に連続的に運搬される。言い換えれば、一続きの長さの稠密化された粘着性ウェブ52が、例えば炉を通して連続的に運搬される。稠密化された粘着性ウェブ52をかさ高回復すること及び乾燥させることを引き起こすためには、様々な他のパラメータ(例えば、炉の長さ、温度、周囲湿度、及び接着剤の固形分)が、選択可能な滞在時間に影響を及ぼし得、また、他の加工速度及び/又は温度を使用してもよいが、少なくとも107℃(225°F)の炉温で、少なくとも約152.4cm(5フィート)/分のコンベアライン速度が許容可能である。
かさ高回復工程は、稠密化された粘着性ウェブ52のふんわりさの増大を達成することに加えて、かさ高回復性の不織ウェブ50を含む繊維に適用される接着剤のより一様な分布を促進する。より具体的には、繊維がかさ高回復につれて互いに拡張し合う(故に、隣接する繊維間の間隔がより大きくなる)際、適用された接着剤は比較的一様な方法で不織ウェブ50の内部全体(すなわち、図1の中間領域30)にわたり自らを自然に分布する。しかし、別の方法として、不織ウェブ50の1つの面56又は58のみに接着剤を部分的に適用することによって、一様性のより小さい接着剤の分布を達成することもできる。
かさ高回復ステーション44での加工後、かさ高回復された粘着性ウェブ54が得られる。所望により、かさ高回復された粘着性ウェブ54に、望まれる更なる加工を加えることができる。例えば、かさ高回復された粘着性ウェブ54は、適切な機構によって一様の形状に模様を付けることができる。更に、かさ高回復された粘着性ウェブ54を所望のサイズ、形状等に切断することができる。いずれにせよ、掃除用ワイプ20(図1)は、かさ高回復された粘着性ウェブ54(すなわち、図1のウェブ構造物22に類似のもの)から形成される。
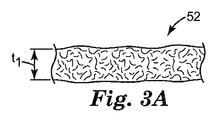
上述の、熱の存在下でのかさ高回復によって達成された、向上したふっくらさは、かさ高回復の前と後のふっくら度を参照することによって特徴付けられることができる。例えば、図3A及び3Bの概略図を参照すると、稠密化された粘着性ウェブ52は厚さt1を有する。稠密化された粘着性ウェブ52を上述のように熱に曝露すると、結果的に得られるかさ高回復された粘着性ウェブ54は厚さt2を有し、かさ高回復された厚さt2は、かさ高回復される前の厚さt1より少なくとも10%大きい。
上述の作製方法によって達成される開放性又はふっくらさは、かさ高回復性の不織ウェブ50及び接着剤に関して選択される材料及び量の関数である。例えば、選択された繊維のサイズ及び/若しくは重量、並びに/又は適用される接着剤の量又は組成は、稠密化された粘着性ウェブ52を上述の温度に曝して達成される、結果的に得られるふっくらさに本質的に影響することになる。これを踏まえ、かさ高回復性の不織ウェブ50(及びしたがって図1の不織ウェブ24)をなす繊維は、合成又は製造されるものであるが、そうでなく、天然繊維を含んでもよい。本明細書で使用するとき、用語「繊維」には、無限長さの繊維(例えばフィラメント)及び不連続長さの繊維(例えばステープルファイバー)が含まれる。かさ高回復性の不織ウェブ50に関連して使用される繊維は多成分繊維であってもよい。用語「多成分繊維」は、繊維の横断面において、少なくとも2つの別個の長手方向に同じ拡がりをもつ構造化されたポリマードメインを有する繊維を指し、ドメインが分散、ランダム、又は構造化されていない傾向にある配合物と対照的である。いくつかの実施形態では、2つ以上の異なるタイプの繊維が使用される(例えば、多数の第1の繊維及び多数の第2の繊維)。いずれにせよ、有用な繊維状材料としては、例えば、ポリエステル、ポリアミド、ポリイミド、ナイロン、ポリオレフィン(例えば、ポリプロピレン及びポリウレタン)、レーヨン、溶融繊維などの任意の適切な繊維長さ及びデニールのもの、並びにそれらの混合物が挙げられる。更に、繊維のいくつか又は全ては、親水性を強化する特別の処置を有するものであってもよく、それには超吸収性ゲルポリマーを含む添加剤などが含まれ、また、レーヨン、木綿、セルロース(ただしこれらに限定せず)のような粉末又は繊維を追加して液体保持能力を高めることもできる。
小デニールサイズのステープルファイバー(例えば3d〜15d)は、得られる不織ウェブ24(図1)により小さい孔径及びより多くの表面積をもたらし、これに対し、より大きいデニールの繊維(例えば20d〜200d)で作製された繊維ウェブでは、不織ウェブ24はより大きい孔径及びより小さい表面積になる。小さいデニールの繊維ウェブは、微細な埃及び汚れの粒子で汚れた表面の掃除に最も適しており、一方、大きいデニールの繊維ウェブは、砂、食品のくず、芝生のくずなどのような、より大きい汚れの粒子で汚れた表面の掃除に最も適している。より大きいデニールのステープルファイバーのより大きい孔径は、より大きい汚染粒子を繊維ウェブのマトリックスに入れて保持することを可能にする。本開示の不織ウェブ24は、ステープルファイバーであってもそうでなくてもよい小さい及び/又は大きいデニールの繊維のうちの一方又は両方を含むことができる。いくつかの実施形態では、不織ウェブ24は、けん縮された高熱変形繊維を含む。しかし、好ましくは、所望のふっくらさを確保するために、不織ウェブ24の大半の繊維は、より大きいデニールのものである(例えば少なくとも20デニール、より好ましくは少なくとも25デニール)。
接着剤はまた、様々な形態をとることができ、いくつかの実施形態では水性の感圧接着剤であるか、又は水性の感圧接着剤を含む。感圧性接着剤は通常、室温で粘着性であり、軽い指圧の付加によって様々な表面に接着され得る。接着剤結合は、感圧接着剤でコーティングされた材料に対して第2の表面(又は例えば埃、汚れ、パンくず、又は他のくずのような第2の材料の個々の粒子)を圧することによって起こる。あるいは、本開示と共に使用するのに好適な接着剤には、室温で粘着質であることが可能な任意の接着剤が挙げられ、初めから粘着性である接着剤及び初めは非粘着性だが活性化して粘着性になり得る接着剤の両方が含まれる。好適な接着剤としては、アクリレート、シリコーン、ポリαオレフィン、ポリイソブチレン、ゴムブロックコポリマー(スチレン/イソプレン/スチレン及びスチレン/ブタジエン/スチレンブロックコポリマー、スチレン/ブタジエン/ゴム、合成イソプレン、天然ゴム、及びそれらの配合物)に基づく材料を含む任意の感圧接着剤が含まれる。本開示に有用な感圧接着剤は好ましくは水性であるが、他の実施形態では、感圧接着剤を溶剤でコーティングすること、放射線重合すること、又はホットメルト加工することができる。これらの感圧接着剤は架橋されてもされなくてもよい。架橋は、化学、イオン、物理、又は放射線誘導によるプロセスを含む周知の方法で行うことができる。他の有用な接着剤組成物としては、例えば、ポリビニルエーテル、エチレン含有コポリマー(エチレンビニルアセテート、エチルアクリレート、及びエチルメタクリレートなど)、ポリウレタン、ポリアミド、ポリエポキシド、ポリビニルピロリドン、及びそれらのコポリマー、ポリビニルアルコール及びそのコポリマー、ポリエステル、並びにそれらの組み合わせが挙げられる。
有用な感圧接着剤組成物の一般的な説明は、Encyclopedia of Polymer Science and Engineering,Volume 13,Wiley−Interscience Publishers(New York 1988)に見出すことができる。Handbook of Pressure Sensitive Adhesive Technology,Second Edition(D.Satas,Editor Van Nostrin Reinhold,New York,1989)に記述されているように、これらの接着剤は、天然ゴム、アクリレート、スチレン−ブダジエン、及びビニルエーテルのようなポリマー系であってよい。更に、この接着剤組成物のエラストマーブロックコポリマーに粘着付与樹脂(粘着付与剤)を配合して、接着を向上させ、感圧接着剤に粘着を与えることができる。好適な粘着付与樹脂は、上記のHandbook of Pressure Sensitive Adhesive Technologyに記述されており、ロジンエステル、テルペン、フェノール、及び脂肪族、芳香族、又は脂肪族及び芳香族の合成炭化水素モノマー樹脂の混合物を含むことができる。ブロックコポリマー接着剤組成物に有用な粘着付与剤成分は、固体、液体、又はそれらの配合物であってよい。好適な固体粘着付与剤としては、ロジン、ロジン誘導体、炭化水素樹脂、ポリテルペン、クマロンインデン、及びそれらの組み合わせが挙げられる。好適な液体粘着付与剤としては、液体炭化水素樹脂、水素添加液体ポリスチレン樹脂、液体ポリテルペン、液体ロジンエステル、及びそれらの組み合わせが挙げられる。多くの粘着付与剤は市販されており、接着剤化合分野の当業者により最適に選択されることができる。
接着剤組成物はまた、例えば、可塑剤、希釈剤、充填剤、酸化防止剤、安定化剤、顔料、架橋剤などのような添加剤を含むこともできる。
かさ高回復性の不織ウェブ50に適用される接着剤の量は多くの因子に依存し、それには接着剤の粘着性、接着剤が表面に粘着する(そしてそれ故に拭き取りを困難にする)程度、及びそのような他の因子が含まれる。いくつかの実施形態では、接着剤の量は、結果的に得られるワイプ20(図1)が、引きずり抵抗を生じさせて拭き取りを難しくすること及び/又は掃除される表面に転移され得る余分な接着剤を有することなしに、リント、埃、毛髪、砂、食品粒子などのような大小両方の多様な形状及び稠度の粒子を捕らえるのに十分でなくてはならない。これを踏まえ、本開示によるワイプの構造物は、典型的には約5重量%〜約200重量%の接着剤、より典型的には約10重量%〜最高約130重量%の接着剤を含むことになる。
上述の方法によってもたらされる、向上したふっくらさ及び一様の接着剤分布によって、結果的に得られるワイプ20は、既存の接着剤充填不織ワイプと比べて増加された接着剤充填を組み入れることができる。結果的に、掃除用ワイプ20は、類似の構造物/材料のワイプに比べてより容易にくずを保持する。更に、向上したふっくらさによって、より多い量のくずを保持することができると同時に、より低い引きずり抵抗値を呈する。上述のいずれの方法でも、粘着性材料のタイプ及び/又は坪量、繊維のデニール及び/又は坪量、温度、ライン速度などの1つ以上を変えることによって、結果的に得られる掃除用ワイプ20は特定の所望の特性を提供するように形成され得る。更に、そのように形成された複数の掃除用ワイプ20を、背面同士が隣り合う方法で(例えば適切な接着剤又は他の粘着性材料によって)互いに解放可能に固定することができる。この構成により、掃除において使用の前、間、又は後に、個々の掃除用ワイプを多層のまとまりから上手く剥がすことができる。いずれにせよ、本開示の方法は、ふっくらした粘着性掃除用ワイプを大量生産に非常に好適な単純かつ迅速なやり方で生成することによって、これまでの設計に勝る著しい改善を提供する。
本開示の特徴及び利点を、以下の実施例で更に例証する。しかし、使用される特定の材料及び量、並びにその他の条件及び詳細は、本開示の範囲を不当に制限するものとして解釈すべきでないことは明確に理解されるべきである。
実施例1:実施例の掃除用ワイプは、まず、(1)15デニール×5.1cm(2.0インチ)のポリエステルステープルファイバー(KoSa T−295(商品名)としてInvista(ノースカロライナ州シャーロット)より入手可能)50重量%と、(2)25デニール×3.8cm(1.5インチ)のポリエステルステープルファイバー(694 P(商品名)としてWellman Inc.(サウスカロライナ州フォートミル)より入手可能)30重量%と、(3)4デニール×5.1cm(2インチ)のポリエステル溶融ステープルファイバー(LMF(商品名)としてHuvis(韓国ソウル)より入手可能)20重量%と、から成る繊維配合物を提供することによって、本開示の態様にしたがって調製された。この繊維配合物をカーディングして、坪量54gsmにした。次いで、カーディングされたウェブを、2つの平滑なスチールロールを有するカレンダー装置でカレンダリングした。これらのロールを118℃(245°F)に加熱し、隙間を0.05cm(0.020インチ)に設定した。このカレンダー装置をカレンダー圧689kPa(100psi)で運転して使用し、ウェブを予結合した。
17.5%固体での液体アクリル系接着剤(商品名RD−914として3M Company(ミネソタ州セントポール)より入手可能)と、0.5%界面活性剤(商品名OT−75としてUnion Carbide(コネチカット州ダンベリー)より入手可能)と、0.1%消泡剤(商品名Advantage Defoamer 1512としてHercules,Inc.(デラウェア州ウィルミントン)から入手可能)と、から成る液体接着剤組成物を調製した。この接着剤組成物を、ニップ圧を414kPa(60psi)に維持したロールコーター(下位にスチールグラビアロール、及び上位にゴムロールを有する)で、カレンダリングされたウェブにロールコーティングした。飽和するまでウェブをロールコーティングした。接着剤組成物の適用後、コーティングされたウェブをかさ高回復させ、温度204℃(400°F)、典型ライン速度609.6cm(20フィート)/分に設定した通気炉で乾燥させた。次いで、かさ高回復されたウェブを、後に掃除用ワイプとして(例えば切断動作で)形成するために表面巻き付け器で収集し、乾燥後の仕上げ重量は70gsmであった。
実施例2:Precision Custom Coatings,LLC(ニュージャージー州トトワ)から入手可能な坪量60gsmのカーディングされたウェブが提供され、上述の実施例1と同じ繊維配合物及びデニールサイズ(25デニールのPET 30%と、15デニールのPET 50%と、4デニールの溶融PET 20%)だが異なる製造業者からのものを使用した。このウェブは、一工程でカーディングされ、通気結合され、圧縮された。第2の工程では、20%固体RD−914(3M Company(ミネソタ州セントポール)より入手可能)と、0.5% OT−75界面活性剤(Union Carbide(コネチカット州ダンベリー)より入手可能)と、0.1% 1512消泡剤(Hercules(デラウェア州ウィルミントン)より入手可能)と、から成る液体接着剤組成物を調製し、カーディングしたウェブにロールコーティングした。コーティングされた布をかさ高回復させて、実施例1と同じように炉で乾燥させた。コーティングされた布の乾燥後の重量は70gsmであった。
実施例1及び2のかさ高回復された粘着性ウェブ及びワイプは、埃保持能力、引きずり抵抗の低さ、及び乾燥炉内での良好なかさ高回復又はふっくら化のために十分なウェブの開放性を呈した。
実施例1及び2のかさ高回復された粘着性ウェブ及びワイプ、並びに3M Companyから商品名3M Super Cling Dry Floor Cloth,Catalog No.8001として入手可能な乾いた雑巾の形態の比較例は、下記のように試験された。試験されたウェブ及びワイプは、下表1に記載される重量及びキャリパー特性を有していた。

試験方法
引きずり抵抗測定
モデル225〜235 Friction Tester(Thwing−Albert Instrument Company(ペンシルベニア州フィラデルフィア)より入手可能)に226.8kg(500ポンド)の荷重板(7.6cm(3インチ)×12.7cm(5インチ))を装備し、279.4cm(110インチ)/分の速度で5秒間に設定した。黒ガラスの矩形シートをFriction Testerに合わせて切り取り、長さ10.2cm(4インチ)の試験面積のしるしを付けた。ガラスクリーナーでガラスを清浄した。個々の試験試料は、試験対象のワイプの15.2cm(6インチ)×20.3cm(8インチ)の部分として用意し、半分(10.2cm(4インチ)×15.2cm(6インチ)の表面積)に折り畳み、試験器具に設置した。摩擦試験機を運転し、動摩擦係数(KI)及び静摩擦係数(ST)の値を記録した。
引きずり抵抗測定
モデル225〜235 Friction Tester(Thwing−Albert Instrument Company(ペンシルベニア州フィラデルフィア)より入手可能)に226.8kg(500ポンド)の荷重板(7.6cm(3インチ)×12.7cm(5インチ))を装備し、279.4cm(110インチ)/分の速度で5秒間に設定した。黒ガラスの矩形シートをFriction Testerに合わせて切り取り、長さ10.2cm(4インチ)の試験面積のしるしを付けた。ガラスクリーナーでガラスを清浄した。個々の試験試料は、試験対象のワイプの15.2cm(6インチ)×20.3cm(8インチ)の部分として用意し、半分(10.2cm(4インチ)×15.2cm(6インチ)の表面積)に折り畳み、試験器具に設置した。摩擦試験機を運転し、動摩擦係数(KI)及び静摩擦係数(ST)の値を記録した。
砂と埃の除去試験−平面
砂と埃の除去は、0.5グラムの砂(90〜177マイクロメートルの平均直径)と、0.15グラムのJISダストとの混合物(砂と埃の合計重量を集合的にW1と指定)を1.33メートル四方の床表面に分布させて測定された。試験試料の布の重量を測定し、記録してから(W2)、3M Company(ミネソタ州セントポール)より入手可能なモップ(ScotchBrite(商標)High Performance Sweeper Mop)の平面のヘッドに取り付けた。そのモップのヘッドをモップの柄に取り付けた。試験試料をまず、最低限の圧力をモップの柄に付加して床領域全体にわたって1回押し引きして(すなわち、砂と埃がかけられた床の上を全体に一度通過させて)から、その床領域の辺縁に沿って、曲がり角ではモップのヘッドを回転させて、1回の反時計回りの動きで押した。次いで、試験試料の布を柄から慎重に取り外し、その重量を測定した(W3)。表面から試験試料によって取り除かれた砂と埃の重量百分率を次のように計算した。
取り除かれた砂と埃(%)=[(W3−W2)/W1]×100
砂と埃の除去は、0.5グラムの砂(90〜177マイクロメートルの平均直径)と、0.15グラムのJISダストとの混合物(砂と埃の合計重量を集合的にW1と指定)を1.33メートル四方の床表面に分布させて測定された。試験試料の布の重量を測定し、記録してから(W2)、3M Company(ミネソタ州セントポール)より入手可能なモップ(ScotchBrite(商標)High Performance Sweeper Mop)の平面のヘッドに取り付けた。そのモップのヘッドをモップの柄に取り付けた。試験試料をまず、最低限の圧力をモップの柄に付加して床領域全体にわたって1回押し引きして(すなわち、砂と埃がかけられた床の上を全体に一度通過させて)から、その床領域の辺縁に沿って、曲がり角ではモップのヘッドを回転させて、1回の反時計回りの動きで押した。次いで、試験試料の布を柄から慎重に取り外し、その重量を測定した(W3)。表面から試験試料によって取り除かれた砂と埃の重量百分率を次のように計算した。
取り除かれた砂と埃(%)=[(W3−W2)/W1]×100
毛髪除去試験−平面
毛髪除去は、砂と埃の代わりにペットの毛(W1)0.2グラムを床領域に分布させたことを除き、砂と埃の除去試験−平面にしたがって測定された。
毛髪除去は、砂と埃の代わりにペットの毛(W1)0.2グラムを床領域に分布させたことを除き、砂と埃の除去試験−平面にしたがって測定された。
砂と埃の除去試験−曲面
砂と埃の除去は、平面のモップヘッドでなく曲面のすなわち角度のあるグライダーヘッドにワイプ試料を取り付けたことを除き、砂と埃の除去試験−平面にしたがって測定された。曲面ヘッドは三角形のような形状を有し、したがって掃除用に3つの辺を提供する。この曲面ヘッドは、2007年12月10日付で出願された「Cleaning Tool」と題する米国特許出願第11/953,542号に記述されている。更に、床領域に分布された砂と毛髪の組み合わせは、砂0.8グラム(平均直径90〜177マイクロメートル)及びJISダスト0.2グラムであり、3つの配分の砂と毛髪の組み合わせが用意された。試験は、第1の配分の砂と毛髪の組み合わせを床領域に分布することと、砂と埃の除去試験−平面で説明したように、ヘッドの第1の辺に沿って試験試料を床領域にわたって通過させることと、ヘッドの第2及び第3の辺に沿ってそれぞれ第2及び第3の配分についてこの手順を繰り返すことと(例えば、第2の配分の砂と毛髪の組み合わせを床領域に分布させ、床領域にわたって、ヘッドの第2の辺に沿って試験試料を通過させるなど)、から成る。このように、試験試料は、合計3.0グラムの砂と埃(W1)に曝され、試験試料の重量を3回目の通過の後に測定した(W3)。
砂と埃の除去は、平面のモップヘッドでなく曲面のすなわち角度のあるグライダーヘッドにワイプ試料を取り付けたことを除き、砂と埃の除去試験−平面にしたがって測定された。曲面ヘッドは三角形のような形状を有し、したがって掃除用に3つの辺を提供する。この曲面ヘッドは、2007年12月10日付で出願された「Cleaning Tool」と題する米国特許出願第11/953,542号に記述されている。更に、床領域に分布された砂と毛髪の組み合わせは、砂0.8グラム(平均直径90〜177マイクロメートル)及びJISダスト0.2グラムであり、3つの配分の砂と毛髪の組み合わせが用意された。試験は、第1の配分の砂と毛髪の組み合わせを床領域に分布することと、砂と埃の除去試験−平面で説明したように、ヘッドの第1の辺に沿って試験試料を床領域にわたって通過させることと、ヘッドの第2及び第3の辺に沿ってそれぞれ第2及び第3の配分についてこの手順を繰り返すことと(例えば、第2の配分の砂と毛髪の組み合わせを床領域に分布させ、床領域にわたって、ヘッドの第2の辺に沿って試験試料を通過させるなど)、から成る。このように、試験試料は、合計3.0グラムの砂と埃(W1)に曝され、試験試料の重量を3回目の通過の後に測定した(W3)。
毛髪除去試験−曲面
毛髪除去は、3つの配分の0.3グラムのペットの毛を準備し、順に床領域に分布させて、試験試料を合計0.9グラムのペットの毛に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
毛髪除去は、3つの配分の0.3グラムのペットの毛を準備し、順に床領域に分布させて、試験試料を合計0.9グラムのペットの毛に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去試験A−曲面
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の1.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計3.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の1.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計3.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去試験B−曲面
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の2.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計6.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の2.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計6.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去試験C−曲面
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の3.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計9.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
砂除去は、砂と毛髪の組み合わせの代わりに3つの配分の3.0グラムの砂(平均直径90〜177マイクロメートル)を準備し、順に床領域に分布させて、試験試料を合計9.0グラムの砂に曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
埃除去試験−曲面
埃除去は、砂と毛髪の組み合わせの代わりに3つの配分の0.67グラムのJISダストを準備し、順に床領域に分布させて、試験試料を合計2.0グラムのJISダストに曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
埃除去は、砂と毛髪の組み合わせの代わりに3つの配分の0.67グラムのJISダストを準備し、順に床領域に分布させて、試験試料を合計2.0グラムのJISダストに曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
大粒子除去試験−曲面
大粒子除去は、砂と毛髪の組み合わせの代わりに3つの配分の0.25グラムの破砕されたCheerios(商標)を準備し、順に床領域に分布させて、試験試料を合計0.75グラムの破砕されたCheeriosに曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
大粒子除去は、砂と毛髪の組み合わせの代わりに3つの配分の0.25グラムの破砕されたCheerios(商標)を準備し、順に床領域に分布させて、試験試料を合計0.75グラムの破砕されたCheeriosに曝したことを除き、砂と埃の除去試験−曲面にしたがって測定された(W1)。
実施例1及び2、並びに比較例の引きずり摩擦係数を下表2に記載する。
砂と埃の除去試験−平面並びに毛髪除去試験−平面の結果を下表3に記載する。
曲面グライダーヘッドを使用した様々な除去試験の結果を下表4に記載する。
実施例1及び2、並びに比較例の性能比較は、接着剤の存在がくず除去への大きな影響を有し、引きずり抵抗への影響は最低限であることを示した。
好ましい実施形態を参照しながら本開示を説明してきたが、本開示の趣旨及び範囲から逸脱しない範囲で形態及び細部の変更を行えることは、当業者であれば理解できるであろう。
Claims (14)
- 粘着性不織シートの作製方法であって、
稠密化された粘着性ウェブを形成する工程を含み、この工程が、
かさ高回復性不織繊維ウェブを提供することと、
前記かさ高回復性不織ウェブに接着剤を適用することと、
前記稠密化された粘着性ウェブを少なくとも107℃(225°F)の温度に曝露して、開いた、ふっくらした形態を有するかさ高回復された粘着性ウェブを生成することによって、前記稠密化された粘着性ウェブをかさ高回復することと、
前記かさ高回復された粘着性ウェブから掃除用ワイプを形成することと、
を含む、方法。 - 前記稠密化された粘着性ウェブが第1の厚さを有し、前記かさ高回復された粘着性ウェブが第2の厚さを有し、前記第2の厚さが前記第1の厚さより大きい、請求項1に記載の方法。
- 前記稠密化された粘着性ウェブが第1のふっくら度を有し、前記かさ高回復された粘着性ウェブが第2のふっくら度を有し、前記第2のふっくら度が前記第1のふっくら度より大きい、請求項1に記載の方法。
- 前記稠密化された粘着性ウェブが、隣接する繊維間の第1の平均間隔を有し、前記かさ高回復された粘着性ウェブが、隣接する繊維間の第2の平均間隔を有し、隣接する繊維間の第2の平均間隔が、隣接する繊維間の第1の平均間隔より大きい、請求項1に記載の方法。
- かさ高回復性の不織繊維ウェブを提供する工程が、
複数の繊維を絡合することと、
前記絡合された繊維を圧縮することと、
を含む、請求項1に記載の方法。 - 前記かさ高回復性の不織繊維ウェブが圧縮の後に第1の厚さを有し、前記かさ高回復された粘着性ウェブが第2の厚さを有し、前記第2の厚さが前記第1の厚さより大きい、請求項5に記載の方法。
- 前記絡合された繊維を圧縮する工程が、前記絡合された繊維をカレンダリングすることを含む、請求項1に記載の方法。
- 接着剤を適用する工程が、水性の感圧接着剤組成物を前記不織繊維ウェブに適用することを含む、請求項1に記載の方法。
- 前記感圧接着剤組成物が、少なくとも25%の水とアクリレート接着剤とを含む、請求項8に記載の方法。
- 前記接着剤を適用する工程の直後、及び前記稠密化された粘着性ウェブをかさ高回復する工程の前に、前記粘着性ウェブへの圧縮力の適用がされない、請求項1に記載の方法。
- 前記稠密化された粘着性ウェブをかさ高回復することが、前記稠密化された粘着性ウェブを少なくとも177℃(350°F)の温度に曝露することを含む、請求項1に記載の方法。
- 一続きの長さの前記稠密化された粘着性ウェブを運搬することが、前記粘着性ウェブを少なくとも152.4cm(5フィート)/分のコンベア速度で炉を通して移動させることを含む、請求項1に記載の方法。
- 前記稠密化された粘着性ウェブをかさ高回復することが、一続きの長さの前記稠密化された粘着性ウェブを、少なくとも149℃(300°F)の温度に加熱された炉を通して運搬することを含む、請求項1に記載の方法。
- 前記炉が少なくとも177℃(350°F)の温度に加熱された、請求項13に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/194,777 | 2008-08-20 | ||
| US12/194,777 US20100044909A1 (en) | 2008-08-20 | 2008-08-20 | Lofty, tackified nonwoven sheet and method of making |
| PCT/US2009/053707 WO2010021911A1 (en) | 2008-08-20 | 2009-08-13 | Lofty, tackified nonwoven sheet and method of making |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012500089A true JP2012500089A (ja) | 2012-01-05 |
| JP2012500089A5 JP2012500089A5 (ja) | 2012-08-30 |
Family
ID=41136998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011523881A Pending JP2012500089A (ja) | 2008-08-20 | 2009-08-13 | ふっくらした粘着性不織シート及びその作製方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20100044909A1 (ja) |
| EP (1) | EP2328461B1 (ja) |
| JP (1) | JP2012500089A (ja) |
| ES (1) | ES2399394T3 (ja) |
| WO (1) | WO2010021911A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8970513B2 (en) | 2010-10-11 | 2015-03-03 | Samsung Electronics Co., Ltd. | Touch panel having deformable electroactive polymer actuator |
| US8982089B2 (en) | 2010-03-22 | 2015-03-17 | Samsung Electronics Co., Ltd. | Touch panel and electronic device including the same |
| US8994685B2 (en) | 2010-11-23 | 2015-03-31 | Samsung Electronics Co., Ltd. | Input sensing circuit and touch panel including the same |
| US9013443B2 (en) | 2011-04-18 | 2015-04-21 | Samsung Electronics Co., Ltd. | Touch panel and driving device for the same |
| US9189066B2 (en) | 2010-01-28 | 2015-11-17 | Samsung Electronics Co., Ltd. | Touch panel and electronic device including the same |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5670887B2 (ja) | 2008-06-12 | 2015-02-18 | スリーエム イノベイティブ プロパティズ カンパニー | 生体適合性親水性組成物 |
| CN105442185B (zh) | 2009-03-31 | 2018-01-16 | 3M创新有限公司 | 尺寸上稳定的非织造纤维幅材及其制造和使用方法 |
| US8347447B2 (en) * | 2009-11-10 | 2013-01-08 | 3M Innovative Properties Company | Mop body having recessed side surfaces |
| CN102762370B (zh) | 2009-12-17 | 2015-11-25 | 3M创新有限公司 | 尺寸稳定的非织造纤维幅材及其制造和使用方法 |
| BR112012015043A2 (pt) | 2009-12-17 | 2017-03-01 | 3M Innovative Properties Co | manta fibrosa não tecida dimensionalmente estável, fibras finas produzidas por sopro em fusão (meltblown), e métodos de fabricação e uso das mesmas |
| TW201221714A (en) | 2010-10-14 | 2012-06-01 | 3M Innovative Properties Co | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| JP6537507B2 (ja) | 2013-07-15 | 2019-07-03 | ヒルズ, インコーポレイテッド | ロフティ特性、弾性特性及び高強度特性のうちの少なくとも1つを有するスパンレイドウェブ |
| US10463222B2 (en) | 2013-11-27 | 2019-11-05 | Kimberly-Clark Worldwide, Inc. | Nonwoven tack cloth for wipe applications |
| CN105828684B (zh) * | 2013-12-18 | 2019-04-19 | 3M创新有限公司 | 清洁制品 |
| EP3105010B1 (en) * | 2014-02-14 | 2021-04-28 | 3M Innovative Properties Company | Abrasive article and method of using the same |
| USD765993S1 (en) * | 2015-01-09 | 2016-09-13 | Kimberly-Clark Worldwide, Inc. | Nonwoven web material with embossing pattern |
| CN109152507A (zh) * | 2016-05-03 | 2019-01-04 | 3M创新有限公司 | 湿或干清洁介质 |
| WO2018005111A1 (en) * | 2016-07-01 | 2018-01-04 | 3M Innovative Properties Company | Nonwoven abrasive article including abrasive particles |
| IL284020A (en) | 2021-06-15 | 2023-01-01 | Polymer Gvulot Ltd | Sticky wet wipes |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5198292A (en) * | 1988-06-15 | 1993-03-30 | International Paper Company | Tack cloth for removing solid particles from solid surfaces and method for its manufacture |
| US20050014434A1 (en) * | 2003-07-18 | 2005-01-20 | 3M Innovative Properties Company | Cleaning wipe and method of manufacture |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2121845B (en) * | 1982-06-10 | 1985-10-30 | Chicopee | Improvements in absorbent pads |
| US5143779A (en) * | 1988-12-23 | 1992-09-01 | Fiberweb North America, Inc. | Rebulkable nonwoven fabric |
| US5198057A (en) * | 1988-12-23 | 1993-03-30 | Fiberweb North America, Inc. | Rebulkable nonwoven fabric |
| US4961974A (en) * | 1989-03-03 | 1990-10-09 | Ahlstrom Filtration, Inc. | Laminated filters |
| US5496603A (en) * | 1992-02-03 | 1996-03-05 | Minnesota Mining And Manufacturing Company | Nonwoven sheet materials, tapes and methods |
| KR950703093A (ko) * | 1992-08-24 | 1995-08-23 | 테릴 켄트 퀄리 | 용융 결합된 부직 제품 및 이를 제조하는 방법(melt bonded nonwoven articles and methods of preparing) |
| US6312484B1 (en) * | 1998-12-22 | 2001-11-06 | 3M Innovative Properties Company | Nonwoven abrasive articles and method of preparing same |
| US6238449B1 (en) * | 1998-12-22 | 2001-05-29 | 3M Innovative Properties Company | Abrasive article having an abrasive coating containing a siloxane polymer |
| US20030171051A1 (en) * | 2002-03-08 | 2003-09-11 | 3M Innovative Properties Company | Wipe |
| US7700178B2 (en) * | 2006-02-24 | 2010-04-20 | 3M Innovative Properties Company | Cleaning wipe with variable loft working surface |
-
2008
- 2008-08-20 US US12/194,777 patent/US20100044909A1/en not_active Abandoned
-
2009
- 2009-08-13 EP EP09791486A patent/EP2328461B1/en active Active
- 2009-08-13 WO PCT/US2009/053707 patent/WO2010021911A1/en active Application Filing
- 2009-08-13 ES ES09791486T patent/ES2399394T3/es active Active
- 2009-08-13 JP JP2011523881A patent/JP2012500089A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5198292A (en) * | 1988-06-15 | 1993-03-30 | International Paper Company | Tack cloth for removing solid particles from solid surfaces and method for its manufacture |
| US20050014434A1 (en) * | 2003-07-18 | 2005-01-20 | 3M Innovative Properties Company | Cleaning wipe and method of manufacture |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9189066B2 (en) | 2010-01-28 | 2015-11-17 | Samsung Electronics Co., Ltd. | Touch panel and electronic device including the same |
| US8982089B2 (en) | 2010-03-22 | 2015-03-17 | Samsung Electronics Co., Ltd. | Touch panel and electronic device including the same |
| US8970513B2 (en) | 2010-10-11 | 2015-03-03 | Samsung Electronics Co., Ltd. | Touch panel having deformable electroactive polymer actuator |
| US8994685B2 (en) | 2010-11-23 | 2015-03-31 | Samsung Electronics Co., Ltd. | Input sensing circuit and touch panel including the same |
| US9013443B2 (en) | 2011-04-18 | 2015-04-21 | Samsung Electronics Co., Ltd. | Touch panel and driving device for the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010021911A1 (en) | 2010-02-25 |
| US20100044909A1 (en) | 2010-02-25 |
| ES2399394T3 (es) | 2013-04-01 |
| EP2328461B1 (en) | 2012-11-28 |
| EP2328461A1 (en) | 2011-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012500089A (ja) | ふっくらした粘着性不織シート及びその作製方法 | |
| AU2004260050B2 (en) | Cleaning wipe and method of manufacture | |
| EP1482828B1 (en) | A wipe for dust, dirt or heavier particles such as sand | |
| AU2001257338B2 (en) | Cleaning sheet with particle retaining cavities | |
| US20070190878A1 (en) | Cleaning sheets comprising a polymeric additive to improve particulate pick-up minimize residue left on surfaces and cleaning implements for use with cleaning sheets | |
| US20070107156A1 (en) | Cleaning sheets comprising a polymeric additive to improve particulate pick-up and minimize residue left on surfaces and cleaning implements for use with cleaning sheets | |
| JP2004511670A (ja) | 耐摩耗性を有する柔軟な不織布 | |
| JP2004531324A (ja) | 表面から残屑を除去するための複数の突起を含む使い捨てクリーニングシート | |
| MX2007001021A (es) | Implemento de limpieza, sistema de limpieza que comprende un implemento de limpieza y metodo para limpiar superficies duras. | |
| MXPA05005832A (es) | Producto para fregar soplado con fusion. | |
| JPH11513906A (ja) | 使い捨て皮膚清浄用物品 | |
| CN101111184A (zh) | 具有可变举升工作表面的清洁擦 | |
| US20110265277A1 (en) | Mop head refill that clings and/or sticks to an underside of conventional mop head holders | |
| JP2022501525A (ja) | 一体型不織布材料 | |
| CN105828684B (zh) | 清洁制品 | |
| KR20160119680A (ko) | 점착식 청소용 부직포 및 그 제조방법 | |
| JPH09313417A (ja) | ワイピングクロス | |
| EP1423267A1 (en) | Article for cleansing, treating, and/or exfoliating skin | |
| AU2002327502A1 (en) | Article for cleansing, treating, and/or exfoliating skin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120710 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140401 |