JP2012256733A - 太陽電池モジュール製造装置 - Google Patents
太陽電池モジュール製造装置 Download PDFInfo
- Publication number
- JP2012256733A JP2012256733A JP2011129160A JP2011129160A JP2012256733A JP 2012256733 A JP2012256733 A JP 2012256733A JP 2011129160 A JP2011129160 A JP 2011129160A JP 2011129160 A JP2011129160 A JP 2011129160A JP 2012256733 A JP2012256733 A JP 2012256733A
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- string
- cell string
- amount
- manufacturing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Abstract
【課題】太陽電池ストリングの位置決めの精度を向上できる太陽電池モジュール製造装置を得る。
【解決手段】太陽電池モジュール製造装置10は、複数の太陽電池ストリング2を配列して太陽電池モジュールを製造する太陽電池モジュール製造装置であって、前記太陽電池ストリングの端面における3つの箇所の位置を計測する計測部15(光量センサ16−1〜16−3)と、前記計測部による計測結果に基づいて、前記太陽電池ストリングの位置ずれ量を演算する演算部と、前記演算されたずれ量を補正しながら、前記太陽電池ストリングを目標位置へ移動させる移動部とを備えている。
【選択図】図1
【解決手段】太陽電池モジュール製造装置10は、複数の太陽電池ストリング2を配列して太陽電池モジュールを製造する太陽電池モジュール製造装置であって、前記太陽電池ストリングの端面における3つの箇所の位置を計測する計測部15(光量センサ16−1〜16−3)と、前記計測部による計測結果に基づいて、前記太陽電池ストリングの位置ずれ量を演算する演算部と、前記演算されたずれ量を補正しながら、前記太陽電池ストリングを目標位置へ移動させる移動部とを備えている。
【選択図】図1
Description
本発明は、太陽電池モジュール製造装置に関する。
従来の太陽電池モジュールの製造方法では、太陽電池素子の外形を基準に太陽電池素子を整列して太陽電池ストリングを作成している。太陽電池素子は、製造時の不具合等によって、外形にばらつきが生じている場合がある。このため、太陽電池素子の外形を基準に太陽電池素子同士の位置合わせを行うと、精度良く位置決めすることが困難になる。
それに対して、特許文献1には、太陽電池素子における基板の受光面に設けられた電極のパターンを基準として太陽電池素子同士の位置合わせを行うことが記載されている。これにより、特許文献1によれば、精度良く太陽電池素子同士を配列させることができるとされている。
特許文献1には、太陽電池ストリング同士の位置合わせを行う際にどのようにしたら太陽電池ストリングの位置決めの精度を向上できるのかについて具体的な記載がない。
一方、太陽電池ストリングの位置決め方法に関しては、太陽電池ストリングの外形を利用して機械的に位置決めをおこなう方法と、電極のパターンを基準としてストリングの位置決めを行う方法がある。機械的な位置決めの場合、太陽電池素子(太陽電池セル)に機械的なストレスをかけるので、太陽電池セルの破損に繋がりやすい。また、電極のパターンを基準に位置決めした場合、電極のパターンに接合されるタブ線の変形による影響を受けて正確に位置決めができなくなることがある。また、太陽電池セルの外形ではなく電極のパターンが基準であるが故に太陽電池ストリング間の間隔がばらつく傾向にあり、外観上に問題が残る可能性がある。
本発明は、上記に鑑みてなされたものであって、太陽電池ストリングの位置決めの精度を向上できる太陽電池モジュール製造装置を得ることを目的とする。
上述した課題を解決し、目的を達成するために、本発明の1つの側面にかかる太陽電池モジュール製造装置は、複数の太陽電池ストリングを配列して太陽電池モジュールを製造する太陽電池モジュール製造装置であって、前記太陽電池ストリングの端面における3つの箇所の位置を計測する計測部と、前記計測部による計測結果に基づいて、前記太陽電池ストリングの位置ずれ量を演算する演算部と、前記演算されたずれ量を補正しながら、前記太陽電池ストリングを目標位置へ移動させる移動部とを備えたことを特徴とする。
本発明によれば、太陽電池セルにおける電極のパターンの印刷位置のばらつきの影響を受けることなく太陽電池ストリングの位置ずれ量を捉えることができ、太陽電池ストリングの位置決めを行うことができるので、太陽電池ストリングの位置決めの精度を向上できる。
以下に、本発明にかかる太陽電池モジュール製造装置の実施の形態を図面に基づいて詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。
なお、本発明は以下の記述に限定されるものではなく、本発明の要旨を逸脱しない範囲において適宜変更可能である。また、以下に示す図面においては、理解の容易のため、各部材の縮尺が実際とは異なる。
実施の形態1.
実施の形態1にかかる太陽電池モジュール製造装置10について図1を用いて説明する。
実施の形態1にかかる太陽電池モジュール製造装置10について図1を用いて説明する。
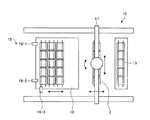
太陽電池モジュール製造装置10は、複数の太陽電池ストリング2を(例えば、ガラス等の透明絶縁性の)基板6上に配列して太陽電池モジュール7を製造する(図9参照)。具体的には、太陽電池モジュール製造装置10は、ストリング作成装置19、ストリング搭載装置17、ストリングアレイパレット装置18、演算処理装置12を備える。
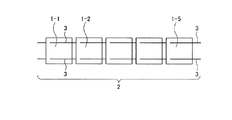
ストリング作成装置19は、図2に示すように、複数の太陽電池セル1−1〜1−5を複数のタブ線3を介して連続的に接続して太陽電池ストリング2を作成する。
ストリング搭載装置17は、ストリング作成装置19によって作られた太陽電池ストリング2をストリング作成装置19から取出し、ストリングアレイパレット装置18へ移動させる。ストリング搭載装置17は、X、Y、Z、θ軸のアクチュエータ(サーボモータ、ロボット)等を有しており、例えば吸着機構や把持機構等により太陽電池ストリング2を保持しながら、設定データにより指定された各停止ポイントへ移動させることができる。図3は、ストリング搭載装置17が太陽電池ストリング2をストリングアレイパレット装置18へ移動させる途中の状態を上面から見た図である。
ストリングアレイパレット装置18は、太陽電池ストリング2の位置ずれを計測するための計測部15を有する。計測部15は、太陽電池ストリング2の端面における3つの箇所の位置を計測する。
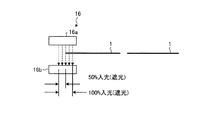
具体的には、ストリングアレイパレット装置18には、計測部15として例えば3つの光量センサ16−1〜16−3が設置されている。各光量センサ16は、図5に示すように、太陽電池セル1が配されるべき位置を間にして上下に配された発光素子16a及び受光素子16bを有する。図5では、発光素子16aが上側に配され受光素子16bが下側に配される場合が例示されているが、逆でもかまわない。
ストリング搭載装置17は、ストリング作成装置19によって作られた太陽電池ストリング2を、ストリングアレイパレット装置18における所定の計測基準位置へ移動させる。すなわち、太陽電池ストリング2は、縦横および回転方向のずれを計測するため測定ポイントまで移動させたあと、3点の光量センサ16−1〜16−3にて計測し、この計測位置データと、マスターゲージによりゼロ点合わせをした太陽電池ストリング2の基準位置データとを比較する。これにより、太陽電池ストリング2のずれ量および回転量を求める。以下に計測基準位置データの取得方法を図5により説明する。
太陽電池ストリング2のずれ量および回転量を測定するためにストリングアレイパレット装置18のテーブル上に取り付けられた3箇所の光量センサ16−1〜16−3を遮光する位置、例えば、図3に一点鎖線で示される計測基準位置に移動させる。
このときの測定基準となる計測基準位置の設定方法を説明する。光量センサ16にストリング搭載装置17の中心線とマスターゲージのXYθの中心線とが一致するようにセットされたマスターゲージを保持し、光量センサ16−1〜16−3により検知される光の量が全光入力時と全光遮へい時との遮光量の中心となるような位置にストリング搭載装置17を移動させる(図3〜図5参照)。そして、マスターゲージの3点、すなわち3箇所の光量センサ16−1〜16−3が均等に遮光されるように位置調整し、そのとき計測された位置のデータを計測基準位置データとして例えば演算処理装置12(図8参照)に記憶させる。
ここで、遮光量の中心値とは、光量センサ16の発光素子16aから出力される光の遮蔽量に比例して受光素子16bで受光される光量を0%〜100%とした場合、50%にあたる位置(例えば、図7に示す点(LA1,SL1)に対応した位置)のことを指す。遮光量の中心値に対応した測定ポイントを測定基準位置とする。
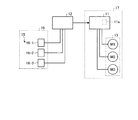
太陽電池ストリング2の端面21における3つの箇所の計測データは、毎回太陽電池ストリング2がこの測定基準位置まで移動された状態で取得され、図8に示すように、演算処理装置12に取り込まれる。演算処理装置12は、取り込まれた3点の計測データから太陽電池ストリング2の計測位置データを生成し、計測位置データと予め記憶している計測基準位置データとを比較演算することにより、太陽電池ストリング2のX、Y方向のずれ量および回転角ずれ量を求める(図6(a)、(b)参照)。図7は、太陽電池ストリング2により光量センサ16の遮光量と遮光寸法とを示したグラフで、遮光量と遮光寸法とが比例することを示している。このグラフから、遮光量に比例した計測データを3点について計測基準位置データと比較することにより、位置ずれ量を演算できることが理解される。
演算処理装置12は、遮光により導きだされる遮光寸法データ、すなわち位置ずれ量のデータをストリング搭載装置17におけるコントローラ11に送信する。コントローラ11は、変換部11aを有している。変換部11aは、受信した位置ずれ量を補正量に変換する。変換部11aは、例えば、位置ずれ量をキャンセルするように(例えばX、Y、θ方向の位置ずれ量に対して符号を反転させることなどにより)、位置ずれ量を補正量に変換する。そして、コントローラ11は、この補正データをティーチングデータとして登録させたサーボモータアドレス値またはロボットティーチングデータ値の各軸に対し加減演算し、最終的な移動データ先として移動部13に対する各軸(X、Y、θ軸)の移動指令を生成する。これにより、移動部13は、演算されたずれ量を補正しながら、すなわち、変換部11aにより変換された補正量に従って、太陽電池ストリング2を目標位置(すなわち、基板6上における配列させるべき位置)へ移動させる。結果的に、コントローラ11は、太陽電池ストリング2の位置ずれの補正データ値を加減処理することにより、マスターゲージを基準位置にセットした状態となるように擬似的に位置決めさせることになる。
すなわち、移動部13は、各軸(X、Y、θ軸)のモータM1〜M3を有する。各軸(X、Y、θ軸)のモータ(移動部)M1〜M3は、補正値に対応した各軸(X、Y、θ軸)の移動指令に従った電力で駆動される。このとき、ストリング搭載装置17は、その移動位置データを各モータM1〜M3のエンコーダ(パルス計測器)により検出してコントローラ11にフィードバックしている。なお、Y軸、θ軸の移動指令をストリング搭載装置17に入力し、またX軸の移動指令についてはストリングアレイパレット装置18に入力し、補正動作を行わせることも可能である。
このような方法により、太陽電池ストリング2の位置を計測し、その位置ずれの補正データの処理を行うことにより、ストリング作成装置19から取り出される太陽電池ストリング2に対して、非接触にてその位置ずれ量を計測し位置決めをすることができる。そして、このような補正動作を太陽電池ストリング2がストリング作成装置19から取出されストリングアレイパレット装置18に搭載される毎に行うことにより、基板6上に、複数の太陽電池ストリング2−1〜2−3が略等間隔(例えば、図9に示す間隔D12≒間隔D23)で配列されたストリングアレイ5を作成することができる。
ここで、仮に、図12に示すように、太陽電池ストリング2の外形を利用して機械的に位置決めをする場合について考える。この場合、例えば、複数の位置決めアクチュエータ922により太陽電池ストリング2に対して周囲4方向から機械的なストレスをかける。このため、太陽電池ストリング2における太陽電池セル1がその機械的なストレスにより破損する可能性がある。
それに対して、実施の形態1では、太陽電池ストリング2の位置ずれを非接触で計測するので、計測時における太陽電池セル1の破損を低減できる。
あるいは、仮に、図13に示すように、太陽電池セル1における電極1a、1bのパターンを基準として太陽電池ストリング2の位置決めを行う場合について考える。この場合、電極1a、1bのパターンに接合されるタブ線3の変形による影響を受けて正確に位置決めができなくなることがある。また、太陽電池セル1の外形ではなく電極1a、1bのパターンが基準であるが故に太陽電池ストリング2間の間隔(図9参照)がばらつく傾向にあり、外観上に問題が残る可能性がある。また、電極1a、1bのパターンの印刷位置のばらつきにより誤差が発生する可能性があり、太陽電池ストリング2の位置決めの精度が低下する傾向にある。これにより、例えば図9に示すタブ線3とジャンパータブ4−1、4−2の接合位置がずれて接触不良等が発生する可能性がある。
それに対して、実施の形態1では、計測部15が、太陽電池ストリング2の端面における3つの箇所の位置を計測し、演算処理装置12が、計測部15による計測結果に基づいて、太陽電池ストリング2の位置ずれ量を演算し、移動部13が、演算された位置ずれ量を補正しながら、太陽電池ストリング2を目標位置へ移動させる。これにより、電極1a、1bのパターンの印刷位置のばらつきの影響を受けることなく太陽電池ストリング2の位置ずれ量を捉えることができ、太陽電池ストリング2の位置決めを行うことができるので、太陽電池ストリング2の位置決めの精度を向上できる。したがって、例えば図9に示すタブ線3とジャンパータブ4の接合位置のずれを低減できる。すなわち、太陽電池ストリングの各列の基準搭載位置から補正値をフィードバックすることによりストリング間寸法についても均一に配列することが可能となり、品質および外観の向上を図ることができる効果が得られる。
また、実施の形態1では、変換部11aが、演算処理装置12により演算された位置ずれ量を補正量に変換し、移動部13は、その変換された補正量に従って、太陽電池ストリング2を目標位置へ移動させる。これにより、太陽電池ストリング2の取り出しから搭載までの工程を分割することなく太陽電池ストリング2の位置決めをすることが可能となるため、太陽電池ストリング2の搭載精度を向上しながら、製造タクトの短縮も実現できる。
また、実施の形態1では、計測部15により計測されるべき3つの箇所は、図4に示すように、太陽電池ストリング2の端面21における、太陽電池ストリング2の長手方向に沿った第1の中心線22と長手方向に垂直な第2の中心線23とで区切られる4つの領域21a〜21dのうちの互いに異なる領域に位置している。例えば、光量センサ16−1が領域21cに位置し、光量センサ16−2が領域21dに位置し、光量センサ16−3が領域21bに位置している。演算処理装置12は、複数の太陽電池ストリング2が配列されるべき平面内におけるX軸方向及びY軸方向とその配列されるべき平面に垂直な軸周りの回転方向であるθ軸方向とについて、太陽電池ストリング2のずれ量を演算する。これにより、太陽電池ストリング2の端面21の外形を全体的に捉えることができるので、個々の太陽電池セル1の外形のばらつきについての影響を受けにくいため、太陽電池ストリング2の位置決めの精度を向上できる。
なお、上記の説明にて入手した補正値のデータをそのままコントローラ11に記憶させておけば、例えばはんだ接合工程においても接合ツールの移動位置を補正値により変化させることもでき、取出し位置のばらつきによる対する接合不良等の問題を解決することができる。
実施の形態2.
次に、実施の形態2にかかる太陽電池モジュール製造装置について説明する。以下では、実施の形態1と異なる部分を中心に説明する。
次に、実施の形態2にかかる太陽電池モジュール製造装置について説明する。以下では、実施の形態1と異なる部分を中心に説明する。
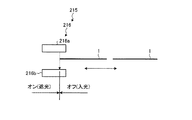
実施の形態1では、3つの光量センサ16を利用して太陽電池ストリング2の位置ずれ量を計測しているが、実施の形態2では、図10に示す3つのファイバセンサ216を利用して太陽電池ストリング2の位置ずれ量を計測する。ファイバセンサ216は、発光素子216aから射出された光が受光素子216bで受光されたか否かを検知する。すなわち、ファイバセンサ216は、太陽電池セル1により遮光された状態でオンし、太陽電池セル1により遮光されない状態でオフする。このような3つのファイバセンサ216を使用した方法においても、太陽電池ストリング2の端面21における3つの箇所の位置を計測し、太陽電池ストリング2の位置ずれ量を演算して、その補正値を求めることも可能である。
具体的には、ストリング搭載装置17により太陽電池ストリング2を計測基準位置まで移動させたあと、この位置のアドレスデータ値を仮想ゼロ点として演算処理装置12に記憶させる。その後、3つのファイバセンサ216の全てがオフする位置まで逆転動作させ、再度各ファイバセンサ216がオンする位置アドレスデータ値を記憶しながら、仮想ゼロ点と比較し位置ずれ量を求め、その位置ずれ量から変換された補正値に基づいて移動先アドレスを決定させることができる。
このように、実施の形態2においても、3つのファイバセンサ216を含む計測部215による計測結果に基づいて、演算処理装置12が、太陽電池ストリング2の位置ずれ量を演算する。これにより、簡易な構成で太陽電池ストリング2の位置ずれ量を評価することができる。
実施の形態3.
次に、実施の形態3にかかる太陽電池モジュール製造装置について説明する。以下では、実施の形態1と異なる部分を中心に説明する。
次に、実施の形態3にかかる太陽電池モジュール製造装置について説明する。以下では、実施の形態1と異なる部分を中心に説明する。
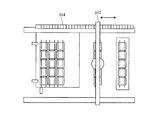
ストリング搭載装置17やストリングアレイパレット装置18をサーボモータ等のアクチュエータと組み合わせた場合、どうしても機構の性質上、バックラッシ等の機械誤差が発生する可能性がある。この問題を解決するために以下の方法を用いて位置補正を実行させることもできる。
図11に示すストリング搭載装置317は、その移動位置データを各モータM1〜M3のエンコーダ(パルス計測器)により検出するのではなく、ストリング搭載装置17の走行軸に並行して取り付けられたリニアスケール314により検出する。これにより、ストリング搭載装置317は、その実際の搭載装置の停止位置を読取り、現在位置の測定ツールとしてリニアスケール314を代替えすることも可能である。
以上のように、本発明にかかる太陽電池モジュール製造装置は、太陽電池モジュールの製造に有用である。
1、1−1〜1−5 太陽電池セル
2、2−1〜2−3 太陽電池ストリング
3 タブ線
4、4−1、4−2 ジャンパータブ
5 ストリングアレイ
6 基板
7 太陽電池モジュール
10 太陽電池モジュール製造装置
11 コントローラ
11a 変換部
12 演算処理装置
13 移動部
15 計測部
16、16−1〜16−3 光量センサ
16a 発光素子
16b 受光素子
17 ストリング搭載装置
18 ストリングアレイパレット装置
19 ストリング作成装置
21 端面
21a〜21d 領域
22 第1の中心線
23 第2の中心線
215 計測部
216 ファイバセンサ
216a 発光素子
216b 受光素子
314 リニアスケール
317 ストリング搭載装置
922 位置決めアクチュエータ
M1〜M3 モータ
2、2−1〜2−3 太陽電池ストリング
3 タブ線
4、4−1、4−2 ジャンパータブ
5 ストリングアレイ
6 基板
7 太陽電池モジュール
10 太陽電池モジュール製造装置
11 コントローラ
11a 変換部
12 演算処理装置
13 移動部
15 計測部
16、16−1〜16−3 光量センサ
16a 発光素子
16b 受光素子
17 ストリング搭載装置
18 ストリングアレイパレット装置
19 ストリング作成装置
21 端面
21a〜21d 領域
22 第1の中心線
23 第2の中心線
215 計測部
216 ファイバセンサ
216a 発光素子
216b 受光素子
314 リニアスケール
317 ストリング搭載装置
922 位置決めアクチュエータ
M1〜M3 モータ
Claims (3)
- 複数の太陽電池ストリングを配列して太陽電池モジュールを製造する太陽電池モジュール製造装置であって、
前記太陽電池ストリングの端面における3つの箇所の位置を計測する計測部と、
前記計測部による計測結果に基づいて、前記太陽電池ストリングの位置ずれ量を演算する演算部と、
前記演算されたずれ量を補正しながら、前記太陽電池ストリングを目標位置へ移動させる移動部と、
を備えたことを特徴とする太陽電池モジュール製造装置。 - 前記演算された位置ずれ量を補正量に変換する変換部をさらに備え、
前記移動部は、前記変換された補正量に従って、前記太陽電池ストリングを目標位置へ移動させる
ことを特徴とする請求項1に記載の太陽電池モジュール製造装置。 - 前記3つの箇所は、前記太陽電池ストリングの端面における、前記太陽電池ストリングの長手方向に沿った第1の中心線と長手方向に垂直な第2の中心線とで区切られる4つの領域のうちの互いに異なる領域に位置しており、
前記演算部は、前記複数の太陽電池ストリングが配列されるべき平面内における第1の方向及び第2の方向と前記配列されるべき平面に垂直な軸周りの回転方向とについて、前記太陽電池ストリングのずれ量を演算する
ことを特徴とする請求項1に記載の太陽電池モジュール製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011129160A JP2012256733A (ja) | 2011-06-09 | 2011-06-09 | 太陽電池モジュール製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011129160A JP2012256733A (ja) | 2011-06-09 | 2011-06-09 | 太陽電池モジュール製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012256733A true JP2012256733A (ja) | 2012-12-27 |
Family
ID=47528045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011129160A Pending JP2012256733A (ja) | 2011-06-09 | 2011-06-09 | 太陽電池モジュール製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012256733A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016063244A1 (en) * | 2014-10-24 | 2016-04-28 | Somont Gmbh | Interconnecting device and method |
| CN106128975A (zh) * | 2016-08-25 | 2016-11-16 | 合肥海润光伏科技有限公司 | 印刷检测机二次校正装置 |
| CN110571308A (zh) * | 2019-10-16 | 2019-12-13 | 苏州德睿联自动化科技有限公司 | 太阳能电池串校正设备及方法 |
| CN115140530A (zh) * | 2021-03-30 | 2022-10-04 | 沛煜光电科技(上海)有限公司 | 太阳能电池组件归正装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0990308A (ja) * | 1995-09-26 | 1997-04-04 | Hitachi Electron Eng Co Ltd | 矩形基板の位置決め装置 |
| JP2001077397A (ja) * | 1999-09-07 | 2001-03-23 | Showa Shell Sekiyu Kk | 建材一体型太陽電池モジュール |
| JP2004111464A (ja) * | 2002-09-13 | 2004-04-08 | Npc:Kk | 太陽電池用のストリング製造装置及び太陽電池モジュール製造方法 |
| JP2005193303A (ja) * | 2003-12-26 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | 基板搬送装置 |
| JP2010045062A (ja) * | 2008-08-08 | 2010-02-25 | Sanyo Electric Co Ltd | 太陽電池モジュールの製造方法 |
| JP2010176081A (ja) * | 2009-02-02 | 2010-08-12 | Hitachi High-Technologies Corp | 露光装置、露光装置の基板搬送方法、及び表示用パネル基板の製造方法 |
| JP2010232558A (ja) * | 2009-03-27 | 2010-10-14 | Sanyo Electric Co Ltd | 太陽電池及び太陽電池モジュール |
| JP2011176133A (ja) * | 2010-02-24 | 2011-09-08 | Sanyo Electric Co Ltd | 太陽電池モジュールの製造方法 |
| JP2011249416A (ja) * | 2010-05-24 | 2011-12-08 | Kyocera Corp | 太陽電池モジュールの製造装置 |
| JP2012178430A (ja) * | 2011-02-25 | 2012-09-13 | Fuji Mach Mfg Co Ltd | 太陽電池モジュールの製造方法および製造システム |
-
2011
- 2011-06-09 JP JP2011129160A patent/JP2012256733A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0990308A (ja) * | 1995-09-26 | 1997-04-04 | Hitachi Electron Eng Co Ltd | 矩形基板の位置決め装置 |
| JP2001077397A (ja) * | 1999-09-07 | 2001-03-23 | Showa Shell Sekiyu Kk | 建材一体型太陽電池モジュール |
| JP2004111464A (ja) * | 2002-09-13 | 2004-04-08 | Npc:Kk | 太陽電池用のストリング製造装置及び太陽電池モジュール製造方法 |
| JP2005193303A (ja) * | 2003-12-26 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | 基板搬送装置 |
| JP2010045062A (ja) * | 2008-08-08 | 2010-02-25 | Sanyo Electric Co Ltd | 太陽電池モジュールの製造方法 |
| JP2010176081A (ja) * | 2009-02-02 | 2010-08-12 | Hitachi High-Technologies Corp | 露光装置、露光装置の基板搬送方法、及び表示用パネル基板の製造方法 |
| JP2010232558A (ja) * | 2009-03-27 | 2010-10-14 | Sanyo Electric Co Ltd | 太陽電池及び太陽電池モジュール |
| JP2011176133A (ja) * | 2010-02-24 | 2011-09-08 | Sanyo Electric Co Ltd | 太陽電池モジュールの製造方法 |
| JP2011249416A (ja) * | 2010-05-24 | 2011-12-08 | Kyocera Corp | 太陽電池モジュールの製造装置 |
| JP2012178430A (ja) * | 2011-02-25 | 2012-09-13 | Fuji Mach Mfg Co Ltd | 太陽電池モジュールの製造方法および製造システム |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016063244A1 (en) * | 2014-10-24 | 2016-04-28 | Somont Gmbh | Interconnecting device and method |
| CN106128975A (zh) * | 2016-08-25 | 2016-11-16 | 合肥海润光伏科技有限公司 | 印刷检测机二次校正装置 |
| CN110571308A (zh) * | 2019-10-16 | 2019-12-13 | 苏州德睿联自动化科技有限公司 | 太阳能电池串校正设备及方法 |
| CN110571308B (zh) * | 2019-10-16 | 2024-02-06 | 苏州德睿联自动化科技有限公司 | 太阳能电池串校正设备及方法 |
| CN115140530A (zh) * | 2021-03-30 | 2022-10-04 | 沛煜光电科技(上海)有限公司 | 太阳能电池组件归正装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20130272833A1 (en) | Solar cell string layup system and method | |
| WO2014037993A1 (ja) | 作業装置 | |
| US20130148132A1 (en) | Sensor head holder | |
| JP2012256733A (ja) | 太陽電池モジュール製造装置 | |
| US20060267613A1 (en) | Movement amount operation correction method for prober, movement amount operation correction processing program, and prober | |
| JP2010281635A (ja) | 力覚センサ | |
| TWI579123B (zh) | 機器人校正系統與方法 | |
| CN111964589B (zh) | 一种用于法向检测的激光位移传感器标定装置及标定方法 | |
| KR102245707B1 (ko) | 위치 결정 장치 | |
| JP6847495B2 (ja) | 基板検査装置、検査治具、及びその基板検査方法 | |
| US20090252400A1 (en) | Method for mounting electronic component | |
| CN104820344A (zh) | 一种精密定位平台Yaw值的测量方法 | |
| JP2013086288A (ja) | 基板上面検出方法及びスクライブ装置 | |
| KR20010074937A (ko) | 전기 어셈블리 및 보정 기판을 제조하기 위한 디바이스에서 홀딩 장치의 이동 경로 및/또는 각도 위치를 보정하기 위한 방법 및 장치 | |
| CN103631098A (zh) | 一种非接触式光刻机调平调焦系统、方法和光刻机 | |
| CN112695272B (zh) | 一种掩模制作装置及制作方法 | |
| JP2019529929A (ja) | 光学式測定装置及び方法 | |
| KR101183101B1 (ko) | 플립칩용 다이 본딩 방법 | |
| JP2001516503A (ja) | 電気的コンポーネントの製造装置を測定するための方法および装置 | |
| JP6022044B2 (ja) | 複数のマイクロレンズの製造方法及び製造装置 | |
| CN1945484B (zh) | 光头或油墨喷射头动作控制装置和控制方法以及载物台装置 | |
| KR20120111815A (ko) | 시편이송 스테이지 장치 및 그 구동방법 | |
| JP2012133122A (ja) | 近接露光装置及びそのギャップ測定方法 | |
| CN111308868B (zh) | 一种直写曝光机的对位补偿方法 | |
| JP2020201283A (ja) | 基板検査装置、検査治具、及びその基板検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130416 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140311 |