JP2012252924A - 組電池の製造方法 - Google Patents
組電池の製造方法 Download PDFInfo
- Publication number
- JP2012252924A JP2012252924A JP2011125671A JP2011125671A JP2012252924A JP 2012252924 A JP2012252924 A JP 2012252924A JP 2011125671 A JP2011125671 A JP 2011125671A JP 2011125671 A JP2011125671 A JP 2011125671A JP 2012252924 A JP2012252924 A JP 2012252924A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- convex
- concave
- assembled battery
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
【課題】組電池の再構成(リビルト)を容易にするための組電池の製造方法を提供する。
【解決手段】単電池3同士を接続して組電池を構成する。単電池3の一方に凸状端子4を形成し、他方に凹状端子5を形成する。電池の使用温度帯において、凸状端子4の直径は凹状端子5の内径以上に設定される。接続時に、凸状端子4を冷却して収縮させ、あるいは、凹状端子5を加熱して膨張させて凸状端子4を凹状端子5に嵌入し、その後電池の使用温度帯に戻すことで凸状端子4と凹状端子5を接続する。
【選択図】図1
【解決手段】単電池3同士を接続して組電池を構成する。単電池3の一方に凸状端子4を形成し、他方に凹状端子5を形成する。電池の使用温度帯において、凸状端子4の直径は凹状端子5の内径以上に設定される。接続時に、凸状端子4を冷却して収縮させ、あるいは、凹状端子5を加熱して膨張させて凸状端子4を凹状端子5に嵌入し、その後電池の使用温度帯に戻すことで凸状端子4と凹状端子5を接続する。
【選択図】図1
Description
本発明は組電池の製造方法に関し、特に、複数の単電池を互いに直列接続してなる組電池の製造方法に関する。
従来から、複数の単電池を互いに直列接続して組電池あるいは集合電池を構成する技術が知られている。
例えば、下記の特許文献1には、単電池を2個以上直列に接続してなる集合電池において、隣接する単電池同士が、一方の単電池の電槽の側壁を貫通させた凸状端子の凸部を、他方の単電池の電槽の側壁を貫通させた凹状端子の凹部に挿入させることにより直列に接続される構成が開示されている。
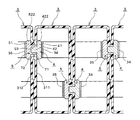
図4に、従来技術の集合電池の構成を示す。集合電池の両端の単電池3以外の各単電池3は、金属製の凸状端子4及び凹状端子5を有している。凸状端子4は負極タブ34に溶接されて負極端子となっており、凹状端子5は正極タブ35に溶接されて正極端子となっている。隣接する単電池3同士は、一方の単電池3の凸状端子4と他方の単電池3の凹状端子5とを用いて接続される。集合電池の両端の単電池3は、凸状端子4及び凹状端子5の一方のみを正極端子又は負極端子として有しており、他方の端子は外部端子6となっている。
具体的な接続は、以下のように行われる。すなわち、蓋が接合されていない状態の隣接する単電池3同士を、側壁311と側壁312とを向い合わせて配置し、突起部72を溝部71に嵌入させ、超音波振動を印加して溝部71と突起部72とを溶着させる。次に、凹状端子5の凹部53を貫通穴から突出させるとともに、凸状端子4の凸部42を貫通穴から突出させ、プレスしながら凸部42を凹部53に圧入する。次に、凸部42と凹部53とを抵抗溶接する。そして、電槽内に電解液を注入し、蓋を電槽に接合する。凸部42の直径R1は、凹部53の内径R2よりも大きいとしている。また、集合電池をニッケル水素電池とし、凸部42を凹部53へ圧入するプレス圧を3トンとすることが記載されている。
ところで、資源の効率的な活用の観点から、ユーザから回収した組電池を再利用可能な性能を有する組電池に再構成(リビルト)して再びユーザに提供する再利用技術が検討されているが、現状の組電池では単電池同士が溶接されているため、回収した組電池の中の特性良好な単電池のみを分離して新たな組電池を再構成することができない。上記の従来技術においても、溝部71と突起部72とを溶着するとともに、凸部42と凹部53とを抵抗溶接しているため、同様の問題がある。
本発明の目的は、単電池単位に分解が可能かつ容易であり、新たな組電池を再構成(リビルト)することが可能な組電池の製造方法を提供することにある。
本発明は、複数の単電池同士を接続してなる組電池の製造方法であって、隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、前記凸状端子を特定の温度帯よりも低い所定温度以下となるように冷却して収縮させ、前記凸状端子が収縮した状態において前記凸状端子を前記凹状端子に嵌入することを特徴とする。
また、本発明は、複数の単電池同士を接続してなる組電池の製造方法であって、隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、前記凹状端子を特定の温度帯よりも高い所定温度以上となるように加熱して膨張させ、前記凹状端子が膨張した状態において前記凸状端子を前記凹状端子に嵌入することを特徴とする。
また、本発明は、複数の単電池同士を接続してなる組電池の製造方法であって、隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、前記凸状端子を特定の温度帯よりも低い第1所定温度以下となるように冷却して収縮させ、前記凹状端子を特定の温度帯よりも高い第2所定温度以上となるように加熱して膨張させ、前記凸状端子が収縮し、かつ前記凹状端子が膨張した状態において前記凸状端子を前記凹状端子に嵌入することを特徴とする。
また、本発明は、隣接する2つの単電池の端子同士をバスバーを介して接続することで、複数の単電池同士を接続してなる組電池の製造方法であって、前記バスバー及び端子のいずれか一方に凸部が形成され、他方に前記凸部に対向するように凹部が形成され、特定の温度帯において前記凸部の直径は前記凹部の入口部の内径以上であり、前記凸部を特定の温度帯よりも低い所定温度以下となるように冷却し収縮させ、前記凸部が収縮した状態において前記凸部を前記凹部に嵌入することを特徴とする。
また、本発明は、隣接する2つの単電池の端子同士をバスバーを介して接続することで、複数の単電池同士を接続してなる組電池の製造方法であって、前記バスバー及び端子のいずれか一方に凸部が形成され、他方に前記凸部に対向するように凹部が形成され、特定の温度帯において前記凸部の直径は前記凹部の入口部の内径以上であり、前記凸部を特定の温度帯よりも高い所定温度以上となるように加熱し膨張させ、前記凸部が膨張した状態において前記凸部を前記凹部に嵌入することを特徴とする。
本発明によれば、単電池同士を溶接することなく接続することができるので、ユーザから回収した組電池を分解して新たな組電池を再構成することが容易化される。また、特定の温度帯(例えば、電池使用時の温度帯)においては凸状端子の直径は凹状端子の内径以上であるため、両端子は確実に接続され、接触抵抗も低減する。
以下、図面に基づき本発明の実施形態について説明する。なお、本実施形態は単なる例示であり、本発明は以下の実施形態に限定されるものではない。また、図4に示す従来技術と同一若しくは対応する部材については同一符号を付す。
図1に、本実施形態における組電池の製造方法を模式的に示す。本実施形態において、組電池の両端の単電池3以外の各単電池3は、金属製の凸状端子4及び凹状端子5を有している。凸状端子4は正極タブに溶接されて正極端子となっており、凹状端子5は負極タブに溶接されて負極端子となっている。隣接する単電池3同士は、一方の単電池3の凸状端子4と他方の単電池3の凹状端子5とを用いて接続される。組電池の両端の単電池3は、凸状端子4及び凹状端子5の一方のみを正極端子又は負極端子として有しており、他方の端子は外部端子となっている。
具体的な接続は、以下のように行われる。すなわち、図1(a)に示すように、電池の使用温度帯においては凸状端子4の直径d1と凹状端子5の内径d5はほぼ等しいか、あるいは直径d1の方が内径d5よりも大きく設定される。つまり、
電池の使用温度帯:d4≧d5
であり、電池の使用温度帯においてはそのままでは凸状端子4は凹状端子5に嵌入できない。
電池の使用温度帯:d4≧d5
であり、電池の使用温度帯においてはそのままでは凸状端子4は凹状端子5に嵌入できない。
そして、単電池3同士を接続する場合には、凸状端子4を−200℃以下となるまで冷却し、凸状端子4の直径d4を収縮させて凹状端子5の内径d5よりも小さくする。つまり、
−200℃:d4<d5
である。この状態で、図1(b)に示すように凸状端子4を凹状端子5に嵌入する。すると、図1(c)に示すように、凸状端子4が凹状端子5に嵌入し、温度が電池の使用温度帯に戻るに従って凸状端子4が膨張し、凸状端子4と凹状端子5は密に接続される。これにより、電池間の接触抵抗が低下し、電池特性が良好となる。
−200℃:d4<d5
である。この状態で、図1(b)に示すように凸状端子4を凹状端子5に嵌入する。すると、図1(c)に示すように、凸状端子4が凹状端子5に嵌入し、温度が電池の使用温度帯に戻るに従って凸状端子4が膨張し、凸状端子4と凹状端子5は密に接続される。これにより、電池間の接触抵抗が低下し、電池特性が良好となる。
一方、ユーザあるいは市場から回収した組電池を分解し、電気特性に優れた単電池3のみを抽出して新たな組電池を再構成する場合には、組電池を構成する単電池3の一方の端子、すなわち凸状端子4を再び−200℃以下となるように冷却する。すると、凸状端子4は冷却により収縮し、その直径d4が再び凹状端子5の内径d5よりも小さくなって凸状端子4を凹状端子5から容易に分離することができる。
本実施形態では、凸状端子4と凹状端子5とは溶接により接続しないため、物理的損傷なく組電池を単電池3同士に分離することが可能であり、新たな組電池への再構成が容易化される。
なお、凸状端子4を−200℃以下に冷却するためには、例えば液体窒素を凸状端子4に局所的に吹き付ければよい。
また、凸状端子4を−200℃以下に冷却するとともに、凹状端子5を100℃以上に加熱して凹状端子5を膨張させることでd4<d5の条件を満たすようにしてもよい。この場合、新たな組電池を再構成する際にも、凸状端子4を冷却するとともに凹状端子5を加熱するのが好適である。
凸状端子4及び凹状端子5はともに金属であるが、その材料としては線膨張係数が所定値以上であることが望ましい。本願出願人は、凸状端子4及び凹状端子5をともに鉄で構成し、凸状端子4の直径d4を6mmとして室温(25℃)から液体窒素で−220℃まで冷却した場合、凸状端子4の直径d4が55μm程度縮小することを確認している。したがって、電池の使用温度帯において、凸状端子4の直径d4を6mmとし、凹状端子5の内径d5をこれよりも50μm小さい値に設定しておくことで、電池の使用温度帯では凸状端子4を凹状端子5に嵌入できないが凸状端子4を冷却することで凸状端子4を凹状端子5に嵌入することが可能となり、かつ、この嵌入状態で電池の使用温度帯に戻すことで凸状端子4と凹状端子5は密に接続し、接触抵抗を低減することが可能である。もちろん、凸状端子4を冷却するとともに、凹状端子5を加熱することを考慮して、凸状端子4と凹状端子5の電池の使用温度帯における直径d4、内径d5を設定してもよい。鉄の線膨張係数は約12.1×10-6(1℃あたり)であり、凸状端子4及び凹状端子5の材料としてはこれよりも線膨張係数が大きい金属、例えば銅や黄銅、アルミニウムが好適である。単電池3をリチウムイオン電池とする場合、アルミニウムが電極材料として用いられていることから、凸状端子4及び凹状端子5もアルミニウムとすることが望ましいであろう。
凸状端子4及び凹状端子5の材料については上記の通りであるが、端子形状については任意である。
図2に、凹状端子5の平面形状の例を示す。図2(a)は平面形状が正方形の場合、図2(b)は平面形状が長方形の場合、図2(c)は平面形状が三角形の場合、図2(d)は平面形状が十字形の場合である。凸状端子4は凹状端子5と凹凸あるいは表裏の関係にあるので、図2から凸状端子4の平面形状も同時に明らかとなろう。つまり、大きさが異なる同一形状となる。もちろん、平面形状は円であってもよく、さらには図2(e)に示すように平面形状が円であるとともに、その周囲にガス抜け用の穴5a、5bが形成されていてもよい。図2(e)の場合、凸状端子4の平面形状は円であり、当状端子4が凹状端子5に嵌入した状態においてもガス抜け用穴5a、5bは間隙としてそのまま残存し、ガス排出口として機能する。
また、凸状端子4及び凹状端子5は、図1に示す断面矩形状でなくてもよい。例えば、図3(a)に示すように、凸状端子4の周囲の突起部7が設けられていてもよいし、図3(b)に示す断面楕円状や、図3(c)に示す断面台形状であってもよい。このような場合、電池の使用時の温度帯において、少なくとも凹状端子の入口部の寸法が凸状端子の付根の寸法よりも大きければよい。図3(a)〜図3(c)に示す形状では、通常の電池の使用温度帯において、凸部の寸法が、凹部の入口部の寸法より大きい部分を有するため、単電池同士を分離しようとしても電池の使用時の温度帯では端子同士が引っ掛かるため、図1で示す形状よりも分離し難くなる。さらに、端子同士の接触面積が増加するという利点も有する。
本実施形態において、凸状端子4の外表面に付加的に微小凸部を設けるとともに、凹状端子5の外表面に付加的に微小凹部を設け、凸部端子4が凹部端子5に嵌入した場合に微小凸部が微小凹部に嵌入する構成として、凸状端子4と凹状端子5の接触面積をより増大させることもできる。
また、本実施形態では、凸状端子4を正極端子、凹状端子5を負極端子としたが、凸状端子4を負極端子、凹状端子5を正極端子とすることもできる。
また、本実施形態では、凸状端子4を冷却して収縮させることで凸状端子4を凹状端子5に嵌入しているが、凸状端子4を冷却することなく凹状端子5のみを加熱して膨張させることで凸状端子4を凹状端子5に嵌入してもよい。すなわち、本実施形態では、以下の態様が含まれる。
(1)凸状端子4のみを電池の使用温度帯より低い温度まで冷却して凸状端子4を収縮させ、凹状端子5に嵌入する。
(2)凹状端子5のみを電池の使用温度帯よりも高い温度まで加熱して凹状端子5を膨張させ、凹状端子5に嵌入する。
(3)凸状端子4を電池の使用温度帯より低い温度まで冷却して凸状端子4を収縮させるとともに、凹状端子5を電池の使用温度帯よりも高い温度まで加熱して凹状端子5を膨張させ、凸状端子4を凹状端子5に嵌入する。
(1)凸状端子4のみを電池の使用温度帯より低い温度まで冷却して凸状端子4を収縮させ、凹状端子5に嵌入する。
(2)凹状端子5のみを電池の使用温度帯よりも高い温度まで加熱して凹状端子5を膨張させ、凹状端子5に嵌入する。
(3)凸状端子4を電池の使用温度帯より低い温度まで冷却して凸状端子4を収縮させるとともに、凹状端子5を電池の使用温度帯よりも高い温度まで加熱して凹状端子5を膨張させ、凸状端子4を凹状端子5に嵌入する。
(1)の方法によって組電池を構成する場合、凸状端子4の直径d4が凹状端子5の内径より小さくなるまで冷却する必要があり、この条件を満たす温度が冷却時の上限温度となる。(2)の方法では、凹状端子5の内径d5が凸状端子4の直径よりも大きくなるまで加熱する必要があり、この条件を満たす温度が加熱時の下限温度となる。一般的には、電池の使用温度帯の変動範囲外の温度まで冷却あるいは加熱することが望ましく、一例を挙げると、25℃±50℃の範囲外の温度まで冷却あるいは加熱することが望ましい。言い換えれば、電池の使用温度帯の範囲を25℃±50℃とし、この範囲内では凸状端子4の直径d4と凹状端子5の内径d5はd4≧d5の関係を満たすように設定されるといえる。また、凸状端子4、凹状端子5の材料として、熱膨張係数12.1×10-6以上の金属(鉄、銅、黄銅、アルミニウム等)を用いた場合、通常の電池の使用温度帯(25℃±50℃)では、温度変化による変形が小さいため、電池間の接触抵抗の変化もないので電池の接続方法として好適である。
また、(1)の方法によって組電池を構成した場合、ユーザから回収した組電池を分解する際には、組み立て時と同様の方法、つまり凸状端子4を冷却して収縮させ、凸状端子4を凹状端子5から分離することが望ましいが、凹状端子5を加熱して膨張させて凸状端子4を凹状端子5から分離してもよく、凸状端子4を冷却するとともに凹状端子5を加熱して凸状端子4を凹状端子5から分離してもよい。(2)、(3)の方法においても同様である。
また、本実施形態では、溶接を行うことなく凸状端子4と凹状端子5を接続しているが、必要に応じて凸状端子4あるいは凹状端子5の当接面にニッケルメッキ、あるいは金メッキを施して接触抵抗をさらに低減してもよい。
また、本実施形態では、凸状端子4及び凹状端子5の線膨張係数を利用して凸状端子4と凹状端子5を接続しているが、電池の使用温度帯の範囲での温度変動では凸状端子4及び凹状端子5はほとんど変形しないので、電池の使用温度帯の範囲において接触抵抗が増大することもない。
また、本実施形態において、単電池3の外観形状も任意であり、角柱状あるいは円柱状のいずれでもよい。なお、円柱状の単電池は、単電池の上下に端子を有し、上下方向に連続するよう接続することが多いため、端子の位置を変更せずに凸状端子4及び凹状端子5を適用できる点で有利である。
さらに、本実施形態では、凸状端子4と凹状端子5を直接接続する場合について説明したが、隣接する単電池3の正極端子と負極端子をバスバーで接続する構成において、端子とバスバーのいずれか一方を凸部、他方を凹部とし、凸部を凹部に嵌入することで接続してもよい。この場合においても、単電池3同士を接続する場合には端子あるいはバスバーの一方を冷却して収縮させ、あるいは一方を冷却して収縮させるとともに他方を加熱して膨張させることで嵌入する。
3 単電池、4 凸状端子、5 凹状端子。
Claims (9)
- 複数の単電池同士を接続してなる組電池の製造方法であって、
隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、
前記凸状端子を特定の温度帯よりも低い所定温度以下となるように冷却して収縮させ、
前記凸状端子が収縮した状態において前記凸状端子を前記凹状端子に嵌入する
ことを特徴とする組電池の製造方法。 - 複数の単電池同士を接続してなる組電池の製造方法であって、
隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、
前記凹状端子を特定の温度帯よりも高い所定温度以上となるように加熱して膨張させ、
前記凹状端子が膨張した状態において前記凸状端子を前記凹状端子に嵌入する
ことを特徴とする組電池の製造方法。 - 複数の単電池同士を接続してなる組電池の製造方法であって、
隣接する2つの単電池の一方に凸状端子が形成され、他方に前記凸状端子に対向するように凹状端子が形成され、特定の温度帯において前記凸状端子の直径は前記凹状端子の入口部の内径以上であり、
前記凸状端子を特定の温度帯よりも低い第1所定温度以下となるように冷却して収縮させ、
前記凹状端子を特定の温度帯よりも高い第2所定温度以上となるように加熱して膨張させ、
前記凸状端子が収縮し、かつ前記凹状端子が膨張した状態において前記凸状端子を前記凹状端子に嵌入する
ことを特徴とする組電池の製造方法。 - 請求項1〜3のいずれかに記載の組電池の製造方法において、
前記凸状端子を前記凹状端子に嵌入した後、前記特定の温度帯に戻すことで前記凸状端子と前記凹状端子を接続することを特徴とする組電池の製造方法。 - 請求項1〜3のいずれかに記載の組電池の製造方法において、
前記特定の温度帯が、電池の使用時の温度帯であることを特徴とする組電池の製造方法。 - 請求項1〜5のいずれかに記載の組電池の製造方法において、
前記凸状端子及び凹状端子は、熱、黄銅、銅、アルミニウムの少なくともいずれかを含む金属からなることを特徴とする組電池の製造方法。 - 請求項1〜6のいずれかに記載の組電池の製造方法において、
前記特定の温度帯は、25℃±50℃の範囲内であることを特徴とする組電池の製造方法。 - 隣接する2つの単電池の端子同士をバスバーを介して接続することで、複数の単電池同士を接続してなる組電池の製造方法であって、
前記バスバー及び端子のいずれか一方に凸部が形成され、他方に前記前記凸部に対向するように凹部が形成され、特定の温度帯において前記凸部の直径は前記凹部の入口部の内径以上であり、
前記凸部を特定の温度帯よりも低い所定温度以下となるように冷却し収縮させ、前記凸部が収縮した状態において前記凸部を前記凹部に嵌入する
ことを特徴とする組電池の製造方法。 - 隣接する2つの単電池の端子同士をバスバーを介して接続することで、複数の単電池同士を接続してなる組電池の製造方法であって、
前記バスバー及び端子のいずれか一方に凸部が形成され、他方に前記凸部に対向するように凹部が形成され、特定の温度帯において前記凸部の直径は前記凹部の入口部の内径以上であり、
前記凸部を特定の温度帯よりも高い所定温度以上となるように加熱し膨張させ、前記凸部が膨張した状態において前記凸部を前記凹部に嵌入する
ことを特徴とする組電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011125671A JP2012252924A (ja) | 2011-06-03 | 2011-06-03 | 組電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011125671A JP2012252924A (ja) | 2011-06-03 | 2011-06-03 | 組電池の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012252924A true JP2012252924A (ja) | 2012-12-20 |
Family
ID=47525550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011125671A Withdrawn JP2012252924A (ja) | 2011-06-03 | 2011-06-03 | 組電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012252924A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014525681A (ja) * | 2011-08-29 | 2014-09-29 | ブルー ソリューションズ | 2つの円筒状エネルギ蓄積アセンブリ間に配置されるコネクタ |
| WO2014178569A1 (ko) * | 2013-04-29 | 2014-11-06 | 주식회사 엘지화학 | 자동차용 배터리 팩 케이스 |
| JP2017165414A (ja) * | 2017-06-28 | 2017-09-21 | 株式会社シマノ | 自転車用バッテリ |
| KR101814106B1 (ko) | 2013-10-04 | 2018-01-02 | 주식회사 엘지화학 | 접속부재 및 이를 포함하는 배터리 팩 |
| US9865845B2 (en) | 2013-04-29 | 2018-01-09 | Lg Chem, Ltd. | Case for vehicle's battery pack |
| KR20190089650A (ko) * | 2018-01-23 | 2019-07-31 | 주식회사 엘지화학 | 통체형 전지의 단자 접속 구조 및 이를 이용한 배터리 팩 |
| KR20190122866A (ko) | 2017-05-31 | 2019-10-30 | 가부시키가이샤 히타치세이사쿠쇼 | 이차 전지 모듈 |
| CN113991229A (zh) * | 2021-10-25 | 2022-01-28 | 芜湖天弋能源科技有限公司 | 一种锂电池包及其组装装置 |
-
2011
- 2011-06-03 JP JP2011125671A patent/JP2012252924A/ja not_active Withdrawn
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014525681A (ja) * | 2011-08-29 | 2014-09-29 | ブルー ソリューションズ | 2つの円筒状エネルギ蓄積アセンブリ間に配置されるコネクタ |
| JP2014529904A (ja) * | 2011-08-29 | 2014-11-13 | ブルー ソリューションズ | エネルギ蓄積アセンブリを接続するカバー |
| WO2014178569A1 (ko) * | 2013-04-29 | 2014-11-06 | 주식회사 엘지화학 | 자동차용 배터리 팩 케이스 |
| US9865845B2 (en) | 2013-04-29 | 2018-01-09 | Lg Chem, Ltd. | Case for vehicle's battery pack |
| KR101814106B1 (ko) | 2013-10-04 | 2018-01-02 | 주식회사 엘지화학 | 접속부재 및 이를 포함하는 배터리 팩 |
| KR20190122866A (ko) | 2017-05-31 | 2019-10-30 | 가부시키가이샤 히타치세이사쿠쇼 | 이차 전지 모듈 |
| JP2017165414A (ja) * | 2017-06-28 | 2017-09-21 | 株式会社シマノ | 自転車用バッテリ |
| KR20190089650A (ko) * | 2018-01-23 | 2019-07-31 | 주식회사 엘지화학 | 통체형 전지의 단자 접속 구조 및 이를 이용한 배터리 팩 |
| KR102539169B1 (ko) * | 2018-01-23 | 2023-06-01 | 주식회사 엘지에너지솔루션 | 통체형 전지의 단자 접속 구조 및 이를 이용한 배터리 팩 |
| CN113991229A (zh) * | 2021-10-25 | 2022-01-28 | 芜湖天弋能源科技有限公司 | 一种锂电池包及其组装装置 |
| CN113991229B (zh) * | 2021-10-25 | 2023-08-04 | 芜湖天弋能源科技有限公司 | 一种锂电池包及其组装装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012252924A (ja) | 組電池の製造方法 | |
| JP4430587B2 (ja) | 二次電池 | |
| JP6086442B2 (ja) | 電池セル用回転ジグ、およびそれを使用して電池セルを溶接するための方法 | |
| JP4515371B2 (ja) | 円筒形リチウムイオン電池及びその製造方法 | |
| JP6295901B2 (ja) | 蓄電装置 | |
| KR101730961B1 (ko) | 단열부재가 마련된 배터리 모듈 | |
| EP2590241B1 (en) | Cell block and method for manufacturing same | |
| JP2006012827A (ja) | 二次電池 | |
| JP5570407B2 (ja) | 組電池とその製造方法および電子機器 | |
| JP6365884B2 (ja) | 組電池 | |
| JP2009277643A (ja) | 二次電池用集電端子板、二次電池および二次電池の製造方法 | |
| JPWO2018003290A1 (ja) | 電池ブロック | |
| JP5289370B2 (ja) | 2次電池 | |
| JP7037724B2 (ja) | 組電池および組電池の製造方法 | |
| WO2014160231A1 (en) | Battery system with compliant heatsink assembly | |
| JP5087218B2 (ja) | 二次電池とその製造方法 | |
| JP6541801B2 (ja) | バッテリーモジュール及びこれを含むバッテリーパック | |
| KR20070076170A (ko) | 원통형 리튬 이차전지 | |
| JP2002216739A (ja) | 電池の導電接続タブの接続構造 | |
| JP2009252350A (ja) | 円筒形電池およびその製造方法 | |
| KR101778671B1 (ko) | 클래드가 제거된 이차전지 팩 | |
| JP2000156240A (ja) | 電池及びこの電池の製造方法 | |
| EP4080672A1 (en) | Battery pack having current blocking device using bimetal and operating method thereof | |
| JP2007073471A (ja) | アルカリ蓄電池およびその製造方法 | |
| JPWO2020071049A1 (ja) | 二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |