以下、本発明の好ましい実施の形態を、図面を参照しながら説明する。なお、以下では全ての図面を通じて同一又は相当する要素には同一の参照符号を付して、その重複する説明を省略する。また、本発明は、以下の実施形態に限定されない。また、以下で例示する数値(例えば計量部Cwの個数等)は一例であり、その数値に限定されるものではない。
以下で述べる第1実施形態及び第2実施形態の各構成例では、供給コンベア30は、複数個の被計量物Pが搬送方向に間隔を置いて並んで供給されるように構成されている。また、供給コンベア30は、所定距離(供給コンベア30のコンベアベルトの長さ(周回長さ)の1/4以下である所定長さに等しい距離)を搬送距離とする搬送動作を繰り返すことにより、供給コンベア30上の被計量物Pが1個ずつ計量コンベア1へ供給されるように構成されている。
(第1実施形態)
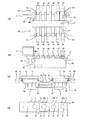
図1は本発明の第1実施形態の一構成例の組合せ秤の外観の概略を示す図であり、図1(a)は同組合せ秤を上から見た概略平面図、図1(b)は同組合せ秤の概略正面図、図1(c)は同組合せ秤の計量部及び集合コンベアの詳細を示す模式図、図1(d)は同組合せ秤の供給コンベア及び計量コンベアの概略平面図である。図2は本発明の第1実施形態の一構成例の組合せ秤の概略構成を示すブロック図である。
本組合せ秤は、複数(例えば12個)の計量部Cwと、集合コンベア3と、操作表示器4と、制御部5などを備えている。
集合コンベア3が略中央に配設され、集合コンベア3の両側に6個ずつの計量部Cwが配設されている。各々の計量部Cwは、供給コンベア30と、計量コンベア1と、計量コンベア1上の被計量物P(図1(d))の重量を計量する重量センサ2とを備えている。
ここで、集合コンベア3の一方側の6個の計量部Cwからなるグループを計量グループG1とし、他方側の6個の計量部Cwからなるグループを計量グループG2として説明する。
計量グループG1の計量部Cwの6個の計量コンベア1は、集合コンベア3の一方の側方において並行に配置され、これら各々の搬送方向(矢印aの方向)が集合コンベア3の搬送方向(矢印cの方向)と交差(本例では直交)するように配置されている。そして、計量グループG1の計量部Cwの6個の供給コンベア30は並行に配置され、それぞれ同計量グループG1の計量コンベア1に対応して設けられている。また、計量グループG2の計量部Cwの6個の計量コンベア1は、集合コンベア3の他方の側方において並行に配置され、これら各々の搬送方向(矢印bの方向)が集合コンベア3の搬送方向と交差(本例では直交)するように配置されている。そして、計量グループG2の計量部Cwの6個の供給コンベア30は並行に配置され、それぞれ同計量グループG2の計量コンベア1に対応して設けられている。また、本例では、各供給コンベア30を、その搬送方向が、対応する計量コンベア1の搬送方向(矢印a、bの方向)と同一となるように配置している。
図1(d)に示すように、各供給コンベア30は、ベルトコンベアによって構成され、その輪状の無端のベルト(コンベアベルト)の搬送面となる表面領域が周回方向に所定長さ(Lとする)の6つの区画に6等分され、各区画からなる6つの分割領域Dを有している。そして、互いに隣接する分割領域Dの境界上に桟31が設けられている。すなわち、6つの桟31が均等な間隔をおいてベルトの表面に設けられている。
また、ベルトの上部側の領域を周回方向に所定長さ(L)の3つの領域に区分し、搬送方向前方側の領域を前方保持領域30aとし、中央の領域を中央保持領域30bとし、後方側の領域を後方保持領域30cとしている。そして、ベルトの上部側に位置する3つの分割領域Dが、それぞれ3つの保持領域30a、30b、30cと一致するように構成されている。図1(d)では、ベルトの上部側の3つの分割領域Dは見えているが、ベルトの下部側の3つの分割領域Dは見えていない。
供給コンベア30は、各保持領域30a、30b、30cの周回方向の長さL(言い換えれば、各分割領域Dの周回方向の長さL)に等しい距離を搬送距離の単位(1回の搬送動作による搬送距離)として、対応する計量コンベア1と同じ矢印a、bの方向へ間欠的に搬送動作を行うことができる。すなわち、1回の搬送動作による水平搬送距離は、保持領域の長さLに等しい距離である。供給コンベア30の駆動モータ(図示せず)は、例えばステッピングモータで構成されている。
供給コンベア30の各保持領域30a、30b、30cには作業者によって被計量物Pが供給される。そして、供給コンベア30が搬送動作することによって計量コンベア1へ被計量物Pが供給される。保持領域30a、30b、30cに供給される各々の被計量物Pは、計量コンベア1へ順番に1つずつ供給される。なお、供給コンベア30にも、後述の計量コンベア1のガイド板11と同様のガイド板が両サイドに配設されてあってもよい。なお、以下の説明では被計量物を示す符号Pを省略する場合がある。
計量コンベア1は、ベルトコンベアによって構成され、供給コンベア30から被計量物が供給される。計量コンベア1には、供給コンベア30から供給される被計量物が計量コンベア1の両サイドから落ちないように一対のガイド板11が配設されている。具体的には、例えば、図1(c)に示すように、ガイド板11はコンベアフレーム1Fに取り付けられている。また、計量コンベア1のコンベアフレーム1Fの下面には計量コンベア1の駆動モータ1Mが取り付けられている。また、重量センサ2は装置本体部22内で図示されない固定部材に固定され、その上部に取付部材を介してコンベアフレーム1Fが取り付けられている。すなわち、重量センサ2は、ロードセル等からなり、一対のガイド板11及び駆動モータ1Mを含む計量コンベア1を支持している。駆動モータ1Mは、例えばステッピングモータで構成されている。
集合コンベア3は、計量コンベア1から排出される被計量物を搬送して外部へ排出するための搬送コンベアであり、図1(c)に示すように、搬送面となる上部側の部分が両縁部3a、3bよりも中央部3cが凹んだ状態で被計量物を搬送するトラフ型のベルトコンベアで構成されている。なお、搬送面が平坦であるベルトコンベアで構成することも可能である。その場合、必要に応じてベルトの両縁部に、計量コンベア1のガイド板11のようなガイド板を配設してもよい。
集合コンベア3は、例えば矢印cの方向へ被計量物を搬送する。この搬送先に、例えば後段装置(図示せず)が設置され、集合コンベア3によって搬送された被計量物は、上記の後段装置へ供給される。
装置本体部22は架台(図示せず)上に取り付けられ、装置本体部22上に集合コンベア3が取り付けられている。また、装置本体部22の側方には支持部材23が取り付けられ、支持部材23に支柱24を介して操作表示器4が取り付けられている。また、支持部材23には集合コンベア3の駆動モータ3Mも取り付けられている。
また、装置本体部22には、図2に示されたコンベア駆動回路部8a、8b、A/D変換部9、制御部5及びI/O回路部10等が収納されている。
また、各計量コンベア1はロードセル等の重量センサ2によって支持されており、この重量センサ2によって計量コンベア1上の被計量物の重量が計量され、その計量値(アナログ重量信号)は、A/D変換部9でデジタル信号に変換され、制御部5に送られる。
制御部5は、例えばマイクロコントローラ等によって構成され、CPU等からなる演算制御部6と、RAM及びROM等のメモリからなる記憶部7とを有している。記憶部7には、運転用プログラム、動作パラメータのデータ、計量データ等が記憶される。制御部5は、組合せ手段、供給コンベア制御手段、計量コンベア制御手段、集合コンベア制御手段等として機能する。なお、制御部5は、集中制御する単独の制御装置によって構成されていてもよいし、互いに協働して分散制御する複数の制御装置によって構成されていてもよい。
制御部5は、演算制御部6が記憶部7に記憶されている運転用プログラムを実行することにより、組合せ秤の全体の制御を行うとともに後述の組合せ処理等を行う。例えば、各計量コンベア1が取り付けられている重量センサ2によって計測される計量値をA/D変換部9を介してデジタル値として随時取得し、必要であれば記憶部7に記憶する。また、コンベア駆動回路部8aを介して各供給コンベア30及び各計量コンベア1の駆動動作を制御し、コンベア駆動回路部8bを介して集合コンベア3の駆動動作を制御する。また、I/O回路部10を介して、後段装置(図示せず)から排出命令信号を入力し、後段装置へ排出完了信号を出力する。また、操作表示器4から信号が入力されるとともに、操作表示器4へ表示するデータ等の信号を出力する。
操作表示器4は、例えばタッチスクリーン式のディスプレイ(表示装置)を備え、このディスプレイの画面上で、組合せ秤の運転の開始及び停止等の操作、運転パラメータの設定等を行うことができるとともに、制御部5による組合せ処理の結果(組合せ重量等)をディスプレイ画面上に表示することができる。
以上のように構成された本実施形態の一構成例の組合せ秤の動作の一例について説明する。図3は、本実施形態の一構成例の組合せ秤の動作の一例を示すフローチャートである。この組合せ秤の動作は制御部5の処理によって実現される。なお、組合せ秤の動作を制御するために必要となる情報等は全て記憶部7に記憶される。被計量物は、例えば、農産物、惣菜等である。
まず、制御部5による組合せ処理について説明しておく。この組合せ処理では、各重量センサ2の計量値から得られる各計量コンベア1上の被計量物の重量に基づいて組合せ演算を行い、被計量物の合計重量(組合せ重量)が目標重量範囲(組合せ目標重量に対する許容範囲)内になる計量コンベア1上の被計量物の組合せを全て求め、1つの組合せを排出組合せに決める。ここで、目標重量範囲内になる組合せが複数存在する場合には、その複数の組合せのうちの、組合せ重量と組合せ目標重量との差の絶対値が最小である組合せを排出組合せに決める。例えば、目標重量範囲の下限値が組合せ目標重量と同じ値に設定され、上限値が(組合せ目標重量+許容値)に設定されている場合には、組合せ重量が組合せ目標重量以上の組合せであって、組合せ重量と組合せ目標重量との差の大きさが許容値以内であって最も小さい組合せを排出組合せに決める。そして、排出組合せに選択された被計量物は、同被計量物を載せている(同被計量物を保持している)計量コンベア1によって搬送されて集合コンベア3上へ排出され、さらに集合コンベア3によって搬送されて外部の後段装置へ供給される。
後段装置では、所定のタイミングで排出命令信号を組合せ秤へ出力し、組合せ秤からの排出完了信号を入力すると所定の動作を開始するように構成されている。後段装置としては、例えば被計量物を袋詰めするための給袋式の包装機が配置される場合がある。また、後段装置として、例えば複数のトレー(浅い箱)を環状に連結して間欠的に水平移動させるコンベア装置が配置される場合がある。この場合、集合コンベア3から排出される被計量物が各トレーに供給され、コンベア装置を担当の作業者が各トレーに載っている被計量物を1つのパックに詰める。この場合、コンベア装置は、例えば、トレーを移動させて空のトレーを集合コンベア3の排出口に移動させたときに排出命令信号を組合せ秤へ出力し、排出完了信号を組合せ秤から入力してから所定時間経過後にトレーを移動させて、次の空のトレーを集合コンベア3の排出口に移動させる。
次に、本組合せ秤の動作の詳細及び作業者の作業について説明する。
本組合せ秤を担当している作業者は、供給コンベア30の被計量物が載っていない保持領域30a、30b、30cに被計量物Pを随時供給する(載せる)作業を行う。すなわち、供給コンベア30の複数の各保持領域30a、30b、30cへ手動で被計量物Pが供給される。また、図示していないが、制御部5は、A/D変換部9から一定時間間隔で各重量センサ2の計量値を取得し、重量センサ2の計量値に基づいて被計量物が供給されている計量コンベア1を認識するとともにその被計量物の重量値を認識する。ここで、被計量物が供給されている計量コンベア1を認識する際、計量値を予め設定されている載荷検出基準値(Wt、例えば6g)と比較し、計量値が載荷検出基準値Wt以上であれば被計量物が供給されていると判定し、載荷検出基準値Wt未満であれば被計量物は供給されていないと判定する。なお、制御部5には、予め、上記の載荷検出基準値が設定され、記憶部7に記憶されている。
図3では、各計量コンベア1に被計量物が載っている状態からの動作の一例を示している。例えば、作業開始時に、作業者は、搬送停止状態の供給コンベア30の全ての保持領域30a、30b、30cに被計量物を載せて、組合せ秤の運転開始スイッチ(図示せず)を操作して、組合せ秤の運転を開始させる。運転が開始されると、制御部5は、全ての供給コンベア30を駆動し、各保持領域の長さLを搬送距離として搬送動作させる。これにより、供給コンベア30の前方保持領域30a上の被計量物が計量コンベア1上へ搬送され、計量が開始される。また、このとき、搬送動作前の中央及び後方保持領域30b、30cの被計量物が前方及び中央保持領域30a、30bへ搬送され、後方保持領域30cには被計量物が載っていない状態となっている。以降、作業者は被計量物が載っていない保持領域30a、30b、30cに随時、被計量物を載せる作業を行う。上記の作業開始時の操作及び動作は一例であり、上記例に限られない。
そして、図3において、制御部5は、ステップS1で、後段装置から排出命令信号を入力すると、ステップS2の処理へ進み、前述の組合せ処理を行い、排出組合せを求める。次に、ステップS3では、排出組合せに選択されている被計量物を保持している計量コンベア1を第1の所定時間駆動して、同計量コンベア1上の被計量物を集合コンベア3へ搬送させるとともに、集合コンベア3を第2の所定時間駆動して計量コンベア1から搬送されてきた被計量物を後段装置へ搬送させる。そして、所定のタイミングで後段装置へ排出完了信号を出力し(ステップS4)、ステップS3で駆動した計量コンベア1に対応する供給コンベア30を駆動し、各保持領域の長さLを搬送距離として搬送動作させる(ステップS5)。以上の動作が繰り返し行われる。
上記のステップS5によって、供給コンベア30の前方保持領域30aの被計量物が計量コンベア1へ供給されて被計量物の計量が行われる。ここで、供給コンベア30の駆動前にその前方保持領域30aに被計量物が無い場合には、計量コンベア1へ被計量物が供給されないので、作業者は、前方保持領域30aに被計量物が無い状態とならないように被計量物を供給するようにすればよい。
また、制御部5では、前述のように重量センサ2の計量値に基づいて計量コンベア1に被計量物が供給されたか否かの判定(以下、「供給判定」という)を行うことができるので、ステップS5の処理を次のようにしてもよい。すなわち、ステップS3で駆動した計量コンベア1に対応する供給コンベア30を各保持領域の長さLを搬送距離として搬送動作(1回目の搬送動作)させた後、上記供給判定を行い、被計量物が供給されていない計量コンベア1があればその計量コンベア1に対応する供給コンベア30をさらに各保持領域の長さLを搬送距離として搬送動作させる(2回目の搬送動作)。さらに同様に、上記供給判定を行い、被計量物が供給されていない計量コンベア1があればその計量コンベア1に対応する供給コンベア30をさらに各保持領域の長さLを搬送距離として搬送動作させる(3回目の搬送動作)。このように、3回すなわち保持領域の個数だけ搬送動作させれば、万一、前方2つの保持領域30a、30bに被計量物が無くても最後方の保持領域30cに被計量物が載っていれば、その被計量物が計量コンベア1へ供給される。なお、計量コンベア1に被計量物が供給されるまで、供給コンベア30に上記長さLを搬送距離とする搬送動作を繰り返し行わせるようにしてもよい。
また、上記供給判定(計量コンベア1に被計量物が供給されたか否かの判定)を次のように行うようにしてもよい。例えば、供給コンベア30から排出される被計量物を検出するための光電センサ等からなる被計量物検出センサ32(図1(d)参照)を、各供給コンベア30の搬送終端付近に配設し、各被計量物検出センサ32の検出信号を制御部5へ入力するように構成する。そして、制御部5では、被計量物検出センサ32からの検出信号が入力されたときに、計量コンベア1に被計量物が供給されたと判定する。この場合、計量コンベア1へ被計量物が供給されたか否かの判定を、重量センサ2の計量値に基づいて行うより早く行うことができるので、供給コンベア30の1回目と2回目の搬送動作あるいは1回目〜3回目までの搬送動作等を連続して行うことが可能になる。
また、ステップS5の処理を次のようにしてもよい。ここでは、保持領域30a、30b、30cに被計量物が供給されていることを検出するための光電センサ等の被計量物検出センサを、全ての供給コンベア30の全ての保持領域30a、30b、30cに対して設け、各被計量物検出センサの検出信号を制御部5へ入力するように構成する。そして、制御部5では、各被計量物検出センサから検出信号が入力されるか否かに基づいて、全ての保持領域30a、30b、30c(上部側の3つの分割領域D)に被計量物が供給されているか否かを随時判定し、把握するようにする。そして、ステップS5の処理を次のようにする。すなわち、ステップS3で駆動した計量コンベア1に対応する供給コンベア30を、被計量物が載っている最前方の領域(分割領域D)が前方保持領域30aを通過して同被計量物が排出され、次の被計量物が載っている領域(分割領域D)が前方保持領域30aと一致する位置するまで、搬送動作を行わせて停止させる。なお、搬送動作開始前に全ての保持領域30a、30b、30cのいずれか1つの保持領域にのみ被計量物が供給されていた場合には、被計量物が載っている最前方の領域(分割領域D)が前方保持領域30aを通過した直後に搬送動作を停止させるようにしてもよいし、供給コンベア30に新たな被計量物が供給されるまで、供給コンベア30に搬送動作を続けさせてもよい。また、万一、搬送動作開始前に全ての保持領域30a、30b、30cのいずれにも被計量物が供給されていない場合には、供給コンベア30に被計量物が供給されるまで、搬送動作を続けさせるようにしてもよい。
また、ステップS5の処理を次のようにしてもよい。ここでは、各供給コンベア30の搬送方向前方から1番目と2番目の保持領域30a、30bの境界付近に、被計量物が通過したことを検出するための光電センサ等の被計量物検出センサを配設し、各被計量物検出センサの検出信号を制御部5へ入力するように構成する。そして、ステップS5を次のようにする。すなわち、ステップS3で駆動した計量コンベア1に対応する供給コンベア30に搬送動作を開始させて、被計量物検出センサの検出信号が入力されたときに、保持領域30a、30bの境界を通過している分割領域Dが前方保持領域30aと一致する位置になると、搬送動作を停止させる。この場合、万一、搬送動作開始前に最前方以外の保持領域30b、30cのいずれにも被計量物が供給されていない場合を考えれば、被計量物検出センサの検出信号が入力されなくても、各保持領域の長さLの2倍を1回の最長搬送距離として搬送動作させて停止させるようにしてもよいし、保持領域30b、30cのいずれかに被計量物が供給されて検出信号が入力されるまで、供給コンベア30に搬送動作を続けさせてもよい。
本実施形態では、各計量コンベア1に対して被計量物を供給する供給コンベア30を設けているので、作業者が供給コンベア30へ被計量物を供給しておくことにより、排出組合せに選択されている被計量物を保持している複数の計量コンベア1から被計量物が排出されたときに、その直後に、複数の計量コンベア1へ同時に被計量物を供給することができる。したがって、常に、同個数(例えば、計量コンベア1の個数)の重量値の個数を用いて組合せ演算を行うことが可能となる。例えば、供給コンベア30を設けずに、作業者が計量コンベア1へ直接被計量物を供給する場合には、被計量物を排出した複数の計量コンベア1に対して、排出直後にかつ同時に被計量物を供給することは困難であり、供給のタイミングに時間差が生じる。そのため、次の組合せ処理を行うときに、新たに供給された被計量物のうち重量値が確定していないものがあると、組合せ演算に用いる重量値の個数が減少し、組合せ精度が大幅に低下し、また組合せ精度のばらつきも大きくなってしまう。
一方、本実施形態では、複数の計量コンベア1に対して、被計量物の排出直後にかつ同時に供給コンベア30から被計量物を供給することができるため、常に、同個数(例えば、計量コンベア1の個数)の重量値の個数を用いて組合せ演算を行うことが可能となり、組合せ精度の低下を招くことなく、また、組合せ精度のばらつきも小さくできる。また、複数の計量コンベア1に対して、被計量物の排出直後にかつ同時に供給コンベア30から被計量物を供給することができるため、組合せ処理を短い時間間隔で繰り返すことが可能となり、生産性を向上させることができる。
また、計量コンベア1への被計量物の供給が、作業者ではなく供給コンベア30によってなされるので、計量コンベア1への被計量物の供給のなされ方が一様となり、重量センサ2による計量精度の向上が図れ、計量時間の短縮が可能になる。このことからも組合せ精度の向上及び生産性の向上を図ることができる。
以上に述べたように、供給コンベア30を設けたことにより、組合せ精度の向上と生産性の向上の両方を実現することができる。以上の効果等は、供給コンベア30のベルトの上部側の領域を複数の保持領域に区分しないで、供給コンベア30に1回供給分だけの被計量物を載せるように構成した場合でも得ることができる。しかし、供給コンベア30のベルトの上部側の領域を複数の保持領域に区分する方がより優れた効果が得られる。
また、作業者は、組合せ処理の対象となる以前の被計量物を保持する供給コンベア30へ被計量物を載せることにより被計量物を供給できるので、誤って適量ではない被計量物を供給しても供給のやり直しを容易にできる。特に、本実施形態のように、供給コンベア20に複数の保持領域30a、30b、30cを設けている場合には、供給のやり直しをできる範囲が広がる。ここで、適量とは、目標重量範囲となる組合せができやすい重量範囲内の重量のことであり、各保持領域30a、30b、30cに供給する被計量物を適量にすることにより、組合せ精度を向上させることができる。
また、供給コンベア20に複数の保持領域30a、30b、30cを設けているため、計量コンベア1へ供給する被計量物のストックを多くでき、組合せ処理を短い時間間隔で繰り返す場合でも、被計量物を排出した複数の計量コンベア1に対して、排出直後にかつ同時に被計量物を供給することを、容易かつ確実に実現可能になる。
また、本実施形態では、供給コンベア30のベルトの上部側の領域を周回方向に3つに等分して3つの保持領域30a、30b、30cを設け、ベルトの表面領域を周回方向に6区画に等分して6つの分割領域Dを設けたが、これに限られない。例えば、供給コンベア30のベルトの上部側の領域に所定長さLの2つ以上の保持領域が設けられ、ベルトの表面領域に所定長さLの4つ以上の分割領域が設けられていればよい。例えば、保持領域が2つで、分割領域を5つとした構成も可能である。この場合、2つの各保持領域は、ベルトの上部側の領域が2等分された領域とはならない。
また、本実施形態では、互いに隣接する分割領域Dの境界上に桟31を設けているため、転がりやすい被計量物であっても、各保持領域に載せられた被計量物が他の保持領域へ転がって移動することを防止できる。なお、転がらない被計量物の場合には、桟31を設けずに、作業者が被計量物を載せる各保持領域を示す目印を供給コンベア30のベルトまたはフレーム等に設けておけばよい。例えば、目印は各保持領域の境界を示すライン等であってもよい。要するに、転がらない被計量物の場合には、作業者が被計量物を供給する保持領域を認識(視認)できる目印があればよい。
また、被計量物が転がりやすい場合には、供給コンベア30の両サイドから被計量物が落ちないように、供給コンベア30の両サイドに被計量物の落下防止用のガイド板が配設されていてもよい。
また、本実施形態では、供給コンベア30のベルトの表面領域を周回方向に4つ以上の分割領域に等分するようにしたが、転がらない被計量物の場合には、前述のように作業者が被計量物を供給する保持領域を認識できる目印を、例えばコンベアのフレーム等に設けていれば、ベルトの表面領域を分割領域に区分しない構成とすることもできる。この場合、複数の保持領域は供給コンベア30のベルトの上部側の領域が複数に等分された領域とならなくてもよい。例えば、供給コンベア30のベルトの上部側の領域に、周回方向に所定長さLの領域からなる保持領域が複数含まれるようにし、供給コンベア30の1回の搬送動作による搬送距離を保持領域の長さLに等しい距離として、間欠的に搬送動作を行わせるように構成してもよい。言い換えれば、供給コンベア30を、そのコンベアベルト長(周回長さ)の1/4以下である所定長さ(L)に等しい距離を搬送距離の単位(1回の搬送動作による搬送距離)として、間欠的に搬送動作を行わせるように構成してもよい。この場合に、作業者が被計量物を供給する位置を認識できる目印を、例えばコンベアのフレーム等に設けるようにしてもよい。
また、本実施形態では、被計量物の重量を計量するための複数の計量部Cwの各々に、供給コンベア30及び計量コンベア1を用い、被計量物を供給コンベア30から計量コンベア1へ搬送し、計量コンベア1の一端から排出される被計量物を集合コンベア3で搬送して排出するようにしているので、供給コンベア30と計量コンベア1との段差、及び計量コンベア1と集合コンベア3との段差をそれぞれ小さくできる。すなわち、被計量物が供給コンベア30から計量コンベア1へ乗り移るときの衝撃を小さくできるとともに、被計量物が計量コンベア1から集合コンベア3へ乗り移るときの衝撃を小さくできるので、落下時の衝撃等によって壊れやすいあるいは傷つきやすい被計量物であっても損傷することなく計量し排出することができる。
また、本実施形態では、集合コンベア3の両側に計量コンベア1及び供給コンベア30を有する計量部Cwを配置することにより、集合コンベア3の長さを短くして被計量物の排出時間を短縮できる。また、組合せ秤のコンパクト化が図れ、作業者が被計量物の供給作業を行いやすい。また、被計量物の供給作業は供給コンベア30上に被計量物を載せるだけなので、従来の組合せ秤のようにホッパへ供給する場合と比べ、熟練していない作業者であっても容易に行うことができる。なお、集合コンベア3の一方の側にのみ計量部Cwを配置した構成としてもよいが、その場合には所定個数の計量部Cwを配置するために集合コンベア3の長さが長くなり、被計量物の排出時間も長くなるので、計量サイクルを短縮する上では前述のように両側に配置した方が好ましい。
なお、本実施形態では、後段装置から排出命令信号が入力されると組合せ処理を行うようにしたが、これに限られない。例えば予め設定された所定時間間隔で組合せ処理を行い、排出命令信号が入力されると、計量コンベア1及び集合コンベア3を駆動して排出組合せに選択されている被計量物を後段装置へ排出するようにしてもよい。組合せ処理に要する時間は10ms程度であり、本実施形態のように排出命令信号が入力されてから組合せ処理を行うようにしても、実際の計量サイクルには殆ど影響しない。
また、前述のように組合せ処理をいずれのタイミングで行う場合でも、制御部5は、計量コンベア1及び集合コンベア3を駆動して排出組合せに選択されている被計量物を後段装置へ排出し、被計量物を排出した計量コンベア1へ供給コンベア30から被計量物を供給する。ここで、計量コンベア1の駆動時間をT1、集合コンベア3の駆動時間をT2、供給コンベア30の駆動時間をT3としたときに、T2≧T1+T3であり、計量コンベア1と集合コンベア3との駆動を同時に開始し、計量コンベア1の駆動停止直後に供給コンベア30の駆動を開始するようにした場合、集合コンベア3の駆動を停止したときには、全ての計量コンベア1、全ての供給コンベア30及び集合コンベア3が停止した状態になる。これらの全てのコンベアが停止している状態のときの各重量センサ2の計量値を取得し、その計量値から得られる被計量物の重量値に基づいて組合せ処理を行うようにしてもよい。この場合、重量センサ2の計量値にコンベアの駆動時の振動による悪影響がないので、重量センサ2による計量精度の向上が図れ、その結果、組合せ精度の向上をより図ることができる。
また、集合コンベア3は、常時駆動させるようにしてもよい。コンベア駆動用のモータは駆動していないと電力を消費しないが、モータの起動時に余分な電力を消費するので、全体として消費電力の少ないように駆動させるのが好ましい。
なお、上記では、被計量物の合計重量が目標重量範囲内となる計量コンベア1上の被計量物の組合せ(排出組合せ)を求め、この組合せに選択されている被計量物が供給されている計量コンベア1を駆動させて同計量コンベア1の被計量物を排出させる、として説明した。このことは、本実施形態のように各計量コンベア1上に被計量物が1個だけ供給されるように構成されている場合には、供給されている被計量物の合計重量が目標重量範囲内となる計量コンベア1の組合せを求め、この組合せに選択されている計量コンベア1を駆動させて同計量コンベア1の被計量物を排出させる、ことに等しい。
また、本実施形態において、例えば計量コンベア1の機長を長くして、計量コンベア1上に複数個の被計量物Pが互いに間隔をおいて搬送方向に並んで保持されるように構成してもよい。
この場合、制御部5は、組合せ処理において、各計量コンベア1に保持されている計量済みの全ての被計量物の中から、組合せ重量が目標重量範囲内となる排出組合せを1つ求める。その際、各々の計量コンベア1において、搬送方向の上流側の被計量物が排出組合せに選択される場合には、その被計量物よりも下流側の被計量物が必ず同排出組合せに選択されるようにして、排出組合せを求めるようにする。
ここで、例えば、各計量コンベア1上に2個の被計量物P(上流側と下流側の被計量物P)が保持される場合の計量コンベア1の動作の一例を説明する。計量コンベア1のコンベアベルトの1周の長さが所定長Lwの2倍(コンベア機長が略Lw)であるとした場合に、例えば、上流側の被計量物Pは、計量コンベア1の上流端から下流方向に略Lw/4離れた位置(上流位置)に保持され、下流側の被計量物Pは、計量コンベア1の上流端から下流方向に略3Lw/4離れた位置(下流位置)に保持されるようにする。この場合、例えば、供給コンベア30から供給される被計量物Pが、停止状態の計量コンベア1へ落下した位置が前述の上流位置となるように供給コンベア30を配置し、計量コンベア1はその上流位置に供給された被計量物Pを計量後に、前述の下流位置へ搬送するように構成する。
この場合において、下流位置の被計量物Pのみが排出組合せに選択された場合には、計量コンベア1をLw/2の距離だけ搬送動作させて下流位置の被計量物Pを排出し、この直後に、供給コンベア30に搬送動作を行わせる。これにより、計量コンベア1において、搬送前に上流位置にあった被計量物Pは下流位置に保持され、供給コンベア30から供給された被計量物Pが上流位置に保持された状態となる。
また、下流位置と上流位置の両方の被計量物Pが排出組合せに選択された場合には、計量コンベア1をLwの距離だけ搬送動作させて両方の被計量物Pを排出し、この直後に、供給コンベア30に搬送動作を行わせる。これにより、計量コンベア1において、搬送前に保持されていた2個の被計量物Pが排出され、供給コンベア30から供給された被計量物Pが上流位置に保持された状態となる。この被計量物Pを計量後に、さらに、供給コンベア30から次の被計量物Pを供給するために、計量コンベア1をLw/2の距離だけ搬送動作させた後、供給コンベア30に搬送動作を行わせる。これにより、計量コンベア1の上流位置と下流位置のそれぞれに被計量物Pが保持された状態となる。
上記のように計量コンベア1上に2個の被計量物Pを保持する場合には、計量コンベア1上に最初に供給される1個の被計量物Pの重量は計量後に記憶されるので、次に供給された被計量物Pの重量は、計量コンベア1上の2個の被計量物の合計重量(計量値)から最初に供給された1個の被計量物Pの重量を減算して算出すればよい。
以上のように計量コンベア1上に複数個の被計量物を保持する場合、排出組合せを求める際に用いる重量値の個数が増加し、組合せ精度の向上を図ることができる。
(第2実施形態)
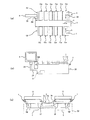
図4(a)は、本発明の第2実施形態の第1構成例の組合せ秤を上方から視た模式平面図であり、図4(b)は、同組合せ秤を側方から視たときの要部(計量部及び集合コンベア)を示す模式図である。
本組合せ秤は、前述の第1実施形態の一構成例の組合せ秤と同様、集合コンベア3と、集合コンベア3の両側に配設された複数の計量部Cwからなる計量グループG1,G2と、操作表示器4と、制御部5とを備えている。
この第2実施形態の第1構成例の組合せ秤は、前述の第1実施形態の一構成例の組合せ秤とは、各計量部Cwの構成が異なり、他の構成は同様である。以下、本実施形態の第1構成例における計量部Cwについて詳しく説明する。
第1構成例における各々の計量部Cwは、計量コンベア1と、計量コンベア1上の被計量物の重量を計量する重量センサ2と、供給コンベア30と、被計量物検出センサ32とを備えている。
供給コンベア30は、ベルトコンベアで構成され、その搬送方向が、対応する計量コンベア1の搬送方向(矢印a、bの方向)と同一となるように配置されている。供給コンベア30の駆動モータ(図示せず)は、例えばステッピングモータまたはサーボモータ等で構成されている。この供給コンベア30は、第1実施形態の場合のような桟31は設けられていないが、複数個の被計量物が互いに間隔をおいて搬送方向に並んで供給されるように構成されている。
計量コンベア1は、ベルトコンベアで構成され、供給コンベア30から被計量物が供給される。また、重量センサ2は、装置本体部22内で図示されない固定部材に固定され、その上部に取付部材を介して計量コンベア1が取り付けられている。すなわち、重量センサ2は、ロードセル等からなり、計量コンベア1を支持している。計量コンベア1の駆動モータ(図示せず)は、例えばステッピングモータまたはサーボモータ等で構成されている。
また、供給コンベア30と計量コンベア1とは、第1実施形態の場合とは異なり、水平に配置されている。
被計量物検出センサ32は、供給コンベア30と計量コンベア1との間に配設され、供給コンベア30から計量コンベア1へ乗り移るときの被計量物Pを検出するために設けられている。この被計量物検出センサ32は、例えばフォトセンサを用いて構成され、被計量物Pを検出しているときに物品検出信号を出力する。この物品検出信号はI/O回路部(図示せず)を介して制御部5に入力される。なお、被計量物検出センサ32としては、被計量物を検出できるものであればよく、フォトセンサ以外に、例えば、超音波センサを用いたもの、静電容量型の近接センサを用いたもの、あるいは、カメラ及び画像処理装置を用いたもの等であってもよい。
装置本体部22は架台(図示せず)上に取り付けられ、装置本体部22上に供給コンベア30及び集合コンベア3等が取り付けられている。
この第1構成例におけるブロック図は、図2の構成に加え、各被計量物検出センサ32からの物品検出信号がI/O回路部(図示せず)を介して制御部5の演算制御部6に入力されるように構成されている。
装置本体部22には、図2に示されたコンベア駆動回路部8a、8b、A/D変換部9、制御部5及びI/O回路部12等が収納されている。
また、各計量コンベア1はロードセル等の重量センサ2によって支持されており、この重量センサ2によって計量コンベア1上の被計量物の重量が計量され、その計量値(アナログ重量信号)は、A/D変換部9でデジタル信号に変換され、制御部5に送られる。
制御部5は、例えばマイクロコントローラ等によって構成され、CPU等からなる演算制御部6と、RAM及びROM等のメモリからなる記憶部7とを有している。記憶部7には、運転用プログラム、動作パラメータのデータ、計量データ等が記憶される。制御部5は、タイマー機能を備え、組合せ手段、供給コンベア制御手段、計量コンベア制御手段、集合コンベア制御手段等として機能する。なお、制御部5は、集中制御する単独の制御装置によって構成されていてもよいし、互いに協働して分散制御する複数の制御装置によって構成されていてもよい。
制御部5は、第1実施形態の場合と同様、各重量センサ2によって計測される計量値を随時取得し、必要であれば記憶部7に記憶する。また、各計量コンベア1、各供給コンベア30及び集合コンベア3の駆動動作を制御する。また、後段装置(図示せず)から排出命令信号を入力し、後段装置へ排出完了信号を出力する。また、操作表示器4から信号が入力されるとともに、操作表示器4へ表示するデータ等の信号を出力する。そして、さらに、被計量物検出センサ32からの物品検出信号を入力する。
図5(a)は、第1構成例の1つの計量部Cwの構成及び被計量物Pを示す模式図であり、図5(b)は、第1構成例の1つの計量部Cw及び被計量物Pを上から見た模式図である。なお、図5(a)、(b)には、二点鎖線で待機コンベア41が示されているが、これについては後述することとし、第1構成例では、待機コンベア41は設けられておらず、計量コンベア1から排出される被計量物は集合コンベア3へ供給される。
供給コンベア30には作業者によって複数個の被計量物Pが間隔を置いて搬送方向(ここでは矢印a方向)に並ぶように供給される。そして、供給コンベア30が搬送動作することによって計量コンベア1へ被計量物Pが1個ずつ供給される。なお、以下の説明では被計量物を示す符号Pを省略する場合がある。
第1構成例の各計量部Cwでは、供給コンベア30と計量コンベア1とを水平に配置した構成であり、供給コンベア30から計量コンベア1へ被計量物Pが水平に搬送される。この場合、供給コンベア30の搬送終端(搬出端)から送り出される被計量物Pは、水平搬送されて計量コンベア1で受け取られ、計量コンベア1によって所定位置(ここでは計量コンベア1の中央位置Hc)まで搬送されて停止し、保持される。
また、各供給コンベア30は、作業者が被計量物の供給作業を行いやすくするため、例えば図5(b)に示すように、コンベアベルトの表面が、作業者が被計量物Pを載置するための領域である載置領域3aと、被計量物の載置を禁止する載置禁止領域3bとに区分されており、作業者が載置領域3aと載置禁止領域3bとを識別(視認)できるように、例えば色分けされている。この例では、載置領域3aがコンベアベルトの当初の色のままであり、載置禁止領域3bが当初の色とは異なる色に色付けされている。ここで、載置領域3aと載置禁止領域3bとは交互に配置され、互いに隣接する1つの載置領域3aと1つの載置禁止領域3bとの周回方向の合計長さは所定長さL1である。作業者は、各供給コンベア30の被計量物が載っていない各載置領域3aに被計量物Pを随時供給する(載せる)作業を行う。
次に、第1構成例の組合せ秤の動作の一例について説明する。図6(a)、(b)は、第1構成例の組合せ秤の動作の一例を示すフローチャートである。この組合せ秤の動作は制御部5の処理によって実現される。なお、組合せ秤の動作を制御するために必要となる情報等は全て記憶部7に記憶される。被計量物は、例えば、農産物等である。
制御部5による組合せ処理は、第1実施形態の場合と同様であり、各重量センサ2の計量値から得られる各計量コンベア1上の被計量物の重量に基づいて組合せ演算を行い、被計量物の合計重量(組合せ重量)が目標重量範囲(組合せ目標重量に対する許容範囲)内になる計量コンベア1上の被計量物の組合せを全て求め、1つの組合せを排出組合せに決める。そして、排出組合せに選択された被計量物は、同被計量物を載せている計量コンベア1の搬送動作によって集合コンベア3へ排出され、さらに集合コンベア3によって搬送されて外部の後段装置へ供給される。
また、本組合せ秤を担当している作業者は、供給コンベア30の被計量物が載っていない載置領域3aに被計量物Pを随時供給する(載せる)作業を行う。すなわち、供給コンベア30の複数の各載置領域3aへ手動で被計量物Pが供給される。また、図示していないが、制御部5は、A/D変換部9から一定時間間隔で各重量センサ2の計量値を取得する。
図6(a)は、任意の計量部Cwに関する組合せ秤の動作の一例を示すフローチャートである。
例えば、作業開始時に、作業者は、組合せ秤の運転開始スイッチ(図示せず)を操作して、組合せ秤の運転を開始させる。
上述の運転開始操作がなされると、各々の計量部Cwに対して、制御部5は、供給コンベア30及び計量コンベア1の駆動を開始する(ステップS6)。これにより、供給コンベア30は、後述のように間欠搬送動作を行い、計量コンベア1は、連続して搬送動作を行う。
ステップS7では、計量コンベア1への被計量物の供給が開始されたか否かの判定を行い、供給が開始されたと判定するとステップS8の処理を行う。ここで、ステップS7の判定は、被計量物検出センサ32によって被計量物Pが検出されたとき(被計量物Pが供給コンベア30から計量コンベア1に乗り移り始めたとき)に、計量コンベア1への被計量物の供給が開始されたと判定する。ここでは、被計量物検出センサ32が乗り移り時点検出手段として機能している。
そして、ステップS7において被計量物の供給が開始されたと判定すると、供給コンベア30の駆動を停止するとともに計量コンベア1の駆動を停止する(ステップS8)。
ここで、供給コンベア30は、ステップS6あるいは後述のステップS13によってその駆動が開始されてから、ステップS7において被計量物の供給が開始されたと判定するまで、所定距離(例えば、図5(b)に示す長さL1に等しい距離)を搬送距離とする搬送動作(これを、「間欠搬送動作」という)の開始が繰り返し行われ、ステップS8で、間欠搬送動作の開始が停止される。
また、計量コンベア1は、ステップS7において被計量物の供給が開始されたと判定してから所定時間(T1)の経過後に停止させる(ステップS8)。ここで、所定時間(T1)は、供給コンベア30の被計量物Pが計量コンベア1へ乗り移りはじめてから計量コンベア1の所定位置(ここでは、搬送方向における計量コンベア1の中央位置Hc)で停止するように設定されている。言い換えれば、供給コンベア30から供給される被計量物Pの先頭部分が計量コンベア1上で所定距離Lcだけ搬送されて停止するように設定されている。ここで、所定距離Lcは、例えば、計量コンベア1の機長をL2、搬送方向(例えば矢印aの方向)における被計量物Pの平均長さの半分の値をαとした場合に、
Lc=L2/2+α
として表される。
次に、ステップS9では、重量センサ2の計量値に基づいて計量コンベア1上の被計量物の重量を取得し記憶する(ステップS4)。ここで、例えば、重量センサ2から連続して得られる複数の所定個数の計量値の平均値を算出し、それを被計量物の重量とする。
次に、図6(b)を参照して組合せ秤の繰り返し動作の一例を説明する。
制御部5は、ステップS11で、組合せ処理を行うタイミングになると(例えば後段装置から排出命令信号を入力すると)、ステップS12の処理へ進み、前述の組合せ処理を行い、排出組合せを求める。
次に、ステップS13の排出及び供給処理を行う。ここで、排出処理として、排出組合せに選択されている被計量物を保持している計量コンベア1を駆動して被計量物を排出させるとともに、集合コンベア3を所定時間駆動して計量コンベア1から排出される被計量物を後段装置へ搬送させる。そして、所定のタイミングで後段装置へ排出完了信号を出力する。さらに、供給処理として、被計量物を排出させる計量コンベア1へ次の被計量物Pを供給するために、同計量コンベア1に対応する供給コンベア30を同計量コンベア1と同時に駆動を開始する。
以上の動作が繰り返し行われる。ここで、ステップS13で駆動された供給コンベア30及び計量コンベア1は、計量コンベア1への次の被計量物の供給が開始されてステップS8の処理によって停止されるまで搬送動作を行う。
以上に述べた第1構成例では、第1実施形態の一構成例の組合せ秤と同様の効果が得られる。そしてさらに、供給コンベア30から供給される被計量物Pが計量コンベア1へ乗り移る時点を検出し、その時点に基づいて計量コンベア1の駆動を停止させるように構成しているため、被計量物Pを計量コンベア1上の所望の位置(Hc)に正確に停止させることができる。例えば、図5(b)のように、供給コンベア30上の被計量物Pが、P1,P2,P3で示されるように各載置領域3a内において異なる位置に供給されていても、計量コンベア1上の所望の位置Hcに停止させて保持することができる。そのため、計量コンベア1の機長L2を短くすることができ、組合せ秤のコンパクト化を図ることができる。
次に、本実施形態の第2〜第4構成例について説明する。第2〜第4構成例では、計量部Cwの構成が第1構成例と異なる。
図7(a)は、第2構成例の1つの計量部Cwの構成及び被計量物Pを示す模式図であり、図7(b)は、第3構成例の1つの計量部Cwの構成及び被計量物Pを示す模式図であり、図7(c)は、第4構成例の1つの計量部Cwの構成及び被計量物Pを示す模式図である。なお、図7(a)〜(c)には、二点鎖線で待機コンベア41が示されているが、これについては後述することとし、第2〜第4構成例では、待機コンベア41は設けられておらず、計量コンベア1から排出される被計量物は集合コンベア3へ供給される。
図7(a)に示す第2構成例の計量部Cwでは、第1構成例の計量部Cwに対し、計量コンベア1を供給コンベア30の少し下方に配置し、供給コンベア30と計量コンベア1との間に段差が設けられた構成であり、供給コンベア30の搬送終端から送り出される被計量物Pは少し落下して計量コンベア1上に供給される。この計量コンベア1で受け取られた被計量物Pは、同計量コンベア1によってその所定位置(計量コンベア1の搬送方向の中央位置Hc)へ搬送されて停止し、保持される。
この第2構成例の場合、第1構成例の場合と同様の動作が行われ、第1構成例の場合と同様の効果が得られる。
次に、図7(b)に示す第3構成例の計量部Cwでは、第1構成例の計量部Cwに対して、機長の長い計量コンベア1を用い、計量コンベア1上に複数個の被計量物Pが間隔をおいて搬送方向に並んで保持されるように構成している。
この場合、制御部5は、組合せ処理において、各計量コンベア1に保持されている計量済みの全ての被計量物の中から、組合せ重量が目標重量範囲内となる排出組合せを1つ求める。その際、各々の計量コンベア1において、搬送方向の上流側の被計量物が排出組合せに選択される場合には、その被計量物よりも下流側の被計量物が必ず同排出組合せに選択されるようにして、排出組合せを求めるようにする。
ここで、例えば、図7(b)に示すように、各計量コンベア1上に2個の被計量物P(上流側と下流側の被計量物P)が所定位置(H1、H2)に保持される場合の計量コンベア1の動作の一例を説明する。計量コンベア1のコンベアベルトの1周の長さが所定長Lwの2倍(コンベア機長が略Lw)であるとした場合に、例えば、上流側の被計量物Pは、計量コンベア1の上流端(搬入端)から下流方向に略Lw/4離れた位置(上流位置)H1に保持され、下流側の被計量物Pは、計量コンベア1の上流端(搬入端)から下流方向に略3Lw/4離れた位置(下流位置)H2に保持されるようにする。なお、以下の説明において、αは、搬送方向(例えば矢印aの方向)における被計量物Pの平均長さの半分の値として定められた所定値である。
この場合において、下流位置H2の被計量物Pのみが排出組合せに選択され、同被計量物Pを排出する場合には、制御部5は、計量コンベア1に搬送動作を開始させ、所定時間T11だけ搬送動作させることにより、(Lw/4)−αの距離だけ搬送動作させて一時停止させる。続いて、供給コンベア30を間欠搬送動作させる。この供給コンベア30の搬送動作中において、制御部5は被計量物検出センサ32から物品検出信号を入力すると、その入力時点から所定時間T12だけ計量コンベア1を搬送動作させることにより、計量コンベア1を(Lw/4)+αの距離だけ搬送動作させて停止させる。これにより、計量コンベア1において、搬送前に上流位置H1にあった被計量物Pは下流位置H2に保持され、供給コンベア30から供給された被計量物Pが上流位置H1に保持された状態となる。
また、下流位置H2と上流位置H1の両方の被計量物Pが排出組合せに選択され、同被計量物Pを排出する場合には、制御部5は、まず、計量コンベア1に搬送動作を開始させる。そして、計量コンベア1の搬送動作の開始後、計量コンベア1が例えばLw/2の距離だけ搬送する時間に相当する所定時間13経過後に、供給コンベア30を間欠搬送動作させる。この供給コンベア30の搬送動作中において、制御部5は被計量物検出センサ32から物品検出信号を入力すると、その入力時点から所定時間T14経過後に計量コンベア1を停止させることにより、上記物品検出信号の入力時点から計量コンベア1を(Lw/4)+αの距離だけ搬送動作させて停止させる。これにより、計量コンベア1において、搬送前に保持されていた2個の被計量物Pが排出され、供給コンベア30から供給された被計量物Pが上流位置H1に保持された状態となる。
そして、上流位置H1に保持された被計量物Pの重量を計量後に、供給コンベア30から計量コンベア1へ次の被計量物Pを供給するために、制御部5は、計量コンベア1を所定時間T15だけ搬送動作させることにより、(Lw/4)−αの距離だけ搬送動作させて一時停止させる。続いて、供給コンベア30を間欠搬送動作させる。この供給コンベア30の搬送動作中において、制御部5は被計量物検出センサ32から物品検出信号を入力すると、その入力時点から所定時間T16だけ計量コンベア1を搬送動作させることにより、計量コンベア1を(Lw/4)+αの距離だけ搬送動作させて停止させる。これにより、計量コンベア1の上流位置H1と下流位置H2のそれぞれに被計量物Pが保持された状態となる。
上記のように計量コンベア1上に2個の被計量物Pを保持する場合には、計量コンベア1上に最初に供給される1個の被計量物Pの重量は記憶されているので、次に供給された被計量物Pの重量は、計量コンベア1上の2個の被計量物の合計重量(計量値)から最初に供給された1個の被計量物Pの重量を減算して算出すればよい。
この第3構成例の場合、計量コンベア1上に複数個の被計量物を保持することにより、排出組合せを求める際に用いる重量値の個数が増加し、組合せ精度の向上を図ることができる。また、被計量物Pを計量コンベア1上の複数の所定位置(例えば、H1,H2)に正確に停止させることができるので、計量コンベア1の機長を短くし、組合せ秤のコンパクト化を図ることができる。
次に、図7(c)に示す第4構成例の計量部Cwでは、第3構成例の計量部Cwに対し、計量コンベア1を供給コンベア30の少し下方に配置し、供給コンベア30と計量コンベア1との間に段差が設けられた構成であり、供給コンベア30の搬送終端から送り出される被計量物Pは少し落下して計量コンベア1上に供給される。この計量コンベア1で受け取られた被計量物Pは、同計量コンベア1によってその所定位置(上流位置H1、下流位置H2)へ搬送されて保持される。
この第4構成例の場合、第3構成例の場合と同様の動作が行われ、第3構成例の場合と同様の効果が得られる。
供給コンベア30と計量コンベア1とを、第1、第3構成例のように水平に配置するか、あるいは第2、第4構成例のように段差をつけて配置するかは、被計量物の性状等に応じて選択すればよい。
なお、第1〜第4構成例では、被計量物検出センサ32を設けて、その物品検出信号に基づいてステップS7の計量コンベア1への被計量物の供給が開始されたか否かの判定を行うようにしたが、重量センサ2の計量値に基づいてステップS7の判定を行うようにすることも可能である。この場合、先述の第1実施形態で説明した載荷検出基準値(Wt)を設定しておいて、制御部5は、排出組合せに選択されている被計量物Pを計量コンベア1から排出後に、供給コンベア30の駆動を開始するようにし、その後、重量センサ2の計量値の増加量が載荷検出基準値Wt以上になると、被計量物の供給が開始されたと判定するようにする。ここでの重量センサ2及び制御部5が乗り移り時点検出手段として機能している。この場合、被計量物検出センサ32が不要となる利点はあるが、計量コンベア1の駆動を開始して排出組合せに選択されている被計量物を排出した後で、供給コンベア30の駆動を開始しなければならないので、生産性(処理能力)の向上を図る上では、第1〜第4構成例のように被計量物検出センサ32を設けて、その物品検出信号に基づいてステップS7の判定を行うようにした方が好ましい。
また、第1〜第4構成例では、供給コンベア30のコンベアベルトの表面が、被計量物を載せる位置の目安となる載置領域3aと載置禁止領域3bとに区分されていることにより、作業者が適切な位置に被計量物Pを載せることができる。また、コンベアベルトの表面を載置領域3aと載置禁止領域3bとに区分する代わりに、供給コンベア30のフレームに被計量物を載せる位置の目安となる目印等が設けられてあってもよい。
次に、待機コンベア41を設けた構成について説明する。第1〜第4の各構成例において、計量コンベア1の次段に待機コンベア41を設けた構成、すなわち、計量コンベア1と集合コンベア3との間に待機コンベア41が配設された構成としてもよい。待機コンベア41はベルトコンベアで構成され、その搬送方向は、計量コンベア1及び供給コンベア30の搬送方向(例えば矢印aの方向)と同一である。待機コンベア41の動作は例えば制御部5によって制御される。この場合、制御部5は待機コンベア制御手段としても機能する。
図5(a)及び図7(b)の場合、待機コンベア41は、計量コンベア1と水平に配置され、計量コンベア1から待機コンベア41へ被計量物Pが水平に搬送される。また、図7(a)、(c)の場合、待機コンベア41は、計量コンベア1の少し下方に配置され、計量コンベア1と待機コンベア41との間に段差が設けられた構成であり、計量コンベア1の搬送終端から排出される被計量物Pは少し落下して待機コンベア41上に供給される。
このように待機コンベア41を設けた場合、計量コンベア1上で計量済みの被計量物は待機コンベア41へ供給されて待機コンベア41上で一時保持される。そして、制御部5では、待機コンベア41上の被計量物の組合せによって組合せ重量が目標重量範囲内となる排出組合せを求めるようにする。そして、排出組合せに選択されている待機コンベア41上の被計量物は集合コンベア3へ排出され、集合コンベア3によって例えば後段装置へ搬送される。
この場合、排出組合せに選択された被計量物を排出する待機コンベア41へ、次の被計量物(計量済みの被計量物)が計量コンベア1から供給されると、この供給された被計量物の重量を用いて即座に組合せ処理を行うことができ、組合せ処理を短い時間間隔で繰り返すことが可能となり、生産性(処理能力)の向上を図ることができる。
また、第1構成例(図5(a))及び第2構成例(図7(a))において、待機コンベア41を設けた場合、排出組合せに選択された被計量物を待機コンベア41から集合コンベア3へ排出するときに、待機コンベア41の搬送動作開始と同時に、供給コンベア30及び計量コンベア1の搬送動作を開始させるように構成することにより、生産性の向上をより図ることができる。この場合、例えば、待機コンベア41に、機長及びコンベアベルト1周の長さが計量コンベア1と等しいコンベアを用い、待機コンベア41を、供給コンベア30及び計量コンベア1と同じ搬送速度で、コンベアベルト半周分に相当する距離だけ搬送動作させて停止させるように構成すればよい。供給コンベア30及び計量コンベア1を停止させるタイミングは待機コンベア41を設けない場合と同様である。
また、第1〜第4の各構成例において、待機コンベア41を設けた場合において、例えば待機コンベア41の機長を長くして、各待機コンベア41上に複数個の被計量物Pが間隔をおいて搬送方向に並んで保持されるように構成してもよい。
この場合、制御部5は、組合せ処理において、各待機コンベア41に保持されている全ての被計量物の中から、組合せ重量が目標重量範囲内となる排出組合せを1つ求める。その際、各々の待機コンベア41において、搬送方向の上流側の被計量物が排出組合せに選択される場合には、その被計量物よりも下流側の被計量物が必ず同排出組合せに選択されるようにして、排出組合せを求めるようにする。
ここで、例えば、第1、第2構成例のように各計量コンベア1上に1個の被計量物が保持される場合において、各待機コンベア41上に2個の被計量物P(上流側と下流側の被計量物P)が保持される場合の待機コンベア41の動作の一例を説明する。待機コンベア41のコンベアベルトの1周の長さが所定長Lsの2倍(コンベア機長が略Ls)であるとした場合に、例えば、上流側の被計量物Pは、待機コンベア41の上流端(搬入端)から下流方向に略Ls/4離れた位置(上流位置)に保持され、下流側の被計量物Pは、待機コンベア41の上流端(搬入端)から下流方向に略3Ls/4離れた位置(下流位置)に保持されるようにする。
この場合において、下流位置の被計量物Pのみが排出組合せに選択された場合には、待機コンベア41はLs/2の距離だけ搬送動作して下流位置の被計量物Pを排出する。この待機コンベア41の搬送動作中において、待機コンベア41がLs/4の距離だけ搬送動作したときに計量コンベア1の被計量物Pが待機コンベア41へ供給されるように計量コンベア1を搬送動作させる。これにより、待機コンベア41が搬送動作を終了したときには、同待機コンベア41において、搬送前に上流位置にあった被計量物Pは下流位置に保持され、計量コンベア1から供給された被計量物Pが上流位置に保持された状態となる。
また、下流位置と上流位置の両方の被計量物Pが排出組合せに選択された場合には、待機コンベア41はLsの距離だけ搬送動作して両方の被計量物Pを排出する。この待機コンベア41の搬送動作中において、待機コンベア41が3Ls/4の距離だけ搬送動作したときに計量コンベア1の被計量物Pが待機コンベア41へ供給されるように計量コンベア1を搬送動作させる。これにより、待機コンベア41が搬送動作を終了したときには、同待機コンベア41において、搬送前に保持されていた2個の被計量物Pが排出され、計量コンベア1から供給された被計量物Pが上流位置に保持された状態となる。そして、計量コンベア1から次の被計量物Pが供給されるときには、待機コンベア41はLs/2の距離だけ搬送動作し、この搬送動作中において、待機コンベア41がLs/4の距離だけ搬送動作したときに計量コンベア1の被計量物Pが待機コンベア41へ供給されるように計量コンベア1を搬送動作させる。これにより、待機コンベア41の上流位置と下流位置のそれぞれに被計量物Pが保持された状態となる。
このように待機コンベア41上に複数個の被計量物を保持する場合、排出組合せを求める際に用いる重量値の個数が増加し、組合せ精度の向上を図ることができる。
以上のように待機コンベア41を設けた場合でも、計量コンベア1へ被計量物を供給するときの供給コンベア30の搬送動作は、前述の各構成例の場合と同様にして行われる。そして待機コンベア41を設けた場合でも、被計量物Pを計量コンベア1上で所望の位置に正確に停止させることができるので、計量コンベア1の機長を短くすることができ、組合せ秤のコンパクト化を図ることができる。
なお、本実施形態では、供給コンベア30に間欠搬送動作を行わせるように構成したが、これに限らない。作業者が供給コンベア30上に複数個の被計量物Pの各々を搬送方向に間隔をあけて供給するようにし、供給コンベア30から計量コンベア1へ被計量物Pを供給する際に、制御部5は、供給コンベア30に搬送動作を開始させた後、計量コンベア1への被計量物の供給が開始されたと判定し、この判定してから所定時間(T20)経過後に搬送動作を停止させるように構成してもよい。この場合、供給コンベア30はその搬送動作の開始から停止まで、連続して搬送動作を行う。また、上記所定時間T20は、供給コンベア30の被計量物Pが計量コンベア1へ乗り移り始めたとき(計量コンベア1への被計量物Pの供給が開始されたと判定されたとき)から完全に乗り移るまでに要する時間として設定された所定の短い時間である。
また、本実施形態では、供給コンベア、計量コンベア、待機コンベア及び集合コンベアに、ベルトコンベアを用いたが、被計量物の種類等によっては、ローラコンベア等を用いてもよい。
また、本実施形態では、供給コンベアへの被計量物の供給を手動で行うようにしたが、自動で行われるよう供給コンベアへの供給装置が設けられてあってもよい。
(他の実施形態)
図8は、本発明の他の実施形態の一構成例の組合せ秤の外観の概略を示す図であり、図8(a)は同組合せ秤を上から見た概略平面図、図8(b)は同組合せ秤の概略正面図、図8(c)は同組合せ秤の計量部及び集合コンベアの詳細を示す模式図である。図8(a)、(b)、(c)において、図1(a)、(b)、(c)と同一又は相当する要素には同一の参照符号を付して、その重複する説明を省略する。
本組合せ秤は、図1に示す組合せ秤と比較して、供給コンベア30が設けられていない。したがって、各々の計量部Cwは、供給コンベア30を備えずに、計量コンベア1と、計量コンベア1上の被計量物の重量を計量する重量センサ2とを備えている。
本組合せ秤では、作業者が、搬送停止状態で被計量物が載っていない計量コンベア1に被計量物を例えば1個ずつ随時供給する(載せる)作業を行う。すなわち、各計量コンベア1へ手動で被計量物が供給される。
制御部5は、A/D変換部9(図2参照)から一定時間間隔で各重量センサ2の計量値を取得し、重量センサ2の計量値に基づいて被計量物が供給されている計量コンベア1を認識する。ここで、被計量物が供給されている計量コンベア1を認識する際、計量値を予め設定されている載荷検出基準値(Wt、例えば6g)と比較し、計量値が載荷検出基準値Wt以上であれば被計量物が供給されていると判定し、載荷検出基準値Wt未満であれば被計量物は供給されていないと判定する。なお、制御部5には、予め、上記の載荷検出基準値Wtが設定され、記憶部7に記憶されている。
そして、制御部5は、被計量物が供給されていると判定した後、一定時間間隔で取得する重量センサ2の計量値の変動量が予め定められている所定の変動範囲内になったときに、すなわち重量センサ2の計量値が安定状態になったときに、そのときの計量値に基づいて計量コンベア1の被計量物の重量値を算出し確定する。この被計量物の重量値の算出は、例えば移動平均法を用いて算出する。
さらに、制御部5は、前述のようにして、いずれか1つの計量コンベア1上の被計量物の重量値を算出し確定すると即座に、前述の実施形態と同様の組合せ処理を行う。そして、組合せ処理において、組合せ重量が目標重量範囲内になる排出組合せが求められた場合には、即座に同排出組合せに選択されている計量コンベア1を第1の所定時間駆動して、同計量コンベア1上の被計量物を集合コンベア3へ搬送させるとともに、集合コンベア3を第2の所定時間駆動して計量コンベア1から搬送されてきた被計量物を後段装置へ搬送させる。そして、所定のタイミングで後段装置へ排出完了信号を出力する。以上の動作が繰り返し行われる。
この他の実施形態では、いずれか1つの計量コンベア1上の被計量物の重量値を確定するたびに、即座に、組合せ処理を行うようにし、そこで排出組合せが求められると即座に、同排出組合せに選択されている計量コンベア1上の被計量物を集合コンベア3へ排出させ、さらに集合コンベア3から外部(後段装置)へ排出させるように構成しているので、外部への被計量物排出能力を向上し、生産性の向上を図ることができる。
後段装置としては、前述した装置の他、例えば、供給コンベア30(図1参照)のように、ベルトコンベアのコンベアベルトの表面に多数の桟を設け、桟によって仕切られた分割領域(D)が多数設けられた外部搬送コンベアを用いてもよい。この場合、外部搬送コンベアの例えば搬送方向の最も上流側の分割領域Dに集合コンベア3から排出される被計量物が供給されるように、外部搬送コンベアを集合コンベア3の搬送終端側に配置し、例えば集合コンベア3からの被計量物の排出が終了するたびに、各分割領域Dの周回方向の長さLを搬送距離として、間欠的に搬送動作させるようにしてもよい。これによって、外部搬送コンベアの分割領域Dに、排出組合せに選択されている計量コンベア1から排出された被計量物が供給される。
また、この他の実施形態において、組合せ処理を行う際の被計量物の重量値の必要最低個数(s)を予め定めておいて、いずれか1つの計量コンベア1上の被計量物の重量値が確定した場合でも、その時点で確定している被計量物の重量値の総個数が必要最低個数s未満である場合には組合せ処理を行わないようにしてもよい。この場合、必要最低個数sを適当な第1の値(x)にすることにより、組合せ精度の向上を図ることができる。また、必要最低個数sを第1の値(x)より小さい適当な第2の値(y)にすることにより、外部への被計量物排出能力を向上させて生産性の向上を図ることができる。すなわち、必要最低個数sを大きくすれば組合せ精度の向上を図ることができ、逆に小さくすれば、生産性の向上を図ることができる。
必要最低個数sは、制御部5に設定されており、例えば操作表示器4を操作して設定及び変更することができる。操作表示器4は入力手段として機能し、操作表示器4を操作して設定された種々の値(必要最低個数sや後述の所望値z等)は、制御部5内の記憶部7(図2参照)に記憶される。
また、組合せ秤の運転中に必要最低個数sを次のようにして自動的に変更するようにしてもよい。例えば、作業者等が操作表示器4を操作して制御部5に排出能力の所望値z(例えば1分間当たりの所望排出回数z、すなわち1分間当たりに排出組合せが求められる所望回数z)を予め設定しておく。そして、組合せ秤の運転中に、制御部5は、1分間当たりに排出組合せが求められる回数を計数し、この計数値(排出能力実測値)と排出能力の所望値zとを比較し、この比較結果に基づいて必要最低個数sを変更するようにしてもよい。例えば、排出能力実測値が排出能力の所望値zより小さい場合には必要最低個数sを小さくすることにより、所望の排出能力すなわち所望とする生産高を実現することができる。また、排出能力実測値が排出能力の所望値zより大きい場合には必要最低個数sを大きくすることにより、組合せ精度を向上し、歩留まりの向上を図ることができる。この場合、制御部5に排出能力の所望値zを予め設定したときに、この設定した所望値zに応じて必要最低個数sの初期値が自動的に定められるように構成されてあってもよいし、操作表示器4を操作して必要最低個数sの初期値を制御部5に設定するようにしてもよい。
なお、所望値zに代えて、所望範囲Z(下限値Z1,上限値Z2の範囲)を用いるようにしてもよい。この場合、排出能力実測値が所望範囲Z内(下限値Z1以上、上限値Z2以下)の場合には必要最低個数sを変更せず、排出能力実測値が下限値Z1より小さい場合には必要最低個数sを小さくし、排出能力実測値が上限値Z2より大きい場合には必要最低個数sを大きくする。
(別の他の実施形態)
この別の他の実施形態の一構成例の組合せ秤は、前述の図8に示す構成と同様である。すなわち、本組合せ秤も、前述の他の実施形態の組合せ秤と同様、各々の計量部Cwは、供給コンベア30を備えずに、計量コンベア1と、計量コンベア1上の被計量物の重量を計量する重量センサ2とを備えている。
本組合せ秤では、作業者が、搬送停止状態で被計量物が載っていない計量コンベア1に被計量物を例えば1個ずつ随時供給する(載せる)作業を行う。すなわち、各計量コンベア1へ手動で被計量物が供給される。
制御部5は、A/D変換部9(図2参照)から一定時間間隔で各重量センサ2の計量値を取得し、重量センサ2の計量値に基づいて被計量物が供給されている計量コンベア1を認識する。ここで、被計量物が供給されている計量コンベア1を認識する際、計量値を予め設定されている載荷検出基準値(例えば6g)と比較し、計量値が載荷検出基準値以上であれば被計量物が供給されていると判定し、載荷検出基準値未満であれば被計量物は供給されていないと判定する。なお、制御部5には、予め、上記の載荷検出基準値が設定され、記憶部7に記憶されている。
そして、運転を開始する際、例えば、作業者が計量コンベア1へ被計量物を載せた後、作業者が例えば操作表示器4に備えられている運転開始スイッチを操作すると、制御部5は、前述のように、各重量センサ2の計量値を取得し、被計量物が供給されている計量コンベア1を認識し、その計量値から得られる被計量物の重量値に基づいて組合せ処理を行う。
この後は、制御部5は、計量コンベア1及び集合コンベア3を駆動して排出組合せに選択されている被計量物を外部(例えば後段装置)へ排出し、所定のタイミングで後段装置へ排出完了信号を出力し、作業者は被計量物を排出した計量コンベア1へ被計量物を供給する。そして、制御部5は、各重量センサ2の計量値を取得し、同様にして組合せ処理を行い、計量コンベア1及び集合コンベア3を駆動して排出組合せに選択されている被計量物を外部へ排出し、所定のタイミングで後段装置へ排出完了信号を出力する。以降、同様の動作が繰り返される。
ここで、計量コンベア1の駆動時間をT1、集合コンベア3の駆動時間をT2、作業者による計量コンベア1への被計量物の供給時間をT3とし、T2≧T1+T3であり、計量コンベア1と集合コンベア3との駆動を同時に開始し、計量コンベア1の駆動停止直後に作業者が計量コンベア1へ被計量物の供給を開始するようにした場合、集合コンベア3の駆動を停止したときには、作業者による被計量物の供給が終了し、全ての計量コンベア1及び集合コンベア3が停止した状態になる。制御部5は、これらの全てのコンベアが停止している状態のときの各重量センサ2の計量値を取得し、その計量値から得られる被計量物の重量値に基づいて組合せ処理を行うようにしている。この場合、重量センサ2の計量値にコンベアの駆動時の振動による悪影響がないので、重量センサ2による計量精度の向上が図れ、その結果、組合せ精度の向上を図ることができる。