JP2012245773A - プレート・ダイ装着構造 - Google Patents
プレート・ダイ装着構造 Download PDFInfo
- Publication number
- JP2012245773A JP2012245773A JP2011121900A JP2011121900A JP2012245773A JP 2012245773 A JP2012245773 A JP 2012245773A JP 2011121900 A JP2011121900 A JP 2011121900A JP 2011121900 A JP2011121900 A JP 2011121900A JP 2012245773 A JP2012245773 A JP 2012245773A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- die
- magnet
- saddle
- plate die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
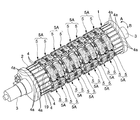
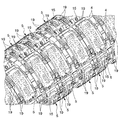
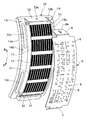
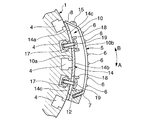
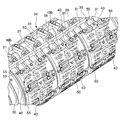
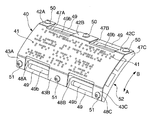
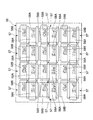
【解決手段】プレート・ダイ5の一端部に第1突設片7が突設され、他端部に長孔8aを有する第2突設片8が突設されている。永久磁石11が埋設されたマグネット・サドル10の一端部には第1突設片7が係入されるスリット12が設けられ、他端部には第2突設片8がねじ止めされる。マグネット・サドル10の両側部には、長孔14cが形成された鍔14がマグネット・サドル10の表面から退避した低い位置に設けられている。エンボッシング・シリンダの周面には、溝が円周方向に等間隔おいて複数設けられている。長孔14cに挿通させたボルトをエンボッシング・シリンダの溝に締結し、プレート・ダイ5がマグネット・サドル10を介してシリンダの周面に装着される。
【選択図】図3
Description
〔実施の形態1〕
〔実施の形態2〕
〔実施の形態3〕
〔実施の形態4〕
Claims (5)
- 磁性材によって形成され可撓性を有するプレート・ダイを胴の周面に装着するプレート・ダイの装着構造において、
永久磁石が埋設されるとともに、裏面が胴の周面と同一の曲率によって円弧状に形成され、かつ表面が前記胴の周面と同心円状に円弧状に形成されたマグネット・サドルを備え、
前記マグネット・サドルの円弧方向の両端部のそれぞれに、マグネット・サドルの表面に前記永久磁石の磁力によって吸着される前記プレート・ダイを着脱自在に保持し、当該プレート・ダイの端部の前記マグネット・サドルからの剥離を規制する保持手段を設け、
前記マグネット・サドルを前記胴に固定するための固定手段を設けた
ことを特徴とするプレート・ダイ装着構造。 - 前記保持手段の一方は、前記プレート・ダイの一端部から突設された第1突設片と、前記マグネット・サドルの円弧方向の一端部に設けられ前記第1突設片が係入されるスリットとによって構成されている
ことを特徴とする請求項1記載のプレート・ダイ装着構造。 - 前記保持手段の他方は、前記プレート・ダイの他端部から突設された第2突設片と、この第2突設片を前記マグネット・サドルの円弧方向の他端部に固定するためのプレート・ダイ固定手段とによって構成されている
ことを特徴とする請求項1記載のプレート・ダイ装着構造。 - 前記固定手段は、前記胴の胴軸方向および円周方向に位置調整された前記マグネット・サドルを固定可能である
ことを特徴とする請求項1記載のプレート・ダイ装着構造。 - 前記第2突設片は、前記プレート・ダイの曲率と同じ曲率の延設部とこの延設部からプレート・ダイの裏面側に向かって折り曲げられた折曲部とこの折曲部からプレート・ダイ側に向かって折り返えされた折り返し部とによって断面がL字状に形成され、
前記折り返し部を前記プレート・ダイ固定手段によって前記マグネット・サドルの円弧方向の他端部に固定した
ことを特徴とする請求項3記載のプレート・ダイ装着構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011121900A JP5848523B2 (ja) | 2011-05-31 | 2011-05-31 | プレート・ダイ装着構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011121900A JP5848523B2 (ja) | 2011-05-31 | 2011-05-31 | プレート・ダイ装着構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012245773A true JP2012245773A (ja) | 2012-12-13 |
| JP5848523B2 JP5848523B2 (ja) | 2016-01-27 |
Family
ID=47466700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011121900A Expired - Fee Related JP5848523B2 (ja) | 2011-05-31 | 2011-05-31 | プレート・ダイ装着構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5848523B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2759397A3 (de) * | 2013-01-25 | 2017-03-29 | Masterwork Machinery Co., Ltd. | Rotationsprägeeinrichtung mit Spannsystem und Winkeleinstellung |
| DE102017204596A1 (de) * | 2017-03-20 | 2018-09-20 | Koenig & Bauer Ag | Werkzeug und Positionierverfahren |
| CN110588079A (zh) * | 2019-10-18 | 2019-12-20 | 赵寒 | 一种新式压痕装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61286134A (ja) * | 1985-06-13 | 1986-12-16 | Asahi Shinbunsha:Kk | 印刷版の装着装置 |
| US6257135B1 (en) * | 1999-04-19 | 2001-07-10 | Fort James Corporation | Unitary saddle for mounting multiple emboss slugs on a single emboss roll |
| JP2002221220A (ja) * | 2000-11-24 | 2002-08-09 | Hitachi Metals Ltd | マグネットシリンダ |
| JP2005161484A (ja) * | 2003-12-04 | 2005-06-23 | Yuukoushiya:Kk | ダイローラ |
| JP2006347071A (ja) * | 2005-06-17 | 2006-12-28 | Hitachi Maxell Ltd | エンボスロール |
| JP2010005881A (ja) * | 2008-06-26 | 2010-01-14 | Tsukatani Hamono Seisakusho:Kk | フレキシブルダイ |
-
2011
- 2011-05-31 JP JP2011121900A patent/JP5848523B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61286134A (ja) * | 1985-06-13 | 1986-12-16 | Asahi Shinbunsha:Kk | 印刷版の装着装置 |
| US6257135B1 (en) * | 1999-04-19 | 2001-07-10 | Fort James Corporation | Unitary saddle for mounting multiple emboss slugs on a single emboss roll |
| JP2002221220A (ja) * | 2000-11-24 | 2002-08-09 | Hitachi Metals Ltd | マグネットシリンダ |
| JP2005161484A (ja) * | 2003-12-04 | 2005-06-23 | Yuukoushiya:Kk | ダイローラ |
| JP2006347071A (ja) * | 2005-06-17 | 2006-12-28 | Hitachi Maxell Ltd | エンボスロール |
| JP2010005881A (ja) * | 2008-06-26 | 2010-01-14 | Tsukatani Hamono Seisakusho:Kk | フレキシブルダイ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2759397A3 (de) * | 2013-01-25 | 2017-03-29 | Masterwork Machinery Co., Ltd. | Rotationsprägeeinrichtung mit Spannsystem und Winkeleinstellung |
| DE102017204596A1 (de) * | 2017-03-20 | 2018-09-20 | Koenig & Bauer Ag | Werkzeug und Positionierverfahren |
| DE102017204596B4 (de) | 2017-03-20 | 2020-05-14 | Koenig & Bauer Ag | Werkzeug und Positionierverfahren |
| CN110588079A (zh) * | 2019-10-18 | 2019-12-20 | 赵寒 | 一种新式压痕装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5848523B2 (ja) | 2016-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2484498B1 (en) | Rotary die cutter | |
| JP4950538B2 (ja) | マグネットシリンダに装着されるプレート | |
| JP5848523B2 (ja) | プレート・ダイ装着構造 | |
| US20070231091A1 (en) | Plate mounting cylinder | |
| ES2741663T3 (es) | Aparato de alineación para corte variable y procedimiento de alineación de los cilindros de impresión durante un cambio de corte | |
| JP4980694B2 (ja) | 被印刷体である枚葉紙を処理するための胴 | |
| JP4969655B2 (ja) | 輪転印刷機で穴あけ、溝切りまたは打抜きする装置 | |
| JP2005205630A (ja) | 枚葉輪転印刷機 | |
| JP2010167616A (ja) | 印刷用ブランケット及びその製造方法、ブランケット胴並びに印刷機 | |
| JP4920287B2 (ja) | プレート案内装置 | |
| JP2011173336A (ja) | 印刷用スリーブ及び印刷胴 | |
| JP5815997B2 (ja) | ダイの固定装置 | |
| JP6483003B2 (ja) | オフセット印刷機の押込工具及びそれを使用したオフセット印刷機のブランケット装着方法 | |
| JP2021074904A (ja) | ブランケット胴、印刷ユニット及びオフセット輪転印刷機 | |
| JP4408043B2 (ja) | シート状物の案内装置 | |
| JPH0349880Y2 (ja) | ||
| JP6473027B2 (ja) | 印刷面保護装置 | |
| JP2008079894A (ja) | トイレットペーパーの製造方法 | |
| KR200411992Y1 (ko) | 마그네틱 실린더를 갖는 라벨 인쇄기 | |
| JP2011116126A (ja) | 転写胴 | |
| JP2005219412A (ja) | 輪転印刷機の印刷胴構造 | |
| JP2008110521A (ja) | オフセット印刷方法及びオフセット印刷機 | |
| JP2001150637A (ja) | 枚葉印刷機用中間胴 | |
| JP2007320739A (ja) | 紙押え装置およびこれを用いた枚葉印刷機 | |
| JP2003311927A (ja) | 印刷機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150601 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5848523 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |