JP2012240560A - エアバッグリッド部構造 - Google Patents
エアバッグリッド部構造 Download PDFInfo
- Publication number
- JP2012240560A JP2012240560A JP2011112934A JP2011112934A JP2012240560A JP 2012240560 A JP2012240560 A JP 2012240560A JP 2011112934 A JP2011112934 A JP 2011112934A JP 2011112934 A JP2011112934 A JP 2011112934A JP 2012240560 A JP2012240560 A JP 2012240560A
- Authority
- JP
- Japan
- Prior art keywords
- door member
- opening
- seal piece
- peripheral wall
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Air Bags (AREA)
Abstract
【課題】
芯材における開口部の内周縁部とドア部材の周縁部との当接部から発泡原料の漏れを防止し、かつ芯材における開口部の内周縁部の段差部とドア部材の周縁部との間の隙間を起因とするボイドの発生を抑制する。
【解決手段】
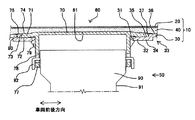
表皮20と芯材30の間に発泡層40が設けられ、芯材30に段差部33を有する開口部31を形成し、段差部33の周壁37に対して隙間80を有し配設可能な外周壁部73を有するドア部材70を、段差部33の下段上面35とドア部材70の縁部下面72を当接させて取付けられるエアバッグリッド部構造において、ドア部材70に外周壁部73の上面74側から外方へ庇状に延びるシール片75を形成し、シール片75は、ドア部材70を芯材30の開口部31の段差部33に組付けた際に、段差部33の周壁37とドア部材70の外周壁部73との間の隙間80を覆うと共に、シール片75の先端側が、芯材30の一般面36に密着している。
【選択図】 図1
芯材における開口部の内周縁部とドア部材の周縁部との当接部から発泡原料の漏れを防止し、かつ芯材における開口部の内周縁部の段差部とドア部材の周縁部との間の隙間を起因とするボイドの発生を抑制する。
【解決手段】
表皮20と芯材30の間に発泡層40が設けられ、芯材30に段差部33を有する開口部31を形成し、段差部33の周壁37に対して隙間80を有し配設可能な外周壁部73を有するドア部材70を、段差部33の下段上面35とドア部材70の縁部下面72を当接させて取付けられるエアバッグリッド部構造において、ドア部材70に外周壁部73の上面74側から外方へ庇状に延びるシール片75を形成し、シール片75は、ドア部材70を芯材30の開口部31の段差部33に組付けた際に、段差部33の周壁37とドア部材70の外周壁部73との間の隙間80を覆うと共に、シール片75の先端側が、芯材30の一般面36に密着している。
【選択図】 図1
Description
この発明は、エアバッグリッド部構造に関するものである。
自動車などの車両には、車室内の前部にインストルメントパネルが設けられている。このインストルメントパネルの助手席側の部分には、助手席用のエアバッグ装置が設置されている(例えば、特許文献1参照)。
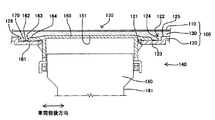
図4、図5に示すように、助手席用のエアバッグ装置140は、インストルメントパネル100に設けられるエアバッグリッド部150と、このエアバッグリッド部150の下方にエアバッグモジュール180が配置されている。
インストルメントパネル100は、表皮110と芯材120との間に発泡層130が設けられた3層構造となっている。
エアバッグモジュール180は、上部が開口された金属製のモジュール容器181に図示しないエアバッグ本体と、エアバッグ本体を膨らませるための圧力気体を発生させるインフレータとが収納されている。
エアバッグリッド部150は、芯材120に形成された開口部121と、開口部121に対して上方から閉鎖可能に取付けられるドア部材160を有している。
さらに詳細には、芯材120における開口部121の周縁部全周に対し、ドア部材160の厚み分だけ一段低くなった段差部122が設けられ、この段差部122の下段123に対して、ドア部材160が係止固定されている。
即ち、段差部122の下段上面124と、これに対応するドア部材160の縁部下面161とがそれぞれ全周に亘って当接し、段差部122に係止されることにより、ドア部材160は、芯材120の一般面125とほぼ面一の状態に配置されている。尚、ドア部材160の内面側(下面)には、エアバッグモジュール180内に配置されているインフレータが動作し、エアバッグ本体が膨張した際に、膨張したエアバッグ本体の押圧力によって、エアバッグ本体膨出用開口を形成可能な開裂溝151が形成されている。
さらに、図6に示すように、ドア部材160の縁部下面側161から、全周に亘って庇状に外方、かつ下り傾斜しながら延びるシール片162を設け、ドア部材160を芯材120に形成された開口部121に配設する際に、シール片162を芯材120における段差部122の下段上面124に密着させている。
このようなエアバッグリッド部150はインストルメントパネル100と一体に形成される。例えば、予めドア部材160が取付けられた芯材120を発泡型の上型にセットし、下型に予備賦形された表皮110をセットし、その間にウレタンフォーム原料等の液状発泡原料(発泡剤)を注入し、その後、型締めを行い、発泡原料を発泡させることによってエアバッグリッド部150(インストルメントパネル100)が製造されている。
この発泡成形時は、ドア部材160の縁部下面161から庇状に外方へ延びるシール片162を芯材120の開口部121の周縁部の段差部122の下段上面124に密着させることにより、芯材120における開口部121の周縁部の段差部122の下段上面124とドア部材160の縁部下面161との当接部から発泡剤の漏れを防止している。
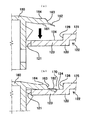
しかしながら、上記エアバッグリッド部構造では、芯材120における開口部121の周縁部全周に対し、ドア部材160の厚み分だけ一段低くなった段差部122を設け、この段差部122の下段上面124に対して、ドア部材160の縁部下面161から、全周に亘って延びるシール片162を設け、ドア部材160を芯材120に形成された開口部121の段差部122に配設する際に、シール片162を芯材120における段差部122の下段上面124に密着させるというシール構造を採用していることから、芯材120における開口部121の段差部122の一般面125(上段)と、ドア部材160の周縁部の上面との間を滑らかな面で形成することができず、溝等の隙間170が形成されてしまう。
このため、図7に示すように、発泡成形時に芯材120の段差部122の縦壁126と、段差部122の下段上面124と、ドア部材160の外周壁163から形成される溝等の隙間170に発泡原料(発泡剤)が流れ込む事により、流れに急激な変化が起こり、乱流が発生し、発泡原料(発泡剤)中に想定外の空気を巻き込むことになり、ボイド190が発生し、そのボイド190を起因とする外観品質不良や触感品質不良が発生するという問題があった。
本発明は、このような従来技術の技術課題に鑑みてなされたもので、芯材120における開口部121の内周縁部とドア部材160の周縁部との当接部から発泡成形時の発泡原料(発泡剤)の漏れを防止しつつ、かつ芯材120における開口部121の内周縁部の段差部122と、ドア部材160の周縁部との間の溝等の隙間170を起因とするボイド190の発生を抑制することを目的とする。
上記目的を達成するために、本発明のある態様では、表皮と芯材の間に発泡層が設けられ、前記芯材に内周縁部に段差部を有する開口部を形成し、前記段差部の周壁に対して隙間を有し内側に配設可能な外周壁部を有するドア部材を、前記段差部に上方から前記開口部を閉鎖可能に、かつ段差部の下段上面とドア部材の縁部下面を当接させて取付けられるエアバッグリッド部構造において、前記ドア部材に外周壁部の上面側から外方へ庇状に延びるシール片を形成し、該シール片は、前記ドア部材を前記芯材の開口部の段差部に組付けた際に、前記段差部の周壁と前記ドア部材の外周壁部との間の隙間を覆うと共に、前記シール片の先端側が、前記芯材の一般面に密着していることを特徴としている。
この態様によれば、芯材における開口部の内周縁部とドア部材の周縁部との当接部から発泡成形時の発泡原料(発泡剤)の漏れを防止しつつ、かつ芯材における開口部の内周縁部の段差部と、ドア部材の周縁部との間の溝の隙間を起因とするボイドの発生を抑制することができる。
(全体)
自動車などの車両における車室内の前部には、インスルメントパネルが設けられている。このインストルメントパネルの助手席側の部分には、助手席用のエアバッグ装置が設けられている。
自動車などの車両における車室内の前部には、インスルメントパネルが設けられている。このインストルメントパネルの助手席側の部分には、助手席用のエアバッグ装置が設けられている。
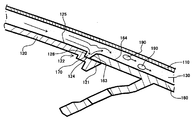
図1に示すように、助手席用のエアバッグ装置50は、インスルメントパネル10に設けられるエアバッグリッド部60と、このエアバッグリッド部60の下方に配置されるエアバッグモジュール90とから構成されている。
(インストルメントパネル)
インストルメントパネル10は、表皮20と芯材30との間に発泡層40が設けられた3層構造を有している。
インストルメントパネル10は、表皮20と芯材30との間に発泡層40が設けられた3層構造を有している。
(エアバッグモジュール)
また、エアバッグモジュール90は図示しない袋状のエアバッグ本体と、このエアバッグ本体を膨張させるための圧力気体を発生可能なインフレータとを、上端面が開口した金属製のモジュール容器91に収納した構造を有している。このエアバッグモジュール90はその下部をインストルメントパネル10の内部に配設され、図示しない車体側のステアリングメンバに固定されている。
また、エアバッグモジュール90は図示しない袋状のエアバッグ本体と、このエアバッグ本体を膨張させるための圧力気体を発生可能なインフレータとを、上端面が開口した金属製のモジュール容器91に収納した構造を有している。このエアバッグモジュール90はその下部をインストルメントパネル10の内部に配設され、図示しない車体側のステアリングメンバに固定されている。
(エアバッグリッド部)
エアバッグリッド部60は、膨張したエアバッグ本体の押圧力によってエアバッグ本体が膨出する開口を形成可能な開裂溝61が下面側に有している。この開裂溝61は、例えば「H」「U」字状など形状を有している。
エアバッグリッド部60は、膨張したエアバッグ本体の押圧力によってエアバッグ本体が膨出する開口を形成可能な開裂溝61が下面側に有している。この開裂溝61は、例えば「H」「U」字状など形状を有している。
また、エアバッグリッド部60は、表皮20と芯材30との間に発泡層40が設けられた3層構造となっており、インストルメントパネル10と一体に形成されている。
そして、エアバッグリッド部60は、芯材30に形成された開口部31に対して上方から閉鎖可能にドア部材70が取付けられた構造となっている。この開口部31およびドア部材70は、平面視した場合に車幅方向に長い矩形状を呈している。開口部31は、エアバッグモジュール90の取付け部に対応する位置に、モジュール容器91の外形形状より多少、大きく形成されている。
さらに、開口部31の内周縁部32とドア部材70の縁部下面72との間には、互いに全周に亘って当接可能な当接面が形成されている。
さらに詳細には、芯材30の開口部31の内周縁部32の全周に、芯材30の一般面36に対しドア部材70の厚み分だけ下方へ一段低くなった段差部33を設け、この段差部33の下段34に対してドア部材70が上方から載置され係止固定される。そして、この段差部33の下段上面35と、これに対応するドア部材70の縁部下面72とが全周に亘って当接する当接面とされている。尚、段差部33は、芯材30の一般面36と下段34との間には、縦壁状の周壁37を有している。
(芯材・ドア部材)
芯材30は、ドア部材70に対し相対的に硬質の樹脂、例えば、PP材(ポリプロピレン)等で形成されており、ドア部材70は芯材30に対し相対的に軟質の樹脂、例えば、ゴム系の材料を含んで弾性力のあるTPE材(熱可塑性エラストマー)等で形成されている。これは、PP材は、剛性が高くインストルメントパネル10の芯材30等に一般的によく使用されるが、低温時に衝撃を受けた際に脆性破壊することが知られており、このため、エアバッグリッド部60のドア部材70等には低温時における耐脆性を有する材料、例えばTPE材等が使用されている。
芯材30は、ドア部材70に対し相対的に硬質の樹脂、例えば、PP材(ポリプロピレン)等で形成されており、ドア部材70は芯材30に対し相対的に軟質の樹脂、例えば、ゴム系の材料を含んで弾性力のあるTPE材(熱可塑性エラストマー)等で形成されている。これは、PP材は、剛性が高くインストルメントパネル10の芯材30等に一般的によく使用されるが、低温時に衝撃を受けた際に脆性破壊することが知られており、このため、エアバッグリッド部60のドア部材70等には低温時における耐脆性を有する材料、例えばTPE材等が使用されている。
ドア部材70の輪郭を形成する外周壁部73は、芯材30の開口部31の段差部33に配置した際に、段差部33を形成する縦壁状の周壁37に対して内側へ若干の隙間80を有して配設可能な大きさに形成されている。これは、芯材30とドア部材70を形成する樹脂材料が異なり、それに伴い夫々の材料の線膨張係数も異なるためであり、温度変化による互いの干渉を回避するためである。
また、上記に、芯材30の開口部31の内周縁部32に、芯材30の一般面36に対しドア部材70の厚み分だけ一段低くなった段差部33が設けられている旨を記載したが、さらに詳細に説明する。本実施形態では、ドア部材70を、芯材30における開口部31の段差部33の下段上面35に載置した際に、ドア部材70の上面74は、芯材30の一般面36より多少高くなるように形成されている。
そして、ドア部材70の外周壁部73の上面74側から、全周に亘って外方へ庇状に、かつ下り傾斜しながら延びる薄肉のシール片75が形成されている。シール片75の外周壁部73からの外方への長さは、ドア部材70を芯材30に形成された開口部31における段差部33に配設した際に、シール片75の先端が芯材30の一般面36に載置される以上の長さとなっている。また、下り傾斜の度合は、ドア部材70を芯材30に形成された開口部31における段差部33に配設した際に、シール片75が芯材30の一般面36に密着して押圧するような傾斜角度及び肉厚に形成されている。このようにシール片75は芯材30の一般面36に密着させうるのに十分な可撓性を有するように形成されている。
また、ドア部材70を、芯材30の開口部31の段差部33に配置した際には、ドア部材70のシール片75が、芯材30における開口部31の内周縁部32の段差部33の周壁37と、ドア部材70の外周壁部73との間に形成される溝等の隙間80を覆うように形成されている。尚、シール片75は、シール片75の基部側から先端側に向かい先細り状に形成したり、シール片75の基部側に可撓性を向上させるために、図示しない溝、スリット等の連続する切欠きを設けてもよい。
また、ドア部材70の下面には、前記した開裂溝61が形成されていると共に、開裂溝61の外側となる位置に角筒状の支持枠77が一体的に形成されている。この支持枠77は、芯材30に組付けられたドア部材70をエアバッグモジュール90のモジュール容器91に連結して、ドア部材70をエアバッグモジュール90に支持させるものである。そのため、支持枠77には、エアバッグモジュール90の前後側面に形成されているフック部92が、係止可能なフック窓部78が設けられ、エアバッグモジュール90のフックが支持枠77の内側からフック窓部78に挿入係止される。
また、支持枠77には、芯材30における開口部31の内周縁部32の段差部33の下段34の裏面に係止される複数個の爪部79を有している。この爪部79の係合により、ドア部材70は芯材30の開口部31に係合固定されている。尚、支持枠77は、芯材30の開口部31を貫挿できる大きさに形成されている。
このようなエアバッグ装置50は、車両が衝突した等の緊急時に、インフレータからの圧力気体によってエアバッグ本体が膨張されると、膨張されたエアバッグ本体は、ドア部材70の裏面側を押圧して開裂溝61を破断してドア部材70およびエアバッグリッド部60を開口させる。さらに、エアバッグ本体は、この開口から車室内乗員側へと膨出して、乗員の頭部がインストルメントパネル10に2次的に当接しないように、乗員の体を保護・拘束する。
次に、この実施形態のエアバッグリッド部構造の作用について説明する。
上記した、このようなエアバッグリッド部60は、インストルメントパネル10と一体に形成され、具体的には、次のように形成される。
まず、芯材30における開口部31の内周縁部32の段差部33の下段上面35に、ドア部材70を上方から載置すると共に、ドア部材70の支持枠77に形成された複数個の爪部79とドア部材70の外周縁71の縁部下面72とにより、芯材30における開口部31の内周縁部32の段差部33の下段34を上下から挟持することにより、ドア部材70を芯材30に固定する。
この時、ドア部材70のシール片75は、芯材30における開口部31の内周縁部32の段差部33の周壁37と、ドア部材70の外周壁部73との間に形成される溝等の隙間80を覆い、かつシール片75の先端側は、芯材30の一般面36に密着している状態となっている。
次ぎに、ドア部材70が固定された芯材30を、図示しない発泡型の、例えば上型にセットし、また、下型に予備賦形された表皮20をセットし、その間にウレタンフォーム原料等の液状発泡原料(発泡剤)を注入し、その後、型締めを行い、発泡原料を発泡させることによってエアバッグリッド部60(インストルメントパネル10)を成形している。
この発泡成形時には、図2に示すように、発泡型内で発泡原料(発泡剤)がドア部材70の外側より流動してくる。しかし、ドア部材70の外周壁部73の上面74側から全周に亘って外方へ庇状に、かつ下り傾斜しながら延びる薄肉のシール片75が、芯材30における開口部31の内周縁部32の段差部33の周壁37と、ドア部材70の外周壁部73との間に形成される溝等の隙間80を覆い、かつシール片75の先端側は芯材30の一般面36と密着状態となっていることから、発泡原料(発泡剤)が、シール片75の先端部の下面と、シール片75の先端部が当接する芯材30の一般面36の間から芯材30開口部31側へ流動することができず、発泡原料(発泡剤)の漏れを防止できる。
また、シール片75により、芯材30における開口部31の内周縁部32の段差部33の周壁37と、ドア部材70の外周壁部73との間に形成される溝等の隙間80を覆っていることから、発泡原料(発泡剤)が、溝等の隙間80内に流れ込むことがなく、それにより急激な流れの変化が起こらず、乱流も発生しないことから、ボイドの発生を抑制することができる。
(変形例)
なお、上記した本実施形態では、ドア部材70のシール片75をドア部材70の外周壁部73の全周に設けたが、シール片75を全周に設けると、シール片75の板厚とドア部材70の周縁部との板厚の違いにより、成形収縮率が異なり、シール片75が波打ち変形を起こすことが予測される。詳細には、ドア部材70の周縁部は、板厚が厚く、樹脂が固化するまでに時間がかかり、収縮率が大きく、また、シール片75は、板厚が薄く、冷却による固化も早く、収縮率が小さいためである。シール片75が波打ち変形すると、シール片75の先端部が当接する芯材30の一般面36との間に隙間80が発生し、発泡成形時に発泡原料(発泡剤)の漏れが発生してしまう。
なお、上記した本実施形態では、ドア部材70のシール片75をドア部材70の外周壁部73の全周に設けたが、シール片75を全周に設けると、シール片75の板厚とドア部材70の周縁部との板厚の違いにより、成形収縮率が異なり、シール片75が波打ち変形を起こすことが予測される。詳細には、ドア部材70の周縁部は、板厚が厚く、樹脂が固化するまでに時間がかかり、収縮率が大きく、また、シール片75は、板厚が薄く、冷却による固化も早く、収縮率が小さいためである。シール片75が波打ち変形すると、シール片75の先端部が当接する芯材30の一般面36との間に隙間80が発生し、発泡成形時に発泡原料(発泡剤)の漏れが発生してしまう。
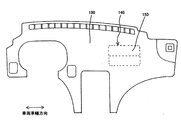
そこで、シール片75の波打ち変形を防止するために、図3に示すように、シール片75にシール片75の先端側からシール片75の基部となるドア部材70の外周縁71部側へ向かうスリット、溝等の切欠き76を形成し、収縮率の影響を緩和させてもよい。尚、図3に示した切欠き76部は、理解を容易にするために、過度に大きく記載したものであり、実際のドア部材70の大きさに対する切欠き76の大きさとは異なっている。
尚、シール片75に切欠き76を設けた事により発泡成形時に発泡原料(発泡剤)の漏れが懸念される。そこで、シール片75に形成する切欠き76位置は、次のような個所に設ける。
例えば、車幅方向に長い矩形状のドア部材70の長辺側と短片側のどちらか一方の外周縁71を他方側の外周縁71に対し、芯材30側の段差部33の下段面に強く密着させるようにする。そして、強く密着させた辺側、即ち一方側に形成されるシール片75の辺中央部に切り欠きを設ける。
その強く密着させる構造としては、例えば、次のような構造とする。ドア部材70の支持枠77には、複数個の爪部79を有しており、この爪部79とドア部材70の外周縁71の縁部下面72とにより芯材30における開口部31の内周縁部32の段差部33の下段34を上下から挟持することにより、ドア部材70を芯材30に保持している。そこで、ドア部材70の長辺側または、短辺側のどちらか一方の側の爪部79の形成するピッチを短くする。それにより、爪部79のピッチを短くした側のドア部材70の外周縁71の縁部下面72と芯材30の段差部33の下段上面35との間の密着力が向上する。そこで爪部79のピッチを短くした側の対向する辺縁のシール片75の略中央部に切欠き76を設ける。本実施形態では、長辺側のシール片75に切欠き76を設けている。
また、ドア部材70の長辺側と短片側のどちらか一方の外周縁71を、芯材30側の段差部33の下段面に強く密着させる他の方法として、ドア部材70を成形する時に、ドア部材70の長辺側または短辺側の外周縁71の一方を、若干、芯材30側へ強干渉するように撓ませて、撓ませた側のシール片75に切欠き76を設けてもよい。ドア部材70の長辺側または短辺側の外周縁71の一方を芯材30側へ強干渉するように撓ませることにより、撓ませた側のドア部材70の外周縁71の下面を芯材30側の段差部33の下段面に強く密着させることができ、ドア部材70の外周縁71の下面と芯材30の段差部33の下段上面35との間で十分なシール性を得るができる。
尚、シール片75に切欠き76を設けることにより、発泡成形時にシール片75の切欠き76から発泡原料(発泡剤)が多少漏れたとしても、芯材30の段差部33の下段上面35にドア部材70の縁部下面72が十分なシール性を有して密着しているため、芯材30の開口部31内まで発泡原料(発泡剤)が漏れることはない。また、発泡原料(発泡剤)がシール片75の切欠き76を介して溝等の隙間80内に流れ込み、急激な流れの変化を起こすことが考えられるが、切欠き76が形成される個所は、矩形状のドア部材70の長辺側と短片側のどちらか一方の対向する片側に各1つ程度設けるに留まるため、多少ボイドが発生したとしても外観品質不良や触感品質不良に至るほどのものでなく、従来のエアバッグリッド部構造に対しボイドの発生を大きく抑制することができる。
尚、スリット・溝等の切欠き76付きシール片75を有するドア部材70を成形する際に、成形品状態では、スリット・溝等の切欠き76をゼロタッチ(切欠き76の隙間がゼロ)となるように、収縮率の差異分を金型に折込んで成形してもよい。本構造によれば、成形後の状態では切欠き76がゼロタッチ(切欠き76の隙間がゼロ)となっているため、発泡成形時にシール片75の切欠き76から発泡原料(発泡剤)が漏れることがない。
20 表皮
30 芯材
31 開口部
32 内周縁部
33 段差部
35 下段上面
36 一般面
37 周壁
40 発泡層
70 ドア部材
72 縁部下面
73 外周壁部
74 上面
75 シール片
80 隙間
30 芯材
31 開口部
32 内周縁部
33 段差部
35 下段上面
36 一般面
37 周壁
40 発泡層
70 ドア部材
72 縁部下面
73 外周壁部
74 上面
75 シール片
80 隙間
Claims (1)
- 表皮と芯材の間に発泡層が設けられ、
前記芯材に内周縁部に段差部を有する開口部を形成し、
前記段差部の周壁に対して隙間を有し内側に配設可能な外周壁部を有するドア部材を、
前記段差部に上方から前記開口部を閉鎖可能に、
かつ段差部の下段上面とドア部材の縁部下面を当接させて取付けられる
エアバッグリッド部構造において、
前記ドア部材に外周壁部の上面側から外方へ庇状に延びるシール片を形成し、
該シール片は、前記ドア部材を前記芯材の開口部の段差部に組付けた際に、
前記段差部の周壁と前記ドア部材の外周壁部との間の隙間を覆うと共に、
前記シール片の先端側が、前記芯材の一般面に密着していることを特徴とするエアバッグリッド部構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112934A JP2012240560A (ja) | 2011-05-20 | 2011-05-20 | エアバッグリッド部構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112934A JP2012240560A (ja) | 2011-05-20 | 2011-05-20 | エアバッグリッド部構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012240560A true JP2012240560A (ja) | 2012-12-10 |
Family
ID=47462703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011112934A Withdrawn JP2012240560A (ja) | 2011-05-20 | 2011-05-20 | エアバッグリッド部構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012240560A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9409541B2 (en) | 2013-12-04 | 2016-08-09 | Faurecia Interieur Industrie | Interior trim part for a motor vehicle comprising an airbag door |
-
2011
- 2011-05-20 JP JP2011112934A patent/JP2012240560A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9409541B2 (en) | 2013-12-04 | 2016-08-09 | Faurecia Interieur Industrie | Interior trim part for a motor vehicle comprising an airbag door |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6073610B2 (ja) | エンジンカバー | |
| JP5171032B2 (ja) | インストルメントパネル | |
| JP2007168729A (ja) | 樹脂パネル及び自動車のドア | |
| WO2008018614A1 (fr) | panneau de finition intérieure et procédé de moulage par injection | |
| JP2010069854A (ja) | 発泡体付き成形部材 | |
| JP4790332B2 (ja) | 樹脂成形体 | |
| US20090313929A1 (en) | Extrusion-molded product having a core material | |
| JP2013256176A (ja) | ドアホールシール構造 | |
| JP6674928B2 (ja) | 発泡成形方法および発泡成形品 | |
| JP2012240560A (ja) | エアバッグリッド部構造 | |
| JP4281046B2 (ja) | 発泡体付き成形部材 | |
| JP5808942B2 (ja) | 衝撃吸収パッドの製造方法、および衝撃吸収パッド | |
| JP4482439B2 (ja) | 樹脂成形品 | |
| JP2002052548A (ja) | 表皮付き発泡成形品の表皮シール構造 | |
| JP4337030B2 (ja) | 表皮付き発泡成形部材のシール構造 | |
| JP2004175221A (ja) | 自動車用ドアウエザーストリップ | |
| JP2006008084A (ja) | 車両用内装部材 | |
| JP2015205446A (ja) | 発泡成形品 | |
| JP2014128890A (ja) | シール構造 | |
| JP5953604B2 (ja) | 発泡成形品およびその製造方法 | |
| CN111252026B (zh) | 具有整体密封件的安全气囊滑槽 | |
| JP4051679B2 (ja) | 車両内装部材のシール構造 | |
| JP4651354B2 (ja) | 表皮付き発泡成形部材の製造方法 | |
| JP4399664B2 (ja) | 表皮の製造方法 | |
| JP2015205447A (ja) | 発泡成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |