JP2012218320A - 吸水シート構成体 - Google Patents
吸水シート構成体 Download PDFInfo
- Publication number
- JP2012218320A JP2012218320A JP2011087268A JP2011087268A JP2012218320A JP 2012218320 A JP2012218320 A JP 2012218320A JP 2011087268 A JP2011087268 A JP 2011087268A JP 2011087268 A JP2011087268 A JP 2011087268A JP 2012218320 A JP2012218320 A JP 2012218320A
- Authority
- JP
- Japan
- Prior art keywords
- water
- absorbent
- sheet structure
- adhesive
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】荷重下での液体浸透速度や液体逆戻り量等の性能が改良された吸水シート構成体を提供すること。
【解決手段】吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、繊維基質により該吸収層が1次吸収層と2次吸収層とに分割されてなる構造を有し、吸水性樹脂の含有量が100〜1200g/m2であり、接着剤の含有割合が吸水性樹脂の含有量(質量基準)に対して0.05〜2.0倍であり、2次吸収層に用いられる吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g以上である吸水シート構成体。
【選択図】なし
【解決手段】吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、繊維基質により該吸収層が1次吸収層と2次吸収層とに分割されてなる構造を有し、吸水性樹脂の含有量が100〜1200g/m2であり、接着剤の含有割合が吸水性樹脂の含有量(質量基準)に対して0.05〜2.0倍であり、2次吸収層に用いられる吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g以上である吸水シート構成体。
【選択図】なし
Description
本発明は、衛生材料分野等に使用し得る吸水シート構成体に関する。詳しくは、薄型で紙おむつ等の吸収性物品に好適に使用し得る吸水シート構成体に関する。さらに本発明は、かかる吸水シート構成体を用いてなる紙おむつ等の吸収性物品に関する。
紙おむつ等に代表される吸収性物品は、体液等の液体を吸収する吸収体が、体に接する側に配された柔軟な液体透過性の表面シート(トップシート)と、体と接する反対側に配された液体不透過性の背面シート(バックシート)とにより挟持された構造を有する。
従来、デザイン性、携帯時における利便性、流通時における効率等の観点から、吸収性物品の薄型化、軽量化に対する要求は高まっていた。さらに近年、環境保全の観点から、資源を有効に利用し、樹木のような成長に長期間を要する天然素材の使用を極力回避する、いわゆるエコ・フレンドリーな志向にニーズが集まりつつある。
そこで、木材の解砕パルプ繊維等が極めて少なく、基本的な性能(速い液体浸透速度、十分な液体吸収能、少ない液体逆戻り量、少ない液漏れ量、形態保持性等)に優れ、薄型化を達成した吸水シート構成体として、所定量の吸水性樹脂及び所定量のホットメルト接着剤が、2枚以上の所定の目付量を有する親水性不織布により挟持された構造を有する吸水シート構成体(例えば、特許文献1参照)が提案されている。
また、更なる性能の向上を目的に、吸水性樹脂及び接着剤を含有してなる吸収層を、ある特定の透水性基質により分割されてなる構造を有する吸水シート構成体(例えば、特許文献2参照)や、吸水性樹脂及び接着剤を含有してなる吸収層が1次吸収層と2次吸収層に分画されており、1次吸収層と2次吸収層のそれぞれに使用される吸水性樹脂が特定の性能を有する吸水シート構成体(例えば、特許文献3)も提案されている。
特許文献1〜3に開示されている吸水シート構成体は、前記基本的な性能に十分優れているが、更なる性能の向上した吸水シート構成体が引き続き求められている。
特に吸水シート構成体を紙おむつ等の吸水性物品に用いた場合、前記吸水シート構成体は、人体による荷重(体重)がかかった状態で体液等を吸収するため、荷重下での液体浸透速度や液体逆戻り量等の性能改良が求められている。
即ち、本発明の要旨は、
〔1〕 吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、繊維基質により該吸収層が1次吸収層と2次吸収層とに分割されてなる構造を有し、吸水性樹脂の含有量が100〜1200g/m2であり、接着剤の含有割合が吸水性樹脂の含有量(質量基準)に対して0.05〜2.0倍であり、2次吸収層に用いられる吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g以上である吸水シート構成体;並びに
〔2〕 前記〔1〕に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品;に関するものである。
〔1〕 吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、繊維基質により該吸収層が1次吸収層と2次吸収層とに分割されてなる構造を有し、吸水性樹脂の含有量が100〜1200g/m2であり、接着剤の含有割合が吸水性樹脂の含有量(質量基準)に対して0.05〜2.0倍であり、2次吸収層に用いられる吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g以上である吸水シート構成体;並びに
〔2〕 前記〔1〕に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品;に関するものである。
本発明にかかる吸水シート構成体は、薄型であっても、形態保持性が良好なために、液体吸収前や吸収後に型くずれを起こさず、しかも優れた液体浸透性、少ない液体逆戻り量等の吸収能力を十分に発揮することができるという優れた効果を奏する。従って、本発明にかかる吸水シート構成体を紙おむつの等の吸収体として使用することにより、薄くて外観の意匠性に優れた衛生材料を提供することができる。また、本発明にかかる吸水シート構成体は、衛生材料分野以外に、農業分野や建材分野等にも使用することができる。
本発明にかかる吸水シート構成体は、吸水性樹脂及び接着剤を含有してなる吸収層が不織布により当該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であり、吸水性樹脂及び接着剤を所定量用いて吸収層を不織布間に形成し、繊維基質により、当該吸収層が1次吸収層と2次吸収層とに分割されてなる構造とし、また2次吸収層に用いられる吸水性樹脂が特定の吸水性能を有することを特徴とする吸水シート構成体である。かかる構造とすることにより、荷重下での液吸収においても液の拡散が阻害されることなく、液体浸透性や少ない液体逆戻り量等の液体吸収性能に優れた薄型の吸水シート構成体を実現することができるものである。
さらに、本発明にかかる吸水シート構成体は、吸水性樹脂が接着剤により不織布に固着しているため、パルプ繊維等の親水性繊維を実質的に含んでいなくても、吸水性樹脂の偏りや散逸を防止することができ、形態保持性も良好に保たれる。また、接着剤量を特定の範囲とすることで、吸水性樹脂の表面全体が接着剤に覆われた状態ではなく、一部分が固着した状態であるため、吸水性樹脂の吸水性能がほとんど阻害されることがなく、吸水性樹脂が十分に膨潤することができるものと考えられる。
本発明にかかる吸水シート構成体は、パルプ繊維等の親水性繊維が本発明の効果を損なわない範囲の量で、不織布間に吸水性樹脂とともに混在している態様であってもよいが、薄型化の観点からは、実質的に親水性繊維を含まない態様であることが好ましい。
本発明にかかる吸水シート構成体における吸水性樹脂の種類としては、市販の吸水性樹脂が使用でき、例えば、澱粉−アクリロニトリルグラフト共重合体の加水分解物、澱粉−アクリル酸グラフト重合体の中和物、酢酸ビニル−アクリル酸エステル共重合体のケン化物、アクリル酸部分中和物重合体の架橋物、ポリアクリル酸部分中和物等の吸水性樹脂が挙げられる。これらのうち、供給能力やコストなどの工業的な観点から、アクリル酸部分中和物重合体の架橋物が好ましい。アクリル酸部分中和物重合体の架橋物を合成する方法としては、逆相懸濁重合法、及び水溶液重合法が挙げられる。
アクリル酸部分中和物重合体の架橋物の中和度は、吸水性樹脂の浸透圧を高め、吸水能力を高める観点から、50モル%以上が好ましく、70〜90モル%がさらに好ましい。
吸水シート構成体における吸水性樹脂の(1次吸収層と2次吸収層とを合わせた)含有量は、本発明にかかる吸水シート構成体が吸収性物品に使用された際にも十分な液体吸収性能を得る観点から、吸水シート構成体の1平米あたり100〜1200g(即ち100〜1200g/m2)であり、好ましくは150〜900g/m2であり、より好ましくは200〜700g/m2である。吸水シート構成体としての十分な液体吸収性能を発揮させ、特に液体逆戻り量を抑制する観点から、当該含有量は100g/m2以上であり、ゲルブロッキング現象の発生を抑制し、吸水シート構成体として液体の拡散性能を発揮させ、さらに液体の浸透速度を改善する観点から、当該合計含有量は1200g/m2以下である。
1次吸収層/2次吸収層の樹脂比率(質量比)としては、1次吸収層/2次吸収層=95/5〜25/75の範囲が好ましく、1次吸収層/2次吸収層=90/10〜30/70の範囲がより好ましく、1次吸収層/2次吸収層=80/20〜40/60の範囲がさらに好ましい。2次吸収層の吸収性を十分に発揮する観点から、1次吸収層/2次吸収層は95/5以下の比率であることが好ましく、吸液後におけるドライ感を高め、液体の逆戻りを少なくし、更に2次吸収層の液拡散性を改善する観点から、1次吸収層/2次吸収層は25/75以上の比率であることが好ましい。
本発明の吸水シート構成体の吸収能力は、使用される吸水性樹脂の吸水能力に影響をうける。よって本発明で使用される吸水性樹脂は、吸水シート構成体の各成分の構成等を考慮して、吸水性樹脂の吸収容量(保水能)、吸水速度等の吸水性能が好適な範囲のものを選択することが好ましい。
本明細書において、吸水性樹脂の保水能は生理食塩水保水能として評価される。吸水性樹脂の生理食塩水保水能は、液体をより多く吸収し、かつ吸収時のゲルを強く保ちゲルブロッキング現象を防止する観点から、20g/g以上が好ましく、20〜60g/gがより好ましく、25〜50g/gがさらに好ましい。吸水性樹脂の生理食塩水保水能は、後述の実施例に記載の測定方法により得られる値である。
本明細書において、吸水性樹脂の吸水速度は生理食塩水吸水速度として評価される。1次吸収層に用いられる吸水性樹脂の生理食塩水吸水速度は、25〜80秒が好ましく、より好ましくは30〜75秒であり、35〜70秒がさらに好ましい。本発明の吸水シート構成体の1次吸収層における液の滞留を回避し、浸透速度を速める観点から25秒以上が好ましく、2次吸収層から効率よく水分を吸収し、吸収性物品に使用される際の肌へのドライ感を増す観点から80秒以下が好ましい。吸水性樹脂の生理食塩水吸水速度は、後述の実施例に記載の測定方法により得られる値である。
本明細書において、吸水性樹脂の通液性能は、食塩水流れ誘導性(SFC)として評価される。2次吸収層に用いられる吸水性樹脂のSFCは、吸水性樹脂の液吸収時の状態が膨潤ゲルの状態であっても液の拡散を容易にし、吸水シート構成体の液浸透速度、特に荷重下での液浸透速度を速める観点から、30×10−7cm3・s/g以上であり、30〜300×10−7cm3・s/gが好ましく、40〜200×10−7cm3・s/gがより好ましい。吸水性樹脂の食塩水流れ誘導性(SFC)は、後述の実施例に記載の測定方法により得られる値である。
吸水性樹脂の中位粒子径は、吸水シート構成体における吸水性樹脂の散逸及び吸水時のゲルブロッキング現象を防止するとともに、吸水シート構成体のゴツゴツする感触を低減して、触感を改善する観点から、100〜600μmが好ましく、150〜550μmがより好ましく、200〜500μmがさらに好ましい。吸水性樹脂の中位粒子径は、後述の実施例に記載の測定方法により得られる値である。
本発明にかかる吸水シート構成体に用いられる接着剤としては、例えば、天然ゴム系、ブチルゴム系、ポリイソプレン等のゴム系接着剤;スチレン−イソプレンブロック共重合体(SIS)、スチレン−ブタジエンブロック共重合体(SBS)、スチレン−イソブチレンブロック共重合体(SIBS)、スチレン−エチレン−ブチレン−スチレンブロック共重合体(SEBS)等のスチレン系エラストマー接着剤;エチレン−酢酸ビニル共重合体(EVA)接着剤;エチレン−アクリル酸エチル共重合体(EEA)、エチレン−アクリル酸ブチル共重合体(EBA)等のエチレン−アクリル酸誘導体共重合系接着剤;エチレン−アクリル酸共重合体(EAA)接着剤;共重合ナイロン、ダイマー酸ベースポリアミド等のポリアミド系接着剤;ポリエチレン、ポリプロピレン、アタクチックポリプロピレン、共重合ポリオレフィン等のポリオレフィン系接着剤;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、共重合ポリエステル等のポリエステル系接着剤等、及びアクリル系接着剤が挙げられる。本発明においては、接着力が強く、吸水シート構成体における不織布の剥離や吸水性樹脂の散逸を防ぐことができるという観点から、エチレン−酢酸ビニル共重合体接着剤、スチレン系エラストマー接着剤、ポリオレフィン系接着剤およびポリエステル系接着剤が好ましい。これらの接着剤は、単独で使用してもよく、2種以上を組み合わせて使用してもよい。
熱溶融型の接着剤を使用する場合、接着剤の溶融温度又は軟化点は、吸水性樹脂を不織布に十分に固定するとともに、不織布の熱劣化や変形を防止する観点から、好ましくは50〜180℃であり、より好ましくは70〜150℃である。
吸水シート構成体における接着剤の含有割合は、吸水性樹脂の含有量(質量基準)に対して、0.05〜2.0倍の範囲であり、好ましくは0.08〜1.5倍の範囲であり、より好ましくは0.1〜1.0倍の範囲である。十分な接着によって不織布の剥離や吸水性樹脂の散逸を防止し、吸水シート構成体の形態保持性を高める観点から、接着剤の含有割合は0.05倍以上であり、接着が強くなり過ぎることによる吸水性樹脂の膨潤阻害を回避し、吸水シート構成体の液体浸透速度や液漏れを改善する観点から、接着剤の含有割合は2.0倍以下である。
本発明に用いられる不織布としては、当該技術分野で公知の不織布であれば特に限定されないが、液体浸透性、柔軟性及び吸水シート構成体とした際の強度の観点から、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン繊維、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)等のポリエステル繊維、ナイロン等のポリアミド繊維、レーヨン繊維、その他の合成繊維製からなる不織布や、綿、絹、麻、パルプ(セルロース)繊維等が混合されて製造された不織布等が挙げられる。これらの不織布のなかでも、吸水シート構成体の強度を高める等の観点から、合成繊維の不織布が好ましく用いられ、とりわけレーヨン繊維、ポリオレフィン繊維、ポリエステル繊維からなる不織布であることが好ましい。これらの不織布は、前記繊維の単独の不織布でもよく、2種以上の繊維を組み合わせた不織布でもよい。
より詳細には、吸水シート構成体の形態保持性を高め、吸水性樹脂の目抜けによる脱落を防止する観点から、ポリオレフィン繊維、ポリエステル繊維及びそれらの混合体からなる群より選択される繊維より製造されるスパンボンド不織布がより好ましく、また、吸水シート構成体を形成した際の液体吸収性能、柔軟性をより高める観点から、レーヨン繊維を主成分とするスパンレース不織布やポリオレフィン繊維のエアスルー不織布も、本発明に用いられる不織布として、より好ましい。前記スパンボンド不織布のなかでも、ポリオレフィン繊維の多層構造である、スパンボンド−メルトブローン−スパンボンド(SMS)不織布、及びスパンボンド−メルトブローン−メルトブローン−スパンボンド(SMMS)不織布がより好ましく用いられ、とりわけポリプロピレン繊維を主成分とするSMS不織布、SMMS不織布が好ましく用いられる。一方、前記スパンレース不織布としては、主成分のレーヨン繊維にポリオレフィン繊維及び/又はポリエステル繊維を適宜配合したものが好ましく使用され、なかでもレーヨン−PET不織布、レーヨン−PET−PE不織布が好ましく用いられる。前記不織布には、吸水シート構成体の厚みを増大させない程度に少量のパルプ繊維が含まれていてもよい。
前記不織布は、その親水性が低すぎると、吸水シート構成体の液体吸収性能が悪化する一方、必要以上に高くても液体吸収性能はそれに見合うほど向上しないため、適度な親水性を有していることが望ましい。その観点から、後述される「不織布の親水度」の測定方法に従って測定した時の親水度が、5〜200のものが好ましく用いられ、8〜150のものがより好ましく、10〜100のものがさらに好ましく、12〜80のものがよりさらに好ましい。このような親水性を有する不織布は、特に限定されないが、前記した不織布のうち、レーヨン繊維のように素材自身が適度な親水度を示すものを用いたものでもよいし、ポリオレフィン繊維、ポリエステル繊維のような疎水性の化学繊維に、公知の方法で親水化処理し、適度な親水度を付与したものを用いたものであってもよい。親水化処理の方法としては、例えば、スパンボンド不織布において、疎水性の化学繊維に親水化剤を混合したものをスパンボンド法にて不織布を得る方法、疎水性化学繊維でスパンボンド不織布を作製する際に親水化剤を同伴させる方法、又は疎水性化学繊維でスパンボンド不織布を得た後に親水化剤を含浸させる方法等が挙げられる。親水化剤としては、脂肪族スルホン酸塩、高級アルコール硫酸エステル塩等のアニオン系界面活性剤、第4級アンモニウム塩等のカチオン系界面活性剤、ポリエチレングリコール脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル等のノニオン系界面活性剤、ポリオキシアルキレン変性シリコーン等のシリコーン系界面活性剤、及びポリエステル系、ポリアミド系、アクリル系、ウレタン系の樹脂からなるステイン・リリース剤等が用いられる。
吸収層を挟持する不織布は、吸水シート構成体の液体吸収性能をより高める観点から、親水性であることが好ましいが、とりわけ、液漏れを防止する観点から、吸収層の下方に用いられる不織布の親水性は、上方に用いられる不織布の親水性と同等又は高い方がより好ましい。本明細書における吸収層の上方とは、得られる吸水シート構成体を用いて吸収性物品を作製した時に、吸収対象の液体が供給される側をいい、吸収層の下方とは、その反対側をいう。
不織布は、本発明にかかる吸水シート構成体に、良好な液体浸透性、柔軟性、強度やクッション性を付与すること、及び吸水シート構成体の液体浸透速度を速める観点から、適度に嵩高く、目付量が大きい不織布が好ましい。その目付量は、好ましくは5〜300g/m2であり、より好ましくは8〜200g/m2であり、さらに好ましくは10〜100g/m2であり、よりさらに好ましくは11〜50g/m2である。また、不織布の厚さとしては、20〜800μmの範囲が好ましく、50〜600μmの範囲がより好ましく、80〜450μmの範囲がさらに好ましい。不織布の厚みの測定方法としては、後述の吸水シート構成体の乾燥状態の厚みの測定方法を採用することができる。
本発明においては、前記吸水シート構成体の吸収層の全面又は一部を、繊維基質を用いて、垂直方向(吸水シート構成体の厚み方向)に、上方の1次吸収層と下方の2次吸収層に分割した構造とすることが一つの特徴である。ここで使用する繊維基質は、吸水シート構成体に供給された液体の拡散を助け、また吸水性樹脂が液を吸収するまでの一時的な保水効果が期待される。
前記繊維基質の素材を選定する際、液体の拡散が過剰となる繊維を選択すると、2次吸収層を有効に使えず、液漏れが生じるおそれがある。また、液体の透水が過剰となる繊維を選択すると、1次吸収層を有効に使えず、2次吸収層に液体が急速に分配され、ゲルブロッキングが発生するおそれがある。また保水効果が高すぎる場合、吸水性樹脂による吸収が阻害され、吸水シート構成体の液体逆戻り量の性能が悪化する。前記液体の拡散、透水等の観点から、後述の「不織布の親水度」の測定方法に従って測定した時の親水度が、8〜100のものが好ましく、10〜80のものがより好ましく、12〜60のものがさらに好ましい。かかる繊維基質の好ましい具体例としては、衛生用紙、セルロース含有合成繊維不織布、レーヨン含有合成繊維不織布及び親水化処理された合成繊維不織布等が挙げられる。
前記衛生用紙としては、例えば、ティッシュペーパー、吸水紙、タオル用紙等が挙げられる。前記セルロース含有合成繊維不織布としては、例えば、パルプ/PET/ポリエチレン(PE)、パルプ/PET/ポリプロピレン(PP)、パルプ/PE/PPからなるエアレイド不織布等が挙げられる。前記レーヨン含有合成繊維不織布としては、例えば、レーヨン/PET、レーヨン/PE、レーヨン/PET/PEからなるスパンレース不織布等が挙げられる。前記親水化処理された合成繊維不織布としては、例えば、PE、PP、PE/PPからなるポリオレフィンのエアスルー不織布やスパンボンド不織布に、脂肪酸エステル型ノニオン界面活性剤、ポリグリセリン脂肪酸エステル等の親水性界面活性剤を塗布した不織布等が挙げられる。これらの繊維基質のなかでも、繊維基質の強度や得られる吸水シート構成体の各種性能面(液体逆戻りや形態保持性等)の観点から、レーヨン含有合成繊維不織布、親水化処理された合成繊維不織布が好適に用いられ、親水化処理された合成繊維不織布がより好適に用いられる。なお、これらの繊維基質は、単独の繊維を用いた不織布でもよく、2種以上の繊維を組み合わせた不織布でもよい。
前記繊維基質の厚みとしては、好ましくは80μm以上が好ましく、より好ましくは100〜2000μmであり、さらに好ましくは150〜1000μmである。また、繊維基質の目付量としては、好ましくは10g/m2以上であり、より好ましくは12〜200g/m2である。吸水シート構成体を薄くする観点から、繊維基質の厚みは2000μm以下、繊維基質の目付量は200g/m2以下とすることが好ましく、一方、吸水シート構成体の製造時および使用時における、引っ張りやヨレに対する十分な強度を確保する観点、荷重下における吸水シート構成体の各種性能を良くする観点から、繊維基質の厚みは80μm以上、繊維基質の目付量は10g/m2以上とすることが好ましい。繊維基質の厚みの測定方法としては、後述の吸水シート構成体の乾燥状態の厚みの測定方法を採用することができる。
本発明にかかる吸水シート構成体は、例えば、以下のような方法で製造することができる。
(a)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、繊維基質を重ねて、接着剤の溶融温度付近で加熱圧着して中間物を得る。この中間物に前記同様に混合粉末を散布し、不織布を重ねて、加熱圧着する。
(b)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、繊維基質を重ねた後、再度、混合粉末を散布し、不織布を重ねたものを一括して加熱圧着する。
(c)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、加熱炉を通過させて粉末が散逸しない程度に固定する。繊維基質を重ねた後、再度、混合粉末を散布し、不織布を重ねたものを一括して加熱圧着する。
(d)不織布の上に、接着剤を溶融塗布した直後、吸水性樹脂を均一に散布して層を形成させ、さらに、上部から接着剤を溶融塗布して繊維基質を重ねて中間物を得る。この中間物に前記同様に、接着剤を溶融塗布した直後、吸水性樹脂を均一に散布して層を形成させ、さらに、上部から接着剤を溶融塗布して不織布を重ねたものを一括して加熱圧着する。
なお、(a)〜(d)に例示された方法の中から、1次吸収層と2次吸収層の接着方法を別個に選択し、組み合わせて製造することもできる。吸水シート構成体の触感の改善及び形態保持性の向上を目的として、吸水シート構成体の製造における加熱圧着時や吸水シート構成体の製造後に、エンボス加工を施してもよい。
また、本発明にかかる吸水シート構成体は、消臭剤、抗菌剤やゲル安定剤等の添加剤が適宜配合されていてもよい。
本発明にかかる吸水シート構成体は、薄型化が可能である点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の厚みは、乾燥状態で、好ましくは4mm以下であり、より好ましくは3mm以下であり、さらに好ましくは1.0〜2.5mmである。乾燥状態とは、吸水シート構成体が液体を吸収する前の状態のことをいう。本明細書において、吸水シート構成体の乾燥状態の厚みは、後述の実施例に記載の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、荷重下における液体浸透速度が速い点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の荷重下液体浸透速度は、好ましくは700秒以下であり、より好ましくは600秒以下である。本明細書において、吸水シート構成体の荷重下液体浸透速度は、後述の実施例に記載の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、液体逆戻り量が少ない点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の液体逆戻り量は、好ましくは20g以下であり、より好ましくは18g以下である。本明細書において、吸水シート構成体の液体逆戻り量は、後述の実施例に記載の測定方法により得られる値である。
本発明にかかる吸水シート構成体としては、乾燥状態の厚み、荷重下液体浸透速度及び液体逆戻り量が所定の特性を有するものが好ましい。
さらに、本発明にかかる吸水シート構成体は、天然由来の素材の使用量が極めて少ないため、前記した厚み、浸透速度、液体逆戻り量において高性能でありながら、環境への配慮もなされたものである。天然素材の使用比率は、好ましくは30質量%以下であり、より好ましくは20質量%以下であり、さらに好ましくは15質量%以下である。天然素材の使用比率は、吸水シート構成体の各構成成分に微量ながら含まれるパルプ、綿、麻、絹等の合計含有量を、吸水シート構成体の質量にて除することで算出される。
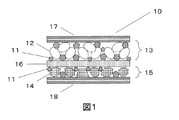
次に、本発明にかかる吸水シート構成体の構造について、図1を参照して説明する。ここで、図1は、本発明にかかる吸水シート構成体の構造を模式的に示す拡大断面図である。
図1に示される吸水シート構成体10は、吸水性樹脂12と接着剤11を含有してなる1次吸収層13と、吸水性樹脂14と接着剤11を含有してなる2次吸収層15とを有している。ここで1次吸収層とは、当該吸水シート構成体を用いて吸収性物品を作製した時に、吸収対象の液体が供給される側をいい、2次吸収層とは、繊維基質16を挟んだ1次吸収層の反対側をいう。
そして、1次吸収層13と2次吸収層15とは、繊維基質16とにより分割されており、吸水シート構成体10は、1次吸収層13と、2次吸収層15と、繊維基質16、並びに当該1次吸収層13及び当該2次吸収層15のそれぞれの外面に位置する不織布17及び18からなる表裏2層とからなる5層構造であり、かかる吸収層が不織布17および18により、当該吸収層の上方及び下方から挟持された構造である。
また、図2に示される吸水シート構成体も、本発明にかかる吸水シート構成体の別の形態の例示である。図2においては、接着剤19を不織布17等に溶融塗布した例である。
本発明にかかる吸水シート構成体を液体透過性シート及び液体不透過性シートで挟持することにより、本発明にかかる吸収性物品を得ることができる。前記液体透過性シート及び液体不透過性シートとしては、吸収性物品の技術分野で公知のものを、特に制限なく用いることができる。また、かかる吸収性物品は、公知の方法によって製造することができる。
前記吸収性物品としては、例えば、紙おむつ、失禁パッド、生理用ナプキン、ペットシート、食品用ドリップシート、電力ケーブルの止水剤等が挙げられる。
以下に、本発明を実施例に基づいてさらに詳細に説明するが、本発明は、かかる実施例のみに限定されるものではない。
吸水性樹脂及び吸水シート構成体の性能は、以下の方法により測定した。
<吸水性樹脂の生理食塩水保水能>
吸水性樹脂2.0gを、綿袋(メンブロード60番、横100mm×縦200mm)中に計り取り、500mL容のビーカーに入れた。綿袋に生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)500gを一度に注ぎ込み、吸水性樹脂のママコが発生しないように生理食塩水を分散させた。綿袋の上部を輪ゴムで縛り、60分間放置して、吸水性樹脂を十分に膨潤させた。遠心力が167Gとなるよう設定した脱水機(国産遠心機株式会社製、品番:H−122)を用いて綿袋を1分間脱水し、脱水後の膨潤ゲルを含んだ綿袋の質量Wa(g)を測定した。吸水性樹脂を用いずに同様の操作を行い、綿袋の湿潤時空質量Wb(g)を測定し、次式により吸水性樹脂の生理食塩水保水能を求めた。
吸水性樹脂2.0gを、綿袋(メンブロード60番、横100mm×縦200mm)中に計り取り、500mL容のビーカーに入れた。綿袋に生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)500gを一度に注ぎ込み、吸水性樹脂のママコが発生しないように生理食塩水を分散させた。綿袋の上部を輪ゴムで縛り、60分間放置して、吸水性樹脂を十分に膨潤させた。遠心力が167Gとなるよう設定した脱水機(国産遠心機株式会社製、品番:H−122)を用いて綿袋を1分間脱水し、脱水後の膨潤ゲルを含んだ綿袋の質量Wa(g)を測定した。吸水性樹脂を用いずに同様の操作を行い、綿袋の湿潤時空質量Wb(g)を測定し、次式により吸水性樹脂の生理食塩水保水能を求めた。
吸水性樹脂の生理食塩水保水能(g/g)=[Wa−Wb](g)/吸水性樹脂の質量(g)
<吸水性樹脂の生理食塩水吸水速度>
本試験は、25℃±1℃に調節された室内で行った。100mL容のビーカーに、生理食塩水50±0.1gを量りとり、マグネチックスターラーバー(8mmφ×30mmのリング無し)を投入し、ビーカーを恒温水槽に浸漬して、液温を25±0.2℃に調節した。次に、マグネチックスターラー上にビーカーを置いて、回転数600r/minとして、生理食塩水に渦を発生させた後、吸水性樹脂2.0±0.002gを、前記ビーカーに素早く添加し、ストップウォッチを用いて、吸水性樹脂の添加後から液面の渦が収束する時点までの時間(秒)を測定し、吸水性樹脂の吸水速度とした。
本試験は、25℃±1℃に調節された室内で行った。100mL容のビーカーに、生理食塩水50±0.1gを量りとり、マグネチックスターラーバー(8mmφ×30mmのリング無し)を投入し、ビーカーを恒温水槽に浸漬して、液温を25±0.2℃に調節した。次に、マグネチックスターラー上にビーカーを置いて、回転数600r/minとして、生理食塩水に渦を発生させた後、吸水性樹脂2.0±0.002gを、前記ビーカーに素早く添加し、ストップウォッチを用いて、吸水性樹脂の添加後から液面の渦が収束する時点までの時間(秒)を測定し、吸水性樹脂の吸水速度とした。
<吸水性樹脂の食塩水流れ伝導度(SFC)>
(a)合成尿の調製
1L容の容器に、塩化カリウム2.0g、無水硫酸ナトリウム2.0g、塩化カルシウム二水和物0.25g、塩化マグネシウム六水和物0.50g、リン酸二水素アンモニウム0.85g、リン酸一水素アンモニウム0.15g及び適量の蒸留水を入れ、完全に溶解した。更に蒸留水を追加して、水溶液全体の体積を1Lに調整した。
(a)合成尿の調製
1L容の容器に、塩化カリウム2.0g、無水硫酸ナトリウム2.0g、塩化カルシウム二水和物0.25g、塩化マグネシウム六水和物0.50g、リン酸二水素アンモニウム0.85g、リン酸一水素アンモニウム0.15g及び適量の蒸留水を入れ、完全に溶解した。更に蒸留水を追加して、水溶液全体の体積を1Lに調整した。
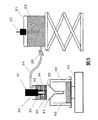
(b)測定装置の設置
測定装置として、図3に機略構成を示したものを用いた。装置としては、タンク21には、静圧調整用ガラス管22が具備されており、ガラス管22の下端は、0.69質量%塩化ナトリウム水溶液23をシリンダー32内の液面の高さが膨潤ゲル35の底部から5cm上の高さに維持できるように配置した。タンク21中の0.69質量%塩化ナトリウム水溶液23は、コック付L字管24を通じてシリンダー32へ供給された。シリンダー32の下には、通過した液を捕集する容器43が配置されており、捕集容器43は上皿天秤44の上に配置されていた。シリンダー32の内径は6cmであり、下部の底面にはNo.400ステンレス製金網(目開き38μm)36が設置されていた。ピストン型重り31の下部には液が通過するのに十分な穴33があり、底部には吸水性樹脂あるいはそれらの膨潤ゲルが、穴33へ入り込まないように透過性の良いガラスフィルター34が取り付けてあった。
測定装置として、図3に機略構成を示したものを用いた。装置としては、タンク21には、静圧調整用ガラス管22が具備されており、ガラス管22の下端は、0.69質量%塩化ナトリウム水溶液23をシリンダー32内の液面の高さが膨潤ゲル35の底部から5cm上の高さに維持できるように配置した。タンク21中の0.69質量%塩化ナトリウム水溶液23は、コック付L字管24を通じてシリンダー32へ供給された。シリンダー32の下には、通過した液を捕集する容器43が配置されており、捕集容器43は上皿天秤44の上に配置されていた。シリンダー32の内径は6cmであり、下部の底面にはNo.400ステンレス製金網(目開き38μm)36が設置されていた。ピストン型重り31の下部には液が通過するのに十分な穴33があり、底部には吸水性樹脂あるいはそれらの膨潤ゲルが、穴33へ入り込まないように透過性の良いガラスフィルター34が取り付けてあった。
(c)食塩水流れ伝導度(SFC)の測定
円筒状容器30に均一に入れた吸水性樹脂(0.90g)を、上記合成尿中で2.07kPaの荷重下、60分間膨潤させ、膨潤ゲル35のゲル層の高さを記録し、次に2.07kPaの荷重下、0.69質量%塩化ナトリウム水溶液23を、一定の静水圧でタンク21から膨潤したゲル層に供給した。このSFC試験は室温(20〜25℃)で行った。コンピューターと天秤を用い、時間の関数として20秒間隔でゲル層を通過する液体量を10分間記録した。膨潤ゲル35(の主に粒子間)を通過する流速Fs(t)は、ゲル層を通過する液体量の増加質量(g)を増加時間(s)で割ることによりg/sの単位で決定した。一定の静水圧と安定した流速が得られた時間をtsとし、tsと10分間の間に得たデータだけを流速計算に使用して、tsと10分間の間に得た流速を使用してFs(t=0)の値、つまりゲル層を通る最初の流速を計算した。Fs(t=0)はFs(t)対時間の最小2乗法の結果をt=0に外挿することにより計算した。
円筒状容器30に均一に入れた吸水性樹脂(0.90g)を、上記合成尿中で2.07kPaの荷重下、60分間膨潤させ、膨潤ゲル35のゲル層の高さを記録し、次に2.07kPaの荷重下、0.69質量%塩化ナトリウム水溶液23を、一定の静水圧でタンク21から膨潤したゲル層に供給した。このSFC試験は室温(20〜25℃)で行った。コンピューターと天秤を用い、時間の関数として20秒間隔でゲル層を通過する液体量を10分間記録した。膨潤ゲル35(の主に粒子間)を通過する流速Fs(t)は、ゲル層を通過する液体量の増加質量(g)を増加時間(s)で割ることによりg/sの単位で決定した。一定の静水圧と安定した流速が得られた時間をtsとし、tsと10分間の間に得たデータだけを流速計算に使用して、tsと10分間の間に得た流速を使用してFs(t=0)の値、つまりゲル層を通る最初の流速を計算した。Fs(t=0)はFs(t)対時間の最小2乗法の結果をt=0に外挿することにより計算した。
SFC
=(Fs(t=0)×L0)/(ρ×A×ΔP)
=(Fs(t=0)×L0)/139506
ここで、
Fs(t=0):g/sで表した流速
L0:cmで表したゲル層の最初の高さ
ρ:0.69質量%塩化ナトリウム水溶液の密度=1.003g/cm3
A:シリンダー32中のゲル層上側の面積=28.27cm2
ΔP:ゲル層にかかる静水圧=4920dyne/cm2
SFCの単位は、「×10−7cm3・s/g」である。
=(Fs(t=0)×L0)/(ρ×A×ΔP)
=(Fs(t=0)×L0)/139506
ここで、
Fs(t=0):g/sで表した流速
L0:cmで表したゲル層の最初の高さ
ρ:0.69質量%塩化ナトリウム水溶液の密度=1.003g/cm3
A:シリンダー32中のゲル層上側の面積=28.27cm2
ΔP:ゲル層にかかる静水圧=4920dyne/cm2
SFCの単位は、「×10−7cm3・s/g」である。
<吸水性樹脂の中位粒子径>
別に規定のない限り、吸水性樹脂の粒径を中位粒子径として規定し、次のようにして測定した。吸水性樹脂50gに、滑剤として、0.25gの非晶質シリカ(デグサジャパン(株)、Siperant 200)を混合した。
別に規定のない限り、吸水性樹脂の粒径を中位粒子径として規定し、次のようにして測定した。吸水性樹脂50gに、滑剤として、0.25gの非晶質シリカ(デグサジャパン(株)、Siperant 200)を混合した。
前記吸水性樹脂を、JIS標準篩の目開き250μmの篩を用いて通過させ、その50質量%以上が通過する場合には(A)の篩の組み合わせを、その50質量%以上が篩上に残る場合には(B)の篩の組み合わせを用いて中位粒子径を測定した。
(A)JIS標準篩を上から、目開き425μmの篩、目開き250μmの篩、目開き180μmの篩、目開き150μmの篩、目開き106μmの篩、目開き75μmの篩、目開き45μmの篩及び受け皿の順に組み合わせた。
(B)JIS標準篩を上から、目開き850μmの篩、目開き600μmの篩、目開き500μmの篩、目開き425μmの篩、目開き300μmの篩、目開き250μmの篩、目開き150μmの篩及び受け皿の順に組み合わせた。
組み合わせた最上の篩に、前記吸水性樹脂を入れ、ロータップ式振とう器を用いて20分間振とうさせて分級した。
分級後、各篩上に残った吸水性樹脂の質量を全量に対する質量百分率として計算し、粒子径の大きい方から順に積算することにより、篩の目開きと篩上に残った吸水性樹脂の質量百分率の積算値との関係を対数確率紙にプロットした。確率紙上のプロットを直線で結ぶことにより、積算質量百分率50質量%に相当する粒子径を中位粒子径とした。
<不織布の親水度>
本明細書において、不織布の親水度は、紙パルプ試験方法No.68(2000)に記載の「はっ水性試験方法」に記載の装置を用いて測定した。
本明細書において、不織布の親水度は、紙パルプ試験方法No.68(2000)に記載の「はっ水性試験方法」に記載の装置を用いて測定した。
すなわち、45度の傾斜をもつ試験片取り付け装置に、幅×長さが10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した試験片を取り付けた。ビュレットのコック開口部を30秒あたり10gの蒸留水を供給するように調整したビュレットを一旦乾燥させ、傾斜を持つ装置に取り付けた試験片の最上部から垂直方向に5mm上の部分にビュレットの先端が配置するように固定した。ビュレット上部から蒸留水約60gを仕込み、ビュレット先端から不織布試験片に液体が滴下され始めてから、試験片が液体を保持しきれずに下部から液体がもれ出るまでの時間(秒)を測定し、不織布の親水度とした。数値が大きいほど親水度が高いと判断される。
通常、不織布の素材自身が親水性を有するか、親水化処理を施した不織布では、親水度の数値は5以上となる一方、親水性の低い素材の不織布では、表面近傍で液体が走り、より早く下部から液体がもれ出る傾向がある。
<吸水シート構成体の厚みの測定>
得られた吸水シート構成体の厚みは、厚み測定器(株式会社尾崎製作所製、型番:J−B)を用いて測定した。測定箇所として、長手方向に左端、中央、右端の3箇所を任意に決め、例えば19×51cmの場合、左から5cmを左端、25.5cmを中央、45cmを右端とした。幅方向は均等な中央部を測定した。
得られた吸水シート構成体の厚みは、厚み測定器(株式会社尾崎製作所製、型番:J−B)を用いて測定した。測定箇所として、長手方向に左端、中央、右端の3箇所を任意に決め、例えば19×51cmの場合、左から5cmを左端、25.5cmを中央、45cmを右端とした。幅方向は均等な中央部を測定した。
厚みの測定値は各箇所で3回測定して平均した。さらに、左端、中央、右端の値を平均して、吸水シート構成体全体の厚みとした。
<吸水シート構成体の強度>
吸水シート構成体の強度は以下の方法によって評価した。
得られた吸水シート構成体を10×10cmの大きさにカットした。次いで2枚の10×10cmアクリル板(質量約60g)の各片面の全面に両面テープを貼り付けた。図4に示すように、アクリル板51、52の対角線が45度を成すように、かつ両面テープが吸水シート構成体53側を向くように上下から挟みこんで、動かないよう圧着した。
吸水シート構成体の強度は以下の方法によって評価した。
得られた吸水シート構成体を10×10cmの大きさにカットした。次いで2枚の10×10cmアクリル板(質量約60g)の各片面の全面に両面テープを貼り付けた。図4に示すように、アクリル板51、52の対角線が45度を成すように、かつ両面テープが吸水シート構成体53側を向くように上下から挟みこんで、動かないよう圧着した。
このように調製された吸水シート構成体の強度テストピースを、前記<吸水性樹脂の中位粒子径>の項で用いた、篩の金属製受け皿の中に入れて蓋をした後、ロータップ振とう機で3分間回転タッピングした(この時、受け皿とタッピング機の間に、スペーサーとしてのメッシュ篩が何層かあっても良い)。タッピング後の外観に基づいて、以下の基準によって吸水シート構成体の強度を評価した。
A:外観に変化無く、アクリル板をずらそうとしても容易には動かなかった。
B:外観に変化無いが、アクリル板をずらすと、吸水シート構成体中央から剥がれた。
C:吸水シート構成体は中央から2つに分裂し、内容物が散乱していた。
B:外観に変化無いが、アクリル板をずらすと、吸水シート構成体中央から剥がれた。
C:吸水シート構成体は中央から2つに分裂し、内容物が散乱していた。
得られた吸水シート構成体を用いて、簡易的な吸収性物品を作製し、物性を測定した。この時の作製条件は、実施例及び比較例における全ての吸水シート構成体について、同じ条件となるように設定した。
<吸水シート構成体の荷重下浸透速度及び液体逆戻り量の評価>
吸水シート構成体を19×51cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
吸水シート構成体を19×51cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
10L容の容器に、塩化ナトリウム60g、塩化カルシウム二水和物1.8g、塩化マグネシウム六水和物3.6g及び適量の蒸留水を入れ、完全に溶解させた。次に、1質量%ポリ(オキシエチレン)イソオクチルフェニルエーテル水溶液15gを添加し、さらに蒸留水を添加して、水溶液全体の質量を6000gに調整した後、少量の青色1号で着色して、試験液を調製した。
サンプル(吸水シート構成体)の上部に、サンプルと同じ大きさ(19×51cm)、目付量22g/m2のポリエチレン製エアスルー型多孔質液体透過性シートを載せた。また、サンプルの下にこのシートと同じ大きさ、目付量のポリエチレン製液体不透過性シートを置き、簡易的な吸収性物品を作製した。この吸収性物品の中心付近に、中央に内径4.3cm、高さ12cmの円筒を持つ11×24cmのアクリル板を置き、さらにアクリル板上には重りを載せ、総計3120gの荷重がサンプルにかかる状態とした。円筒に、150mLの試験液を一度に投入するとともに、ストップウォッチを用いて、試験液が完全に吸収性物品に浸透するまでの時間を測定し、1回目の浸透速度(秒)とした。次いで15分後にも同様の操作を行い、2回目の浸透速度(秒)を測定した。1回目と2回目の秒数の合計を荷重下浸透速度とした。
1回目の試験液投入開始から30分後にアクリル板を取り除き、吸収性物品上の液投入位置付近に、あらかじめ質量(Wc(g)、約70g)を測定しておいた10cm四方の濾紙(約80枚)を置き、その上に10cm×10cmの5kgの重りを載せた。5分間の荷重後、濾紙の質量(Wd(g))を測定し、増加した質量を液体逆戻り量(g)とした。
液体逆戻り量(g)=Wd−Wc
液体逆戻り量(g)=Wd−Wc
(製造例1)
攪拌機、攪拌翼、還流冷却器、滴下ロート及び窒素ガス導入管を備えた内容積2リットルの5つ口円筒型丸底フラスコに、80質量%アクリル酸水溶液270.2gを入れ、冷却しながら20質量%水酸化ナトリウム水溶液420.0gを滴下して、アクリル酸の70モル%を中和し、38質量%アクリル酸部分中和塩水溶液を調整した。得られたアクリル酸部分中和塩水溶液に、ポリエチレングリコールジアクリレート(平均重合度=9)1.5gを溶解させ、系内を窒素ガスで置換した。この水溶液に、10質量%過硫酸ナトリウム水溶液3.6g、0.1質量%L−アスコルビン酸水溶液3.0gを攪拌しながら添加し、50℃の水浴にて保持して1時間重合反応を行った。
攪拌機、攪拌翼、還流冷却器、滴下ロート及び窒素ガス導入管を備えた内容積2リットルの5つ口円筒型丸底フラスコに、80質量%アクリル酸水溶液270.2gを入れ、冷却しながら20質量%水酸化ナトリウム水溶液420.0gを滴下して、アクリル酸の70モル%を中和し、38質量%アクリル酸部分中和塩水溶液を調整した。得られたアクリル酸部分中和塩水溶液に、ポリエチレングリコールジアクリレート(平均重合度=9)1.5gを溶解させ、系内を窒素ガスで置換した。この水溶液に、10質量%過硫酸ナトリウム水溶液3.6g、0.1質量%L−アスコルビン酸水溶液3.0gを攪拌しながら添加し、50℃の水浴にて保持して1時間重合反応を行った。
得られた重合反応物を、SUS製ミートチョッパーで粗粉砕した後、140℃の熱風乾燥機で1時間乾燥させた。次いで、この乾燥物をロータスピードミルで粉砕し、目開き850μmのJIS標準篩で分級し、850μm以下の粒子を吸水性樹脂の前駆体として得た。
得られた吸水性樹脂の前駆体の全量を、攪拌機、攪拌翼、冷却器及びガス導入管を備えた内容積2リットルのフラスコ内に入れた。一方、吸水性樹脂の前駆体100質量部に対して炭酸エチレン0.7質量部、純水2.2質量部及び硫酸アルミニウム十八水和物0.8質量部からなる混合液を、吸水性樹脂の前駆体に攪拌しながら噴霧にて添加し、180℃の油浴にて30分間加熱処理をした。さらに得られた粒子を目開き850μmのJIS標準篩を通過するまで解砕し、吸水性樹脂Aを266.3g得た。吸水性樹脂Aの生理食塩水保水能は27g/g、生理食塩水吸水速度は31秒、食塩水流れ伝導度(SFC)は120×10−7cm3・s/g、中位粒子径は450μmであった。
(製造例2)
製造例2において、製造例1と同様の重合反応を行い、重合反応物が得られた。
製造例2において、製造例1と同様の重合反応を行い、重合反応物が得られた。
得られた重合反応物を、SUS製ミートチョッパーで粗粉砕した後、140℃の熱風乾燥機で1時間乾燥させた。次いで、この乾燥物をロータスピードミルで粉砕し、目開き600μmのJIS標準篩で分級し、600μm以下の粒子を吸水性樹脂の前駆体として得た。
得られた吸水性樹脂の前駆体の全量を、攪拌機、攪拌翼、冷却器及びガス導入管を備えた内容積2リットルのフラスコ内に入れた。一方、吸水性樹脂の前駆体100質量部に対して1,4−ブタンジオール0.3質量部、プロピレングリコール0.5質量部及び純水2.7質量部からなる混合液を、吸水性樹脂の前駆体に攪拌しながら噴霧にて添加し、180℃の油浴にて30分間加熱処理をした。さらに得られた粒子を目開き600μmのJIS標準篩を通過するまで解砕し、吸水性樹脂Bを266.9g得た。吸水性樹脂Bの生理食塩水保水能は25g/g、生理食塩水吸水速度は27秒、食塩水流れ伝導度(SFC)は51×10−7cm3・s/g、中位粒子径は380μmであった。
(製造例3)
攪拌機、攪拌翼、還流冷却器、滴下ロート及び窒素ガス導入管を備えた内容積2リットルの5つ口円筒型丸底フラスコに、80質量%アクリル酸水溶液270.2gを入れ、冷却しながら21質量%水酸化ナトリウム水溶液428.6gを滴下して、アクリル酸の75モル%を中和し、38質量%アクリル酸部分中和塩水溶液を調整した。得られたアクリル酸部分中和塩水溶液に、ポリエチレングリコールジアクリレート(平均重合度=9)0.9gを溶解させ、系内を窒素ガスで置換した。この水溶液に、10質量%過硫酸ナトリウム水溶液4.2g、0.5質量%L−アスコルビン酸水溶液3.0gを攪拌しながら添加し、50℃の水浴にて保持して1時間重合反応を行った。
攪拌機、攪拌翼、還流冷却器、滴下ロート及び窒素ガス導入管を備えた内容積2リットルの5つ口円筒型丸底フラスコに、80質量%アクリル酸水溶液270.2gを入れ、冷却しながら21質量%水酸化ナトリウム水溶液428.6gを滴下して、アクリル酸の75モル%を中和し、38質量%アクリル酸部分中和塩水溶液を調整した。得られたアクリル酸部分中和塩水溶液に、ポリエチレングリコールジアクリレート(平均重合度=9)0.9gを溶解させ、系内を窒素ガスで置換した。この水溶液に、10質量%過硫酸ナトリウム水溶液4.2g、0.5質量%L−アスコルビン酸水溶液3.0gを攪拌しながら添加し、50℃の水浴にて保持して1時間重合反応を行った。
得られた重合反応物を、SUS製ミートチョッパーで粗粉砕した後、140℃の熱風乾燥機で1時間乾燥させた。次いで、この乾燥物をロータスピードミルで粉砕し、目開き850μmのJIS標準篩で分級し、850μm以下の粒子を吸水性樹脂の前駆体として得た。
得られた吸水性樹脂の前駆体の全量を、攪拌機、攪拌翼、冷却器及びガス導入管を備えた内容積2リットルのフラスコ内に入れた。一方、吸水性樹脂の前駆体100質量部に対して1,4−ブタンジオール0.3質量部、プロピレングリコール0.5質量部及び純水2.7質量部からなる混合液を、吸水性樹脂の前駆体に攪拌しながら噴霧にて添加し、180℃の油浴にて40分間加熱処理をした。さらに得られた粒子を目開き850μmのJIS標準篩を通過するまで解砕し、吸水性樹脂Cを268.7g得た。吸水性樹脂Cの生理食塩水保水能は30g/g、生理食塩水吸水速度は34秒、食塩水流れ伝導度(SFC)は27×10−7cm3・s/g、中位粒子径は430μmであった。
(実施例1)
ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、接着剤としてのエチレン−酢酸ビニル共重合体(EVA;溶融温度95℃)45質量部と、吸水性樹脂としてのアクリル酸部分中和物重合体の架橋物(住友精化株式会社製:アクアキープSA55SX−II、生理食塩水保水能:35g/g、生理食塩水吸水速度:42秒、食塩水流れ伝導度(SFC):1×10−7cm3・s/g、中位粒子径:360μm;「吸水性樹脂D」とする)200質量部とを均一混合させたものを仕込んだ。一方、ローラー型散布機下部のコンベアーに、幅30cmのスパンボンド−メルトブローン−スパンボンド(SMS)不織布を親水化剤により親水化処理したもの(繊維:ポリプロピレン、目付量:13g/m2、厚さ:150μm、親水度:16;「不織布A」とする)を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量245g/m2で前記不織布上に均一に積層した。
ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、接着剤としてのエチレン−酢酸ビニル共重合体(EVA;溶融温度95℃)45質量部と、吸水性樹脂としてのアクリル酸部分中和物重合体の架橋物(住友精化株式会社製:アクアキープSA55SX−II、生理食塩水保水能:35g/g、生理食塩水吸水速度:42秒、食塩水流れ伝導度(SFC):1×10−7cm3・s/g、中位粒子径:360μm;「吸水性樹脂D」とする)200質量部とを均一混合させたものを仕込んだ。一方、ローラー型散布機下部のコンベアーに、幅30cmのスパンボンド−メルトブローン−スパンボンド(SMS)不織布を親水化剤により親水化処理したもの(繊維:ポリプロピレン、目付量:13g/m2、厚さ:150μm、親水度:16;「不織布A」とする)を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量245g/m2で前記不織布上に均一に積層した。
得られた積層体を、上部から繊維基質としての吸水紙(繊維:パルプ、厚み:350μm、目付量:25g/m2、親水度:55)で挟みつけた後、加熱温度を130℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸水シート構成体中間物を得た。
次にローラー型散布機の投入口に、接着剤として前記と同様のEVA45質量部と、吸水性樹脂として製造例1で得られた吸水性樹脂A200質量部とを均一混合させたものを仕込んだ。一方、ローラー型散布機のコンベアーに得られた吸水シート構成体中間物を吸水紙側が上部になるように敷いた。散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量245g/m2で前記吸水性シート構成体中間物の吸水紙上に、均一に積層した。
得られた積層体を、上部から前記と同様の不織布Aで挟みつけた後、加熱温度を130℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸水シート構成体を得た。得られた吸水シート構成体の構造の断面を模式的に示せば、図1のような構造であった。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(実施例2)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの前記不織布Aを敷いた後、接着剤としてスチレン−ブタジエン−スチレン共重合体(SBS;軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの前記不織布Aを敷いた後、接着剤としてスチレン−ブタジエン−スチレン共重合体(SBS;軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂Dを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布Aを接着剤塗布面が上面になるように敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Dを目付量200g/m2で不織布上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した繊維基質として不織布Aで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、接着剤として前記SBSを目付量20g/m2で吸水シート構成体中間物上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂Bを仕込んだ。一方、散布機下部のコンベアーに、吸水シート構成体中間物を接着剤塗布面が上面になるように敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Bを目付量200g/m2で、前記吸水シート構成体中間物上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸水シート構成体を得た。得られた吸水シート構成体の構造の断面を模式的に示せば、図2のような構造であった。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(実施例3)
実施例2において、繊維基質としての不織布Aに代えて、スパンレース不織布(繊維:レーヨン/PET、厚み:300μm、目付量:35g/m2、親水度:38;「不織布B」とする)を用い、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例2と同様の方法によって吸水シート構成体を得た。
実施例2において、繊維基質としての不織布Aに代えて、スパンレース不織布(繊維:レーヨン/PET、厚み:300μm、目付量:35g/m2、親水度:38;「不織布B」とする)を用い、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例2と同様の方法によって吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(実施例4)
実施例1において、繊維基質としての吸水紙に代えて、前記不織布Aを用い、使用する吸水性樹脂A及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、繊維基質としての吸水紙に代えて、前記不織布Aを用い、使用する吸水性樹脂A及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(比較例1)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの前記不織布Aを敷いた後、接着剤として前記SBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの前記不織布Aを敷いた後、接着剤として前記SBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂Dを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布Aを接着剤塗布面が上面になるように敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Dを目付量200g/m2で不織布上に均一に積層し、吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、得られた吸水シート構成体中間物を吸水性樹脂D層側が上部になるように敷き、接着剤として前記SBSを目付量40g/m2で吸水シート構成体中間物の吸水性樹脂D層上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂Bを仕込んだ。一方、散布機下部のコンベアーに、吸水シート構成体中間物を接着剤塗布面が上面になるように敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Bを目付量200g/m2で、前記吸水シート構成体中間物上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(比較例2)
実施例2において、吸水性樹脂Bに代えて、製造例3で得られた吸水性樹脂C用いた以外は、実施例2と同様の方法によって吸水シート構成体を得た。
実施例2において、吸水性樹脂Bに代えて、製造例3で得られた吸水性樹脂C用いた以外は、実施例2と同様の方法によって吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(比較例3)
実施例4において、使用する吸水性樹脂A及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例4と同様の方法によって吸水シート構成体を得た。
実施例4において、使用する吸水性樹脂A及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例4と同様の方法によって吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(比較例4)
実施例2において、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例2と同様の方法によって吸水シート構成体を得た。
実施例2において、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例2と同様の方法によって吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。
(比較例5及び6)
実施例4において、使用する吸水性樹脂Aの代わりに、吸水性樹脂Bを用い、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例4と同様の方法によってそれぞれの吸水シート構成体を得た。
実施例4において、使用する吸水性樹脂Aの代わりに、吸水性樹脂Bを用い、使用する吸水性樹脂B及びD並びに接着剤の含有量を、表1に記載された通りに変更した以外は、実施例4と同様の方法によってそれぞれの吸水シート構成体を得た。
比較例5及び6で得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Dを用いた吸収層が上方(1次吸収層)となるようにして、前記各種測定及び評価を行った。結果を表2に示す。

以上の結果より、実施例の吸水シート構成体は、比較例のものと対比して、荷重下液体浸透速度が速く、液体逆戻り量が少なく、液体吸収性能が良好であり、形態保持性にも優れていることが分かった。
一方、比較例について見れば、1次吸収層と2次吸収層を分割する繊維基質が存在しない場合(比較例1)及び2次吸収層に使用した吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g未満の場合(比較例2)では、荷重下液体浸透速度と液体逆戻り量の評価が低かった。吸水シート構成体に使用する吸水性樹脂の含有量が1200g/m2を超えた場合(比較例3)では、吸水性樹脂のゲルブロッキング現象が生じ、荷重下液体浸透速度の評価が低かった。逆に吸水性樹脂の含有量が100g/m2未満の場合(比較例4)では、吸水シート構造体全体の吸水能力の低下により、液体逆戻り量の評価が低かった。使用する接着剤の吸水性樹脂に対する割合が大きい場合(比較例5)では、吸液時の吸水性樹脂の膨潤が阻害され、ゲルブロッキング現象が生じ、荷重下液体浸透速度及び液体逆戻り量の両方の評価が低かった。逆に使用する接着剤の吸水性樹脂に対する割合が小さい場合(比較例6)では、吸水性能は使用可能なレベルではあったが、強度に問題があり、吸水シート構造体として十分満足できるものとは言えない。
本発明にかかる吸水シート構成体は、衛生材料分野、農業分野、建材分野等の吸収性物品に使用することができ、なかでも、衛生材料分野の吸収性物品に好適に使用することができる。
10 吸水シート構成体
11 接着剤
12 吸水性樹脂
13 1次吸収層
14 吸水性樹脂
15 2次吸収層
16 繊維基質
17 不織布
18 不織布
19 接着剤
21 タンク
22 静圧調整用ガラス管
23 0.69質量%塩化ナトリウム水溶液
24 コック付L字管
25 コック
30 円筒状容器
31 ピストン型重り
32 シリンダー
33 穴
34 ガラスフィルター
35 膨潤ゲル
36 ステンレス製金網
41 漏斗
42 支持台
43 捕集容器
44 上皿天秤
51 アクリル板
52 アクリル板
53 吸水シート構成体
11 接着剤
12 吸水性樹脂
13 1次吸収層
14 吸水性樹脂
15 2次吸収層
16 繊維基質
17 不織布
18 不織布
19 接着剤
21 タンク
22 静圧調整用ガラス管
23 0.69質量%塩化ナトリウム水溶液
24 コック付L字管
25 コック
30 円筒状容器
31 ピストン型重り
32 シリンダー
33 穴
34 ガラスフィルター
35 膨潤ゲル
36 ステンレス製金網
41 漏斗
42 支持台
43 捕集容器
44 上皿天秤
51 アクリル板
52 アクリル板
53 吸水シート構成体
Claims (5)
- 吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、繊維基質により該吸収層が1次吸収層と2次吸収層とに分割されてなる構造を有し、吸水性樹脂の含有量が100〜1200g/m2であり、接着剤の含有割合が吸水性樹脂の含有量(質量基準)に対して0.05〜2.0倍であり、2次吸収層に用いられる吸水性樹脂の食塩水流れ誘導性(SFC)が30×10−7cm3・s/g以上である吸水シート構成体。
- 繊維基質が、レーヨン含有合成繊維不織布及び/又は親水化処理された合成繊維不織布である、請求項1に記載の吸水シート構成体。
- 不織布が、レーヨン繊維、ポリオレフィン繊維及びポリエステル繊維からなる群より選ばれた少なくとも1種からなる不織布である、請求項1又は2に記載の吸水シート構成体。
- 接着剤が、エチレン−酢酸ビニル共重合体接着剤、スチレン系エラストマー接着剤、ポリオレフィン系接着剤及びポリエステル系接着剤からなる群より選ばれた少なくとも1種である、請求項1〜3のいずれか1項に記載の吸水シート構成体。
- 請求項1〜4のいずれか1項に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011087268A JP2012218320A (ja) | 2011-04-11 | 2011-04-11 | 吸水シート構成体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011087268A JP2012218320A (ja) | 2011-04-11 | 2011-04-11 | 吸水シート構成体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012218320A true JP2012218320A (ja) | 2012-11-12 |
Family
ID=47270358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011087268A Pending JP2012218320A (ja) | 2011-04-11 | 2011-04-11 | 吸水シート構成体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012218320A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020192137A (ja) * | 2019-05-29 | 2020-12-03 | 日本製紙クレシア株式会社 | 吸収性物品 |
| WO2021039713A1 (ja) * | 2019-08-26 | 2021-03-04 | 住友精化株式会社 | 吸収性物品及び補助シート |
| EP3834789A4 (en) * | 2018-08-09 | 2022-05-04 | Nippon Shokubai Co., Ltd. | WATER ABSORBENT FILM AND WATER ABSORBENT ARTICLES CONTAINING THEM |
| WO2022124137A1 (ja) * | 2020-12-09 | 2022-06-16 | 住友精化株式会社 | 樹脂粒子組成物 |
| JP7498643B2 (ja) | 2020-10-30 | 2024-06-12 | 日本製紙クレシア株式会社 | 吸収体及び吸収性物品 |
| WO2024181252A1 (ja) * | 2023-02-28 | 2024-09-06 | 東レ株式会社 | 吸収体および衛生材料製品 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09510889A (ja) * | 1994-03-29 | 1997-11-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 良好な湿潤一体性を有し、ヒドロゲルを形成する吸収性重合体の濃度が比較的高い、体液用吸収部材 |
| JP2005097519A (ja) * | 2003-03-10 | 2005-04-14 | Nippon Shokubai Co Ltd | 吸水性樹脂組成物およびその製造方法 |
| JP2009502340A (ja) * | 2005-07-26 | 2009-01-29 | ザ プロクター アンド ギャンブル カンパニー | 更に向上したボディフィット性を備えている可撓性吸収性物品 |
| WO2010082373A1 (ja) * | 2009-01-19 | 2010-07-22 | 住友精化株式会社 | 吸水シート組成物 |
-
2011
- 2011-04-11 JP JP2011087268A patent/JP2012218320A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09510889A (ja) * | 1994-03-29 | 1997-11-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 良好な湿潤一体性を有し、ヒドロゲルを形成する吸収性重合体の濃度が比較的高い、体液用吸収部材 |
| JP2005097519A (ja) * | 2003-03-10 | 2005-04-14 | Nippon Shokubai Co Ltd | 吸水性樹脂組成物およびその製造方法 |
| JP2009502340A (ja) * | 2005-07-26 | 2009-01-29 | ザ プロクター アンド ギャンブル カンパニー | 更に向上したボディフィット性を備えている可撓性吸収性物品 |
| WO2010082373A1 (ja) * | 2009-01-19 | 2010-07-22 | 住友精化株式会社 | 吸水シート組成物 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3834789A4 (en) * | 2018-08-09 | 2022-05-04 | Nippon Shokubai Co., Ltd. | WATER ABSORBENT FILM AND WATER ABSORBENT ARTICLES CONTAINING THEM |
| JP2020192137A (ja) * | 2019-05-29 | 2020-12-03 | 日本製紙クレシア株式会社 | 吸収性物品 |
| WO2021039713A1 (ja) * | 2019-08-26 | 2021-03-04 | 住友精化株式会社 | 吸収性物品及び補助シート |
| JP7498643B2 (ja) | 2020-10-30 | 2024-06-12 | 日本製紙クレシア株式会社 | 吸収体及び吸収性物品 |
| WO2022124137A1 (ja) * | 2020-12-09 | 2022-06-16 | 住友精化株式会社 | 樹脂粒子組成物 |
| CN116568761A (zh) * | 2020-12-09 | 2023-08-08 | 住友精化株式会社 | 树脂粒子组合物 |
| CN116568761B (zh) * | 2020-12-09 | 2024-08-13 | 住友精化株式会社 | 树脂粒子组合物 |
| WO2024181252A1 (ja) * | 2023-02-28 | 2024-09-06 | 東レ株式会社 | 吸収体および衛生材料製品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5755151B2 (ja) | 吸水シート構成体 | |
| JP5746686B2 (ja) | 吸水シート構成体 | |
| JP5981720B2 (ja) | 吸水シート構成体 | |
| JP5969211B2 (ja) | 吸水シート構成体の製造方法 | |
| JP6053694B2 (ja) | 吸水シート構成体 | |
| WO2011086844A1 (ja) | 吸水シート構成体 | |
| JP5469096B2 (ja) | 吸水シート組成物 | |
| JP5711974B2 (ja) | 吸水シート組成物 | |
| JP5877710B2 (ja) | 吸水シート | |
| JP6033236B2 (ja) | 吸水シート構成体 | |
| JP5396472B2 (ja) | 吸水シート | |
| JP5727999B2 (ja) | 吸水シート構成体 | |
| JP5739440B2 (ja) | 吸水シート構成体 | |
| WO2011117997A1 (ja) | 吸水シート構成体 | |
| JP2012183175A (ja) | 吸水シート構成体 | |
| JP2012218320A (ja) | 吸水シート構成体 | |
| JP2014045914A (ja) | 吸水シート構成体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141008 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150303 |