WO2011117997A1 - 吸水シート構成体 - Google Patents
吸水シート構成体 Download PDFInfo
- Publication number
- WO2011117997A1 WO2011117997A1 PCT/JP2010/055222 JP2010055222W WO2011117997A1 WO 2011117997 A1 WO2011117997 A1 WO 2011117997A1 JP 2010055222 W JP2010055222 W JP 2010055222W WO 2011117997 A1 WO2011117997 A1 WO 2011117997A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet structure
- water
- absorbent sheet
- water absorbent
- liquid
- Prior art date
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/5323—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having absorbent material located in discrete regions, e.g. pockets
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15731—Treating webs, e.g. for giving them a fibrelike appearance, e.g. by embossing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/533—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having discontinuous areas of compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/04—Cellulosic plastic fibres, e.g. rayon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
Definitions
- the present invention relates to a water absorbent sheet structure that can be used in the field of sanitary materials. Specifically, the present invention relates to a water-absorbent sheet structure that is thin and can be suitably used for absorbent articles such as disposable diapers and incontinence pads. Furthermore, this invention relates to absorbent articles, such as a paper diaper and an incontinence pad which use this water absorbing sheet structure.
- Absorbent articles typified by paper diapers have an absorbent body that absorbs liquids such as body fluids, a flexible liquid-permeable surface sheet (top sheet) disposed on the side in contact with the body, and an opposite side in contact with the body. It has a structure sandwiched between a liquid-impermeable back sheet (back sheet) disposed.
- top sheet liquid-permeable surface sheet
- back sheet liquid-impermeable back sheet
- a water absorbent sheet structure having a structure in which a predetermined amount of water absorbent resin and a predetermined amount of hot melt adhesive are sandwiched between two or more hydrophilic nonwoven fabrics having a predetermined basis weight (for example, , See Patent Document 1).
- Patent Document 1 Although the water absorbent sheet structure disclosed in Patent Document 1 is sufficiently excellent in the basic performance, a proposal of a water absorbent sheet structure that is particularly excellent in a fast liquid penetration rate, a small amount of liquid leakage, and shape retention. Is desired.
- An object of the present invention is to provide a water-absorbent sheet structure that has excellent liquid permeability, a small amount of liquid leakage, and excellent shape retention, and has achieved a reduction in thickness.
- the gist of the present invention is as follows.
- a water absorbent sheet structure in which the absorbent layer containing the water absorbent resin is sandwiched from above and below the absorbent layer by a hydrophilic nonwoven fabric, the upper surface and the lower surface of the water absorbent sheet structure Embossed on at least one side of the following characteristics:
- physiological saline is absorbed by 4 L (4 L / m 2 ) per 1 m 2 of the water-absorbing sheet structure
- both of the following relationships (A) and (B) are satisfied (however, T1 is absorbed by physiological saline)
- the previous water-absorbing sheet structure thickness (mm) is the water-absorbing sheet structure thickness (mm) after physiological saline absorption
- t2 is the embossed thickness (mm) in the water-absorbing sheet structural body after physiological saline absorption).
- the present invention relates to an absorbent article comprising the water-absorbent sheet structure according to [1] sandwiched between a liquid-permeable sheet and a liquid-impermeable sheet.
- the water-absorbent sheet structure according to the present invention Even if the water-absorbent sheet structure according to the present invention is thin, it has good shape retention, so that it does not lose its shape before or after liquid absorption, and it absorbs excellent liquid permeability, low liquid leakage, etc. There is an excellent effect that the ability can be fully exhibited. Therefore, by using the water-absorbent sheet structure according to the present invention as an absorbent body such as a paper diaper, it is possible to provide a sanitary material that is thin and excellent in appearance and has no inconvenience such as liquid leakage. Moreover, the water absorbent sheet structure according to the present invention can be used not only in the sanitary material field but also in the agricultural field, the building material field, and the like.
- the water absorbent sheet structure according to the present invention is a water absorbent sheet structure having a structure in which an absorbent layer containing a water absorbent resin is sandwiched from above and below the absorbent layer by a hydrophilic nonwoven fabric, and the water absorbent sheet Embossing is applied to at least one of the upper surface and the lower surface of the structure, and by satisfying a specific thickness condition and a specific emboss retention condition in the water absorbent sheet structure, a high liquid penetration rate, a small amount of liquid leakage, and shape retention It is possible to realize a thin water-absorbent sheet structure excellent in the above.
- the water absorbent sheet structure according to the present invention may be an aspect in which hydrophilic fibers such as pulp fibers are mixed with the water absorbent resin between the hydrophilic nonwoven fabrics in such an amount that does not impair the effects of the present invention. From the viewpoint of thickness reduction, it is preferable that the hydrophilic fiber is not included.
- a known water-absorbent resin can be used, for example, starch-acrylonitrile graft copolymer hydrolyzate, starch-acrylic acid graft polymer neutralized Products, saponified products of vinyl acetate-acrylic ester copolymers, partially neutralized polyacrylic acid, and the like.
- a partially neutralized polyacrylic acid is suitably used from the viewpoints of production volume, production cost, water absorption performance, and the like.
- Examples of the method for synthesizing the partially neutralized polyacrylic acid include a reverse phase suspension polymerization method and an aqueous solution polymerization method.
- the obtained particles have good fluidity, few fine powders, liquid absorption capacity (expressed by indicators such as water retention capacity, effective water absorption capacity, water absorption capacity under load) and water absorption From the viewpoint of high water absorption performance such as speed, a water absorbent resin obtained by the reverse phase suspension polymerization method is preferably used.
- the degree of neutralization of the partially neutralized polyacrylic acid is preferably 50 mol% or more, more preferably 70 to 90 mol%, from the viewpoint of increasing the osmotic pressure of the water absorbent resin and enhancing the water absorption capacity.
- the content of the water-absorbent resin in the water-absorbent sheet structure according to the present invention is 1 m 2 of the water-absorbent sheet structure from the viewpoint of obtaining sufficient liquid absorption performance when the water-absorbent sheet structure is used in an absorbent article.
- it is 100 to 1000 g (ie, 100 to 1000 g / m 2 ), more preferably 150 to 800 g / m 2 , still more preferably 200 to 700 g / m 2 , and still more preferably 220 to 600 g / m 2 . is there.
- the content is preferably 100 g / m 2 or more from the viewpoint of exhibiting sufficient liquid absorption performance as a water-absorbent sheet structure and suppressing reversion of the liquid, suppressing the occurrence of gel blocking phenomenon, and the water-absorbent sheet
- the content is preferably 1000 g / m 2 or less from the viewpoint of exhibiting the liquid diffusing performance as a constituent and further improving the liquid penetration rate.
- the hydrophilic nonwoven fabric used in the water absorbent sheet structure according to the present invention is not particularly limited as long as it is a hydrophilic nonwoven fabric known in the technical field, but liquid permeability, flexibility, and the water absorbent sheet structure when used.
- polyolefin fibers such as polyethylene (PE) and polypropylene (PP)
- polyester fibers such as polyethylene terephthalate (PET), polytrimethylene terephthalate (PTT), and polyethylene naphthalate (PEN)
- polyamides such as nylon Examples include hydrophilic nonwoven fabrics made of fibers, rayon fibers, and other synthetic fibers, and hydrophilic nonwoven fabrics manufactured by mixing cotton, silk, hemp, pulp (cellulose) fibers, and the like.
- hydrophilic non-woven fabrics a hydrophilic non-woven fabric of synthetic fibers is preferably used from the viewpoint of enhancing the shape retention of the water-absorbent sheet structure, and in particular, a hydrophilic non-woven fabric composed of rayon fibers, polyolefin fibers, and polyester fibers. It is preferable. Further, the hydrophilic non-woven fabric of synthetic fibers may contain a small amount of pulp fibers to the extent that the thickness of the resulting water-absorbent sheet structure is not increased.
- These hydrophilic non-woven fabrics may be a single hydrophilic non-woven fabric of the fibers or a hydrophilic non-woven fabric in which two or more kinds of fibers are combined.
- spunbonded nonwoven fabric is more preferable, and the spunlace nonwoven fabric mainly composed of rayon fibers is also used in the present invention from the viewpoint of further improving the liquid absorption performance and flexibility when forming the water absorbent sheet structure. More preferable.
- spunbond nonwoven fabrics a spunbond-meltblown-spunbond (SMS) nonwoven fabric and a spunbond-meltblown-meltblown-spunbond (SMMS) nonwoven fabric having a multilayer structure of polyolefin fibers are more preferably used, especially polypropylene. SMS nonwoven fabrics and SMMS nonwoven fabrics mainly composed of fibers are preferably used.
- spunlace nonwoven fabric those in which polyolefin fibers and / or polyester fibers are appropriately blended with the main component rayon fibers are preferably used, and among them, rayon-PET nonwoven fabric and rayon-PET-PE nonwoven fabric are preferably used.
- the nonwoven fabric may contain a small amount of pulp fiber to the extent that the thickness of the water-absorbent sheet structure is not increased.
- the hydrophilic nonwoven fabric From the viewpoint of imparting good liquid-liquid permeability, flexibility, form retention and cushioning properties to the water-absorbent sheet structure according to the present invention, and increasing the liquid permeation rate of the water-absorbent sheet structure, the hydrophilic nonwoven fabric.
- a hydrophilic nonwoven fabric that is reasonably bulky and has a large basis weight is preferred.
- the basis weight is preferably 5 to 300 g / m 2 , more preferably 10 to 200 g / m 2 , still more preferably 11 to 100 g / m 2 , and still more preferably 13 to 50 g / m 2 .
- the thickness of the hydrophilic nonwoven fabric is preferably in the range of 200 to 1500 ⁇ m, more preferably in the range of 250 to 1200 ⁇ m, and still more preferably in the range of 300 to 1000 ⁇ m.
- the absorbent layer further contains an adhesive from the viewpoint of improving the shape retention of the water absorbent sheet structure obtained.
- the adhesive include rubber adhesives such as natural rubber, butyl rubber and polyisoprene; styrene-isoprene block copolymer (SIS), styrene-butadiene block copolymer ( SBS), styrene elastomer adhesive such as styrene-isobutylene block copolymer (SIBS), styrene-ethylene-butylene-styrene block copolymer (SEBS); ethylene-vinyl acetate copolymer (EVA) adhesive; ethylene -Ethylene-acrylic acid derivative copolymer adhesives such as ethyl acrylate copolymer (EEA) and ethylene-butyl acrylate copolymer (EBA); Ethylene
- an ethylene-vinyl acetate copolymer adhesive, a styrene elastomer is used from the viewpoint that the adhesive strength is strong and it is possible to prevent peeling of the hydrophilic nonwoven fabric in the water absorbent sheet structure and the dissipation of the water absorbent resin.
- Adhesives, polyolefin adhesives and polyester adhesives are preferably used. These adhesives may be used alone or in combination of two or more.
- the melting temperature or softening point of the adhesive is preferably 60 to 180 ° C., more preferably from the viewpoint of sufficiently fixing the water absorbent resin to the hydrophilic nonwoven fabric and preventing thermal deterioration and deformation of the hydrophilic nonwoven fabric. Is 70 to 150 ° C.
- the holding power of the adhesive varies depending on the hydrophilic nonwoven fabric used, etc., it cannot be said unconditionally, but from the viewpoint of the shape retention and effect sustainability of the emboss when the water absorbent sheet structure absorbs the liquid, It is preferably 1000 minutes or longer, more preferably 1100 minutes or longer, and even more preferably 1200 minutes or longer.
- the retention strength of an adhesive agent is the value evaluated according to the below-mentioned measuring method.
- the content of the adhesive in the water absorbent sheet structure according to the present invention is preferably in the range of 0.05 to 2.0 times the content (mass basis) of the water absorbent resin, and is 0.08 to 1. A range of 5 times is more preferable, and a range of 0.1 to 1.0 is more preferable.
- Adhesive content from the viewpoint of preventing peeling of hydrophilic nonwoven fabric and dissipation of water-absorbent resin by sufficient adhesion, enhancing the shape retention of the water absorbent sheet structure, and further enhancing the shape retention and effect sustainability of the emboss Is preferably 0.05 times or more, from the viewpoint of preventing the inhibition of swelling of the water-absorbent resin due to excessive adhesion, and improving the liquid permeation rate and liquid leakage of the water-absorbent sheet structure.
- the amount is preferably 2.0 times or less.
- the absorbent layer formed between the hydrophilic nonwoven fabrics contains at least a water absorbent resin.
- the water absorbent resin and the adhesive are mixed on the hydrophilic nonwoven fabric. It is formed by uniformly spreading the powder, and further overlaying a hydrophilic non-woven fabric and heating it near the melting temperature of the adhesive, and if necessary, heating under pressure.
- the hydrophilic non-woven fabric coated with the adhesive is further stacked, and if necessary, heated under pressure, or the hydrophilic non-woven fabric
- the water absorbent sheet structure according to the present invention can also be formed by hot embossing or the like after sandwiching the water absorbent resin therebetween.
- the water absorbent sheet structure according to the present invention can be manufactured, for example, by the following method.
- a mixed powder of a water-absorbent resin and an adhesive is uniformly dispersed on the hydrophilic nonwoven fabric, and the hydrophilic nonwoven fabric is further stacked, followed by thermocompression bonding near the melting temperature of the adhesive.
- B On the hydrophilic non-woven fabric, a mixed powder of a water-absorbent resin and an adhesive is uniformly dispersed, and is passed through a heating furnace so that the powder is not dissipated.
- a hydrophilic non-woven fabric is layered thereon and heat-pressed.
- a water absorbent sheet structure by producing a water absorbent sheet structure by the method shown in (a) to (d), an absorbent layer containing a water absorbent resin is sandwiched from above and below by two hydrophilic nonwoven fabrics.
- a water-absorbent sheet structure having the above structure can be obtained.
- the methods (a), (c), and (d) are more preferable from the viewpoint of simplicity of the manufacturing method and high manufacturing efficiency.
- a water absorbent sheet structure can also be produced by combining the methods exemplified in (a) to (d).
- the number of hydrophilic nonwoven fabrics is preferably 2 or more, and more preferably 2 sheets.
- water absorbent sheet structure according to the present invention may be appropriately mixed with additives such as a deodorant, an antibacterial agent and a gel stabilizer.
- At least one of the upper surface and the lower surface of the water absorbent sheet structure is embossed, and both surfaces may be embossed.
- the embossed figure (pattern) applied to the water absorbent sheet structure according to the present invention is not particularly limited, and is dotted (for example, see FIG. 3), straight (for example, see FIGS. 4 and 5), a curve, a corrugated shape and A figure combining them (for example, see FIGS. 6 and 7) and the like can be mentioned.
- the figures shown in FIGS. 6 and 7 are preferably used from the viewpoint that the obtained water-absorbent sheet structure achieves a high liquid penetration rate and a small amount of liquid leakage.
- the area ratio of the emboss applied to the water absorbent sheet structure according to the present invention is preferably in the range of 3 to 25%, more preferably 4%, of the area of the water absorbent sheet structure on which the emboss is applied. It is in the range of ⁇ 20%, more preferably in the range of 5 to 15%.
- the area ratio of the emboss is Preferably 3% or more, preventing diffusion that may occur before the liquid is absorbed by the water absorbent sheet structure, preventing liquid leakage from the water absorbent sheet structure, not inhibiting the swelling of the water absorbent resin, Further, from the viewpoint of softening the texture of the water-absorbent sheet structure to be obtained, the area ratio of embossing is preferably 25% or less.
- examples of a method for embossing the water absorbent sheet structure include a method using pressure, heat, ultrasonic waves, or an adhesive. Moreover, you may use the method which combined them. In addition, when embossing, you may emboss directly when crimping in the said manufacturing method, and after manufacturing the water absorbing sheet structure before embossing once, you may give emboss separately.
- the water absorbent sheet structure according to the present invention satisfies both of the following relationships (A) and (B) when physiological saline is absorbed by 4 L (4 L / m 2 ) per 1 m 2 of the water absorbent sheet structure.
- T1 is the thickness (mm) of the water absorbent sheet structure before absorption of physiological saline
- T2 is the thickness of the water absorbent sheet structure (mm) after absorption of physiological saline
- t2 is an emboss in the water absorbent sheet structure after absorption of physiological saline. Thickness (mm), which is a value evaluated by the measurement method described later.
- (A) Expansion thickness ratio (T2 / T1) is 2 or more.
- B) Expansion emboss depth [(T2-t2) / T2] is 0.7 or more.
- the expansion thickness ratio is an index indicating the degree of swelling of the water absorbent resin around the emboss when the water absorbent sheet structure absorbs liquid.
- the expansion thickness ratio is 2 or more, preferably 3 to 20, and more preferably 4 to 15.
- the expansion thickness ratio is less than 2 when the water absorbent resin in the absorbent layer absorbs the liquid and swells, it is in a state of being pressed against the hydrophilic nonwoven fabric above and below the absorbent layer, thereby inhibiting the swelling of the water absorbent resin.
- the absorption capacity of the water absorbent sheet structure is reduced, and liquid leakage is likely to occur.
- the expansion emboss depth is an index indicating the degree of shape retention of the emboss when the water absorbent sheet structure absorbs the liquid.
- the expansion embossing depth is 0.7 or more, preferably 0.8 or more, and more preferably 0.9 or more.
- Examples of a method for setting the above-described T1, T2, and t2 to a desired level include appropriately adjusting the water-absorbing resin amount and the adhesive amount of the absorbent layer and the area ratio of the emboss applied to the water-absorbent sheet structure. . More specifically, T1 can be set to a desired level by adjusting the thickness of the hydrophilic nonwoven fabric or the amount of the water-absorbing resin, for example. About T2, the value can be enlarged, for example by making the area ratio of embossing small, or increasing the quantity of water absorbing resin. Furthermore, about t2, the value can be made small, for example by increasing the quantity of an adhesive agent or using the adhesive agent with stronger holding power.
- the entire surface or a part of the absorbent layer of the water-absorbent sheet structure is formed in the vertical direction (the thickness direction of the sheet structure) with an appropriate breathable fraction layer and the upper primary absorbent layer. It can also be set as the structure fractionated to the lower secondary absorption layer.
- the air-permeable fraction layer has a suitable air-permeability and liquid permeability, but may be any layer as long as particulate matter such as a water-absorbent resin does not substantially pass therethrough.
- nets such as nets having pores made of PE and PP fibers, porous films such as performance films, sanitary papers such as tissue paper, airlaid nonwoven fabrics made of pulp / PE / PP, etc.
- examples thereof include a cellulose-containing synthetic fiber nonwoven fabric or a synthetic fiber nonwoven fabric made of rayon fiber, polyolefin fiber and polyester fiber.
- the same nonwoven fabric as that sandwiching the absorbent layer in the present invention is preferably used.
- the amount of water-absorbing resin used in the secondary absorbent layer is preferably in the range of 0.01 to 1.0 times (mass ratio) relative to the amount of water-absorbing resin used in the primary absorbent layer.
- a range of 05 to 0.8 times is more preferable, and a range of 0.1 to 0.5 times is more preferable.
- From the viewpoint of sufficiently exhibiting the liquid absorbability of the secondary absorption layer and preventing liquid leakage it is preferably 0.01 times or more, and the viewpoint of increasing the dry feeling on the surface after liquid absorption and reducing reversal Therefore, it is preferably 1.0 times or less.
- the liquid absorption performance of the water absorbent sheet structure according to the present invention is affected by the water absorption performance of the water absorbent resin used. Therefore, it is preferable to select the water absorbent resin of the primary absorbent layer used in the present invention within a suitable range in consideration of the structure of each component of the water absorbent sheet structure. Further, the water absorbent resin of the secondary absorbent layer may be the same as or different from the water absorbent resin of the primary absorbent layer.
- the water-absorbent resin used in at least one of the absorbent layers is a water-absorbent resin obtained by a reverse-phase suspension polymerization method
- the water-absorbent resin used in the secondary absorbent layer is a reverse phase suspension.
- the water absorbent sheet structure according to the present invention has one feature in that it can be thinned, and considering the use for absorbent articles such as paper diapers, the thickness of the water absorbent sheet structure is in a dry state.
- the thickness is preferably 4 mm or less, more preferably 3 mm or less, and still more preferably 0.5 mm to 2 mm.
- a dry state means the state before a water absorbing sheet structure body absorbs a liquid.
- the dry thickness of the water absorbent sheet structure is a value evaluated by a measurement method described later.
- the water absorbent sheet structure according to the present invention has one feature in that the liquid permeation rate is high, and the total permeation rate of the water absorbent sheet structure is 50 seconds or less in consideration of use in absorbent articles. It is preferable that it is 48 seconds or less.
- the total permeation rate of the water absorbent sheet structure is a value obtained by a measurement method described later.
- the water absorbent sheet structure according to the present invention has one characteristic in that there is little leakage in the inclination of the liquid, and considering the use for absorbent articles, the water absorbent sheet structure has a leakage index of 150 or less. It is preferable that it is 100 or less.
- the leakage index of the water absorbent sheet structure is a value obtained by a measurement method described later.
- the water absorbent sheet structure according to the present invention has one feature in that there is little reversal after liquid permeation, and considering the use for absorbent articles, the liquid reversal amount in the water absorbent sheet structure is 12 g. Or less, more preferably 10 g or less.
- the return amount of the liquid in the water absorbent sheet structure is a value obtained by a measurement method described later.
- the absorbent article according to the present invention can be obtained by sandwiching the water absorbent sheet structure according to the present invention between the liquid permeable sheet and the liquid impermeable sheet.
- the embossed surface is one surface of the water absorbent sheet structure, it is preferable to provide a liquid permeable sheet on the embossed surface.
- known sheets used in the field of the present invention can be used, and a known method can be adopted as a method of sandwiching between these sheets.
- test piece peeled off from the stainless steel plate and dropped was measured. The measurement was performed on three test pieces, and the average value was defined as the adhesive holding force. In addition, when it exceeded 1440 minutes (24 hours), it evaluated as "1440 minutes or more.”
- the obtained water absorbent sheet structure was used as a sample as it was (10 cm ⁇ 30 cm).
- the obtained water-absorbent sheet structure is not in the shape of 10 cm ⁇ 30 cm, it is a strip shape of 10 cm ⁇ 30 cm, and is cut so that the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric. Used as a sample.
- the left end, the center, and the right end in the longitudinal direction were measured at three locations (3 cm from the left, left end, 15 cm at the center, 27 cm at the right end).
- the width direction measured the center part.
- the measured thickness was measured three times at each location and averaged. Furthermore, the values of the left end, the center and the right end were averaged to obtain the thickness of the entire water absorbent sheet structure.
- physiological saline 0.1% sodium chloride aqueous solution, hereinafter the same
- the absorbed physiological saline corresponds to 4 L (4 L / m 2 ) per 1 m 2 of sample (water absorbing sheet configuration).
- the thickness T2 (mm) after absorption of physiological saline was measured by the same measurement method as T1 (for example, see FIG. 2). .
- the thickness of the embossed portion was measured using a laser displacement sensor (manufactured by Keyence Corporation, model number: LB series).
- the emboss depth was measured five times at different measurement locations, and the average value was defined as the emboss thickness t2 (mm) after absorption of physiological saline (for example, see FIG. 2).
- a polyethylene air-through porous liquid permeable sheet having the same size as the sample (10 cm ⁇ 30 cm) and a basis weight of 22 g / m 2 was placed on the upper part of the sample (water-absorbing sheet structure). Further, a polyethylene liquid impervious sheet having the same size and basis weight as the sample was placed under the sample to produce a simple absorbent article. A cylindrical cylinder with an inner diameter of 3 cm is placed near the center of this absorbent article, and 50 mL of the test solution is poured into the cylinder at once, and the test solution is completely disappeared from the cylinder using a stopwatch. Was measured as the first permeation rate (seconds).
- the acrylic plate 52 has a length of 45 cm in the direction of the inclined surface and is fixed by the gantry 51 so that the angle formed with respect to the horizontal is 45 ⁇ 2 °.
- the acrylic plate 52 was 100 cm wide and 1 cm thick, and a plurality of absorbent articles 53 could be measured in parallel. Since the surface of the acrylic plate 52 was smooth, the test solution did not stay or be absorbed on the plate.
- the dropping funnel 54 was fixed vertically above the inclined acrylic plate 52 using the gantry 51.
- the dropping funnel 54 had a capacity of 100 mL, an inner diameter of the tip portion of about 4 mm, and the cock throttle was adjusted so that the test solution was introduced at 8 mL / second.
- a balance 55 on which a tray 56 is placed is installed at the bottom of the acrylic plate 52. All of the test liquid that flows down as a leak is received, and the mass is recorded to an accuracy of 0.1 g.
- the leak test in the inclination using such an apparatus was performed according to the following procedure.
- the mass of the water-absorbent sheet structure cut in a strip shape having a width of 10 cm and a length of 30 cm was cut so that the longitudinal direction was the longitudinal direction (machine direction) of the hydrophilic nonwoven fabric.
- an air-through type polyethylene liquid-permeable nonwoven fabric (weight per unit area 22 g / m 2 ) of the same size is applied from above the water-absorbent sheet structure, and a polyethylene liquid-impermeable sheet of the same size and the same amount per unit area is attached.
- a simple absorbent article 53 created by attaching from below is pasted on the acrylic plate 52 (the lower end of the absorbent article 53 is pasted on the acrylic plate 52 in order not to stop leaking. Not)
- a mark was made at a location 2 cm below the upper end of the absorbent article 53, and the inlet of the dropping funnel 54 was fixed so that the distance vertically above the mark was 8 ⁇ 2 mm.
- the test liquid flowed through the inclined acrylic plate 52 without being absorbed by the absorbent article 53, and the amount of liquid that entered the tray 56 was measured to obtain the first leakage amount (g).
- the numerical value of the first leakage amount (g) was LW1.
- the second and third test solutions are introduced in the same manner, and the second and third leakage amounts (g) are measured.
- the numerical values are LW2 and LW3, respectively. did.
- leak index LW1 ⁇ 10 + LW2 ⁇ 5 + LW3
- the shape of the water absorbent sheet structure The change in the state of the water absorbent sheet structure after the leakage test at the above-described inclination was visually confirmed and evaluated according to the following criteria.
- SMS polypropylene spunbond-meltblown-spunbond
- a hydrophilizing agent weight per unit area: 13 g / m 2 , thickness: 150 ⁇ m, polypropylene content: 100%
- SBS-1 styrene-butadiene-styrene copolymer
- the SMS hydrophilic nonwoven fabric coated with the SBS-1 as an adhesive at a basis weight of 14 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was set to 100 ° C. These were integrated by heat-sealing with a laminating machine (manufactured by Hashima Co., Ltd .: linear adhesive press HP-600LF) to obtain an intermediate of the water-absorbent sheet structure.
- an intermediate of the obtained water-absorbent sheet structure is laid on a hot melt coating machine set at a heating temperature of 150 ° C., and the SBS-1 is used as an adhesive at a basis weight of 10 g / m 2 . It apply
- a cross-linked product of a poly (sodium acrylate) neutralized product (manufactured by Sumitomo Seika Co., Ltd .: Aquakeep 10SH-PB) was charged as a water-absorbing resin into the charging port of the roller-type spreader.
- the intermediate body of the water-absorbent sheet structure coated with the adhesive was laid on the conveyor below the spreader.
- the crosslinked polyacrylic acid partial sodium neutralized product is uniformly laminated on the intermediate of the water absorbent sheet structure coated with an adhesive at a basis weight of 50 g / m 2. As a result, a laminate was obtained.
- the SMS hydrophilic nonwoven fabric coated with the SBS-1 as an adhesive at a basis weight of 10 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was set to 100 ° C. These were integrated by heat-sealing with the laminating machine, and a water-absorbent sheet structure before embossing was obtained.
- the water absorbent sheet structure before embossing is cut in a strip shape of 10 cm ⁇ 30 cm and the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric, and then on the water absorbent sheet structure (one side) Then, embossing was performed with a heated embossing roll so that the embossed area ratio was 7% and the embossed shape shown in FIG. 7 was formed, to obtain a water absorbent sheet structure.
- Example 2 A water absorbent sheet structure was obtained in the same manner as in Example 1 except that the embossed area ratio was changed from 7% to 13% and the embossed shape shown in FIG. 6 was applied.
- Example 3 On a hot melt coating machine (Harry's Co., Ltd .: Marshall 150) set at a heating temperature of 150 ° C., a 30 cm wide spunlace hydrophilic nonwoven fabric (weight per unit area: 50 g / m 2 , thickness: 400 ⁇ m) Laying a rayon content rate of 70% and a polyethylene terephthalate content rate of 30%), and then adhering a styrene-butadiene-styrene copolymer (SBS-1; softening point 85 ° C., holding force 1440 minutes or more) as an adhesive It apply
- SBS-1 styrene-butadiene-styrene copolymer
- the spunlace hydrophilic non-woven fabric coated with the SBS-1 as an adhesive at a basis weight of 20 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was 100 ° C.
- These were integrated by heat fusion using a set laminating machine (manufactured by HASHIMA CORPORATION: linear adhesive press HP-600LF) to obtain an intermediate A-1 of the water-absorbent sheet structure.
- a spunlace hydrophilic nonwoven fabric having a width of 30 cm as a hydrophilic nonwoven fabric (weight per unit area: 50 g / m 2 , thickness: 400 ⁇ m, containing rayon) (Rate: 70%, polyethylene terephthalate content: 30%), and then SBS-1 as an adhesive was applied onto the nonwoven fabric at a basis weight of 6 g / m 2 .
- a cross-linked product of a poly (sodium acrylate) neutralized product (manufactured by Sumitomo Seika Co., Ltd .: Aquakeep 10SH-PB) was charged as a water-absorbing resin into the charging port of the roller-type spreader.
- coated the said adhesive agent was spread
- the crosslinked polyacrylic acid partial sodium neutralized product is uniformly laminated on the hydrophilic non-woven fabric coated with the adhesive at a basis weight of 70 g / m 2. Got the body.
- the spunlace hydrophilic non-woven fabric coated with the SBS-1 as an adhesive at a basis weight of 6 g / m 2 in the same manner as described above was sandwiched from the upper part of the obtained laminate, and the heating temperature was set to 100 ° C. These were integrated by heat-sealing with the set laminating machine to obtain an intermediate B-1 of the water-absorbent sheet structure.
- the SBS-1 was applied in the same manner as described above at a basis weight of 4 g / m 2 , and then the intermediate of the water absorbent sheet structural body obtained from the upper part thereof Object A-1 was piled up. Subsequently, the intermediates A-1 and B-1 of the water-absorbing sheet structure are integrated by heat-sealing with the laminator set at a heating temperature of 40 ° C., and the water-absorbing sheet structure before embossing is performed. Got.
- the water absorbent sheet structure before embossing is cut in a strip shape of 10 cm ⁇ 30 cm and the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric, and then on the water absorbent sheet structure (one side) Then, embossing was performed with a heated embossing roll so that the embossed area ratio was 7% and the embossed shape shown in FIG. 7 was formed, to obtain a water absorbent sheet structure.
- Example 4 After cutting the intermediate body A-1 of the water-absorbent sheet structure before embossing obtained in Example 3 in a strip shape of 10 cm ⁇ 30 cm and the longitudinal direction being the longitudinal direction (machine direction) of the nonwoven fabric On the intermediate A-1 (one side) of the water absorbent sheet structure, embossing is performed with a heated embossing roll so that the embossed area ratio is 7% and the embossed shape shown in FIG. 7 is formed, An intermediate A-1e of the water-absorbent sheet structure was obtained.
- the intermediate B-1 of the water-absorbent sheet structure obtained in Example 3 was cut into a strip shape of 10 cm ⁇ 30 cm and the longitudinal direction was the longitudinal direction (machine direction) of the nonwoven fabric, and then the water-absorbent sheet structure After the SBS-1 was coated on the intermediate B-1 at a weight per unit area of 4 g / m 2 in the same manner as described above, the emboss of the intermediate A-1e of the water-absorbent sheet structure obtained from above was applied. Layers that were not applied were stacked. Subsequently, the intermediates A-1e and B-1 of the water-absorbing sheet constituting body were integrated by heat-sealing with the laminator set at a heating temperature of 40 ° C. to obtain a water-absorbing sheet constituting body.
- Example 5 On a hot melt coating machine (Harry's Co., Ltd .: Marshall 150) set at a heating temperature of 150 ° C., a 30 cm wide spunlace hydrophilic nonwoven fabric (weight per unit area: 50 g / m 2 , thickness: 400 ⁇ m) Laying a rayon content rate of 70% and a polyethylene terephthalate content rate of 30%), and then adhering a styrene-butadiene-styrene copolymer (SBS-1; softening point 85 ° C., holding force 1440 minutes or more) as an adhesive It apply
- SBS-1 styrene-butadiene-styrene copolymer
- the spunlace hydrophilic non-woven fabric coated with the SBS-1 as an adhesive at a basis weight of 30 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was 100 ° C.
- These were integrated by heat fusion with a set laminating machine (manufactured by HASHIMA CORPORATION: linear adhesive press HP-600LF) to obtain a water absorbent sheet structure before embossing.
- the water absorbent sheet structure before embossing is cut in a strip shape of 10 cm ⁇ 30 cm and the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric, and then on the water absorbent sheet structure (one side) Then, embossing was performed with a heated embossing roll so that the embossed area ratio was 7% and the embossed shape shown in FIG. 7 was formed, to obtain a water absorbent sheet structure.
- Example 1 A water absorbent sheet structure was obtained in the same manner as in Example 1 except that the laminated sheet structure was not embossed.
- Example 3 A water absorbent sheet structure was obtained in the same manner as in Example 1 except that the embossed area ratio was changed from 7% to 35% and the embossed shape shown in FIG. 6 was applied.
- the spunlace hydrophilic non-woven fabric coated with the SBS-1 as an adhesive at a basis weight of 16 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was 100 ° C.
- These were integrated by heat-sealing with a set laminating machine (manufactured by HASHIMA CORPORATION: linear adhesive press HP-600LF) to obtain an intermediate A-2 of the water absorbent sheet structure before embossing. .
- the water-absorbent sheet intermediate A-2 before embossing is cut in a strip shape of 10 cm x 30 cm so that the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric.
- embossing is performed with a heated embossing roll so that the embossed area ratio is 7% and the embossed shape shown in FIG. 7 is formed.
- Intermediate A-2e was obtained.
- a spunlace hydrophilic nonwoven fabric having a width of 30 cm as a hydrophilic nonwoven fabric (weight per unit area: 50 g / m 2 , thickness: 400 ⁇ m, containing rayon) And then a styrene-isoprene-styrene copolymer (SBS-2; softening point 82 ° C., holding force 850 minutes) as an adhesive 9 g / m 2 on the nonwoven fabric.
- SBS-2 styrene-isoprene-styrene copolymer
- a cross-linked product of a poly (sodium acrylate) neutralized product (manufactured by Sumitomo Seika Co., Ltd .: Aquakeep 10SH-PB) was charged as a water-absorbing resin into the charging port of the roller-type spreader.
- coated the said adhesive agent was spread
- the crosslinked polyacrylic acid partial sodium neutralized product is uniformly laminated on the hydrophilic non-woven fabric coated with the adhesive at a basis weight of 120 g / m 2. Got the body.
- the spunlace hydrophilic nonwoven fabric coated with SBS-2 as an adhesive at a basis weight of 9 g / m 2 in the same manner as described above was sandwiched from the top of the obtained laminate, and the heating temperature was 100 ° C. These were integrated by heat-sealing with the set laminating machine to obtain an intermediate B-2 of the water-absorbent sheet structure.
- the obtained intermediate body B-2 of the water-absorbent sheet structure was cut into a strip of 10 cm ⁇ 30 cm and the longitudinal direction was the longitudinal direction (machine direction) of the nonwoven fabric, and then the intermediate body B of the water-absorbent sheet structure body -2 is coated with SBS-1 at a basis weight of 4 g / m 2 in the same manner as described above, and the water-absorbent sheet structure intermediate A-2e obtained from the top is not embossed. Overlaid the faces. Subsequently, the intermediates A-2e and B-2 of the water-absorbing sheet structure were integrated by heat-sealing with the laminator set at a heating temperature of 40 ° C. to obtain a water-absorbing sheet structure.
- T1 Thickness (mm) of water-absorbing sheet before absorption of physiological saline
- T2 Water-absorbing sheet constituting body thickness after absorption of physiological saline (mm)
- t2 Emboss thickness (mm) in the water absorbent sheet structure after absorption of physiological saline
- the water absorbent sheet structure of the example had a high liquid permeation rate, little liquid leakage in the width direction, and did not lose its shape after liquid absorption (excellent in shape retention).
- the embossing is not performed (Comparative Example 1)
- the embossing depth becomes shallow when the water absorbent sheet structure absorbs the liquid and swells (Comparative Examples 2 and 4)
- None of the water-absorbing sheet constituents having a small swelling thickness ratio (Comparative Example 3) can simultaneously satisfy the problems of improvement of the liquid penetration rate, prevention of liquid leakage in the width direction, and deformation of the shape. It was inferior as a structure.
- the water-absorbent sheet structure of the present invention has excellent liquid permeability, a small amount of liquid leakage, excellent shape retention, has achieved thinning, and can be suitably used for absorbent articles typified by paper diapers and the like. it can.
Abstract
吸水性樹脂を含有してなる吸収層が、親水性不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、該吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施され、以下の特性〔生理食塩水を、該吸水シート構成体1m2あたり4L(4L/m2)吸収させた際に、次の関係(A)及び(B)の両方を満たすこと(ただし、T1は生理食塩水吸収前の吸水シート構成体厚み(mm)、T2は生理食塩水吸収後の吸水シート構成体厚み(mm)、t2は生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)である);(A)膨張厚み比(T2/T1)が、2以上;(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上。〕を有することを特徴とする吸水シート構成体。本発明にかかる吸水シート構成体は、薄型であっても、形態保持性が良好なために、液体吸収前や吸収後に型くずれを起こさず、しかも優れた液体浸透性、少ない液漏れ量等の吸収能力を十分に発揮することができるという優れた効果を奏する。
Description
本発明は、衛生材料分野等に使用し得る吸水シート構成体に関する。詳しくは、薄型で紙おむつ、失禁パッド等の吸収性物品に好適に使用し得る吸水シート構成体に関する。さらに本発明は、かかる吸水シート構成体を用いてなる紙おむつ、失禁パッド等の吸収性物品に関する。
紙おむつ等に代表される吸収性物品は、体液等の液体を吸収する吸収体が、体に接する側に配された柔軟な液体透過性の表面シート(トップシート)と、体と接する反対側に配された液体不透過性の背面シート(バックシート)とにより挟持された構造を有する。
従来、デザイン性、携帯時における利便性、流通時における効率等の観点から、吸収性物品の薄型化、軽量化に対する要求は高まっていた。さらに近年、環境保全の観点から、資源を有効に利用し、樹木のような成長に長期間を要する天然素材の使用を極力回避する、いわゆるエコ・フレンドリーな志向にニーズが集まりつつある。
そこで、木材の解砕パルプ繊維等が極めて少なく、基本的な性能(速い液体浸透速度、十分な液体吸収能、少ない液体逆戻り量、少ない液漏れ量、形態保持性等)に優れ、薄型化を達成した吸水シート構成体として、所定量の吸水性樹脂及び所定量のホットメルト接着剤が、2枚以上の所定の目付量を有する親水性不織布により挟持された構造を有する吸水シート構成体(例えば、特許文献1参照)が提案されている。
一方、従来の前記吸収体においては、吸収速度及びフィット性、ならびに型くずれ防止効果を改良するために、エンボスを施すことが提案されている(例えば、特許文献2参照)。
特許文献1に開示されている吸水シート構成体は、前記基本的な性能に十分優れているが、特に速い液体浸透速度、少ない液漏れ量、形態保持性においてさらに優れた吸水シート構成体の提案が望まれている。
前記吸水シート構成体に、特許文献2等に開示されているエンボスを施してみたが、吸水シート構成体が液体を吸収した際、吸収層中の吸水性樹脂が液体を吸収して膨潤するのを前記エンボスが阻害し、吸水シート構成体の液体吸収能が悪くなることを見出した。また、前記吸水性樹脂の膨潤により、エンボスが失われ、次に発生する液体の吸収にエンボスが有効に働かない場合があることも見出した。
本発明の目的は、優れた液体浸透性、少ない液漏れ量、形態保持性に優れ、薄型化を達成した吸水シート構成体を提供することにある。
即ち、本発明の要旨は、
〔1〕 吸水性樹脂を含有してなる吸収層が、親水性不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、該吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施され、以下の特性:
生理食塩水を、該吸水シート構成体1m2あたり4L(4L/m2)吸収させた際に、次の関係(A)及び(B)の両方を満たすこと(ただし、T1は生理食塩水吸収前の吸水シート構成体厚み(mm)、T2は生理食塩水吸収後の吸水シート構成体厚み(mm)、t2は生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)である)。
(A)膨張厚み比(T2/T1)が、2以上
(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上
を有することを特徴とする吸水シート構成体;並びに
〔2〕 前記〔1〕に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで狭持してなる、吸収性物品;に関するものである。
〔1〕 吸水性樹脂を含有してなる吸収層が、親水性不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、該吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施され、以下の特性:
生理食塩水を、該吸水シート構成体1m2あたり4L(4L/m2)吸収させた際に、次の関係(A)及び(B)の両方を満たすこと(ただし、T1は生理食塩水吸収前の吸水シート構成体厚み(mm)、T2は生理食塩水吸収後の吸水シート構成体厚み(mm)、t2は生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)である)。
(A)膨張厚み比(T2/T1)が、2以上
(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上
を有することを特徴とする吸水シート構成体;並びに
〔2〕 前記〔1〕に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで狭持してなる、吸収性物品;に関するものである。
本発明にかかる吸水シート構成体は、薄型であっても、形態保持性が良好なために、液体吸収前や吸収後に型くずれを起こさず、しかも優れた液体浸透性、少ない液漏れ量等の吸収能力を十分に発揮することができるという優れた効果を奏する。従って、本発明にかかる吸水シート構成体を紙おむつの等の吸収体として使用することにより、薄くて外観の意匠性に優れると共に、液漏れ等の不都合のない衛生材料を提供することができる。また、本発明にかかる吸水シート構成体は、衛生材料分野以外に、農業分野や建材分野等にも使用することができる。
本発明にかかる吸水シート構成体は、吸水性樹脂を含有してなる吸収層が、親水性不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であり、該吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施され、該吸水シート構成体における特定の厚み条件及び特定のエンボス保持条件を満たすことで、速い液体浸透速度、少ない液漏れ量、形態保持性に優れた薄型の吸水シート構成体を実現することができるものである。
本発明にかかる吸水シート構成体は、パルプ繊維等の親水性繊維が本発明の効果を損なわない範囲の量で、親水性不織布間に吸水性樹脂とともに混在している態様であってもよいが、薄型化の観点からは、実質的に親水性繊維を含まない態様であることが好ましい。
本発明にかかる吸水シート構成体に用いられる吸水性樹脂としては、公知の吸水性樹脂が使用でき、例えば、澱粉-アクリロニトリルグラフト共重合体の加水分解物、澱粉-アクリル酸グラフト重合体の中和物、酢酸ビニル-アクリル酸エステル共重合体のケン化物、ポリアクリル酸部分中和物等が挙げられる。これらの吸水性樹脂の中では、生産量、製造コストや吸水性能等の観点から、ポリアクリル酸部分中和物が好適に用いられる。ポリアクリル酸部分中和物を合成する方法としては、逆相懸濁重合法及び水溶液重合法等が挙げられる。これらの重合法の中でも、得られる粒子の流動性の良さや微粉末の少なさ、液体吸収容量(保水能、有効吸水量、荷重下での吸水能等の指標にて表される)や吸水速度等の吸水性能が高いという観点から、逆相懸濁重合法により得られる吸水性樹脂が好適に用いられる。
前記ポリアクリル酸部分中和物の中和度は、吸水性樹脂の浸透圧を高め、吸水能力を高める観点から、50モル%以上が好ましく、70~90モル%がより好ましい。
本発明にかかる吸水シート構成体における吸水性樹脂の含有量は、前記吸水シート構成体が吸収性物品に使用された際に十分な液体吸収性能を得る観点から、吸水シート構成体の1m2あたり好ましくは100~1000g(即ち100~1000g/m2)であり、より好ましくは150~800g/m2、さらに好ましくは200~700g/m2であり、よりさらに好ましくは220~600g/m2である。吸水シート構成体としての十分な液体吸収性能を発揮させ、液体の逆戻りを抑制する観点から、当該含有量は100g/m2以上であることが好ましく、ゲルブロッキング現象の発生を抑制し、吸水シート構成体として液体の拡散性能を発揮させ、さらに液体の浸透速度を改善する観点から、当該含有量は1000g/m2以下であることが好ましい。
本発明にかかる吸水シート構成体に用いられる親水性不織布としては、当該技術分野で公知の親水性不織布であれば特に限定されないが、液体浸透性、柔軟性及び前記吸水シート構成体とした際の形態保持性の観点から、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン繊維、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)等のポリエステル繊維、ナイロン等のポリアミド繊維、レーヨン繊維、その他の合成繊維からなる親水性不織布や、綿、絹、麻、パルプ(セルロース)繊維等が混合されて製造された親水性不織布等が挙げられる。これらの親水性不織布の中でも、吸水シート構成体の形態保持性を高める等の観点から、合成繊維の親水性不織布が好ましく用いられ、とりわけレーヨン繊維、ポリオレフィン繊維、ポリエステル繊維からなる親水性不織布であることが好ましい。また、前記合成繊維の親水性不織布には、得られる吸水シート構成体の厚みを増大させない程度に、少量のパルプ繊維が含まれていてもよい。これらの親水性不織布は、前記繊維の単独の親水性不織布でもよく、2種以上の繊維を組み合わせた親水性不織布でもよい。
より詳細には、吸水シート構成体の形態保持性を高め、吸水性樹脂の目抜けによる脱落を防止する観点から、ポリオレフィン繊維、ポリエステル繊維及びそれらの混合体からなる群より選択される繊維より製造されるスパンボンド不織布がより好ましく、また、吸水シート構成体を形成した際の液体吸収性能、柔軟性をより高める観点から、レーヨン繊維を主成分とするスパンレース不織布も、本発明に用いられる不織布として、より好ましい。前記スパンボンド不織布のなかでも、ポリオレフィン繊維の多層構造である、スパンボンド-メルトブローン-スパンボンド(SMS)不織布、及びスパンボンド-メルトブローン-メルトブローン-スパンボンド(SMMS)不織布がより好ましく用いられ、とりわけポリプロピレン繊維を主成分とするSMS不織布、SMMS不織布が好ましく用いられる。一方、前記スパンレース不織布としては、主成分のレーヨン繊維にポリオレフィン繊維及び/又はポリエステル繊維を適宜配合したものが好ましく使用され、なかでもレーヨン-PET不織布、レーヨン-PET-PE不織布が好ましく用いられる。前記不織布には、吸水シート構成体の厚みを増大させない程度に少量のパルプ繊維が含まれていてもよい。
前記親水性不織布は、本発明にかかる吸水シート構成体に、良好な液体液浸透性、柔軟性、形態保持性やクッション性を付与すること、及び吸水シート構成体の液体浸透速度を速める観点から、適度に嵩高く、目付量が大きい親水性不織布が好ましい。その目付量は、好ましくは5~300g/m2であり、より好ましくは10~200g/m2、さらに好ましくは11~100g/m2、よりさらに好ましくは13~50g/m2である。また、親水性不織布の厚さとしては、好ましくは200~1500μmの範囲であり、より好ましくは250~1200μmの範囲であり、さらに好ましくは300~1000μmの範囲である。
本発明にかかる吸水シート構成体において、得られる吸水シート構成体の形態保持性を高める観点から、吸収層はさらに接着剤を含有してなることが好ましい。接着剤を使用する場合、その接着剤としては、例えば、天然ゴム系、ブチルゴム系、ポリイソプレン等のゴム系接着剤;スチレン-イソプレンブロック共重合体(SIS)、スチレン-ブタジエンブロック共重合体(SBS)、スチレン-イソブチレンブロック共重合体(SIBS)、スチレン-エチレン-ブチレン-スチレンブロック共重合体(SEBS)等のスチレン系エラストマー接着剤;エチレン-酢酸ビニル共重合体(EVA)接着剤;エチレン-アクリル酸エチル共重合体(EEA)、エチレン-アクリル酸ブチル共重合体(EBA)等のエチレン-アクリル酸誘導体共重合系接着剤;エチレン-アクリル酸共重合体(EAA)接着剤;共重合ナイロン、ダイマー酸ベースポリアミド等のポリアミド系接着剤;ポリエチレン、ポリプロピレン、アタクチックポリプロピレン、共重合ポリオレフィン等のポリオレフィン系接着剤;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、共重合ポリエステル等のポリエステル系接着剤、及びアクリル系接着剤等が挙げられる。これらの接着剤の中でも、接着力が強く、吸水シート構成体における親水性不織布の剥離や吸水性樹脂の散逸を防ぐことができるという観点から、エチレン-酢酸ビニル共重合体接着剤、スチレン系エラストマー接着剤、ポリオレフィン系接着剤及びポリエステル系接着剤が好適に用いられる。これらの接着剤は、単独で使用してもよく、2種以上を組み合わせて使用してもよい。
前記接着剤の溶融温度又は軟化点は、吸水性樹脂を親水性不織布に十分に固定するとともに、親水性不織布の熱劣化や変形を防止する観点から、好ましくは60~180℃であり、より好ましくは70~150℃である。
また、前記接着剤の保持力は、使用する親水性不織布等により異なるため一概には言えないが、吸水シート構成体が液体を吸収した際のエンボスの形状保持性や効果持続性の観点から、1000分間以上であることが好ましく、1100分間以上であることがより好ましく、1200分間以上であることがさらに好ましい。なお、本明細書において、接着剤の保持力は、後述の測定方法に従って評価した値である。
本発明にかかる吸水シート構成体における接着剤の含有量は、前記吸水性樹脂の含有量(質量基準)の0.05~2.0倍の範囲であることが好ましく、0.08~1.5倍の範囲であることがより好ましく、0.1~1.0倍の範囲であることがさらに好ましい。十分な接着によって親水性不織布の剥離や吸水性樹脂の散逸を防止し、吸水シート構成体の形態保持性を高め、さらにエンボスの形状保持性や効果持続性を高める観点から、接着剤の含有量は0.05倍以上であることが好ましく、接着が強くなり過ぎることによる吸水性樹脂の膨潤阻害を回避し、吸水シート構成体の液体浸透速度や液漏れを改善する観点から、接着剤の含有量は2.0倍以下であることが好ましい。
本発明にかかる吸水シート構成体は、親水性不織布間に形成される吸収層が、少なくとも吸水性樹脂を含有してなるものであり、例えば、親水性不織布上で吸水性樹脂と接着剤の混合粉末を均一に散布し、さらに親水性不織布を重ねて、接着剤の溶融温度付近で加熱すること、要すれば圧力下で加熱することにより形成される。また、接着剤を塗布した親水性不織布上に、吸水性樹脂を均一に散布した後、接着剤を塗布した親水性不織布をさらに重ねて、要すれば圧力下で加熱すること、又は親水性不織布間に吸水性樹脂を挟みこんだ後、熱エンボス等を施すことによっても、本発明にかかる吸水シート構成体が形成される。
本発明にかかる吸水シート構成体は、例えば、以下のような方法で製造することができる。
(a)親水性不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、さらに親水性不織布を重ねて、接着剤の溶融温度付近で加熱圧着する。
(b)親水性不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、加熱炉を通過させて粉末が散逸しない程度に固定する。これに親水性不織布を重ねて、加熱圧着する。
(c)親水性不織布の上に、接着剤を溶融塗布した直後、吸水性樹脂を均一に散布して層を形成させ、さらに、上部から接着剤を溶融塗布した親水性不織布を、接着剤の塗布面が散布した吸水性樹脂層の側に向くように上部から重ね、ロールプレス等を用いて加圧して、要すれば加熱して、圧着する。
(d)親水性不織布の上に、吸水性樹脂を均一に散布し、さらに親水性不織布を重ねて、加熱エンボスを施すことにより、親水性不織布同士を加熱圧着する。
(b)親水性不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、加熱炉を通過させて粉末が散逸しない程度に固定する。これに親水性不織布を重ねて、加熱圧着する。
(c)親水性不織布の上に、接着剤を溶融塗布した直後、吸水性樹脂を均一に散布して層を形成させ、さらに、上部から接着剤を溶融塗布した親水性不織布を、接着剤の塗布面が散布した吸水性樹脂層の側に向くように上部から重ね、ロールプレス等を用いて加圧して、要すれば加熱して、圧着する。
(d)親水性不織布の上に、吸水性樹脂を均一に散布し、さらに親水性不織布を重ねて、加熱エンボスを施すことにより、親水性不織布同士を加熱圧着する。
例えば、これら(a)~(d)に示された方法によって吸水シート構成体を製造することで、吸水性樹脂を含有してなる吸収層が、2枚の親水性不織布により上方及び下方から挟持された構造を有する吸水シート構成体を得ることができる。これらの方法のなかでも、製造方法の簡便さと製造効率の高さの観点から、(a)、(c)、(d)の方法がより好ましい。なお、(a)~(d)に例示された方法を組み合わせて、吸水シート構成体を製造することもできる。親水性不織布の枚数としては、2枚以上が好ましく、2枚がより好ましい。
また、本発明にかかる吸水シート構成体は、消臭剤、抗菌剤やゲル安定剤等の添加剤が適宜配合されていてもよい。
本発明にかかる吸水シート構成体は、前記吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施されており、両面にエンボスが施されていても良い。
本発明にかかる吸水シート構成体に施されるエンボスの図形(パターン)は特に限定されず、点状(例えば、図3参照)、直線(例えば、図4及び5参照)、曲線、波型及びそれらを組み合わせた図形(例えば、図6及び7参照)等が挙げられる。これらの図形の中でも、得られる吸水シート構成体が、速い液体浸透速度、少ない液漏れ量を達成する観点から、図6及び7の図形が好適に用いられる。
本発明にかかる吸水シート構成体に施されるエンボスの面積率は、当該吸水性シート構成体のエンボスが施された面の面積の3~25%の範囲であることが好ましく、より好ましくは4~20%の範囲であり、さらに好ましくは5~15%の範囲である。エンボス部より液体の拡散を促進し、液体の浸透速度を速くする観点、吸水性樹脂の吸水シート構成体への固定化による吸水シート構成体の型崩れを防止する観点から、エンボスの面積率は3%以上であることが好ましく、液体が吸水シート構成体に吸収される前に生じ得る拡散を防止し、吸水シート構成体からの液漏れを防ぐ観点、吸水性樹脂の膨潤を阻害しない観点、また得られる吸水シート構成体の風合いを柔らかくする観点から、エンボスの面積率は25%以下であることが好ましい。
本発明にかかる吸水シート構成体において、吸水シート構成体にエンボスを施す方法としては、圧力、熱、超音波又は接着剤を用いる方法等が挙げられる。また、それらを組み合わせた方法を用いてもよい。なお、エンボスを施す際、前記の製造方法において圧着する際に直接エンボスを施してもよく、一度エンボスを施す前の吸水シート構成体を製造した後、別途エンボスを施してもよい。
本発明にかかる吸水シート構成体は、生理食塩水を、該吸水シート構成体1m2あたり4L(4L/m2)吸収させた際に、次の関係(A)及び(B)の両方を満たすことに一つの特徴を有している。ただし、T1は生理食塩水吸収前の吸水シート構成体厚み(mm)、T2は生理食塩水吸収後の吸水シート構成体厚み(mm)、t2は生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)であり、後述の測定方法により評価した値である。
(A)膨張厚み比(T2/T1)が、2以上。
(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上。
(A)膨張厚み比(T2/T1)が、2以上。
(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上。
前記膨張厚み比は、吸水シート構成体が液体を吸収した際、エンボス周辺における吸水性樹脂の膨潤性の度合いを示す指標である。膨張厚み比は2以上であり、好ましくは3~20であり、より好ましくは4~15である。膨張厚み比が2未満の場合、吸収層中の吸水性樹脂が液体を吸収して膨潤する際、吸収層の上方及び下方の親水性不織布に押さえつけられた状態となり、吸水性樹脂の膨潤が阻害され、吸水シート構成体の吸収能力が低下し、液漏れが生じやすくなる。
前記膨張エンボス深さは、吸水シート構成体が液体を吸収した際、エンボスの形状保持性の度合いを示す指標である。膨張エンボス深さは0.7以上であり、好ましくは0.8以上であり、より好ましくは0.9以上である。膨張エンボス深さが0.7未満の場合、吸水シート構成体が液体を吸収して膨張した際、エンボスの形状が失われ、次に発生する液体吸収時に、エンボスが有効に働かない。具体的には、エンボスの形状が失われることで、吸水シート構成体における液体の浸透速度が遅くなったり、吸水シート構成体が型崩れする。
上記のT1、T2及びt2を所望の程度に設定する方法としては、例えば、吸収層の吸水性樹脂量と接着剤量及び吸水シート構成体に施すエンボスの面積率を適宜調整することが挙げられる。より具体的には、T1については、例えば親水性不織布の厚さや吸水性樹脂の量を調整することにより、所望の程度に設定することができる。T2については、例えばエンボスの面積率を小さくすることや、吸水性樹脂の量を増加することにより、その値を大きくすることができる。さらにt2については、例えば接着剤の量を増やしたり、より保持力が強い接着剤を用いることにより、その値を小さくすることができる。
本発明においては、前記吸水シート構成体の吸収層の全面又は一部を、適切な通気性分画層を用いて、垂直方向(シート構成体の厚み方向)に、上方の1次吸収層と下方の2次吸収層に分画した構造とすることもできる。かかる構造とすることで、吸水シート構成体の液体吸収性能、なかでも傾斜における液漏れが飛躍的に改善される。
前記通気性分画層は、適度な通気性と通液性を有するが、吸水性樹脂のような粒子状物が実質的に通過しない層であればよい。具体的には、PE、PP繊維からなる細孔を有するネット等の網状物、パフォーレイティッドフィルム等の多孔質フィルム、ティッシュペーパー等の衛生用紙、パルプ/PE/PPからなるエアレイド型不織布等のセルロース含有合成繊維不織布、あるいはレーヨン繊維、ポリオレフィン繊維及びポリエステル繊維からなる合成繊維不織布等が挙げられる。これらのなかでも、得られる吸水シート構成体の性能面から、本発明における吸収層を挟持する前記不織布と同様のものが好ましく用いられる。
2次吸収層における吸水性樹脂の使用量は、1次吸収層の吸水性樹脂の使用量に対して、0.01~1.0倍(質量比)の範囲であることが好ましく、0.05~0.8倍の範囲であることがより好ましく、0.1~0.5倍の範囲であることがさらに好ましい。2次吸収層の液体吸収性を十分に発揮し、液漏れを防止する観点から、0.01倍以上であることが好ましく、吸液後における表面でのドライ感を高め、逆戻りを少なくする観点から、1.0倍以下であることが好ましい。
本発明にかかる吸水シート構成体の液体吸収性能は、使用される吸水性樹脂の吸水性能に影響をうける。よって本発明で使用される1次吸収層の吸水性樹脂は、吸水シート構成体の各成分の構成等を考慮して、好適な範囲のものを選択することが好ましい。また、2次吸収層の吸水性樹脂は、1次吸収層の吸水性樹脂と同一であってもよく、異なっていてもよい。
より具体的には、少なくとも一方の吸収層に用いられる吸水性樹脂が逆相懸濁重合法により得られる吸水性樹脂である態様が好ましく、2次吸収層に用いられる吸水性樹脂が逆相懸濁重合法により得られる吸水性樹脂である態様がより好ましく、1次吸収層及び2次吸収層に用いられる吸水性樹脂の両者が逆相懸濁重合法により得られる吸水性樹脂である態様がさらに好ましい。
本発明にかかる吸水シート構成体は、薄型化が可能である点に一つの特徴を有しており、紙おむつ等の吸収性物品への使用を考慮すると、吸水シート構成体の厚みは、乾燥状態で、好ましくは4mm以下であり、より好ましくは3mm以下であり、さらに好ましくは0.5mm~2mmである。乾燥状態とは、吸水シート構成体が液体を吸収する前の状態のことをいう。本明細書において、吸水シート構成体の乾燥状態の厚みは、後述の測定方法により評価した値である。
本発明にかかる吸水シート構成体は、液体の浸透速度が速い点に一つの特徴を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の合計浸透速度が50秒以下であることが好ましく、48秒以下であることがより好ましい。本明細書において、吸水シート構成体の合計浸透速度は、後述の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、液体の傾斜における漏れが少ない点に一つの特徴を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の漏れ指数が150以下であることが好ましく、100以下であることがより好ましい。本明細書において、吸水シート構成体の漏れ指数は、後述の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、液体浸透後の逆戻りが少ない点に一つの特徴を有しており、吸収性物品への使用を考慮すると、吸水シート構成体における液体の逆戻り量が12g以下であることが好ましく、10g以下であることがより好ましい。本明細書において、吸水シート構成体における液体の逆戻り量は、後述の測定方法により得られる値である。
本発明にかかる吸水シート構成体は、液体透過性シート及び液体不透過性シートで狭持することにより、本発明にかかる吸収性物品を得ることができる。エンボスが施された面が吸水シート構成体の1面である場合、エンボスが施された面に液体透過性シートを設けることが好ましい。前記液体透過性シート及び液体不透過性シートとしては、本発明分野で用いられる公知のシートを用いることができ、これらのシートで狭持する方法についても、公知の方法を採用することができる。
以下に、本発明を実施例に基づいてさらに詳細に説明するが、本発明は、かかる実施例のみに限定されるものではない。
本明細書において規定する測定は、以下の方法により測定、評価した。
[接着剤の保持力]
ポリエチレンフィルム(長さ150mm、幅25mm)に、50μmの厚みとなるように接着剤を均一に塗布して、試験片とした。ステンレス鋼板(長さ125mm、幅50mm)の一端に、試験片の長さ25mm×幅25mmの面積が接するように、貼り付け、貼り付いていない部分は、接着面を内側にして折り重ねた。試験片の上から、2kgのゴムローラーを用いて、5mm/秒の速度で1往復し圧着した。
ポリエチレンフィルム(長さ150mm、幅25mm)に、50μmの厚みとなるように接着剤を均一に塗布して、試験片とした。ステンレス鋼板(長さ125mm、幅50mm)の一端に、試験片の長さ25mm×幅25mmの面積が接するように、貼り付け、貼り付いていない部分は、接着面を内側にして折り重ねた。試験片の上から、2kgのゴムローラーを用いて、5mm/秒の速度で1往復し圧着した。
20分後、ステンレス鋼板の一端を止め、ステンレス鋼板及び試験片が垂直に垂れ下がるようにし、折り重ねられた試験片の部分の端に、1kgのおもりを取り付けた。
試験片がステンレス鋼板から剥がれて落下するまでの時間を測定した。測定を3枚の試験片について行い、その平均値を、接着剤の保持力とした。なお、1440分間(24時間)を超えた場合は、「1440分間以上」と評価した。
[吸水シート構成体の乾燥状態の厚み]
得られた吸水シート構成体をそのまま、サンプルとした(10cm×30cm)。なお、得られた吸水シート構成体が10cm×30cmの形状になっていない場合は、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
得られた吸水シート構成体をそのまま、サンプルとした(10cm×30cm)。なお、得られた吸水シート構成体が10cm×30cmの形状になっていない場合は、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
厚み測定器(株式会社尾崎製作所製、型番:J-B)を用いて、長手方向に左端、中央、右端の3箇所(左から3cmを左端、15cmを中央、27cmを右端)を測定した。幅方向は中央部を測定した。厚みの測定値は各箇所で3回測定して平均した。さらに、左端、中央、右端の値を平均して、吸水シート構成体全体の厚みとした。
[吸水シート構成体の膨張厚み比及び膨張エンボス深さ]
吸水シート構成体を、5cm×5cmに切断したものをサンプルとして使用した。
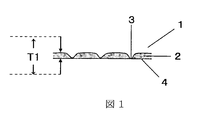
得られたサンプルについて、レーザ変位センサ(株式会社キーエンス製、型番:LBシリーズ)を用いて、エンボスが施されていない平面の厚みを測定した。厚みの測定は、測定箇所を変えて5回行い、その平均値を生理食塩水吸収前の厚みT1(mm)とした(例えば、図1参照)。
吸水シート構成体を、5cm×5cmに切断したものをサンプルとして使用した。
得られたサンプルについて、レーザ変位センサ(株式会社キーエンス製、型番:LBシリーズ)を用いて、エンボスが施されていない平面の厚みを測定した。厚みの測定は、測定箇所を変えて5回行い、その平均値を生理食塩水吸収前の厚みT1(mm)とした(例えば、図1参照)。
前記サンプルに、10mLの生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)を均一に投入し、吸収させた。なお、吸収させた生理食塩水は、サンプル(吸水シート構成)1m2あたり4L(4L/m2)に該当する。
生理食塩水の投入から10分間経過後の生理食塩水吸収後のサンプルについて、上記T1と同様の測定方法により、生理食塩水吸収後の厚みT2(mm)を測定した(例えば、図2参照)。
また、レーザ変位センサ(株式会社キーエンス製、型番:LBシリーズ)を用いて、エンボスが施されている箇所の厚みを測定した。エンボス深さの測定は測定箇所を変えて5回行い、その平均値を生理食塩水吸収後のエンボス厚みt2(mm)とした(例えば、図2参照)。
前記T1、T2、t2を測定した後、下記式により、吸水シート構成体の膨張厚み比及び膨張エンボス深さを、それぞれ算出した。
(A)膨張厚み比=T2/T1
(B)膨張エンボス深さ=(T2-t2)/T2
(A)膨張厚み比=T2/T1
(B)膨張エンボス深さ=(T2-t2)/T2
[吸水シート構成体の浸透速度、幅方向の液漏れ、及び逆戻り量]
吸水シート構成体を10cm×30cmの短冊状で、長手方向が親水性不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
吸水シート構成体を10cm×30cmの短冊状で、長手方向が親水性不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
10L容の容器に、塩化ナトリウム60g、塩化カルシウム二水和物1.8g、塩化マグネシウム六水和物3.6g及び適量の蒸留水を入れ、完全に溶解させた。次に、1質量%ポリ(オキシエチレン)イソオクチルフェニルエーテル水溶液15gを添加し、さらに蒸留水を添加して、水溶液全体の質量を6000gに調整した後、少量の青色1号で着色して、試験液を調製した。
サンプル(吸水シート構成体)の上部に、サンプルと同じ大きさ(10cm×30cm)、目付量22g/m2のポリエチレン製エアスルー型多孔質液体透過性シートを載せた。また、サンプルの下に、サンプルと同じ大きさ及び目付量のポリエチレン製液体不透過性シートを置き、簡易的な吸収性物品を作製した。この吸収性物品の中心付近に、内径3cmの円筒型シリンダーを置き、50mLの試験液をそのシリンダー内に一度に投入するとともに、ストップウォッチを用いて、試験液がシリンダー内から完全に消失するまでの時間を測定し、1回目の浸透速度(秒)とした。次いで30分後及び60分後にも、1回目と同じ位置に前記円筒型シリンダーを置いて同様の操作を行い、2回目及び3回目の浸透速度(秒)を測定した。1回目~3回目の秒数の合計を合計浸透速度とした。
また、前記1~3回の各浸透速度の測定終了後、吸水シート構成体の幅方向の液漏れの有無について、目視にて確認した。1回でも幅方向の液漏れが発生すれば、液漏れ有りと評価した。
さらに、1回目の試験液投入開始から120分後にシリンダーを取り除き、吸収性物品上の試験液投入位置付近に、あらかじめ質量(Wa(g)、約70g)を測定しておいた10cm四方の濾紙(約80枚)を置き、その上に底面が10cm×10cmの5kgの重りを載せた。5分間の荷重後、濾紙の質量(Wb(g))を測定し、増加した質量を液体逆戻り量(g)とした。
液体逆戻り量(g)=Wb-Wa
液体逆戻り量(g)=Wb-Wa
[傾斜における漏れ試験]
傾斜における漏れ試験は、図8に示す装置を用いて行った。
概略としては、市販の実験設備用の架台51を用いて、アクリル板52を傾斜させて固定した後、板上に載置した吸収性物品53に鉛直上方から滴下ロート54で前記の試験液を投入し、漏れ量を天秤55で計量する機構である。以下に詳細な仕様を示す。
傾斜における漏れ試験は、図8に示す装置を用いて行った。
概略としては、市販の実験設備用の架台51を用いて、アクリル板52を傾斜させて固定した後、板上に載置した吸収性物品53に鉛直上方から滴下ロート54で前記の試験液を投入し、漏れ量を天秤55で計量する機構である。以下に詳細な仕様を示す。
アクリル板52は傾斜面方向の長さが45cmで、架台51によって水平に対して成す角45±2°になるよう固定した。アクリル板52は幅100cm、厚さ1cmで、複数の吸収性物品53を並行して測定することも可能であった。アクリル板52の表面は滑らかなので、板に試験液が滞留したり吸収されたりすることはなかった。
架台51を用いて、滴下ロート54を傾斜アクリル板52の鉛直上方に固定した。滴下ロート54は、容量100mL、先端部の内径が約4mmであり、8mL/秒で試験液が投入されるようにコックの絞りを調整した。
アクリル板52の下部には、トレイ56を載置した天秤55が設置されており、漏れとして流れ落ちる試験液をすべて受けとめ、その質量を0.1gの精度まで記録した。
このような装置を用いた傾斜における漏れ試験は、以下の手順で行った。幅10cm×長さ30cmの短冊状で、長手方向が親水性不織布の縦方向(機械方向)となるように切断した吸水シート構成体の質量を測定した。次いで、同サイズのエアスルー型ポリエチレン製液体透過性不織布(目付量22g/m2)を前記吸水シート構成体の上方から付し、さらに、同サイズ及び同目付量のポリエチレン製液体不透過性シートを下方から付して作成した簡易的な吸収性物品53を、アクリル板52上に貼り付けた(漏れを作為的に止めないために、吸収性物品53の下端はアクリル板52上には貼り付けなかった)。
吸収性物品53の上端から2cm下方向の箇所に目印をつけ、滴下ロート54の投入口を、目印から鉛直上方距離8±2mmになるように固定した。
天秤55を起動させ、表示をゼロに補正した後、滴下ロート54に前記試験液80mLを一度に投入した。試験液が吸収性物品53に吸収されずに傾斜したアクリル板52を流れ、トレイ56に入った液量を測定し、1回目の漏れ量(g)とした。この1回目の漏れ量(g)の数値をLW1とした。
1回目の投入開始から10分間隔にて、同様に2回目、3回目の試験液を投入して、2回目、3回目の漏れ量(g)を測定し、その数値をそれぞれLW2、LW3とした。
次いで、以下の式に従って漏れ指数を算出した。指数が小さいほど、吸水シート構成体の傾斜における漏れ量、特に初期の漏れ量が少なく、優れた吸水シート構成体と判断される。
漏れ指数:L=LW1×10+LW2×5+LW3
漏れ指数:L=LW1×10+LW2×5+LW3
[吸水シート構成体の型崩れ]
前記の傾斜における漏れ試験実施後の吸水シート構成体の状態変化を、目にて確認して、以下の基準で評価した。
A:吸収層に変化なく、型崩れしていない。
B:一部、吸水性樹脂の移動等吸収層に変化があり、多少型崩れしている。
C:かなり型崩れをしている。
前記の傾斜における漏れ試験実施後の吸水シート構成体の状態変化を、目にて確認して、以下の基準で評価した。
A:吸収層に変化なく、型崩れしていない。
B:一部、吸水性樹脂の移動等吸収層に変化があり、多少型崩れしている。
C:かなり型崩れをしている。
[実施例1]
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのポリプロピレン製スパンボンド-メルトブローン-スパンボンド(以下、SMSと表記)不織布を親水化剤により親水化処理したもの(目付量:13g/m2、厚さ:150μm、ポリプロピレン含有率:100%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量14g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのポリプロピレン製スパンボンド-メルトブローン-スパンボンド(以下、SMSと表記)不織布を親水化剤により親水化処理したもの(目付量:13g/m2、厚さ:150μm、ポリプロピレン含有率:100%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量14g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープSA55SX-II)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量190g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量14g/m2で前記と同様の方法で塗布した前記SMS親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP-600LF)にて熱融着させることでこれらを一体化させ、吸水シート構成体の中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、得られた吸水シート構成体の中間物を敷き、接着剤として前記SBS-1を目付量10g/m2で前記吸水シート構成体の中間物上に塗布した。
次に、前記ローラー型散布機の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープ10SH-PB)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した吸水シート構成体の中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量50g/m2で接着剤を塗布した吸水シート構成体の中間物上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量10g/m2で前記と同様の方法で塗布した前記SMS親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定した前記ラミネート機にて熱融着させることでこれらを一体化させ、エンボスを施す前の吸水シート構成体を得た。
得られたエンボスを施す前の吸水シート構成体を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[実施例2]
エンボス面積率を7%から13%に変更し、かつ図6に示すエンボス形状を施した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
エンボス面積率を7%から13%に変更し、かつ図6に示すエンボス形状を施した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[実施例3]
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープSA55SX-II)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量270g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量20g/m2で前記と同様の方法で塗布した前記スパンレース親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP-600LF)にて熱融着させることでこれらを一体化させ、吸水シート構成体の中間物A-1を得た。
前記と同様に、加熱温度を150℃に設定した前記ホットメルト塗工機上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてSBS-1を目付量6g/m2で当該不織布上に塗布した。
次に、前記ローラー型散布機の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープ10SH-PB)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量70g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量6g/m2で前記と同様の方法で塗布した前記スパンレース親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定した前記ラミネート機にて熱融着させることでこれらを一体化させ、吸水シート構成体の中間物B-1を得た。
得られた吸水シート構成体の中間物B-1上に、前記SBS-1を目付量4g/m2で前記と同様の方法で塗布した後、その上部から得られた吸水シート構成体の中間物A-1を重ねた。次いで、加熱温度を40℃に設定した前記ラミネート機にて熱融着させることで前記吸水シート構成体の中間物A-1及びB-1を一体化させ、エンボスを施す前の吸水シート構成体を得た。
得られたエンボスを施す前の吸水シート構成体を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[実施例4]
実施例3において得られたエンボスを施す前の吸水シート構成体の中間物A-1を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体の中間物A-1(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体の中間物A-1eを得た。
実施例3において得られたエンボスを施す前の吸水シート構成体の中間物A-1を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体の中間物A-1(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体の中間物A-1eを得た。
実施例3において得られた吸水シート構成体の中間物B-1を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、吸水シート構成体の中間物B-1上に、前記SBS-1を目付量4g/m2で前記と同様の方法で塗布した後、その上部から得られた吸水シート構成体の中間物A-1eのエンボスが施されていない面を重ねた。次いで、加熱温度を40℃に設定した前記ラミネート機にて熱融着させることで前記吸水シート構成体の中間物A-1e及びB-1を一体化させ、吸水シート構成体を得た。
[実施例5]
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量30g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量30g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープSA55SX-II)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量400g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量30g/m2で前記と同様の方法で塗布した前記スパンレース親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP-600LF)にて熱融着させることでこれらを一体化させ、エンボスを施す前の吸水シート構成体を得た。
得られたエンボスを施す前の吸水シート構成体を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[比較例1]
積層シート構成体にエンボスを施さない以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
積層シート構成体にエンボスを施さない以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[比較例2]
接着剤を、スチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)から、スチレン-イソプレン-スチレン共重合体(SBS-2;軟化点82℃、保持力850分間)に変更した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
接着剤を、スチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)から、スチレン-イソプレン-スチレン共重合体(SBS-2;軟化点82℃、保持力850分間)に変更した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[比較例3]
エンボス面積率を7%から35%に変更し、かつ図6に示すエンボス形状を施した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
エンボス面積率を7%から35%に変更し、かつ図6に示すエンボス形状を施した以外は、実施例1と同様の方法によって、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。
[比較例4]
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量16g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS-1;軟化点85℃、保持力1440分間以上)を目付量16g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープSA55SX-II)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量220g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-1を目付量16g/m2で前記と同様の方法で塗布した前記スパンレース親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP-600LF)にて熱融着させることでこれらを一体化させ、エンボスを施す前の吸水シート構成体の中間物A-2を得た。
得られたエンボスを施す前の吸水シート構成体の中間物A-2を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、前記吸水シート構成体の中間物A-2(片面)上に、加熱エンボスロールにて、エンボス面積率が7%、かつ図7で表されるエンボス形状が形成されるようにエンボスを施し、吸水シート構成体の中間物A-2eを得た。
前記と同様に、加熱温度を150℃に設定した前記ホットメルト塗工機上に、親水性不織布として幅30cmのスパンレース親水性不織布(目付量:50g/m2、厚さ:400μm、レーヨン含有率:70%、ポリエチレンテレフタレート含有率:30%)を敷いた後、接着剤としてスチレン-イソプレン-スチレン共重合体(SBS-2;軟化点82℃、保持力850分間)を目付量9g/m2で当該不織布上に塗布した。
次に、前記ローラー型散布機の投入口に、吸水性樹脂としてポリアクリル酸部分ナトリウム中和物の架橋体(住友精化株式会社製:アクアキープ10SH-PB)を仕込んだ。一方、散布機下部のコンベアーに、前記接着剤を塗布した親水性不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記ポリアクリル酸部分ナトリウム中和物の架橋体を目付量120g/m2で前記接着剤を塗布した親水性不織布上に均一に積層し、積層体を得た。
接着剤として前記SBS-2を目付量9g/m2で前記と同様の方法で塗布した前記スパンレース親水性不織布で、得られた積層体の上部から挟みつけた後、加熱温度を100℃に設定した前記ラミネート機にて熱融着させることでこれらを一体化させ、吸水シート構成体の中間物B-2を得た。
得られた吸水シート構成体の中間物B-2を、10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した後、吸水シート構成体の中間物B-2上に、前記SBS-1を目付量4g/m2で前記と同様の方法で塗布した後、その上部から得られた吸水シート構成体の中間物A-2eのエンボスが施されていない面を重ねた。次いで、加熱温度を40℃に設定した前記ラミネート機にて熱融着させることで前記吸水シート構成体の中間物A-2e及びB-2を一体化させ、吸水シート構成体を得た。
得られた吸水シート構成体について、前記各種測定及び評価を行った。結果を表1、2に示す。

T1:生理食塩水吸収前の吸水シート構成体厚み(mm)
T2:生理食塩水吸収後の吸水シート構成体厚み(mm)
t2:生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)
T2:生理食塩水吸収後の吸水シート構成体厚み(mm)
t2:生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)

以上の結果より、実施例の吸水シート構成体は、液体の浸透速度が速く、幅方向の液漏れが少なく、液体吸収後に型崩れしない(形態保持性に優れている)ことがわかった。
一方、比較例においては、エンボスが施されていないもの(比較例1)、吸水シート構成体が液体を吸収して膨潤した際にエンボス深さが浅くなるもの(比較例2及び4)、及び吸水シート構成体の膨潤厚み比が小さいもの(比較例3)のいずれもが、液体の浸透速度の向上、幅方向の液漏れの防止及び型崩れといった課題を同時に満たすことができず、吸水シート構成体として劣るものであった。
本発明の吸水シート構成体は、優れた液体浸透性、少ない液漏れ量、形態保持性に優れ、薄型化を達成しており、紙おむつ等に代表される吸収性物品に好適に使用することができる。
1 吸水シート
2 吸収層
3 エンボス
4 親水性不織布
51 架台
52 アクリル板
53 吸収性物品
54 滴下ロート
55 天秤
56 トレイ
2 吸収層
3 エンボス
4 親水性不織布
51 架台
52 アクリル板
53 吸収性物品
54 滴下ロート
55 天秤
56 トレイ
Claims (4)
- 吸水性樹脂を含有してなる吸収層が、親水性不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、該吸水シート構成体の上面及び下面の少なくとも1面にエンボスが施され、以下の特性:
生理食塩水を、該吸水シート構成体1m2あたり4L(4L/m2)吸収させた際に、次の関係(A)及び(B)の両方を満たすこと。ただし、T1は生理食塩水吸収前の吸水シート構成体厚み(mm)、T2は生理食塩水吸収後の吸水シート構成体厚み(mm)、t2は生理食塩水吸収後の吸水シート構成体におけるエンボス厚み(mm)である。
(A)膨張厚み比(T2/T1)が、2以上
(B)膨張エンボス深さ[(T2-t2)/T2]が、0.7以上
を有することを特徴とする吸水シート構成体。 - 前記吸水シート構成体に施されたエンボスの面積率が、該吸水シート構成体のエンボスが施された面の面積の3~25%である請求項1に記載の吸水シート構成体。
- 前記吸水シート構成体の乾燥状態の厚みが、4mm以下である請求項1又は2に記載の吸水シート構成体。
- 請求項1~3のいずれか1項に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで狭持してなる、吸収性物品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10848390.0A EP2550946B1 (en) | 2010-03-25 | 2010-03-25 | Water-absorbing sheet structure |
| PCT/JP2010/055222 WO2011117997A1 (ja) | 2010-03-25 | 2010-03-25 | 吸水シート構成体 |
| CN201080065772.3A CN102802581B (zh) | 2010-03-25 | 2010-03-25 | 吸水片材构成体 |
| DK10848390.0T DK2550946T3 (en) | 2010-03-25 | 2010-03-25 | Water absorbing sheet structure |
| PL10848390T PL2550946T3 (pl) | 2010-03-25 | 2010-03-25 | Struktura arkusza absorbująca wodę |
| ES10848390.0T ES2524979T3 (es) | 2010-03-25 | 2010-03-25 | Estructura laminar absorbente de agua |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2010/055222 WO2011117997A1 (ja) | 2010-03-25 | 2010-03-25 | 吸水シート構成体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011117997A1 true WO2011117997A1 (ja) | 2011-09-29 |
Family
ID=44672588
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/055222 WO2011117997A1 (ja) | 2010-03-25 | 2010-03-25 | 吸水シート構成体 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2550946B1 (ja) |
| CN (1) | CN102802581B (ja) |
| DK (1) | DK2550946T3 (ja) |
| ES (1) | ES2524979T3 (ja) |
| PL (1) | PL2550946T3 (ja) |
| WO (1) | WO2011117997A1 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014079694A1 (en) | 2012-11-21 | 2014-05-30 | Basf Se | A process for producing surface-postcrosslinked water-absorbent polymer particles |
| WO2015028158A1 (en) | 2013-08-26 | 2015-03-05 | Basf Se | Fluid-absorbent article |
| DE102017205368A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Ultradünner flüssigkeitabsorbierender Artikel |
| DE102017205367A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Flüssigkeitabsorbierender Artikel |
| DE102017205365A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Flüssigkeitsabsorbierender Artikel |
| WO2018141677A1 (en) | 2017-02-06 | 2018-08-09 | Basf Se | Fluid-absorbent article |
| WO2018149783A1 (en) | 2017-02-17 | 2018-08-23 | Basf Se | Fluid-absorbent article |
| WO2018155591A1 (ja) | 2017-02-22 | 2018-08-30 | 株式会社日本触媒 | 吸水性シート、長尺状吸水性シートおよび吸収性物品 |
| WO2019198821A1 (ja) | 2018-04-13 | 2019-10-17 | 株式会社日本触媒 | 吸水性シート、吸水性シートの製造方法および吸収性物品 |
| WO2019201668A1 (en) | 2018-04-20 | 2019-10-24 | Basf Se | Thin fluid absorbent core-absorbent paper |
| WO2020025401A1 (en) | 2018-08-01 | 2020-02-06 | Basf Se | Fluid-absorbent core |
| WO2020025400A1 (en) | 2018-08-01 | 2020-02-06 | Basf Se | Feminine hygiene absorbent article |
| WO2020032280A1 (ja) | 2018-08-09 | 2020-02-13 | 株式会社日本触媒 | 吸水性シートおよびそれを含む吸水性物品 |
| WO2020218164A1 (ja) * | 2019-04-23 | 2020-10-29 | 住友精化株式会社 | 吸水性樹脂粒子、及び吸水シート |
| CN114746058A (zh) * | 2019-11-28 | 2022-07-12 | 株式会社日本触媒 | 吸水性片和包含其的吸收性物品 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9789014B2 (en) | 2013-03-15 | 2017-10-17 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US9566198B2 (en) | 2013-03-15 | 2017-02-14 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| MY181416A (en) | 2013-07-03 | 2020-12-21 | Dsg Technology Holdings Ltd | An absorbent composite, an absorbent article employing the same, and methods, systems, and apparatus for making the absorbent composite and/or article |
| JP6498420B2 (ja) * | 2014-11-25 | 2019-04-10 | 株式会社ミズホメディー | 検査キット |
| JP6841281B2 (ja) * | 2016-06-29 | 2021-03-10 | 王子ホールディングス株式会社 | 身体清拭シート |
| WO2019183592A2 (en) | 2018-03-22 | 2019-09-26 | Dsg Technology Holdings Ltd. | Disposable absorbent article and absorbent core composite or construction for incorporation therewith, components tehrefor or thereof, and systems, apparatus and methods of making the same |
| BR112021011930A2 (pt) * | 2018-12-17 | 2021-09-08 | Dsg Technology Holdings Ltd. | Núcleos absorventes com encaixe e absorvência melhorados |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0253968A (ja) * | 1988-08-19 | 1990-02-22 | Nippon Shokubai Kagaku Kogyo Co Ltd | 吸水性複合体およびその製造方法 |
| JPH05300922A (ja) | 1992-04-23 | 1993-11-16 | Chikazawa Seishijiyo:Kk | 紙おむつ |
| JP2003510165A (ja) * | 1999-10-01 | 2003-03-18 | キンバリー クラーク ワールドワイド インコーポレイテッド | 中央起立部材を備えた吸収性物品 |
| JP2006051218A (ja) * | 2004-08-12 | 2006-02-23 | Uni Charm Corp | 陰唇間パッド |
| WO2010004894A1 (ja) | 2008-07-11 | 2010-01-14 | 住友精化株式会社 | 吸水シート組成物 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5451442A (en) * | 1991-12-17 | 1995-09-19 | Paragon Trade Brands, Inc. | Absorbent panel structure for a disposable garment |
| US7195810B1 (en) * | 1999-04-27 | 2007-03-27 | Fort James Corporation | Air-laid absorbent sheet with sinuate emboss |
| US7037569B2 (en) * | 1999-12-21 | 2006-05-02 | The Procter & Gamble Company | Laminate web comprising an apertured layer and method for manufacturing thereof |
| JP4278962B2 (ja) * | 2002-01-23 | 2009-06-17 | ユニ・チャーム株式会社 | 吸収体及び前記吸収体を用いた吸収性物品 |
| JP3993452B2 (ja) * | 2002-03-29 | 2007-10-17 | ユニ・チャーム株式会社 | 薄型の吸収性物品およびその製造方法 |
-
2010
- 2010-03-25 WO PCT/JP2010/055222 patent/WO2011117997A1/ja active Application Filing
- 2010-03-25 CN CN201080065772.3A patent/CN102802581B/zh active Active
- 2010-03-25 DK DK10848390.0T patent/DK2550946T3/en active
- 2010-03-25 ES ES10848390.0T patent/ES2524979T3/es active Active
- 2010-03-25 PL PL10848390T patent/PL2550946T3/pl unknown
- 2010-03-25 EP EP10848390.0A patent/EP2550946B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0253968A (ja) * | 1988-08-19 | 1990-02-22 | Nippon Shokubai Kagaku Kogyo Co Ltd | 吸水性複合体およびその製造方法 |
| JPH05300922A (ja) | 1992-04-23 | 1993-11-16 | Chikazawa Seishijiyo:Kk | 紙おむつ |
| JP2003510165A (ja) * | 1999-10-01 | 2003-03-18 | キンバリー クラーク ワールドワイド インコーポレイテッド | 中央起立部材を備えた吸収性物品 |
| JP2006051218A (ja) * | 2004-08-12 | 2006-02-23 | Uni Charm Corp | 陰唇間パッド |
| WO2010004894A1 (ja) | 2008-07-11 | 2010-01-14 | 住友精化株式会社 | 吸水シート組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2550946A4 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014079694A1 (en) | 2012-11-21 | 2014-05-30 | Basf Se | A process for producing surface-postcrosslinked water-absorbent polymer particles |
| EP3381956A1 (en) | 2012-11-21 | 2018-10-03 | Basf Se | Surface-postcrosslinked water-absorbent polymer particles |
| WO2015028158A1 (en) | 2013-08-26 | 2015-03-05 | Basf Se | Fluid-absorbent article |
| DE102017205365A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Flüssigkeitsabsorbierender Artikel |
| DE102017205368A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Ultradünner flüssigkeitabsorbierender Artikel |
| DE102017205367A1 (de) | 2016-03-30 | 2017-10-05 | Basf Se | Flüssigkeitabsorbierender Artikel |
| US11911249B2 (en) | 2017-02-06 | 2024-02-27 | Basf Se | Fluid-absorbent article |
| WO2018141677A1 (en) | 2017-02-06 | 2018-08-09 | Basf Se | Fluid-absorbent article |
| WO2018149783A1 (en) | 2017-02-17 | 2018-08-23 | Basf Se | Fluid-absorbent article |
| WO2018155591A1 (ja) | 2017-02-22 | 2018-08-30 | 株式会社日本触媒 | 吸水性シート、長尺状吸水性シートおよび吸収性物品 |
| WO2019198821A1 (ja) | 2018-04-13 | 2019-10-17 | 株式会社日本触媒 | 吸水性シート、吸水性シートの製造方法および吸収性物品 |
| WO2019201668A1 (en) | 2018-04-20 | 2019-10-24 | Basf Se | Thin fluid absorbent core-absorbent paper |
| WO2020025400A1 (en) | 2018-08-01 | 2020-02-06 | Basf Se | Feminine hygiene absorbent article |
| WO2020025401A1 (en) | 2018-08-01 | 2020-02-06 | Basf Se | Fluid-absorbent core |
| WO2020032280A1 (ja) | 2018-08-09 | 2020-02-13 | 株式会社日本触媒 | 吸水性シートおよびそれを含む吸水性物品 |
| WO2020218164A1 (ja) * | 2019-04-23 | 2020-10-29 | 住友精化株式会社 | 吸水性樹脂粒子、及び吸水シート |
| JPWO2020218164A1 (ja) * | 2019-04-23 | 2020-10-29 | ||
| JP7091556B2 (ja) | 2019-04-23 | 2022-06-27 | 住友精化株式会社 | 吸水性樹脂粒子、及び吸水シート |
| CN114746058A (zh) * | 2019-11-28 | 2022-07-12 | 株式会社日本触媒 | 吸水性片和包含其的吸收性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2524979T3 (es) | 2014-12-16 |
| PL2550946T3 (pl) | 2015-03-31 |
| CN102802581B (zh) | 2015-06-03 |
| EP2550946A1 (en) | 2013-01-30 |
| EP2550946A4 (en) | 2013-10-23 |
| CN102802581A (zh) | 2012-11-28 |
| EP2550946B1 (en) | 2014-10-29 |
| DK2550946T3 (en) | 2015-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011117997A1 (ja) | 吸水シート構成体 | |
| JP5727999B2 (ja) | 吸水シート構成体 | |
| JP5739440B2 (ja) | 吸水シート構成体 | |
| JP6033236B2 (ja) | 吸水シート構成体 | |
| JP5396472B2 (ja) | 吸水シート | |
| JP5711974B2 (ja) | 吸水シート組成物 | |
| JP5746686B2 (ja) | 吸水シート構成体 | |
| JP5337869B2 (ja) | 吸水シート | |
| WO2011086842A1 (ja) | 吸水シート構成体 | |
| JP6053694B2 (ja) | 吸水シート構成体 | |
| WO2011086844A1 (ja) | 吸水シート構成体 | |
| JP2012218320A (ja) | 吸水シート構成体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080065772.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10848390 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010848390 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |