JP2012209310A - Substrate for light-emitting element, and light-emitting device - Google Patents
Substrate for light-emitting element, and light-emitting device Download PDFInfo
- Publication number
- JP2012209310A JP2012209310A JP2011071835A JP2011071835A JP2012209310A JP 2012209310 A JP2012209310 A JP 2012209310A JP 2011071835 A JP2011071835 A JP 2011071835A JP 2011071835 A JP2011071835 A JP 2011071835A JP 2012209310 A JP2012209310 A JP 2012209310A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- light emitting
- metal paste
- light
- emitting element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
Landscapes
- Led Device Packages (AREA)
Abstract
Description
本発明は、発光素子用基板およびこれを用いた発光装置に関する。 The present invention relates to a light emitting element substrate and a light emitting device using the same.
従来から、発光ダイオード素子等の発光素子を搭載するための配線基板は、絶縁基板の表面あるいは内部に配線導体層が配設された構造を有する。この配線基板の代表的な例として、アルミナセラミックスからなる絶縁基板の上部に発光素子を収容するための凹部が形成され、また絶縁基板の表面および内部に、タングステン、モリブデン等の高融点金属粉末からなる複数個の配線導体層が配設され、凹部内に収納される発光素子と電気的に接続された構成の配線基板がある。 2. Description of the Related Art Conventionally, a wiring board for mounting a light emitting element such as a light emitting diode element has a structure in which a wiring conductor layer is disposed on or inside an insulating substrate. As a typical example of this wiring substrate, a concave portion for accommodating a light emitting element is formed on an insulating substrate made of alumina ceramic, and the surface and the inside of the insulating substrate are made of refractory metal powder such as tungsten or molybdenum. There is a wiring board having a configuration in which a plurality of wiring conductor layers are arranged and electrically connected to a light emitting element housed in a recess.
また、このような発光素子用配線基板の絶縁基板として、低温焼成化、低誘電率化、および高電気伝導性の銅、銀配線が可能なことから、ガラス粉末とセラミックス粉末とを含むガラスセラミックス組成物の焼結体である低温同時焼成セラミックス(Low Temperature Co−fired Ceramics。以下、LTCCと示す。)により構成された基板が提案されている。 Further, as an insulating substrate of such a wiring substrate for a light-emitting element, low temperature firing, low dielectric constant, and high electrical conductivity copper and silver wiring are possible, so that glass ceramics containing glass powder and ceramic powder are included. A substrate composed of a low temperature co-fired ceramics (hereinafter referred to as LTCC), which is a sintered body of the composition, has been proposed.
上記凹部を有するLTCC等のセラミックス配線基板は、通常、少なくとも凹部の底面を構成する平板状のグリーンシートと、凹部の壁部を構成する貫通開口部を有するグリーンシートとを積層した積層体を焼成することで製造される。配線導体層は、グリーンシートの積層の前などに各グリーンシートの表面または内部に未焼結層として形成され、グリーンシート焼成時に同時に焼成される。 A ceramic wiring board such as LTCC having the above-mentioned concave portion is usually fired a laminate in which at least a flat green sheet constituting the bottom surface of the concave portion and a green sheet having a through-opening portion constituting the wall portion of the concave portion are laminated. It is manufactured by doing. The wiring conductor layer is formed as an unsintered layer on the surface or inside of each green sheet before the lamination of the green sheets, and is fired at the same time as the green sheets are fired.
このようにして製造される凹部を有するセラミックス配線基板においては、上記製造過程で焼成収縮に起因する応力の集中等により、凹部底面を構成する平板状の基体の中央部が反り上がるという問題が発生していた。このような反りのある配線基板を用いると、発光素子を搭載する際に、発光素子の搭載位置のずれやボンディングワイヤの位置ずれが発生し、断線が生じる、発光素子が傾いて搭載される結果光の指向性に影響する、などの問題があった。また、この配線基板をプリント配線基板等にハンダを用いて実装する際には、配線基板の下面中央部の反り上がりにより、外部接続用電極である下面側の配線導体層とハンダとの間に隙間が生じ、断線の原因や放熱の妨げになる、などの問題があった。 In the ceramic wiring board having the recesses manufactured in this way, there is a problem that the central portion of the flat substrate constituting the bottom surface of the recess is warped due to stress concentration caused by firing shrinkage in the manufacturing process. Was. When such a warped wiring board is used, when the light emitting element is mounted, the mounting position of the light emitting element and the positional deviation of the bonding wire occur, resulting in disconnection, and the result that the light emitting element is mounted tilted. There were problems such as affecting the directivity of light. When this wiring board is mounted on a printed wiring board or the like using solder, warpage of the lower surface center portion of the wiring board causes a gap between the wiring conductor layer on the lower surface side which is an external connection electrode and the solder. There was a problem that a gap was formed, causing disconnection and preventing heat dissipation.
上記凹部を有するセラミックス配線基板の反りの問題を解決するために、例えば、特許文献1においては、凹部底面を構成する平板状セラミックス基体や凹部の壁部を構成する貫通開口部を有するセラミックス部材について、両者の界面付近にそれ以外の部分を構成するセラミックス材料と収縮性の異なるセラミックス材料からなる層を形成させる方法をとっている。 In order to solve the problem of warping of the ceramic wiring board having the concave portion, for example, in Patent Document 1, a ceramic member having a flat ceramic substrate constituting the concave bottom surface and a through opening constituting the wall portion of the concave portion A method is adopted in which a layer made of a ceramic material having a different shrinkage from the ceramic material constituting the other part is formed near the interface between the two.
また、特許文献2および特許文献3においては、凹部底面を構成する平板状セラミックス基体について、凹部底面に相当する部分に貫通開口部を有する層厚の薄いグリーンシートを含む複数のグリーンシートを積層して作製することにより、中央部(凹部底面)の反り上がりを抑えつつさらに凹みを形成させ、その凹み部分を充填するように上記平板状セラミックス基体の表面全面または部分的に導体層を形成させることで、凹部底面の平坦化を図っている。
In
さらに、配線基板の下面に外部接続用の電極パターンの他に、プリント配線基板等にハンダ付けを行わないダミーの電極パターンを設けたり、あるいは配線基板の上面に形成される銀等の反射膜の形状を調整することで、平板状の基体の反りを抑える試みもなされている。しかし、これらのいずれの方法においても、凹部を有するセラミックス配線基板の反りを十分に抑えることができなかった。 Furthermore, in addition to the electrode pattern for external connection on the lower surface of the wiring board, a dummy electrode pattern not to be soldered is provided on the printed wiring board, or a reflective film such as silver formed on the upper surface of the wiring board. Attempts have also been made to suppress warping of a flat substrate by adjusting the shape. However, in any of these methods, the warp of the ceramic wiring board having the recesses could not be sufficiently suppressed.
本発明は、上記凹部を有するセラミックス発光素子用基板の反りの問題を解決するためになされたものであって、基板全体の反り量が低減された凹部を有する発光素子用基板、およびこれを用いた光の指向性や電気的な接続等に信頼性の高い発光装置の提供を目的とする。なお、本明細書では、発光素子用基板を素子基板という場合もある。 The present invention has been made in order to solve the problem of warping of the substrate for a ceramic light emitting element having the above-mentioned concave portion, and is a substrate for a light emitting element having a concave portion in which the amount of warpage of the entire substrate is reduced. An object of the present invention is to provide a light-emitting device that is highly reliable in terms of directivity of light and electrical connection. Note that in this specification, the light emitting element substrate may be referred to as an element substrate.
本発明の素子基板は、第1の無機絶縁組成物の焼結体からなる基板本体と、該基板本体の一方の主面である上面に接合された第2の無機絶縁組成物の焼結体からなる枠体とを有し、前記基板本体の上面の一部を底面とし前記枠体の内壁面を側面として形成される凹部の底面に発光素子の搭載部を有し、かつ前記基板本体の前記上面と反対側の下面に金属ペーストを焼成してなる下面側配線層を有する素子基板であって、前記下面側配線層が、熱機械分析装置による収縮開始温度が前記第1の無機絶縁組成物の収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつ熱機械分析装置による最終収縮量が前記第1の無機絶縁組成物の最終収縮量の−75%乃至+10%の範囲にある金属ペーストの焼成により、形成されていることを特徴とする。
なお、本明細書では、以下、熱機械分析装置をTMA(Thermo-Mechanical Analysis)という。
The element substrate of the present invention includes a substrate body made of a sintered body of the first inorganic insulating composition, and a sintered body of the second inorganic insulating composition bonded to the upper surface which is one main surface of the substrate body. And a light emitting element mounting portion on a bottom surface of a recess formed with a part of the upper surface of the substrate body as a bottom surface and an inner wall surface of the frame body as a side surface. An element substrate having a lower surface side wiring layer formed by firing a metal paste on a lower surface opposite to the upper surface, wherein the lower surface side wiring layer has a shrinkage start temperature by a thermomechanical analyzer as the first inorganic insulating composition. The final shrinkage by the thermomechanical analyzer is in the range of -75% to + 10% of the final shrinkage of the first inorganic insulating composition. It is formed by firing a certain metal paste. To.
In the present specification, the thermomechanical analyzer is hereinafter referred to as TMA (Thermo-Mechanical Analysis).
本発明の素子基板において、前記第1の無機絶縁組成物および第2の無機絶縁組成物は、ともにガラス粉末とセラミックス粉末とを含むガラスセラミックス組成物であり、かつ前記金属ペーストは、銀を主成分とする金属粉末を含有するのが好ましい。また、前記金属ペーストは、導電性金属粒子の表面に金属酸化物が被着された複合金属粉末を含有できる。 In the element substrate of the present invention, each of the first inorganic insulating composition and the second inorganic insulating composition is a glass ceramic composition containing glass powder and ceramic powder, and the metal paste mainly contains silver. It is preferable to contain a metal powder as a component. The metal paste may include a composite metal powder in which a metal oxide is deposited on the surface of conductive metal particles.
本発明の発光装置は、上記本発明の素子基板と、前記素子基板の前記搭載部に搭載された発光素子とを有することを特徴とする。 The light emitting device of the present invention includes the element substrate of the present invention and a light emitting element mounted on the mounting portion of the element substrate.
なお、本明細書において、基板本体の枠体が接合されて発光素子が搭載される側の主面を上面側主面または上面といい、反対側の非搭載側の主面を下面側主面または下面という。 In this specification, the main surface on which the light emitting element is mounted by joining the frame of the substrate body is referred to as the upper surface main surface or the upper surface, and the opposite non-mounting main surface is the lower surface main surface. Or it is called the lower surface.
本発明によれば、凹部を有するセラミックス発光素子用基板において、基板全体の反り量を低減できる。また、本発明によれば、このような素子基板に発光素子を搭載することで、光の指向性や電気的な接続等において信頼性の高い発光装置とできる。 ADVANTAGE OF THE INVENTION According to this invention, the curvature amount of the whole board | substrate can be reduced in the board | substrate for ceramics light emitting elements which has a recessed part. Further, according to the present invention, by mounting a light emitting element on such an element substrate, a light emitting device with high reliability in light directivity, electrical connection, and the like can be obtained.
以下、図面を参照しながら本発明の実施の形態を説明する。なお、本発明は、下記説明に限定して解釈されるものではない。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. In addition, this invention is limited to the following description and is not interpreted.
本発明の素子基板は、第1の無機絶縁組成物の焼結体からなる主面が略平坦な基板本体と、この基板本体の上面に接合された第2の無機絶縁組成物の焼結体からなる枠体とを有し、前記基板本体の上面の一部を底面とし、前記枠体の内壁面を側面として形成される凹部の底面に発光素子の搭載部を有している。また、前記基板本体の下面に金属ペーストを焼成してなる下面側配線層を有する素子基板であって、この下面側配線層が、TMAによる収縮開始温度が、前記基板本体を形成するための第1の無機絶縁組成物の収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつTMAによる最終収縮量が、前記第1の無機絶縁組成物の最終収縮量に対して−75%乃至+10%の範囲にある金属ペーストにより形成されていることを特徴とする。 The element substrate of the present invention includes a substrate body having a substantially flat main surface made of a sintered body of the first inorganic insulating composition, and a sintered body of the second inorganic insulating composition bonded to the upper surface of the substrate body. And a light emitting element mounting portion on a bottom surface of a recess formed with a part of the upper surface of the substrate body as a bottom surface and an inner wall surface of the frame body as a side surface. An element substrate having a lower surface side wiring layer formed by firing a metal paste on the lower surface of the substrate body, and the lower surface side wiring layer has a shrinkage start temperature by TMA for forming the substrate body. The final shrinkage amount by TMA is −75% to the final shrinkage amount of the first inorganic insulating composition. It is formed of a metal paste in a range of + 10%.
なお、主面が略平坦な基板とは、上面側および下面側の主面がともに目視レベルで平坦であると認識できる程度の平坦面を有する基板をいう。以下同様に、略を付けた表記は、特に断らない限り目視レベルで認識できる程度をいう。 In addition, the board | substrate with a substantially flat main surface means the board | substrate which has a flat surface of the grade which can recognize that the main surface of an upper surface side and a lower surface side is flat on a visual level. Hereinafter, similarly, the abbreviations indicate the level that can be recognized at the visual level unless otherwise specified.
本発明によれば、凹部を有しその底面に発光素子の搭載部を有する無機絶縁組成物の焼結体からなる素子基板において、TMAによる収縮開始温度が、前記無機絶縁組成物の収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつTMAによる最終収縮量が、前記無機絶縁組成物の最終収縮量に対して−75%乃至+10%の範囲にある金属ペーストの焼成により、下面側配線層が形成されているので、素子基板の反り量、具体的には、基板の中央部が反り上がる反りの程度を低減できる。これにより、凹部底面は平坦化され、発光素子を搭載する際の発光素子の位置ずれや傾きが低減し、光の指向性が設計と異なるという問題や、ボンディングワイヤの位置ずれによる断線の発生を抑制できる。また、この素子基板をプリント配線基板等にハンダを用いて実装する際に、基板の反りが原因で発生していた断線や放熱性の悪化等の問題も低減できる。 According to the present invention, in an element substrate formed of a sintered body of an inorganic insulating composition having a recess and a light emitting element mounting portion on the bottom surface thereof, the shrinkage start temperature by TMA is the shrinkage start temperature of the inorganic insulating composition. With the baking of the metal paste, the bottom surface is baked in a range of + 50 ° C. to + 150 ° C. and the final shrinkage by TMA is in the range of −75% to + 10% with respect to the final shrinkage of the inorganic insulating composition. Since the side wiring layer is formed, the amount of warpage of the element substrate, specifically, the degree of warpage in which the central portion of the substrate warps can be reduced. As a result, the bottom surface of the concave portion is flattened, the positional deviation and inclination of the light emitting element when mounting the light emitting element are reduced, the problem that the directivity of light is different from the design, and the occurrence of disconnection due to the positional deviation of the bonding wire. Can be suppressed. Further, when this element substrate is mounted on a printed wiring board or the like by using solder, problems such as disconnection and deterioration of heat dissipation caused by the warpage of the substrate can be reduced.
基体本体および枠体をそれぞれ構成する第1の無機絶縁組成物の焼結体および第2の無機絶縁組成物の焼結体としては、酸化アルミニウム質焼結体(アルミナセラミックス)や窒化アルミニウム質焼結体、ムライト質焼結体、LTCC等のセラミックスが挙げられる。これらセラミックスはそれぞれ焼成温度が異なるため、通常、基体本体と枠体とは同種のセラミックスからなる。本発明においては、上記第1および第2の無機絶縁組成物の焼結体として、製造の容易性、易加工性、経済性等の観点から、LTCCが好ましい。なお、第1および第2の無機絶縁組成物の焼結体は、同種のセラミックスからなる限りにおいて、例えば、LTCCにおいて基体本体には高い抗折強度が得られるガラスセラミックス組成を適用し、枠体には拡散反射性を重視したガラスセラミックス組成を適用するというように、基体本体および枠体の要求特性に応じて原料組成は異なっていてもよい。 As the sintered body of the first inorganic insulating composition and the sintered body of the second inorganic insulating composition that constitute the base body and the frame, respectively, an aluminum oxide sintered body (alumina ceramic) or an aluminum nitride sintered body is used. Ceramics such as a kneaded body, a mullite sintered body, and LTCC are listed. Since these ceramics have different firing temperatures, the base body and the frame are usually made of the same kind of ceramic. In the present invention, LTCC is preferable as the sintered body of the first and second inorganic insulating compositions from the viewpoints of ease of manufacture, easy processability, economy, and the like. In addition, as long as the sintered bodies of the first and second inorganic insulating compositions are made of the same kind of ceramic, for example, a glass ceramic composition capable of obtaining high bending strength is applied to the base body in LTCC, and the frame body The raw material composition may differ depending on the required characteristics of the base body and the frame, such as applying a glass ceramic composition that places importance on diffuse reflectance.
上記無機絶縁組成物の焼結体としてLTCCを選択した場合には、低温焼成が可能なことから、下面側配線層のような配線層は銀を主成分とする金属層が好ましい。また、上記無機絶縁組成物の焼結体としてアルミナセラミックス等を選択した場合には、高温焼成が必要なことから、上記配線層はタングステン、モリブデン等の高融点金属を主成分とする金属層となる。 When LTCC is selected as the sintered body of the inorganic insulating composition, since a low-temperature firing is possible, the wiring layer such as the lower surface side wiring layer is preferably a metal layer mainly composed of silver. In addition, when alumina ceramic or the like is selected as the sintered body of the inorganic insulating composition, high-temperature firing is required, so the wiring layer includes a metal layer mainly composed of a refractory metal such as tungsten or molybdenum. Become.
本発明の素子基板における実施形態として、基体本体および枠体を構成する第1の無機絶縁組成物の焼結体および第2の無機絶縁組成物の焼結体が、いずれもLTCCである素子基板について以下に説明する。 As an embodiment of the element substrate of the present invention, an element substrate in which the sintered body of the first inorganic insulating composition and the sintered body of the second inorganic insulating composition constituting the base body and the frame are both LTCC. Is described below.
図1は本発明の発光素子用基板の第1の実施形態を示す。図1(a)は上面側から見た平面図、図1(b)は下面側から見た平面図、図1(c)は、図1(a)におけるX−X線断面図である。 FIG. 1 shows a first embodiment of a light emitting device substrate of the present invention. 1A is a plan view viewed from the upper surface side, FIG. 1B is a plan view viewed from the lower surface side, and FIG. 1C is a cross-sectional view taken along line XX in FIG.
素子基板1は、これを主として構成する上面視が略正方形で略平板状の基板本体2を有する。基板本体2は、素子基板としたときに発光素子を搭載する搭載側の面を、上面21として有する。本明細書では、前記したように、上面21の反対側の非搭載側の面を、下面23とする。基板本体2の厚さ、大きさ等は特に制限されず、通常の発光素子用配線基板の基板本体と同様とできる。素子基板1は、さらに、基板本体2の上面21に接合された枠体3を有する。枠体3は、基板本体2の上面21の中央の略円形部分を底面とし、かつ枠体3の内側の壁面を側面とする凹部4を構成するように、基板本体2の上面21の周縁部に接合されている。この素子基板1においては、凹部4の底面の略中央部に、発光素子が搭載される搭載部22が設けられている。
The element substrate 1 includes a
ここで、凹部4の側面は、その底面に対して傾斜して設けられている。すなわち、枠体3は、上側の開口部が大きく下側の開口部が小さい形状で側面がテーパー状になるように成形され、基板本体2の上面21の周縁部に接合されている。枠体3の形状はこれに限定されず、上下で開口部が同じ形状に成形されたものであってもよい。そのような枠体3を使用した場合には、側面が底面に対して略垂直となる凹部4が形成される。
Here, the side surface of the
凹部4の側面と発光素子搭載部22の端縁との距離の具体的な数値は、搭載される発光素子の出力や、大きさ、さらに必要に応じて、例えば、後述の封止層に含有させる等して用いられる蛍光体の種類やその含有量、変換効率等によるが、例えば、発光素子が発光する光が最も効率的に光取り出し方向に発光される距離を指標として設計してもよい。
Specific numerical values of the distance between the side surface of the
凹部4の側面の高さ、すなわち凹部4の底面から枠体3の上部までの高さは、搭載される発光素子からの光を光取り出し方向に十分に反射できる高さであれば、特に制限されない。具体的には、発光装置の設計、例えば、搭載される発光素子の出力や、上記発光素子搭載部22の端縁からの距離等にもよるが、発光装置を搭載する製品の形状や波長変換のための蛍光体を含有した封止材を効率よく充填する等の観点から、搭載された発光素子の最高部の高さより100〜500μm高くすることが好ましい。なお、枠体3の高さは、発光素子の最高部の高さに450μmを加えた高さ以下がより好ましく、400μmを加えた高さ以下がさらに好ましい。
The height of the side surface of the
実施形態において、基板本体2および枠体3はともにLTCCで構成されている。基板本体2を構成するLTCC材料については、発光素子の搭載時、その後の使用時における損傷等を抑制する観点から、例えば、抗折強度は250MPa以上が好ましい。枠体3を構成するLTCC材料は、基板本体2との密着性を考慮すると、基板本体2を構成する材料と同じものが好ましい。
In the embodiment, both the
また、発光装置の要求特性に応じて、上記LTCC材料として、拡散反射性を有する材料を使用できる。拡散反射性を有するLTCC材料としては、これを基板材料として用いた発光装置において、光取り出し効率の向上が見られるものであれば、特に制限されない。好ましくは、銀反射膜に相当する光取り出し効率が得られるものが好ましい。このような基板本体2および枠体3を構成するガラスセラミックス組成物の原料組成、焼結条件等については、後述する製造方法で説明する。
Further, a material having diffuse reflectivity can be used as the LTCC material according to the required characteristics of the light emitting device. The LTCC material having diffuse reflectivity is not particularly limited as long as the light extraction efficiency can be improved in a light emitting device using this as a substrate material. Preferably, a light extraction efficiency corresponding to the silver reflective film is obtained. The raw material composition, sintering conditions, and the like of the glass ceramic composition constituting the
このような素子基板1においては、基板本体2の上面21の一部を占める凹部4の底面上に、発光素子が有する一対の電極とそれぞれ電気的に接続される一対の素子接続端子5が、この発光素子の搭載部22を挟んで両側に対向するように設けられている。一対の素子接続端子5の一方の端部は、凹部4底面の周縁方向に延出され、その上を覆うように枠体3が配置されている。なお、素子接続端子5の平面形状と配設位置等は、図示に限定されない。
In such an element substrate 1, a pair of
素子接続端子5の膜厚は、形成に通常用いられる金属ペースト中の金属粒子の粒径が数μm程度であり、かつ金属ペーストを焼結して十分な量の金属粒子を存在させる必要があることから、5〜15μmが好ましく、7〜12μmの範囲がより好ましい。
The film thickness of the
さらに、このような素子基板1において、基板本体2の下面23には、発光装置としたときに外部回路とハンダ接合されて電気的に接続される一対の外部接続端子6が設けられている。そして、基板本体2の内部に、上記素子接続端子5と外部接続端子6とを電気的に接続する一対の貫通導体7が設けられている。
Further, in such an element substrate 1, a pair of
また、基板本体2の熱抵抗を低減するために、凹部4底面の略中央部に位置する発光素子搭載部22の直下には、基板本体2を貫通してサーマルビア8が設けられており、このサーマルビア8の他端部が下面23で外部接続端子6の一方に接するようになっている。したがって、第1の実施形態の素子基板1では、一対の外部接続端子6の一方は、下面23の略中央部に露出されたサーマルビア8の端部を覆うような大面積となり、もう一方の外部接続端子6は小面積となっている。そして、そのように電極面積の異なる一対の外部接続端子6が、下面23の中心線に対して非対称に配置されている。なお、外部接続端子6の平面形状と配設位置等は、図示に限定されないが、放熱性の観点から、これら一対の外部接続端子6の電極面積の合計は、基板本体2の下面23の面積全体の70%以上が好ましい。
Further, in order to reduce the thermal resistance of the
サーマルビア8の配設される位置や形状、大きさ、個数等は、図1に示されるものに限定されず、適宜調整できる。サーマルビア8を構成する材料としては、放熱性を有する材料であれば特に限定されないが、銀を含む金属材料、具体的には、銀、銀と白金、または銀とパラジウムからなる金属材料が好ましい。
The position, shape, size, number, and the like of the
素子接続端子5、外部接続端子6および貫通導体7の構成材料は、通常、素子基板に用いられる配線導体と同様の構成材料であれば特に制限なく使用できる。これら配線導体の構成材料として、具体的には、銅、銀、金等を主成分とする金属材料が挙げられる。このような金属材料のなかでも、銀、銀と白金、または銀とパラジウムからなる金属材料が好ましく用いられる。なお、素子接続端子5、外部接続端子6および貫通導体7については、以下、これらをまとめて「配線導体」ということもある。
The constituent material of the
配線導体は、このような金属材料の粉末を含む金属ペーストを焼成して形成されたものである。上記金属材料の粉末以外の金属粉末としては、導電性金属粒子の表面に金属酸化物が被着されてなる複合金属粉末の使用も可能である。複合金属粉末としては、例えば、銀粒子の表面に、リン酸化物とイットリウム酸化物とを被着させた複合銀粉末を使用できる。 The wiring conductor is formed by firing a metal paste containing such a metal material powder. As the metal powder other than the metal material powder, a composite metal powder in which a metal oxide is deposited on the surface of conductive metal particles can be used. As the composite metal powder, for example, composite silver powder in which phosphor oxide and yttrium oxide are deposited on the surface of silver particles can be used.
前記複合銀粉末は、例えば以下の方法で製造できる。すなわち、平均粒径0.1〜5μmの球状の銀粉末の水分散スラリーに、亜リン酸、亜リン酸塩、次亜リン酸および次亜リン酸塩から選ばれる少なくとも1種を溶解させて、上記銀粉末を表面処理した後、イットリウム化合物の水溶液を加え、アルカリでpH7〜9の範囲に調整する。次いで、このように表面処理した銀粉末をろ過し、洗浄・乾燥した後、非酸化性雰囲気で100〜700℃の温度で焼成し、その後、酸水溶液で洗浄する。こうして得られる複合銀粉末は、高温での焼成において熱収縮率が小さい金属ペーストを提供する。 The composite silver powder can be produced, for example, by the following method. That is, at least one selected from phosphorous acid, phosphite, hypophosphorous acid and hypophosphite is dissolved in an aqueous dispersion slurry of spherical silver powder having an average particle size of 0.1 to 5 μm. After the surface treatment of the silver powder, an aqueous solution of yttrium compound is added, and the pH is adjusted to a range of 7 to 9 with alkali. Next, the silver powder thus surface-treated is filtered, washed and dried, then fired at a temperature of 100 to 700 ° C. in a non-oxidizing atmosphere, and then washed with an acid aqueous solution. The composite silver powder thus obtained provides a metal paste having a low thermal shrinkage rate when fired at a high temperature.
金属ペーストとしては、前記金属粉末に、エチルセルロース等のビヒクルと、必要に応じてその他の添加剤、溶剤等を添加してペースト状としたものを使用できる。添加剤としては、パラジウムや三酸化二ロジウムが挙げられる。パラジウム、三酸化二ロジウムは、いずれも銀の焼結阻害剤として作用する。三酸化二ロジウムは少量で大きく焼成収縮を遅延させる効果があるが、添加量が多くなると基板との密着強度を低下させたり、印刷性を阻害したりするので、添加量を抑える必要がある。
金属粉末のD50で表される50%粒径は、0.5μm以上10μm以下が好ましい。なお、本明細書において、粒径は50%粒径を指し、レーザ回折・散乱法による粒子径測定装置により得られる値をいう。さらに、金属ペースト中の金属粉末の含有量は、80乃至90質量%の範囲に調整するのが好ましい。ここで、含有量とは溶剤を除いた固形分全体に対する金属粉末の含有割合をいう。
As the metal paste, it is possible to use a paste obtained by adding a vehicle such as ethyl cellulose to the metal powder and, if necessary, other additives, a solvent and the like. Examples of the additive include palladium and dirhodium trioxide. Both palladium and dirhodium trioxide act as silver sintering inhibitors. Although a small amount of rhodium trioxide has an effect of greatly delaying the shrinkage due to firing, an increase in the amount added reduces the adhesion strength with the substrate or impairs printability, so the amount added must be suppressed.
50% particle diameter represented by D 50 of the metal powder is preferably 0.5μm or more 10μm or less. In the present specification, the particle diameter refers to a 50% particle diameter, which is a value obtained by a particle diameter measuring apparatus using a laser diffraction / scattering method. Furthermore, the content of the metal powder in the metal paste is preferably adjusted to a range of 80 to 90% by mass. Here, content means the content rate of the metal powder with respect to the whole solid content except a solvent.
本発明においては、下面側配線層である外部接続端子6が、所定の範囲の熱収縮特性を有する金属ペーストの焼成により形成されていることを特徴としている。なお、製造の容易性の観点から、素子接続端子5、外部接続端子6および貫通導体7等の配線導体層は、全て1種類の金属ペーストから形成されるのが好ましい。したがって、外部接続端子6だけでなく素子接続端子5および貫通導体7を形成するための金属ペーストも、以下に示す熱収縮特性を有する。
The present invention is characterized in that the
本発明においては、外部接続端子6等を形成するための金属ペーストのTMAにより測定された収縮開始温度が、基板本体2を形成するためのガラスセラミックス組成物の収縮開始温度の+50℃乃至+150℃の範囲となっている。+50℃乃至+100℃の範囲がさらに好ましい。
また、前記金属ペーストのTMAにより測定された最終収縮量が、基板本体2を形成するためのガラスセラミックス組成物の最終収縮量に対して−75%乃至+10%の範囲となっている。すなわち、金属ペーストの最終収縮量が前記ガラスセラミックス組成物の最終収縮量を基準の100%として、25%乃至110%の範囲となっている。40%乃至100%の範囲がさらに好ましい。
In the present invention, the shrinkage start temperature measured by TMA of the metal paste for forming the
The final shrinkage measured by TMA of the metal paste is in the range of −75% to + 10% with respect to the final shrinkage of the glass ceramic composition for forming the
なお、TMAは、試料の温度を一定のプログラムによって変化させながら、圧縮、引張り、曲げ等の非振動的荷重を加えて、物質の変形を温度または時間の関数として測定する方法である。温度変化に対応して試料の熱膨張や軟化等試料の変形が起こると、変形に伴う変位量が、プローブの位置変化量として、変位検出部で計測される。本発明の実施形態において、TMA測定は、例えば島津製作所製の商品名TMA−50を使用し、試料に10mgの荷重を負荷しながら温度を10℃/分の速度で上昇させて、そのときの収縮量を測定する。 TMA is a method of measuring the deformation of a substance as a function of temperature or time by applying a non-vibrating load such as compression, tension, bending, etc. while changing the temperature of a sample according to a certain program. When deformation of the sample such as thermal expansion or softening of the sample occurs in response to the temperature change, the displacement amount associated with the deformation is measured by the displacement detection unit as the positional change amount of the probe. In the embodiment of the present invention, the TMA measurement is performed using, for example, a trade name TMA-50 manufactured by Shimadzu Corporation, and increasing the temperature at a rate of 10 ° C./min while applying a 10 mg load to the sample. Measure the amount of shrinkage.
収縮開始温度は、TMA測定により得られる熱収縮曲線において、収縮量が3%乃至10%の間の一定の値、例えば5%に達する温度とする。なお、TMA測定により得られる熱収縮曲線は、以下、TMA曲線という。 The shrinkage start temperature is a temperature at which the amount of shrinkage reaches a certain value between 3% and 10%, for example, 5% in the heat shrinkage curve obtained by TMA measurement. The heat shrinkage curve obtained by TMA measurement is hereinafter referred to as a TMA curve.
金属ペーストのTMA曲線における収縮開始温度および最終収縮量は、金属ペースト中の金属粉末の粒径、金属粉末の含有量により調整できる。また、パラジウム、三酸化二ロジウムのような添加剤を添加することで、前記収縮開始温度および最終収縮量を調整できる。 The shrinkage start temperature and the final shrinkage amount in the TMA curve of the metal paste can be adjusted by the particle size of the metal powder in the metal paste and the content of the metal powder. Moreover, the shrinkage start temperature and the final shrinkage amount can be adjusted by adding additives such as palladium and dirhodium trioxide.
本発明の素子基板1では、下面側配線層である外部接続端子6を形成するための金属ペーストの収縮開始温度および最終収縮量を前記範囲とすることで、素子基板1の反り量を低減できる。すなわち、基板本体2を形成するためのガラスセラミックス組成物に比べて収縮開始温度が十分に遅く、かつ最終収縮量が前記ガラスセラミックス組成物のそれに比べて小さいか、あるいはあまり大きくない金属ペーストを使用して外部接続端子7を形成することで、素子基板1の反りを低減し、具体的には中央に反り上がる反りの程度を低減できる。より具体的には、例えば基板本体2の平面サイズが5mm×5mmの素子基板1で、中央部の反り上がり量を10μm以下に低減できる。そして、それにより、凹部4底面は平坦化され、発光素子を搭載する際の発光素子の位置ずれや傾きが低減し、光の指向性が設計と異なるという問題や、ボンディングワイヤの位置ずれによる断線の発生を抑制できる。また、この素子基板1をプリント配線基板等にハンダを用いて実装する際に、基板の反りが原因で発生していた断線や放熱性の悪化等の問題も低減できる。
In the element substrate 1 of the present invention, the warpage amount of the element substrate 1 can be reduced by setting the shrinkage start temperature and the final shrinkage amount of the metal paste for forming the
外部接続端子6を形成するための金属ペーストの収縮開始温度が、ガラスセラミックス組成物の収縮開始温度を基準として+50℃未満の場合には、後述するように、この金属ペーストからなる未焼成配線層を有する前記ガラスセラミックス組成物からなるグリーンシートの積層体を同時焼成して素子基板1を製造する際に、金属ペーストが収縮するタイミングが、ガラスセラミックス組成物のそれに比べて十分には遅くないため、ガラスセラミックス組成物の収縮が始まってから十分な時間が経つ前に金属ペーストが収縮を開始する。そのため、素子基板1に基板本体2の中央部が反り上がるという反りが生じる。
When the shrinkage start temperature of the metal paste for forming the
金属ペーストの収縮開始温度が、ガラスセラミックス組成物の収縮開始温度に対して+150℃を超えて高い場合には、金属ペーストが収縮するタイミングが遅すぎるため、焼成後に凹状に変形してしまったり、ガラスセラミックス組成物と同時焼成した時に金属ペーストが焼結不足になったりする。 When the shrinkage start temperature of the metal paste is higher than + 150 ° C. relative to the shrinkage start temperature of the glass ceramic composition, the metal paste shrinks too late, so it may be deformed into a concave shape after firing, The metal paste may be insufficiently sintered when co-fired with the glass ceramic composition.
金属ペーストの最終収縮量がガラスセラミックス組成物の最終収縮量に対して75%を超えて小さい場合、すなわち金属ペーストの最終収縮量がガラスセラミックス組成物の最終収縮量の25%未満である場合には、金属ペーストの収縮量が小さすぎるため、凹状に変形してしまったり、金属導体の焼結が進みすぎて金属表面に基板本体2に含有されるガラス成分が滲み出し、ハンダ実装性を阻害したりする。
When the final shrinkage of the metal paste is smaller than 75% of the final shrinkage of the glass ceramic composition, that is, when the final shrinkage of the metal paste is less than 25% of the final shrinkage of the glass ceramic composition. Since the shrinkage of the metal paste is too small, it deforms into a concave shape, or the sintering of the metal conductor progresses too much, so that the glass component contained in the
金属ペーストの最終収縮量がガラスセラミックス組成物の最終収縮量に対して10%を超えて大きい場合、すなわち金属ペーストの最終収縮量がガラスセラミックス組成物の最終収縮量の110%超である場合には、金属ペーストの収縮量が大きすぎるため、素子基板1の基板本体2の中央部が反り上がるという反りが生じる。
When the final shrinkage amount of the metal paste is larger than 10% with respect to the final shrinkage amount of the glass ceramic composition, that is, when the final shrinkage amount of the metal paste is more than 110% of the final shrinkage amount of the glass ceramic composition. In other words, since the shrinkage amount of the metal paste is too large, the center portion of the
このような金属ペーストの焼成により形成される外部接続端子6の膜厚は、金属ペースト中の金属粒子の粒径が通常数μmであり、かつ金属ペーストを焼結して十分な量の金属粒子を存在させる必要があることから、5〜15μmが好ましく、7〜12μmの範囲がより好ましい。
The thickness of the
なお、素子接続端子5や外部接続端子6の上には、銀等の金属材料からなるこれらの層を酸化や硫化から保護しかつ導電性を付与するために、導電性保護層(図示せず)を形成できる。導電性保護層としては、前記金属材料からなる層を保護する機能を有する導電性材料であれば特に制限されない。具体的には、ニッケルメッキ層、ニッケル/金メッキ層、銀メッキ層、ニッケル/銀メッキ層、クロムメッキ層等が挙げられ、後述する発光素子の電極との接続に用いるボンディングワイヤやその他接続材料との良好な接合が得られる等の点から、ニッケル/金メッキ層が好ましい。導電性保護層の膜厚としては、ニッケルメッキ層が2〜20μm、金メッキ層が0.1〜1.0μmが好ましい。
Note that a conductive protective layer (not shown) is provided on the
また、図1には示されていないが、実施形態の素子基板1には、搭載される発光素子からの光の取り出し効率を上げるために、凹部4底面のできるだけ広い範囲に、例えば銀を主成分とする反射膜を、上記一対の素子接続端子5に電気的に接続しないように形成してもよく、さらにその上に、反射膜の端縁を含む全体を覆うオーバーコートガラス層を形成してもよい。
Although not shown in FIG. 1, in the element substrate 1 of the embodiment, in order to increase the light extraction efficiency from the mounted light emitting element, silver, for example, is mainly used in the widest possible range of the bottom surface of the
次に、本発明の素子基板の第2の実施形態として、2ワイヤタイプの発光素子の複数個、例えば15個を、行および列に配置し、発光素子を並列に接続するように搭載するための素子基板について説明する。 Next, as a second embodiment of the element substrate of the present invention, in order to mount a plurality of, for example, 15 two-wire type light emitting elements in rows and columns and connect the light emitting elements in parallel. The element substrate will be described.
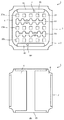
図2(a)は、第2の実施形態の素子基板を上面側から見た平面図であり、図2(b)は下面側から見た平面図である。 FIG. 2A is a plan view of the element substrate according to the second embodiment as viewed from the upper surface side, and FIG. 2B is a plan view of the element substrate as viewed from the lower surface side.
この素子基板1は、平面形状が略正方形で略平板状の基板本体2を有し、その上面21の周縁部に枠体3が接合されており、基板本体2の中央部を底面とする凹部4が形成されている。
The element substrate 1 has a substantially flat plate-
この素子基板1において、凹部4の底面には、2ワイヤタイプの発光素子が搭載される15個の搭載部22が、横3行縦5列に配置されて設けられている。そして、1行目の搭載部群22aと2行目の搭載部群22bとの間、および2行目の搭載部群22bと3行目の搭載部群22cとの間には、これらの搭載部22に搭載される発光素子と電気的に接続される2本の素子接続用の中間端子51がそれぞれ設けられている。また、1行目の搭載部群22aの外側の周辺側、および3行目の搭載部群22cの外側の周辺側には、それぞれ素子接続用の周辺端子52が設けられている。2本の中間端子51は、それぞれアノード側電極とカソード側電極を構成し、2本の周辺端子52も、それぞれアノード側電極とカソード側電極を構成する。そして、アノード側電極とカソード側電極とが各行の搭載部群を挟んで対向し、かつ交互に配置されている。
In the element substrate 1, fifteen mounting
また、基板本体2の下面には、アノード側およびカソード側の外部電極端子6が設けられている。アノード側の外部電極端子6は、基板本体2の内部等に形成された貫通導体7を介して、基板本体2の上面に設けられたアノード側の中間端子51およびアノード側の周辺端子52と電気的に接続されている。同様に、カソード側の外部電極端子6は、基板本体2の内部等に形成された貫通導体を介して、カソード側の中間端子51およびカソード側の周辺端子52と電気的に接続されている。
In addition,
さらに、基板本体2の内部には、熱抵抗を低減するために、サーマルビア(図示を省略。)が埋設されている。サーマルビアは、例えば発光素子の搭載部22より小さい柱状であり、基板本体2の上面から、放熱層としても機能する外部電極端子6にかけて配設できる。
Further, thermal vias (not shown) are embedded in the
そして、第2の実施形態においても、第1の実施形態と同様に、外部電極端子6が以下の収縮特性を有する金属ペーストの焼成によって形成されている。すなわち、TMAによる収縮開始温度が、前記基板本体2を構成するガラスセラミックス組成物の収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつTMAによる最終収縮量が、前記ガラスセラミックス組成物の最終収縮量に対して−75%乃至+10%の範囲にある金属ペーストの焼成により、外部電極端子6が形成されている。
Also in the second embodiment, as in the first embodiment, the
第2の実施形態においても、下面側配線層である外部接続端子6を形成するための金属ペーストの収縮開始温度および最終収縮量が前記範囲とすることで、素子基板の反り量が低減できる。
Also in the second embodiment, the warpage amount of the element substrate can be reduced by setting the shrinkage start temperature and the final shrinkage amount of the metal paste for forming the
以上、本発明の素子基板の実施形態について説明したが、このような素子基板1を用いて、その搭載部22に発光ダイオード素子等の発光素子を搭載することで、発光装置を作製できる。
Although the embodiment of the element substrate of the present invention has been described above, a light emitting device can be manufactured by mounting a light emitting element such as a light emitting diode element on the mounting
図1に示す素子基板1を有する第1の実施形態の発光装置10は、図3に示すように、素子基板1が有する凹部4の底面の略中央に位置する搭載部22に、シリコーンダイボンド剤等のダイボンド剤14により発光ダイオード素子等の発光素子11が搭載され、その図示しない1対の電極が、ボンディングワイヤ12によって1対の素子接続端子5のそれぞれに接続された構造を有する。発光装置10は、さらに、凹部4の底面に上記のように配設された発光素子11やボンディングワイヤ12を覆いながら、凹部4を充填するように設けられた封止層13を有している。なお、封止層13を構成する封止材料には、必要に応じて、発光装置の封止層に通常用いられる蛍光体が含有されていてもよい。
As shown in FIG. 3, the
また、図2に示す素子基板1を用いて構成された第2の実施形態の発光装置10では、図4に示すように、素子基板1の凹部4の底面に3行5列に配置されて設けられた15個の搭載部22にそれぞれ発光素子11が搭載されている。そして、こうして3行5列に配置された15個の発光素子11が、以下に示すように、ボンディングワイヤ12によって、中間端子51および周辺端子52に接続されている。すなわち、発光素子11のうちで1行目の搭載部群22aおよび3行目の搭載部群22cに搭載された各5個の発光素子11a、11cは、それぞれ図示しない電極の一方をボンディングワイヤ12によって周辺端子52に接続され、他方をボンディングワイヤ12によって対向する中間端子51に接続されている。また、2行目の搭載部群22bに搭載された5個の発光素子11bは、それぞれ一方の電極をボンディングワイヤ12によって2本の中間端子51のうちの一方に接続され、他方をボンディングワイヤ12によってもう一方の中間端子51に接続されている。こうして、3行5列に配置された15個の発光素子11は、並列に接続されるようにワイヤボンディングされている。
Further, in the
なお、ここで、第2の実施形態の発光装置10において、中間端子51は貫通導体で外部接続端子6に接続されているが、中間端子51に貫通導体を設けなければ、中間端子51は外部接続端子6から電気的に絶縁され、3行5列に配置された15個の発光素子11は、周辺端子52から3個の発光素子11が直列に接続され、かつ直列に接続された5列の発光素子群が並列に接続されている電気的構成とすることができる。
第2の実施形態の発光装置10において、その他の部分は第1の実施形態の発光装置10と同様に構成されているので、説明を省略する。
Here, in the
In the
このように構成される本発明の第1の実施形態および第2の実施形態の発光装置10は、基板自体の反り量が低減された本発明の素子基板1を有しているので、発光素子11の位置ずれや傾きが低減し、光の指向性が設計と異なる等の問題や、ボンディングワイヤ12の位置ずれによる断線の発生等の問題が抑制される。また、この発光装置10をさらにプリント配線基板等にハンダを用いて実装する際に、基板の反りが原因で発生していた断線や放熱性の悪化等の問題も低減できる。このような本発明の発光装置10は、例えば携帯電話やパソコンや平面テレビの液晶ディスプレイ等のバックライト、自動車用あるいは装飾用の照明、一般照明、その他の光源として好適に使用できる。
Since the
以上、本発明の素子基板1およびこれを用いた発光装置10の実施形態について例を挙げて説明したが、本発明の素子基板1および発光装置10はこれらに限定されない。本発明の趣旨に反しない限度において、また必要に応じて、その構成を適宜変更できる。
The embodiment of the element substrate 1 and the
次に、本発明の素子基板の製造方法について、図1に示される素子基板1の製造方法を例にして以下に説明する。なお、以下の説明では、製造に用いる部材について、完成品の部材と同一の符号を付して説明する。 Next, the manufacturing method of the element substrate of the present invention will be described below by taking the manufacturing method of the element substrate 1 shown in FIG. 1 as an example. In the following description, members used for manufacturing will be described with the same reference numerals as those of the finished product.
(A)グリーンシート製造工程
まず、略平板状の基板本体用グリーンシートおよび枠体用グリーンシートを製造する。これらのグリーンシートは、ガラス粉末とセラミックス粉末とを含むガラスセラミックス組成物にバインダー、必要に応じて可塑剤、溶剤等を添加してスラリーを調製し、これをドクターブレード法等によりシート状に成形し、乾燥させることで製造できる。
(A) Green sheet manufacturing process First, a substantially flat substrate body green sheet and frame body green sheet are manufactured. These green sheets are prepared by adding a binder to a glass ceramic composition containing glass powder and ceramic powder, and if necessary, adding a plasticizer, a solvent, etc., to form a slurry, which is then formed into a sheet by the doctor blade method, etc. And can be produced by drying.
ガラス粉末は、必ずしも限定されないものの、Tgで表記されるガラス転移点は550℃以上700℃以下が好ましい。ガラス転移点が550℃未満の場合、後述する脱脂が困難となるおそれがある。一方、ガラス転移点が700℃を超える場合、収縮開始温度が高くなり過ぎて、寸法精度が低下するおそれがある。 The glass powder is not necessarily limited, but the glass transition point represented by Tg is preferably 550 ° C. or higher and 700 ° C. or lower. When the glass transition point is lower than 550 ° C., degreasing described later may be difficult. On the other hand, when the glass transition point exceeds 700 ° C., the shrinkage start temperature becomes too high, and the dimensional accuracy may be lowered.
また、800℃以上930℃以下で焼成したときに結晶が析出することが好ましい。結晶が析出しない場合、十分な機械的強度を得ることができないおそれがある。さらに、DTA(Differential Thermal Analysis、示差熱分析示差熱分析)により測定され、Tcで表記される結晶化ピーク温度は880℃以下が好ましい。結晶化ピーク温度が880℃を超える場合、寸法精度が低下するおそれがある。 Moreover, it is preferable that a crystal | crystallization precipitates when it bakes at 800 degreeC or more and 930 degrees C or less. If crystals do not precipitate, sufficient mechanical strength may not be obtained. Further, the crystallization peak temperature measured by DTA (Differential Thermal Analysis, differential thermal analysis) and represented by Tc is preferably 880 ° C. or lower. When the crystallization peak temperature exceeds 880 ° C., the dimensional accuracy may decrease.
このようなガラス粉末としては、例えばSiO2を57mol%以上65mol%以下、B2O3を13mol%以上18mol%以下、CaOを9mol%以上23mol%以下、Al2O3を3mol%以上8mol%以下、K2OとNa2Oから選ばれる少なくとも一方を合計で0.5mol%以上6mol%以下含有するものが好ましい。このような組成で、基板本体の上下面の平坦度の向上が容易となる。 As such glass powder, for example, SiO 2 is 57 mol% or more and 65 mol% or less, B 2 O 3 is 13 mol% or more and 18 mol% or less, CaO is 9 mol% or more and 23 mol% or less, and Al 2 O 3 is 3 mol% or more and 8 mol% or less. hereinafter, those containing less 0.5 mol% or more 6 mol% of at least one in total selected from K 2 O and Na 2 O are preferred. With such a composition, the flatness of the upper and lower surfaces of the substrate body can be easily improved.
ここで、SiO2は、ガラスのネットワークフォーマとなる。SiO2の含有量が57mol%未満の場合、安定なガラスを得ることが難しく、また化学的耐久性も低下するおそれがある。一方、SiO2の含有量が65mol%を超える場合、ガラス溶融温度やガラス転移点が過度に高くなるおそれある。SiO2の含有量は、好ましくは58mol%以上、より好ましくは59mol%以上、特に好ましくは60mol%以上である。また、SiO2の含有量は、好ましくは64mol%以下、より好ましくは63mol%以下である。 Here, SiO 2 becomes a glass network former. When the content of SiO 2 is less than 57 mol%, it is difficult to obtain a stable glass and the chemical durability may be lowered. On the other hand, when the content of SiO 2 exceeds 65 mol%, the glass melting temperature and the glass transition point may be excessively high. The content of SiO 2 is preferably 58 mol% or more, more preferably 59 mol% or more, and particularly preferably 60 mol% or more. The content of SiO 2 is preferably 64 mol% or less, more preferably 63 mol% or less.
B2O3は、ガラスのネットワークフォーマとなる。B2O3の含有量が13mol%未満の場合、ガラス溶融温度やガラス転移点が過度に高くなるおそれがある。一方、B2O3の含有量が18mol%を超える場合、安定なガラスを得ることが難しく、また化学的耐久性も低下するおそれがある。B2O3の含有量は、好ましくは14mol%以上、より好ましくは15mol%以上である。また、B2O3の含有量は、好ましくは17mol%以下、より好ましくは16mol%以下である。 B 2 O 3 is a glass network former. If the content of B 2 O 3 is less than 13 mol%, there is a possibility that the glass melting point or the glass transition point becomes excessively high. On the other hand, when the content of B 2 O 3 exceeds 18 mol%, it is difficult to obtain a stable glass and the chemical durability may be lowered. The content of B 2 O 3 is preferably 14 mol% or more, more preferably 15 mol% or more. Further, the content of B 2 O 3 is preferably 17 mol% or less, more preferably 16 mol% or less.
Al2O3は、ガラスの安定性、化学的耐久性、および強度を高めるために添加される。Al2O3の含有量が3mol%未満の場合、ガラスが不安定となるおそれがある。一方、Al2O3の含有量が8mol%を超える場合、ガラス溶融温度やガラス転移点が過度に高くなるおそれがある。Al2O3の含有量は、好ましくは4mol%以上、より好ましくは5mol%以上である。また、Al2O3の含有量は、好ましくは7mol%以下、より好ましくは6mol%以下である。 Al 2 O 3 is added to increase the stability, chemical durability, and strength of the glass. When the content of Al 2 O 3 is less than 3 mol%, the glass may become unstable. On the other hand, when the content of Al 2 O 3 exceeds 8 mol%, the glass melting temperature and the glass transition point may be excessively high. The content of Al 2 O 3 is preferably 4 mol% or more, more preferably 5 mol% or more. The content of Al 2 O 3 is preferably 7 mol% or less, more preferably 6 mol% or less.
CaOは、ガラスの安定性や結晶の析出性を高めるとともに、ガラス溶融温度やガラス転移点を低下させるために添加される。CaOの含有量が9mol%未満の場合、ガラス溶融温度が過度に高くなるおそれがある。一方、CaOの含有量が23mol%を超える場合、ガラスが不安定となるおそれがある。CaOの含有量は、好ましくは12mol%以上、より好ましくは13mol%以上、特に好ましくは14mol%以上である。また、CaOの含有量は、好ましくは22mol%以下、より好ましくは21mol%以下、特に好ましくは20mol%以下である。 CaO is added to increase glass stability and crystal precipitation, and to lower the glass melting temperature and glass transition point. When the content of CaO is less than 9 mol%, the glass melting temperature may be excessively high. On the other hand, when the content of CaO exceeds 23 mol%, the glass may become unstable. The content of CaO is preferably 12 mol% or more, more preferably 13 mol% or more, and particularly preferably 14 mol% or more. The CaO content is preferably 22 mol% or less, more preferably 21 mol% or less, and particularly preferably 20 mol% or less.
K2O、Na2Oは、ガラス転移点を低下させるために添加される。K2OおよびNa2Oの合計した含有量が0.5mol%未満の場合、ガラス溶融温度やガラス転移点が過度に高くなるおそれがある。一方、K2OおよびNa2Oの合計した含有量が6mol%を超える場合、化学的耐久性、特に耐酸性が低下するおそれがあり、電気的絶縁性も低下するおそれがある。K2OおよびNa2Oの合計した含有量は、0.8mol%以上5mol%以下が好ましい。 K 2 O and Na 2 O are added to lower the glass transition point. When the total content of K 2 O and Na 2 O is less than 0.5 mol%, the glass melting temperature and the glass transition point may be excessively high. On the other hand, when the total content of K 2 O and Na 2 O exceeds 6 mol%, chemical durability, particularly acid resistance may be lowered, and electrical insulation may be lowered. The total content of K 2 O and Na 2 O is preferably 0.8 mol% or more and 5 mol% or less.
ガラス粉末は、必ずしも上記成分のみからなるものに限定されず、ガラス転移点等の諸特性を満たす範囲で他の成分を含有できる。他の成分を含有する場合、その合計した含有量は10mol%以下が好ましい。 Glass powder is not necessarily limited to what consists only of the said component, Other components can be contained in the range with which various characteristics, such as a glass transition point, are satisfy | filled. When other components are contained, the total content is preferably 10 mol% or less.
ガラス粉末は、上記したようなガラス組成を有するガラスを溶融法によって製造し、乾式粉砕法や湿式粉砕法により得ることができる。湿式粉砕法の場合、溶媒として水を用いることが好ましい。粉砕は、例えばロールミル、ボールミル、ジェットミル等の粉砕機を用いて行う。 The glass powder can be obtained by producing glass having the glass composition as described above by a melting method and by a dry pulverization method or a wet pulverization method. In the case of the wet pulverization method, it is preferable to use water as a solvent. The pulverization is performed using a pulverizer such as a roll mill, a ball mill, or a jet mill.
ガラス粉末の50%粒径は、0.5μm以上2μm以下が好ましい。ガラス粉末の50%粒径が0.5μm未満の場合、ガラス粉末が凝集しやすく、取り扱いが困難になるばかりでなく、均一に分散させることが困難になる。一方、ガラス粉末の50%粒径が2μmを超える場合、ガラス軟化温度の上昇や焼結不足が発生するおそれがある。粒径の調整は、例えば粉砕後に必要に応じて分級により行う。 The 50% particle size of the glass powder is preferably 0.5 μm or more and 2 μm or less. When the 50% particle size of the glass powder is less than 0.5 μm, the glass powder is likely to aggregate and not only becomes difficult to handle, but also difficult to disperse uniformly. On the other hand, when the 50% particle size of the glass powder exceeds 2 μm, the glass softening temperature may increase or the sintering may be insufficient. Adjustment of the particle size is performed by classification as necessary after pulverization, for example.
セラミックス粉末としては、従来からLTCC基板の製造に用いられるものを特に制限なく使用でき、例えば、アルミナ粉末、ジルコニア粉末、またはアルミナ粉末とジルコニア粉末との混合物を好適に用いる。セラミックス粉末の50%粒径は、0.5μm以上4μm以下が好ましい。 As the ceramic powder, those conventionally used for the production of LTCC substrates can be used without particular limitation. For example, alumina powder, zirconia powder, or a mixture of alumina powder and zirconia powder is suitably used. The 50% particle size of the ceramic powder is preferably 0.5 μm or more and 4 μm or less.
このようなセラミックス粉末と前記ガラス粉末とを、例えばガラス粉末が30質量%以上50質量%以下、セラミックス粉末が50質量%以上70質量%以下となるように配合、混合することによりガラスセラミックス組成物を得る。また、このガラスセラミックス組成物に、バインダー、必要に応じて可塑剤、分散剤、溶剤等を添加することによりスラリーを得る。 A glass ceramic composition is prepared by mixing and mixing such ceramic powder and the glass powder such that the glass powder is 30% by mass to 50% by mass and the ceramic powder is 50% by mass to 70% by mass. Get. Moreover, a slurry is obtained by adding a binder and, if necessary, a plasticizer, a dispersant, a solvent, and the like to the glass ceramic composition.
バインダーとしては、例えばポリビニルブチラール、アクリル樹脂等が好適に使用できる。可塑剤としては、例えばフタル酸ジブチル、フタル酸ジオクチル、フタル酸ブチルベンジル等が使用できる。また、溶剤としては、例えばトルエン、キシレン等の芳香族系の有機溶剤、ブタノール等のアルコール系の有機溶剤が使用できる。さらに、分散剤やレベリング剤も使用できる。 As the binder, for example, polyvinyl butyral, acrylic resin and the like can be suitably used. As the plasticizer, for example, dibutyl phthalate, dioctyl phthalate, butyl benzyl phthalate and the like can be used. As the solvent, for example, aromatic organic solvents such as toluene and xylene, and alcohol organic solvents such as butanol can be used. Furthermore, a dispersing agent and a leveling agent can also be used.
このスラリーをドクターブレード法等によりシート状に成形し、乾燥させることで、グリーンシートを製造できる。そして、こうして得られたグリーンシートの所定位置を、打ち抜き型あるいはパンチングマシーンを使用して打ち抜いて、層間接続用の貫通孔およびサーマルビア用の貫通孔を形成することで、基板本体用グリーンシートを製造する。また、前記グリーンシートにおいて、中央部を略円形等所定形状にくり抜き、枠体用グリーンシートを製造する。 A green sheet can be produced by forming this slurry into a sheet by a doctor blade method or the like and drying it. Then, the green sheet for the substrate body is formed by punching a predetermined position of the green sheet thus obtained using a punching die or a punching machine to form a through hole for interlayer connection and a through hole for thermal via. To manufacture. Further, in the green sheet, the center portion is cut into a predetermined shape such as a substantially circular shape to produce a frame green sheet.
(B)金属ペースト層形成工程
上記(A)工程で得られた基板本体用グリーンシートの所定位置に形成された層間接続用の貫通孔およびサーマルビア用の貫通孔に、それぞれ金属ペーストを充填し、基板本体用グリーンシートを表面から裏面に貫通する貫通導体用金属ペースト層7、およびサーマルビア用金属ペースト層8をそれぞれ形成する。また、基板本体用グリーンシートの上面21の発光素子搭載面となる面に、貫通導体用ペースト層7を覆うように一対の素子接続端子用金属ペースト層5を形成するとともに、下面23となる面に、貫通導体用金属ペースト層7と電気的に接続する一対の外部接続端子用金属ペースト層6を形成する。なお、一対の外部接続端子用金属ペースト層6のうちの一方は、このサーマルビア用金属ペースト層8の下端部に接するように形成する。こうして金属ペースト層付きの基板本体用グリーンシートが得られる。なお、図示されていないが、積層のための位置合わせの印を基板本体用グリーンシートに形成できる。
(B) Metal paste layer forming step The metal paste is filled in the through holes for interlayer connection and the through holes for thermal vias formed at predetermined positions of the green sheet for substrate main body obtained in the step (A). Then, a through conductor
素子接続端子用金属ペースト層5、外部接続端子用金属ペースト層6、貫通導体用金属ペースト層7およびサーマルビア用金属ペースト層8の形成方法としては、金属ペーストをスクリーン印刷法により塗布、充填する方法が挙げられる。素子接続端子用金属ペースト層5および外部接続端子用金属ペースト層6の膜厚は、最終的に得られる素子接続端子5および外部接続端子6の膜厚が所定の膜厚となるように調整される。
As a method of forming the element connection terminal
金属ペーストとしては、銅、銀、金等を主成分とする金属粉末に、エチルセルロース等のビヒクル、必要に応じて溶剤、添加剤等を添加してペースト状としたものを用いる。上記金属粉末としては、銀からなる金属粉末、銀と白金またはパラジウムからなる金属粉末が好ましい。また、球状の銀粒子の表面に、リン酸化物とイットリウム酸化物とを被着させた複合銀粉末も使用できる。 As the metal paste, a paste obtained by adding a vehicle such as ethyl cellulose to a metal powder mainly composed of copper, silver, gold or the like, a solvent, an additive or the like as necessary is used. The metal powder is preferably a metal powder made of silver, or a metal powder made of silver and platinum or palladium. A composite silver powder in which phosphorous oxide and yttrium oxide are deposited on the surface of spherical silver particles can also be used.
そして、この金属ペーストは、前記した所定の範囲の熱収縮特性を有する。すなわち、TMAにより測定された収縮開始温度が、基板本体を形成するための前記基板本体用グリーンシートの収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつ最終収縮量が前記基板本体用グリーンシートの最終収縮量に対して−75%乃至+10%の範囲にある金属ペーストが使用される。 And this metal paste has the heat shrink characteristic of the predetermined range mentioned above. That is, the shrinkage start temperature measured by TMA is in the range of + 50 ° C. to + 150 ° C. with respect to the shrinkage start temperature of the substrate body green sheet for forming the substrate body, and the final shrinkage amount is the substrate body. A metal paste in the range of −75% to + 10% with respect to the final shrinkage of the green sheet for use is used.
(C)積層
上記(B)工程で得られた金属ペースト層付き基板本体用グリーンシートの素子接続端子用金属ペースト層5が形成された面に、上記(A)工程で得られた枠体用グリーンシートを位置合わせしつつ積層し、加熱および加圧して一体化し、未焼成の素子基板1を得る。
(C) Lamination For the frame body obtained in the step (A) on the surface of the green sheet for substrate main body with metal paste layer obtained in the step (B) on which the element connection terminal
(D)焼成工程
上記(C)工程後、得られた未焼成の素子基板1について、必要に応じてグリーンシートに含まれる樹脂等のバインダー等を分解・除去するための脱脂を行った後、ガラスセラミックス組成物等を焼結させるために、800乃至930℃の温度で焼成する。
(D) Firing step After the step (C), after the unbaked element substrate 1 obtained, after degreasing to decompose and remove binders such as resin contained in the green sheet as necessary, In order to sinter the glass ceramic composition or the like, it is fired at a temperature of 800 to 930 ° C.
脱脂は、例えば、500℃以上600℃以下の温度で1時間以上10時間以下保持する条件が好ましい。脱脂温度が500℃未満もしくは脱脂時間が1時間未満の場合、バインダー等を十分に除去できないおそれがある。脱脂温度を600℃程度、脱脂時間を10時間程度とすれば、十分にバインダー等を除去でき、これを超えると生産性が低下する。 For example, the degreasing is preferably performed under the condition of holding at a temperature of 500 ° C. or more and 600 ° C. or less for 1 hour or more and 10 hours or less. When the degreasing temperature is less than 500 ° C. or the degreasing time is less than 1 hour, the binder or the like may not be sufficiently removed. If the degreasing temperature is about 600 ° C. and the degreasing time is about 10 hours, the binder and the like can be sufficiently removed, and if it exceeds this, the productivity is lowered.
焼成は、基板の緻密な構造の獲得と生産性を考慮して、800℃乃至930℃の温度範囲で適宜時間を調整する。具体的には、850℃以上900℃以下の温度で20分以上60分以下保持することが好ましく、特に860℃以上880℃以下の温度で20分以上60分以下保持することが好ましい。焼成温度が800℃未満では、緻密な構造の基板が得られないおそれがある。一方、焼成温度が930℃を超えると基板が変形するなど生産性等が低下するおそれがある。また、銀を主成分とする金属粉末を含有する金属ペーストを用いた場合、焼成温度が880℃を超えると、金属ペーストが過度に軟化して所定の形状を維持できなくなるおそれがある。 In the firing, the time is appropriately adjusted in a temperature range of 800 ° C. to 930 ° C. in consideration of obtaining a dense structure of the substrate and productivity. Specifically, it is preferably held at a temperature of 850 ° C. or higher and 900 ° C. or lower for 20 minutes or longer and 60 minutes or shorter, particularly preferably at a temperature of 860 ° C. or higher and 880 ° C. or lower for 20 minutes or longer and 60 minutes or shorter. If the firing temperature is less than 800 ° C., a substrate having a dense structure may not be obtained. On the other hand, when the firing temperature exceeds 930 ° C., productivity and the like may be lowered due to deformation of the substrate. Moreover, when the metal paste containing the metal powder which has silver as a main component is used and a calcination temperature exceeds 880 degreeC, there exists a possibility that a metal paste may soften too much and it may become impossible to maintain a predetermined shape.
このようにして、未焼結の素子基板1が焼成されて素子基板1が得られるが、焼成後、必要に応じて素子接続端子5および外部接続端子6の全体を被覆するように、金メッキ、ニッケル/金メッキ等の通常、発光素子用基板において導体保護用に用いられる導電性保護層を形成できる。なお、本発明の素子基板1は、そのサイズにより、通常、発光素子用の配線基板を作製する際に用いられる、多数個取りの連結基板を作製し、これを分割する工程を得て個々の配線基板を作製する方法により作製されてもよい。
In this way, the unsintered element substrate 1 is fired to obtain the element substrate 1. After firing, gold plating is applied so as to cover the entire
以上、本発明の素子基板の実施形態の一例について、その製造方法を説明したが、基体本体用グリーンシート、枠体用グリーンシート等は必ずしも単一のグリーンシートからなる必要はなく、複数枚のグリーンシートを積層したものであってもよい。また、各部の形成順序等についても、素子基板の製造が可能な限度において適宜変更できる。 As mentioned above, although the manufacturing method was demonstrated about an example of embodiment of the element substrate of this invention, the green sheet for base | substrate bodies, the green sheet for frames, etc. do not necessarily need to consist of a single green sheet, and several sheets A laminate of green sheets may also be used. Further, the order of forming each part can be changed as appropriate as long as the element substrate can be manufactured.
以下、本発明の具体的実施例について記載する。 Hereinafter, specific examples of the present invention will be described.
以下に示すようにして、配線導体形成用の銀ペースト(A)乃至(H)を調製した。また、基板本体形成用および枠体形成用のグリーンシート(ガラスセラミックス組成物)を作製した。
(銀ペーストの調製)
まず、以下に示す銀粉末(a)乃至(f)および複合銀粉末(g)をそれぞれ用意した。
銀粉末(a):大研化学工業社製S400−2
(D502.0μm、粒子の形状 球状)
銀粉末(b):DOWAエレクトロニクス社製AG−2−1C
(D500.8μm、粒子の形状 球状)
銀粉末(c):DOWAエレクトロニクス社製AG−3−8F
(D501.4μm、粒子の形状 球状)
銀粉末(d):大研化学工業社製F−1
(D503.0μm、粒子の形状 球状)
銀粉末(e):DOWAエレクトロニクス社製FA−D−2
(D505.5μm、粒子の形状 扁平状)
銀粉末(f):大研化学工業社製S550
(D505.0μm、粒子の形状 扁平状)
複合銀粉末(g):大研化学工業社製S550(D505.0μm、粒子の形状 扁平状)の表面に三酸化イットリウム(Y2O3)を被着させた複合銀粉末
As shown below, silver pastes (A) to (H) for forming a wiring conductor were prepared. Moreover, the green sheet (glass ceramic composition) for board | substrate main body formation and frame body formation was produced.
(Preparation of silver paste)
First, the following silver powders (a) to (f) and composite silver powder (g) were prepared.
Silver powder (a): S400-2 manufactured by Daiken Chemical Industry Co., Ltd.
(D 50 2.0 μm, particle shape spherical)
Silver powder (b): AG-2-1C manufactured by DOWA Electronics
(D 50 0.8 μm, particle shape spherical)
Silver powder (c): AG-3-8F manufactured by DOWA Electronics
(D 50 1.4 μm, particle shape spherical)
Silver powder (d): F-1 manufactured by Daiken Chemical Industry Co., Ltd.
(D 50 3.0 μm, particle shape spherical)
Silver powder (e): FA-D-2 manufactured by DOWA Electronics
(D 50 5.5 μm, particle shape flat)
Silver powder (f): S550 manufactured by Daiken Chemical Industry Co., Ltd.
(D 50 5.0 μm, particle shape flat)
Composite silver powder (g): Composite silver powder obtained by depositing yttrium trioxide (Y 2 O 3 ) on the surface of S550 (D 50 5.0 μm, particle shape flat) manufactured by Daiken Chemical Industry Co., Ltd.
これらの銀粉末(a)乃至(f)および複合銀粉末(g)を、表1に示す組成となるように配合して、銀ペースト(A)乃至(K)を調製した。銀ペースト(A)乃至(F)については、表1に示すように、銀粉末の合計量を100質量部とし、ビヒクルとしてのエチルセルロースを、銀粉末:ビヒクルの質量比が90:10となるように配合した。銀ペースト(G)乃至(K)については、合計100質量部の銀粉末に、表1に示す添加剤を同表に示す量(質量部)配合したものに、ビヒクルとしてのエチルセルロースを、銀粉末:ビヒクルの質量比が90:10となるように配合した。
次いで、これらの混合物を、表1に示す固形分比(質量%)となるように、溶剤であるαテレピネオールに分散した後、磁器乳鉢中で1時間混練を行い、さらに三本ロールにより3回分散を行って、銀ペースト(A)乃至(K)を得た。
These silver powders (a) to (f) and composite silver powder (g) were blended so as to have the composition shown in Table 1 to prepare silver pastes (A) to (K). For the silver pastes (A) to (F), as shown in Table 1, the total amount of silver powder is 100 parts by mass, and ethyl cellulose as a vehicle has a silver powder: vehicle mass ratio of 90:10. Blended into For silver pastes (G) to (K), a total of 100 parts by mass of silver powder was blended with the additives shown in Table 1 in an amount (parts by mass) shown in the same table, and ethyl cellulose as a vehicle was added to silver powder. : The vehicle mass ratio was 90:10.
Next, these mixtures were dispersed in α-terpineol as a solvent so as to have a solid content ratio (mass%) shown in Table 1, and then kneaded in a porcelain mortar for 1 hour, and further three times with three rolls. Dispersion was performed to obtain silver pastes (A) to (K).

(グリーンシートの作製)
SiO2を60.4mol%、B2O3を15.6mol%、Al2O3を6mol%、CaOを15mol%、K2Oを1mol%、Na2Oを2mol%となるように原料を配合、混合し、この原料混合物を白金ルツボに入れて1600℃で60分溶融させた後、この溶融状態のガラスを流し出し冷却した。このガラスをアルミナ製ボールミルにより40時間粉砕して基板用ガラス粉末を製造した。なお、粉砕の溶媒にはエチルアルコールを用いた。
(Production of green sheets)
The raw materials were adjusted so that SiO 2 was 60.4 mol%, B 2 O 3 was 15.6 mol%, Al 2 O 3 was 6 mol%, CaO was 15 mol%, K 2 O was 1 mol%, and Na 2 O was 2 mol%. After mixing and mixing, this raw material mixture was put in a platinum crucible and melted at 1600 ° C. for 60 minutes, and then the molten glass was poured out and cooled. This glass was pulverized with an alumina ball mill for 40 hours to produce a glass powder for a substrate. Note that ethyl alcohol was used as a solvent for grinding.
このガラス粉末が35質量%、アルミナフィラー(昭和電工社製、商品名:AL−45
H)が40質量%、ジルコニアフィラー(第一稀元素化学工業社製、商品名:HSY−3
F−J)が25質量%となるように配合し、混合することにより基板用ガラスセラミックス組成物を調製した。
This glass powder is 35% by mass, alumina filler (manufactured by Showa Denko KK, trade name: AL-45
H) is 40% by mass, zirconia filler (manufactured by Daiichi rare element chemical industry, trade name: HSY-3)
A glass ceramic composition for a substrate was prepared by blending and mixing such that FJ) was 25% by mass.
この基板用ガラスセラミックス組成物50gに、有機溶剤(トルエン、キシレン、2−プロパノール、2−ブタノールを質量比4:2:2:1で混合したもの)15g、可塑剤(フタル酸ジ−2−エチルヘキシル)2.5g、バインダーとしてのポリビニルブチラール(デンカ社製、商品名:PVK#3000K)5g、さらに分散剤(ビックケミー社製、商品名:BYK180)0.5gを配合し、混合してスラリーを調製した。 To 50 g of this glass ceramic composition for substrates, 15 g of an organic solvent (mixed with toluene, xylene, 2-propanol, 2-butanol at a mass ratio of 4: 2: 2: 1), a plasticizer (di-2-phthalate) 2.5 g of ethylhexyl), 5 g of polyvinyl butyral (trade name: PVK # 3000K) as a binder, and 0.5 g of a dispersant (trade name: BYK180, manufactured by BYK Chemie) are mixed and mixed to prepare a slurry. Prepared.
このスラリーをPETフィルム上にドクターブレード法により塗布し、乾燥させた後切断し、厚さが0.1mmの基板本体用および枠体用のグリーンシートを製造した。 This slurry was applied onto a PET film by a doctor blade method, dried, and then cut to produce green sheets for a substrate body and a frame having a thickness of 0.1 mm.
次に、こうして得られたグリーンシート(ガラスセラミックス組成物)と前記銀ペースト(A)乃至(K)について、TMA測定を行った。測定は、島津製作所製のTMA−50を用いて行った。銀ペースト(A)乃至(K)およびグリーンシートから作製された試料に、10mgの荷重を負荷しながら温度を10℃/分の速度で上昇させ、そのときの収縮曲線をそれぞれ測定した。 Next, TMA measurement was performed on the thus obtained green sheet (glass ceramic composition) and the silver pastes (A) to (K). The measurement was performed using TMA-50 manufactured by Shimadzu Corporation. The temperature was increased at a rate of 10 ° C./min while applying a load of 10 mg to the samples prepared from the silver pastes (A) to (K) and the green sheet, and the shrinkage curves at that time were measured.
銀ペーストの試料は、銀ペースト(A)乃至(K)をそれぞれ250℃で1時間加熱乾燥した後、アルミナ製乳鉢で凝集をほぐし、次いで直径5mmの円柱状の金型でプレスして、厚さ1mmの円盤状の試料を作製した。グリーンシートの試料は、前記した厚さが0.1mmのグリーンシートを積層し厚さ1mmとした後、直径5mmの円盤状に刳り抜いて作製した。 The silver paste samples were prepared by heating and drying the silver pastes (A) to (K) at 250 ° C. for 1 hour, respectively, and then aggregating them with an alumina mortar, followed by pressing with a cylindrical mold having a diameter of 5 mm. A disc-shaped sample having a thickness of 1 mm was prepared. A green sheet sample was prepared by laminating a green sheet having a thickness of 0.1 mm as described above to a thickness of 1 mm and then punching it into a disk shape having a diameter of 5 mm.
こうして測定された銀ペースト(A)乃至(K)およびグリーンシートのTMA曲線を、図5に示す。 The TMA curves of the silver pastes (A) to (K) and the green sheet thus measured are shown in FIG.
次に、図5に示すTMA曲線から、銀ペースト(A)乃至(K)の収縮量が5%に達する収縮開始温度をそれぞれ求め、それらの値が基準値であるグリーンシートの収縮開始温度(℃)に対して、どれだけ高いか(+t℃;tは正数。以下同じ。)あるいは低いか(−t℃)を求めた。また、TMA曲線から銀ペースト(A)乃至(K)の最終収縮量(μm)を求めた。そして、それらの値の、グリーンシートの最終収縮量(μm)を基準(100%)とする割合(%)を求めた。なお、TMA曲線における左側の縦軸は、初期状態を0として収縮をマイナス量として表わしているので、最終収縮量(μm)は縦軸の値の絶対値として求めた。これらの結果を表2に示す。 Next, from the TMA curve shown in FIG. 5, the shrinkage start temperatures at which the shrinkage amounts of the silver pastes (A) to (K) reach 5% are obtained, and the shrinkage start temperatures of the green sheets whose values are the reference values ( (+ T ° C; t is a positive number, the same shall apply hereinafter) or lower (-t ° C). Further, the final shrinkage (μm) of the silver pastes (A) to (K) was determined from the TMA curve. Then, the ratio (%) of these values with the final shrinkage (μm) of the green sheet as the reference (100%) was obtained. Since the left vertical axis in the TMA curve represents the initial state as 0 and the contraction as a negative amount, the final contraction amount (μm) was obtained as an absolute value of the value on the vertical axis. These results are shown in Table 2.
表2の結果から、銀ペースト(G)、(H)、(I)および(J)は、いずれもTMAによる収縮開始温度が基板形成用グリーンシートの収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつ最終収縮量が前記グリーンシートの最終収縮量に対して−75%乃至+10%の範囲、つまりグリーンシートの最終収縮量の25%乃至+110%の範囲にあり、本発明の素子基板における下面側配線層である外部接続端子を形成するための金属ペーストとして好適であることがわかった。 From the results in Table 2, the silver pastes (G), (H), (I) and (J) all have a shrinkage start temperature by TMA of + 50 ° C. to + 150 ° C. relative to the shrinkage start temperature of the green sheet for substrate formation. And the final shrinkage is in the range of -75% to + 10% of the final shrinkage of the green sheet, that is, in the range of 25% to + 110% of the final shrinkage of the green sheet. It turned out that it is suitable as a metal paste for forming the external connection terminal which is a lower surface side wiring layer in an element substrate.
これに対して、銀ペースト(A)乃至(F)および(K)は、いずれもTMAによる収縮開始温度が基板形成用グリーンシートの収縮開始温度に対して+50℃乃至+150℃の範囲にはなく、また最終収縮量も前記グリーンシートの最終収縮量から−75%乃至+10%の範囲にはないので、本発明の素子基板における外部接続端子を形成するための金属ペーストとして適さないことがわかった。 On the other hand, in silver pastes (A) to (F) and (K), the shrinkage start temperature by TMA is not in the range of + 50 ° C. to + 150 ° C. relative to the shrinkage start temperature of the green sheet for substrate formation. Further, since the final shrinkage amount is not in the range of −75% to + 10% from the final shrinkage amount of the green sheet, it was found that the final shrinkage amount is not suitable as a metal paste for forming the external connection terminal in the element substrate of the present invention. .
次に、前記したグリーンシートを用いて基板本体2の厚みが0.5mmとなるように積層し、かつ金属ペーストとして銀ペースト(A)乃至(K)を使用して素子基板を製造した。グリーンシートの未焼成貫通導体に相当する部分に孔空け機を用いて貫通孔を形成した後、この貫通孔に、スクリーン印刷法により銀ペースト(A)乃至(K)を充填して未焼成の貫通導体用金属ペースト層を形成するとともに、接続端子用金属ペースト層、外部電極端子用金属ペースト層をそれぞれ形成して、金属ペースト層付き基板本体用グリーンシートを得た。
Next, the
次いで、この金属ペースト層付き基板本体用グリーンシートの上に、厚さが0.5mmの円形の開口部を有する枠体用グリーンシートを重ね合わせ、加熱および加圧し一体化して、未焼成の素子基板を得た。上記円形の開口部を焼成後の大きさで4.4mmとし、その円形の中心を、図1に示す外形が縦5mm、横5mmの大きさの素子基板における基板本体2の中心に配置するよう位置合わせしながら積層した。次いで、550℃で5時間保持して脱脂を行い、さらに870℃で30分間保持して焼成を行って素子基板を製造した。
Next, a green sheet for a frame body having a circular opening having a thickness of 0.5 mm is overlaid on the green sheet for a substrate main body with a metal paste layer, and heated and pressed to be integrated to form an unfired element. A substrate was obtained. The circular opening has a size of 4.4 mm after firing, and the center of the circle is arranged at the center of the
得られた素子基板について、図1のX−X面をダイシングマシンを用いて分割し、その破断面を観察し、測長顕微鏡によって基板本体2の上面の反り量を測定した。その結果を表2に示す。
About the obtained element substrate, the XX plane of FIG. 1 was divided | segmented using the dicing machine, the fracture surface was observed, and the curvature amount of the upper surface of the board |
表2からわかるように、銀ペースト(G)、(H)、(I)および(J)を使用して外部電極端子等の配線を形成して得られた基板は、反り量が10μm以下と小さくなっており、素子基板の平坦性が保たれている。 As can be seen from Table 2, the substrate obtained by using the silver pastes (G), (H), (I) and (J) to form wirings such as external electrode terminals has a warpage amount of 10 μm or less. It is small and the flatness of the element substrate is maintained.
これに対して、銀ペースト(A)乃至(F)および(K)を使用して外部電極端子等の配線を形成した基板は、反り量が20μm以上と大きくなっており、発光素子を搭載する際の位置のずれやボンディングワイヤの位置ずれが発生しやすくなる、発光素子が傾いて搭載されるため光の指向性に影響する、などの問題が発生する。 On the other hand, the substrate on which the wirings such as the external electrode terminals are formed using the silver pastes (A) to (F) and (K) has a large warp amount of 20 μm or more, and the light emitting element is mounted. This causes problems such as the occurrence of misalignment and bonding wire misalignment, and the influence of the directivity of light because the light emitting element is mounted at an angle.
本発明によれば、凹部を有しその底面に発光素子を搭載する素子基板において、基板自体の反りの程度を低減できる。本発明の発光装置は、このように反りが低減された本発明の素子基板により、発光素子の位置ずれや傾きが低減し、光の指向性が設計と異なる等の問題や、ボンディングワイヤの位置ずれによる断線の発生等の問題が抑制された発光装置である。また、この発光装置をさらにプリント配線基板等にハンダを用いて実装する際に、基板の反りが原因で発生していた断線や放熱性の悪化等の問題も低減できる。このような本発明の発光装置は、例えば携帯電話やパソコンや平面テレビの液晶ディスプレイ等のバックライト、自動車用あるいは装飾用の照明、一般照明、その他の光源として好適に使用できる。 According to the present invention, in an element substrate having a recess and mounting a light emitting element on its bottom surface, the degree of warpage of the substrate itself can be reduced. In the light emitting device of the present invention, the element substrate of the present invention in which the warpage is reduced in this manner reduces the positional deviation and inclination of the light emitting element, and the light directivity is different from the design, and the position of the bonding wire. It is a light emitting device in which problems such as occurrence of disconnection due to deviation are suppressed. Further, when this light emitting device is further mounted on a printed wiring board or the like using solder, problems such as disconnection and deterioration of heat dissipation, which are caused by the warpage of the board, can be reduced. Such a light-emitting device of the present invention can be suitably used as a backlight for a liquid crystal display of a mobile phone, a personal computer, or a flat television, for example, illumination for automobiles or decoration, general illumination, and other light sources.
1…素子基板、2…基板本体、3…枠体、4…凹部、5…素子接続端子、6…外部接続端子、7…貫通導体、8…サーマルビア、10…発光装置、11…発光素子、12…ボンディングワイヤ、13…封止層。 DESCRIPTION OF SYMBOLS 1 ... Element board | substrate, 2 ... Board | substrate body, 3 ... Frame body, 4 ... Recessed part, 5 ... Element connection terminal, 6 ... External connection terminal, 7 ... Through-conductor, 8 ... Thermal via, 10 ... Light-emitting device, 11 ... Light-emitting element , 12 ... bonding wires, 13 ... sealing layer.
Claims (4)
前記下面側配線層が、熱機械分析装置による収縮開始温度が前記第1の無機絶縁組成物の収縮開始温度に対して+50℃乃至+150℃の範囲にあり、かつ熱機械分析装置による最終収縮量が前記第1の無機絶縁組成物の最終収縮量の−75%乃至+10%の範囲にある金属ペーストの焼成により、形成されていることを特徴とする発光素子用基板。 A substrate body made of a sintered body of the first inorganic insulating composition; and a frame body made of a sintered body of the second inorganic insulating composition bonded to the upper surface which is one main surface of the substrate body. A light emitting element mounting portion on the bottom surface of the recess formed with a part of the top surface of the substrate body as a bottom surface and the inner wall surface of the frame body as a side surface, and a bottom surface opposite to the top surface of the substrate body A substrate for a light emitting device having a lower surface side wiring layer formed by firing a metal paste,
The lower wiring layer has a shrinkage start temperature by the thermomechanical analyzer in the range of + 50 ° C. to + 150 ° C. with respect to the shrinkage start temperature of the first inorganic insulating composition, and a final shrinkage amount by the thermomechanical analyzer Is formed by firing a metal paste in the range of −75% to + 10% of the final shrinkage of the first inorganic insulating composition.
前記発光素子用基板の前記搭載部に搭載された発光素子と
を有することを特徴とする発光装置。 The substrate for a light emitting device according to any one of claims 1 to 3,
And a light emitting device mounted on the mounting portion of the light emitting device substrate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071835A JP2012209310A (en) | 2011-03-29 | 2011-03-29 | Substrate for light-emitting element, and light-emitting device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071835A JP2012209310A (en) | 2011-03-29 | 2011-03-29 | Substrate for light-emitting element, and light-emitting device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012209310A true JP2012209310A (en) | 2012-10-25 |
Family
ID=47188834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011071835A Withdrawn JP2012209310A (en) | 2011-03-29 | 2011-03-29 | Substrate for light-emitting element, and light-emitting device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012209310A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013089811A (en) * | 2011-10-19 | 2013-05-13 | Panasonic Corp | Light-emitting device |
| JP2014120696A (en) * | 2012-12-19 | 2014-06-30 | Rohm Co Ltd | LED module |
| WO2014171301A1 (en) * | 2013-04-18 | 2014-10-23 | シーシーエス株式会社 | Circuit board |
-
2011
- 2011-03-29 JP JP2011071835A patent/JP2012209310A/en not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013089811A (en) * | 2011-10-19 | 2013-05-13 | Panasonic Corp | Light-emitting device |
| JP2014120696A (en) * | 2012-12-19 | 2014-06-30 | Rohm Co Ltd | LED module |
| WO2014171301A1 (en) * | 2013-04-18 | 2014-10-23 | シーシーエス株式会社 | Circuit board |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5729375B2 (en) | Light emitting device | |
| JP5499960B2 (en) | Element substrate, light emitting device | |
| KR20110103307A (en) | Light emitting device | |
| WO2012036219A1 (en) | Light-emitting element substrate and light-emitting device | |
| JP5862574B2 (en) | Light emitting element substrate and light emitting device | |
| US20120275166A1 (en) | Substrate for mounting light-emitting element, its production process and light-emitting device | |
| JP5644771B2 (en) | Light emitting element substrate and light emitting device | |
| JP2012209310A (en) | Substrate for light-emitting element, and light-emitting device | |
| JP2013197236A (en) | Light-emitting device and manufacturing method therefor | |
| JP2013149637A (en) | Light emitting device and manufacturing method of the same | |
| JP2013243256A (en) | Wiring board and manufacturing method of the same | |
| JPWO2011138949A1 (en) | Device mounting substrate and manufacturing method thereof | |
| WO2013141322A1 (en) | Method for manufacturing substrate for light-emitting element, substrate for light-emitting element, and light-emitting device | |
| JP2012248593A (en) | Light-emitting element substrate and light-emitting device | |
| WO2012067204A1 (en) | Substrate for light-emitting element, and light-emitting device | |
| JP6398996B2 (en) | Light emitting element substrate and light emitting device | |
| JP2011238907A (en) | Ceramic substrate and manufacturing method therefor | |
| JP2012039028A (en) | Wiring board and coupling substrate | |
| JP5958342B2 (en) | Light emitting element substrate and light emitting device | |
| JP2014017375A (en) | Substrate for light emitting element and light emitting device | |
| JP2012238855A (en) | Substrate for light emitting element and light emitting device | |
| JP2011176303A (en) | Substrate for mounting light emitting element and method for manufacturing the same | |
| JP2011176302A (en) | Substrate for mounting light emitting element and method for manufacturing the same | |
| JP6492443B2 (en) | Light emitting element substrate and light emitting device | |
| JP2015070088A (en) | Substrate for light-emitting element and light-emitting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |