JP2012201409A - カートナー - Google Patents
カートナー Download PDFInfo
- Publication number
- JP2012201409A JP2012201409A JP2011070227A JP2011070227A JP2012201409A JP 2012201409 A JP2012201409 A JP 2012201409A JP 2011070227 A JP2011070227 A JP 2011070227A JP 2011070227 A JP2011070227 A JP 2011070227A JP 2012201409 A JP2012201409 A JP 2012201409A
- Authority
- JP
- Japan
- Prior art keywords
- article
- pusher
- accumulation body
- carton
- stack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003780 insertion Methods 0.000 claims abstract description 51
- 230000037431 insertion Effects 0.000 claims abstract description 51
- 238000009825 accumulation Methods 0.000 claims abstract description 39
- 230000001788 irregular Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images




Landscapes
- Container Filling Or Packaging Operations (AREA)
Abstract
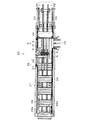
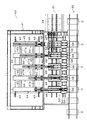
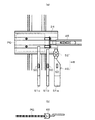
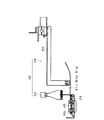
【解決手段】マスク等の扁平な物品を1枚づつ包装した不定形で扁平な軽量のピロー包装体を積み重ねた集積体PGを物品搬送経路上の供給位置αに供給する物品供給手段10と、供給位置αに供給された集積体PGを物品搬送経路に沿って搬送する物品搬送手段20と、胴部を筒状に開口したカートンCを挿入領域βに搬送するカートン搬送手段30と、集積体PGを物品搬送手段20によって搬送しながら物品搬送経路上の挿入領域βでカートンCに挿入する物品挿入手段40とを備えている。物品挿入手段40は、集積体PGを物品搬送経路の側方に押し出すプッシャ44と、挿入領域βで集積体PGを上方から押える押え手段48とを有し、押え手段48によって集積体PGを上方から押えながら、プッシャ44によって側方に押し出すようになっている。
【選択図】 図1
Description
10 物品供給手段
11〜18 コンベアユニット
11a、12a、13a、14a、15a、16a、17a、18a 上位ベルトコンベア
11b、12b、13b、14b、15b、16b、17b、18b 下位ベルトコンベア
19 ベルトコンベア
20 物品搬送手段
21 バケットコンベア
22 スプロケット
23 無端チェーン
24 バケット
24a ベースプレート
24b 前面板
24c 後面板
25 第1位置決めガイド
26 回動アーム
27 ガイドバー
28 第2位置決めガイド
28a、28b ガイド板
30 カートン搬送手段
40 物品挿入手段
41 本体ユニット
42 スプロケット
43 無端チェーン
44 プッシャ
45 ベース部材
46 プッシャ本体
47 カム機構
47a カムフォロア
48 押え手段
49 押えユニット
50 回動アーム
51a、51b、51c 押えバー
52 エアブロー
53 導入ガイドユニット
54 スプロケット
55 無端チェーン
56 ガイド本体
57 ベースプレート
58 ガイド板
C カートン
PG 集積体
M サーボモータ
S センサ
α 供給位置
β 挿入領域(挿入位置)
Claims (1)
- 不定形で扁平な物品を積み重ねた集積体を搬送経路上の供給位置に供給する物品供給手段と、
前記物品供給手段によって供給された前記集積体を搬送経路に沿って搬送する物品搬送手段と、
前記集積体を、前記物品搬送手段によって搬送しながら、搬送経路上の挿入位置でカートンに挿入する物品挿入手段と
を備えたカートナーにおいて、
前記物品挿入手段は、前記集積体を搬送経路の側方に押し出すプッシャと、
挿入位置で前記集積体を上方から押える押え手段と
を有し、
前記集積体を、前記押え手段によって上方から押えながら、前記プッシャによって側方に押し出すようにしたことを特徴とするカートナー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070227A JP5728741B2 (ja) | 2011-03-28 | 2011-03-28 | カートナー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070227A JP5728741B2 (ja) | 2011-03-28 | 2011-03-28 | カートナー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012201409A true JP2012201409A (ja) | 2012-10-22 |
| JP5728741B2 JP5728741B2 (ja) | 2015-06-03 |
Family
ID=47182798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011070227A Expired - Fee Related JP5728741B2 (ja) | 2011-03-28 | 2011-03-28 | カートナー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5728741B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103274077A (zh) * | 2013-05-18 | 2013-09-04 | 杭州中亚机械股份有限公司 | 一种礼品盒装箱机 |
| JP2018530684A (ja) * | 2015-10-16 | 2018-10-18 | アヴェント インコーポレイテッド | 製造ラインにおいて、包装されたフェイスマスクをカートン内に自動的に積層させて充填するための方法及びシステム |
| JP2019182435A (ja) * | 2018-04-03 | 2019-10-24 | 大森機械工業株式会社 | 供給装置および物品収容装置 |
| US10786020B2 (en) | 2015-10-16 | 2020-09-29 | O&M Halyard, Inc. | Method and system for placing pre-cut nose wires in a facemask manufacturing process |
| US10828842B2 (en) | 2015-10-16 | 2020-11-10 | O&M Halyard, Inc. | Method and system for cutting and placing nose wires in a facemask manufacturing process |
| CN112124696A (zh) * | 2020-10-20 | 2020-12-25 | 深圳市智为时代科技有限公司 | 一种面膜生产设备 |
| US10882715B2 (en) | 2015-10-16 | 2021-01-05 | O&M Halyard, Inc. | Method and system for splicing nose wire in a facemask manufacturing process |
| US11059690B2 (en) | 2015-10-16 | 2021-07-13 | O&M Halyard, Inc. | Method and system for automated stacking and loading of wrapped facemasks into a carton in a manufacturing line |
| JP2023117682A (ja) * | 2022-02-14 | 2023-08-24 | 大森機械工業株式会社 | プッシャー製品供給装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4723365U (ja) * | 1971-04-12 | 1972-11-15 | ||
| DE102004050197A1 (de) * | 2004-10-15 | 2006-04-20 | Iwk Verpackungstechnik Gmbh | Einschubeinheit zum Einschieben eines Produktes in ein Verpackungsbehältnis |
| US20080184670A1 (en) * | 2005-03-10 | 2008-08-07 | Ruediger Grabowski | Device For Introducing Goods To Be Packed Into Packaging Containers, Especially Folding Boxes |
-
2011
- 2011-03-28 JP JP2011070227A patent/JP5728741B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4723365U (ja) * | 1971-04-12 | 1972-11-15 | ||
| DE102004050197A1 (de) * | 2004-10-15 | 2006-04-20 | Iwk Verpackungstechnik Gmbh | Einschubeinheit zum Einschieben eines Produktes in ein Verpackungsbehältnis |
| US20080184670A1 (en) * | 2005-03-10 | 2008-08-07 | Ruediger Grabowski | Device For Introducing Goods To Be Packed Into Packaging Containers, Especially Folding Boxes |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103274077A (zh) * | 2013-05-18 | 2013-09-04 | 杭州中亚机械股份有限公司 | 一种礼品盒装箱机 |
| JP2018530684A (ja) * | 2015-10-16 | 2018-10-18 | アヴェント インコーポレイテッド | 製造ラインにおいて、包装されたフェイスマスクをカートン内に自動的に積層させて充填するための方法及びシステム |
| US10786020B2 (en) | 2015-10-16 | 2020-09-29 | O&M Halyard, Inc. | Method and system for placing pre-cut nose wires in a facemask manufacturing process |
| US10828842B2 (en) | 2015-10-16 | 2020-11-10 | O&M Halyard, Inc. | Method and system for cutting and placing nose wires in a facemask manufacturing process |
| US10882715B2 (en) | 2015-10-16 | 2021-01-05 | O&M Halyard, Inc. | Method and system for splicing nose wire in a facemask manufacturing process |
| US10913559B2 (en) | 2015-10-16 | 2021-02-09 | O&M Halyard, Inc. | Method and system for automated stacking and loading wrapped facemasks into a carton in a manufacturing line |
| US11059690B2 (en) | 2015-10-16 | 2021-07-13 | O&M Halyard, Inc. | Method and system for automated stacking and loading of wrapped facemasks into a carton in a manufacturing line |
| JP2019182435A (ja) * | 2018-04-03 | 2019-10-24 | 大森機械工業株式会社 | 供給装置および物品収容装置 |
| JP6990407B2 (ja) | 2018-04-03 | 2022-01-12 | 大森機械工業株式会社 | 供給装置および物品収容装置 |
| CN112124696A (zh) * | 2020-10-20 | 2020-12-25 | 深圳市智为时代科技有限公司 | 一种面膜生产设备 |
| JP2023117682A (ja) * | 2022-02-14 | 2023-08-24 | 大森機械工業株式会社 | プッシャー製品供給装置 |
| JP7610851B2 (ja) | 2022-02-14 | 2025-01-09 | 大森機械工業株式会社 | プッシャー製品供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5728741B2 (ja) | 2015-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5728741B2 (ja) | カートナー | |
| JP5553610B2 (ja) | 移送路に沿うパッケージのグループ分けユニット | |
| US7908825B2 (en) | Method and device for producing cigarette packs | |
| JP2003095421A (ja) | 搬送装置 | |
| CN103201178A (zh) | 用于处理和/或包装物件的机器和用于改良该机器的输送区段的方法 | |
| JP2013086827A (ja) | 包装体の集積装置 | |
| JP7273290B2 (ja) | 袋状物品の集積装置 | |
| JP4960267B2 (ja) | 物品供給装置 | |
| CN206375423U (zh) | 用于水平地移动物品组的设备 | |
| JP2014047002A (ja) | 物品整列供給装置 | |
| JP4853052B2 (ja) | グルーピング装置 | |
| JP5680276B2 (ja) | 物品搬送装置 | |
| JP2023534019A (ja) | カートンスタック供給装置 | |
| JP5329365B2 (ja) | ライン振り分け装置およびその方法 | |
| PT1899228E (pt) | Método e dispositivo para a formação e descarga de grupos ordenados de produtos, em particular rolos de papel | |
| JP5343481B2 (ja) | 包装装置 | |
| JP6381923B2 (ja) | 集積装置 | |
| JP5153692B2 (ja) | 商品充填方法および商品充填装置 | |
| JP2007217020A (ja) | 商品の自動段積み方法及びその装置 | |
| CN110139818B (zh) | 用于堆垛产品的方法和设备 | |
| JP2019156442A (ja) | 包装装置 | |
| JP6559962B2 (ja) | 姿勢転換機構、および、これを備える箱詰め装置 | |
| JP2008013227A (ja) | 搬送装置およびこれを備えた箱詰め装置 | |
| JP2004168491A (ja) | 物品搬送装置及びそれを備えた箱詰め装置 | |
| JP6547475B2 (ja) | 物品集積装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150304 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20150312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5728741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |