JP2012149370A - 不織布製造用支持体および賦形不織布の製造方法 - Google Patents
不織布製造用支持体および賦形不織布の製造方法 Download PDFInfo
- Publication number
- JP2012149370A JP2012149370A JP2011285748A JP2011285748A JP2012149370A JP 2012149370 A JP2012149370 A JP 2012149370A JP 2011285748 A JP2011285748 A JP 2011285748A JP 2011285748 A JP2011285748 A JP 2011285748A JP 2012149370 A JP2012149370 A JP 2012149370A
- Authority
- JP
- Japan
- Prior art keywords
- support
- nonwoven fabric
- protrusions
- fiber web
- holes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 106
- 238000004519 manufacturing process Methods 0.000 title claims description 49
- 239000000758 substrate Substances 0.000 title abstract description 6
- 239000000835 fiber Substances 0.000 claims abstract description 292
- 230000000149 penetrating effect Effects 0.000 claims description 6
- 229920001169 thermoplastic Polymers 0.000 claims description 6
- 239000004416 thermosoftening plastic Substances 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 12
- 230000004927 fusion Effects 0.000 abstract description 4
- 238000002844 melting Methods 0.000 description 77
- 230000008018 melting Effects 0.000 description 75
- 238000007493 shaping process Methods 0.000 description 24
- 238000011156 evaluation Methods 0.000 description 20
- -1 polyethylene Polymers 0.000 description 20
- 239000004698 Polyethylene Substances 0.000 description 17
- 229920000573 polyethylene Polymers 0.000 description 17
- 238000007664 blowing Methods 0.000 description 14
- 239000002131 composite material Substances 0.000 description 14
- 239000004743 Polypropylene Substances 0.000 description 11
- 229920000139 polyethylene terephthalate Polymers 0.000 description 11
- 239000005020 polyethylene terephthalate Substances 0.000 description 11
- 229920001155 polypropylene Polymers 0.000 description 11
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 230000001788 irregular Effects 0.000 description 6
- 238000010924 continuous production Methods 0.000 description 5
- 230000001771 impaired effect Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 230000002745 absorbent Effects 0.000 description 4
- 239000002250 absorbent Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 241000135309 Processus Species 0.000 description 2
- 239000003570 air Substances 0.000 description 2
- 230000003796 beauty Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images




Abstract
【解決手段】板状体11と、板状体11の表面11Sに配した複数の突起12と、表面11Sから該表面11Sに対向する裏面11Bに貫通する複数の孔13を有し、突起12と孔13は、表面11S上の第1の方向(MD方向)とそれに直交する第2の方向(CD方向)とに交互にかつ突起12同士が所定間隔を置いて配置され、突起12は対向する第1面12Aと第2面12Bとを有する不織布製造用支持体(支持体10)を提供する。
【選択図】図1
Description
また特許文献2に開示された不織布の製造方法では、繊維ウエブを空気で押し込んだ場合、網目部分は、編まれているため、網目の目地(線材の交差部)は微視的に交差部の中心に向かって、徐々に狭い構造になっているため、繊維が挟まりやすい。また、製造中は、ネット全体が変形しながら動く、つまり、線材同士が相対的にずれて動いており、そのときに、線材同士の隙間が増減しやすく、隙間が大きいときに繊維が間に入り、隙間が小さいときに、銜えた状態になり、その結果、繊維が挟まって抜けなくなり、その状態で熱風を吹き付けると線材に繊維が融着される。また、線材に繊維が回り込んで絡まり、その状態で熱風を吹き付けると、線材に繊維が絡まった状態で融着される。いずれの場合も繊維ウエブが次々に融着を起こすため、毛羽立ったり、見た目が悪かったりして、製品を乱すこと、および繊維のネットへの堆積により、連続生産に適さない場合があった。
また隣接する突起12間、隣接する孔13間および突起12と孔13との間の表面11Sはコンベアで構成する場合には、平面を成していることが好ましく、ドラムで構成する場合には、曲面を成していることが好ましい。
またさらに、突起12の第1面12A、第2面12Bおよび第3面12Cのうち少なくとも1面は粗面化されていることが好ましい。この面粗さは、繊維ウエブの繊維の種類、繊維径等によって、適宜選択される。
また、孔13が占める開口率(面積率)は、吹き付ける気体の抜けが良いように大きいほど好ましいが、支持体10の強度を考慮して開孔率は決定される。上記開口率は好ましくは10%以上50%以下であり、より好ましくは15%以上40%以下、さらに好ましくは20%以上35%以下、特に好ましくは30%以上35%以下である。
よって、本発明の支持体10を用いることにより、賦形後の繊維ウエブの剥がれ性がよくなり、連続生産が可能になり、生産性が向上する。
Wpm/Wpcは好ましくは1.1〜10、より好ましくは2〜4である。
また、上記選り分けが容易なことおよび賦形時に膨大な風速を必要としない点においては、CD方向に突起の幅は狭い方が有利である。
この点を考慮すると、後述する基部幅Wpcは、小さいほど好ましいが、賦形される凹凸が小さくなりすぎるため、好ましい突起の寸法として、基部幅Wpcは、好ましくは0.5〜10mm、より好ましくは1〜5mm、さらに好ましくは1〜2mmである。
このような貫通孔を有することから、支持体10の質量を軽くすることができる。特に支持体10が金属製の場合に軽量化の効果が大きい。これによって、支持体搬送の動力を小さくすることができ、また支持体10の構成材料を少なくすることができ、省エネルギー、省資源化が達成できる。
前述の図3に示すように、第1実施形態の賦形不織布の製造方法は、前述の賦形不織布の製造装置101によって実現される。
繊維ウエブ50の繊維に用いることができる繊維材料は特に限定されない。具体的には、下記の繊維などが挙げられる。ポリエチレン(PE)繊維、ポリプロピレン(PP)繊維等のポリオレフィン繊維、ポリエチレンテレフタレート(PET)、ポリアミド等の熱可塑性樹脂を単独で用いてなる繊維がある。また、芯鞘型、サイドバイサイド型等の構造の複合繊維がある。本発明では複合繊維を用いるのが好ましい。ここでいう複合繊維とは、高融点成分が芯部分で低融点成分が鞘部分とする芯鞘繊維、また高融点成分と低融点成分とが並列するサイドバイサイド繊維が挙げられる。その好ましい例として、鞘成分がポリエチレンまたは低融点ポリプロピレンである芯鞘構造の繊維が挙げられ、該芯/鞘構造の繊維の代表例としては、PET(芯)とPE(鞘)、PP(芯)とPE(鞘)、PP(芯)と低融点PP(鞘)等の繊維が挙げられる。さらに具体的には、上記構成繊維は、ポリエチレン繊維、ポリプロピレン繊維等のポリオレフィン系繊維、ポリエチレン複合繊維、ポリプロピレン複合繊維を含むのが好ましい。ここで、該ポリエチレン複合繊維の複合組成は、ポリエチレンテレフタレートとポリエチレンであり、該ポリプロピレン複合繊維の複合組成が、ポリエチレンテレフタレートと低融点ポリプロピレンであるのが好ましく、より具体的には、PET(芯)とPE(鞘)、PET(芯)と低融点PP(鞘)が挙げられる。また、これらの繊維は、単独で用いて不織布を構成してもよいが、2種以上を組み合わせた混繊として用いることもできる。
なお、高速空気W1の温度が低すぎる場合、繊維の戻りが生じ賦形性が低下する。一方、温度が高すぎる場合、繊維同士が一気に融着し、自由度の低下により賦形性が損なわれることとなる。
そして繊維ウエブ50を通過した高速空気W1は、支持体10の孔13を通って吸引部から外部に排出される。
熱風W2の温度は、繊維の種類、加工速度、熱風の風速などによって変わるので一義的に定まるものではないが、繊維ウエブ50の繊維が上述のようなPETとPEとの芯鞘構造の複合繊維である場合、繊維ウエブ50の繊維の低融点成分の融点以上、繊維ウエブ50の繊維の高融点成分の融点未満とする。好ましくは135℃以上155℃以下、より好ましい温度として135℃以上150℃以下とする。
なお、熱風W2の温度が繊維ウエブ50の繊維の低融点成分の融点より低くなると、凹凸形状の保持性が低下し、繊維ウエブ50の繊維の高融点成分の融点以上になると、風合いが悪くなり、また嵩がでにくくなる。
このような賦形不織布を吸収性物品に用いることで、見た目の印象が良く、肌触りが良い吸収性物品を得ることができる。
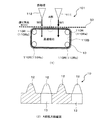
支持体10の突起12が形成されている外方には、繊維ウエブ50の供給方向にそって順に、高速空気W1を噴射する第1ノズル211と、熱風W2を噴射する第2ノズル212とが備られている。
例えば、繊維ウエブ50の繊維は低融点成分とこの低融点成分より融点の高い高融点成分を有する複合繊維である場合、高速空気W1は、繊維ウエブ50の繊維の低融点成分の融点より60℃低い温度以上、この低融点成分の融点より15℃高い温度以下の熱風に制御されている。好ましくは低融点成分の融点より50℃低い温度以上この低融点成分の融点より10℃高い温度以下に制御されている。例えば低融点成分として融点132℃のポリエチレンを用いた場合には、好ましい温度範囲は、82℃以上142℃以下、より好ましくは132℃以上142℃以下となる。
なお、高速空気W1の温度が繊維ウエブ50の繊維の低融点成分の融点より60℃低い温度未満の場合、繊維の戻りが生じ賦形性が悪くなる。他方、繊維ウエブ50の繊維の低融点成分の融点より15℃高い温度を超えると、繊維同士が一気に融着し、自由度の低下により賦形性が劣る。
第2ノズル212の吹き付け孔は、幅方向、流れ方向に規則的に開孔しているパンチングメタルを使用することが望ましい。開孔率は、好ましくは10%以上40%以下とし、より好ましくは20%以上30%以下である。このように、第2ノズル212の吹き付け孔が形成されていることから、熱風W2が繊維ウエブ50の表面の幅方向に均一な風速で吹き付けられる。この熱風W2には、上記ヒータ(図示せず)によって加熱された空気、窒素または水蒸気を用いることができる。好ましくは、コストがかからない空気を用いる。
なお、熱風W2の温度が繊維ウエブ50の繊維の低融点成分の融点未満であると、凹凸形状の保持性が不十分になる。他方、180℃を超える温度であると、風合いが悪くなる。
前記図4に示すように、第2実施形態の賦形不織布の製造方法は、前述の賦形不織布の製造装置201によって実現される。
なお、高速空気W1の温度が低すぎる場合には、繊維の戻りが生じ賦形性が悪くなり、高すぎる場合には、繊維同士が一気に融着し自由度の低下により賦形性が損なわれることとなる。
なお、熱風W2の温度が繊維ウエブ50の繊維の低融点成分の融点未満であると、凹凸形状の保持性が不十分になる。他方、180℃を超える温度であると、風合いが悪くなる。
図5に示すように、板状体11の厚みをTとする。突起12については、MD方向のピッチをPpm、CD方向のピッチをPpc、突起12の高さをH、MD方向の突起12の基部幅をWpm、CD方向の突起12の基部幅をWpcとする。またCD方向から投影した突起12側面の頂部の丸み半径をRts、MD方向から投影した突起12頂部の丸み半径をRtとする。さらに、突起12の側面の傾斜角度(板状体11の表面11Sに対する法線との角度)をαとする。
また、MD方向から投影したMD方向に配列された孔13の投影像の重なり長さLmは、Lm=(孔径φc)−[(孔のピッチPhc)/2]なる式を用い、Lm>0の場合に孔13の投影像の重なりがあると判定され、Lm≦0の場合に孔13の投影像の重なりがないと判定される。この観点では、Lmの値は大きいほど好ましいが、大きくなりすぎると、見た目に凹凸パターンが間延びして、見た目が損なわれる可能性があるため、Lmは好ましくは、−0.1以上8以下、さらに好ましくは0以上3以下、特に好ましくは0以上1以下である。
実施例1の支持体10は、一体成型された金属製(例えばアルミニウム製)のものである。板状体11の厚みはT=3mmである。突起12および孔13は、MD方向およびCD方向にそれぞれ交互に配置されていて、かつ突起12同士が等間隔に配置され、さらに孔13同士が等間隔に配置されている。
突起12のMD方向のピッチはPpm=8.0mm、CD方向のピッチはPpc=5.0mm、突起12の高さはH=3.0mm、MD方向の突起12の基部幅はWpm=2.5mm、CD方向の突起12の基部幅はWpc=1.0mmである。また、CD方向から見た突起12の形状は先端に丸みを有する三角形状(表1中、CDから見た形=先端R△と表示)であり、MD方向からみた突起12の形状は角部に丸みを有する四角形状(表1中、MDから見た形=先端R□と表示)である。さらにCD方向から投影した突起12の側面の頂部の丸み半径はRts=0.6mm、MD方向から投影した突起12の上部の丸み半径はRt=0.5mmである。また、側面11Cの傾斜角度はα=15度である。
孔13は、MD方向のピッチがPhm=8.0mm、CD方向のピッチがPhc=5.0mm、MD方向の径がφm=2.8mm、CD方向の径がφc=2.8mmである。
孔13の位置は、孔13の周囲に配置される四つの突起12の中心位置に孔13の中心が配置され、孔13同士の配置パターン(突起12の周囲に配された4つの孔13の中心を結んだ形状)はひし形(表1中、孔同士の配置パターン=ひし形と表示)である。
またMD方向から投影したMD方向に配列された孔13の投影像の重なり長さはLm=0.3mmであり、MD方向から投影したMD方向に配列された孔13の投影像は重なっている。さらに開孔率はR=30%である。
なお、突起の基部間距離は1.8mmである。
実施例3は、Ppc=4.0mm、Phc=4.0mm、φm=2.5mm、φc=2.5mm、Lm=0.5mmである以外、実施例1と同様である。
実施例5は、Ppc=5.0mm、Wpc=1.5mmである以外、実施例3と同様である。
実施例6は、Ppc=5.0mm、Wpm=2.1mm、Wpc=1.5mm、α=10度である以外、実施例3と同様である。
実施例7は、Wpm=3.5mm、Wpc=1.5mm、α=24度である以外、実施例3と同様である。
実施例8は、H=2.5mm、Wpm=3.0mm、Wpc=1.5mm、α=24度である以外、実施例3と同様である。
実施例9は、Ppc=5.0mm、Wpc=1.5mmである以外、実施例3と同様である。
実施例11は、Wpm=3.5mm、φm=2.0mm、φc=2.0mm、Lm=0mm、R=12.0%、α=24度である以外、実施例3と同様である。
実施例12は、Ppc=5.0mm、Wpc=1.0mm、R=20.0%、α=24度である以外、実施例11と同様である。
実施例13は、Ppc=5.0mm、Phc=5.0mm、Wpc=1.0mm、φm=2.5mm、φc=2.5mm、R=30.0%、α=24度である以外、実施例11と同様である。
実施例15は、H=3.5mm、Wpm=3.9mm、Wpc=1.5mm、φm=2.5mm、φc=2.5mm、Lm=0.5mm、R=30.0%、α=24度である以外、実施例11と同様である。
比較例1は、アルミニウム製の一体成型されたものである。板状体11の厚みT=1.5mmである。突起12間に多数の孔13配置されている。すわわち、特許文献1に開示された支持体である。
各寸法は以下の通りである。Ppm=3.0mm、Ppc=3.0mm、H=0.8mm、Wpm=2.0mm、Wpc=2.0mmである。突起間の隙間は1.0mmである。
孔13は、MD方向のピッチがPhm=1.2mm、CD方向のピッチがPhc=1.2mm、MD方向の径がφm=0.4mm、CD方向の径がφc=0.4mmである。
孔13同士の配置パターンは正方形である。
またCD方向から投影したMD方向に配列された孔13の投影像の重なり長さがLm=−0.19mmであり、CD方向から投影したMD方向に配列された孔13の投影像の重なっていない。また、開口率は、R=9.0%である。
加工性は、「繊維の吹き飛び」、「繊維の絡み」、「賦形された不織布の地合い」、「支持体からの不織布の剥がれ性」、「賦形に必要な風速」等を評価した。
「加重時厚み」は、KES圧縮試験機(カトーテック(株)製KES FB−3)を用い、通常モードで5.0×103Paまでの圧縮特性評価を行い、3.5×103Pa加圧時の厚みをチャートから読み取った。測定値としては、3点を測定しその平均値を採用した。

これらの実施例1から実施例15のそれぞれの支持体10は、一体成型されたアルミニウム製のものであり、板状体11の厚みはT=3mmであった。なお、開孔率を除く表内に記載された全ての数値の単位はmmである。
また、突起12のMD方向のピッチはPpm=8.0mm、CD方向のピッチはPpc=4.0mmから5.0mm、突起12の高さはH=3.0mm、MD方向の突起12の基部幅はWpm=2.0mmから3.5mm、CD方向の突起12の基部幅はWpc=1.0mmから1.5mmであった。
孔13のMD方向のピッチはPhm=8.0mm、CD方向のピッチはPhc=4.0mmから5.0mm、MD方向の径はφm=2.5mmから2.8mm、CD方向の径がφc=2.5mmから2.8mmであった。
さらに、MD方向から投影したMD方向に配列された孔13の投影像の重なり長さはLm=0.3mmから0.8mmであり、MD方向から投影したMD方向に配列された孔13の投影像が重なっていた。
開孔率はR=30%から38%であった。
なお、第3面(側面)12Cの傾斜角度はα=15度から24度であった。
したがって、上記範囲に作られた支持体10を用いて繊維ウエブを賦形処理して賦形不織布を製造することにより、上記各評価項目において優れた結果(◎、○または△の評価)を有する賦形系不織布を作ることができる。
また、突起高さは、低すぎると、賦形された不織布が凹凸の乏しいものとなるが、高すぎると、賦形された不織布を支持体から引き剥がすときに、突起が干渉して邪魔になりやすい。突起高さは、突起のピッチにもよるが、2mmから6mmが好ましい範囲である。
比較例2では、繊維ウエブに空気を吹き付けて賦形した後、支持体である線材と線材の交点に繊維が挟まったり、頂部(ナックル部)の内側に入った繊維と外側にある繊維がお互いに融着するために、支持体からの賦形不織布の剥がれ性が悪い(評価×)。その結果、パターンが乱れ、見た目も悪く(評価×)、毛羽が生じた(評価×)。工業的な生産を考慮した場合、連続生産困難であった。
11 板状体
11S 表面
11B 裏面
12 突起
12A 第1面
12B 第2面
12C 第3面(側面)
13 孔
14,14A,14B 突起列
D 間隔(突起列の間隔)
Claims (7)
- 板状体と、
前記板状体の表面に配した複数の突起と、
前記表面から該表面に対向する裏面に貫通する複数の孔を有し、
前記突起と前記孔は、前記表面上の第1の方向とそれに直交する第2の方向とに交互にかつ前記突起同士が所定間隔を置いて配置され、
前記突起は対向する第1面と第2面とを有する不織布製造用支持体。 - 前記突起は、平面視、前記第1、第2面方向に長く構成されている
請求項1記載の不織布製造用支持体。 - 前記第1、第2面の面方向に配列された前記突起の突起列と、該突起列に平行に隣接する別の突起列との間に間隔を有する
請求項1または請求項2記載の不織布製造用支持体。 - 前記突起間、前記孔間および前記突起と前記孔との間の前記表面が平面である
請求項1から請求項3のうちのいずれか1項に記載の不織布製造用支持体。 - 前記突起は、前記第1面と前記第2面との間にそれぞれの面に接続する第3面を有し、
前記第1または第2面の法線方向から見た前記第3面の外周縁はサイクロイド曲線の内側に存する
請求項1から請求項4のうちのいずれか1項に記載の不織布製造用支持体。 - 前記突起を構成する少なくとも1面が粗面化されている
請求項1から請求項5のいずれか1項に記載の不織布製造用支持体。 - 複数の突起と複数の孔とを有する支持体上に熱可塑性繊維を含有する繊維ウエブを搬送して熱風を吹き付け、該繊維ウエブを該支持体に沿わせて該繊維ウエブに凹凸形状を賦形する不織布の製造方法であって、
前記支持体には、
板状体と、前記板状体の表面に配した複数の突起と、前記表面から該表面に対向する裏面に貫通する複数の孔を有し、
前記突起と前記孔は、前記表面上の第1の方向とそれに直交する第2の方向とに交互にかつ前記突起同士が間隔を置いて配置され、
前記突起は対向する第1面と第2面とを有するものを用いる不織布の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011285748A JP5893391B2 (ja) | 2010-12-28 | 2011-12-27 | 不織布製造用支持体および賦形不織布の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010291844 | 2010-12-28 | ||
| JP2010291844 | 2010-12-28 | ||
| JP2011285748A JP5893391B2 (ja) | 2010-12-28 | 2011-12-27 | 不織布製造用支持体および賦形不織布の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012149370A true JP2012149370A (ja) | 2012-08-09 |
| JP2012149370A5 JP2012149370A5 (ja) | 2014-12-11 |
| JP5893391B2 JP5893391B2 (ja) | 2016-03-23 |
Family
ID=46791875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011285748A Active JP5893391B2 (ja) | 2010-12-28 | 2011-12-27 | 不織布製造用支持体および賦形不織布の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5893391B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017002554A1 (ja) * | 2015-06-30 | 2017-01-05 | ユニ・チャーム株式会社 | 不織布及びそれを用いた吸収性物品 |
| CN107815790A (zh) * | 2017-09-28 | 2018-03-20 | 厦门延江新材料股份有限公司 | 开孔无纺布热风成型装置 |
| WO2019107193A1 (ja) | 2017-11-29 | 2019-06-06 | 花王株式会社 | 吸収性物品 |
| JP2019112748A (ja) * | 2017-12-26 | 2019-07-11 | 花王株式会社 | 支持体および該支持体を用いた不織布の製造方法 |
| JP2020186479A (ja) * | 2019-05-10 | 2020-11-19 | トヨタ紡織株式会社 | 基材の製造方法及び基材の製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61502826A (ja) * | 1984-07-31 | 1986-12-04 | ヒユ−ズ・エアクラフト・カンパニ− | 現場繊維化により形成される不織シ−ト |
| JPH08502100A (ja) * | 1990-03-12 | 1996-03-05 | マクニール−ピーピーシー・インコーポレイテッド | 開口を有する新不織布 |
| JP2010024573A (ja) * | 2008-07-17 | 2010-02-04 | Kao Corp | 不織布 |
| JP2010111003A (ja) * | 2008-11-06 | 2010-05-20 | Kao Corp | 凹凸シートの製造装置及び製造方法 |
-
2011
- 2011-12-27 JP JP2011285748A patent/JP5893391B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61502826A (ja) * | 1984-07-31 | 1986-12-04 | ヒユ−ズ・エアクラフト・カンパニ− | 現場繊維化により形成される不織シ−ト |
| JPH08502100A (ja) * | 1990-03-12 | 1996-03-05 | マクニール−ピーピーシー・インコーポレイテッド | 開口を有する新不織布 |
| JP2010024573A (ja) * | 2008-07-17 | 2010-02-04 | Kao Corp | 不織布 |
| JP2010111003A (ja) * | 2008-11-06 | 2010-05-20 | Kao Corp | 凹凸シートの製造装置及び製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017002554A1 (ja) * | 2015-06-30 | 2017-01-05 | ユニ・チャーム株式会社 | 不織布及びそれを用いた吸収性物品 |
| CN107815790A (zh) * | 2017-09-28 | 2018-03-20 | 厦门延江新材料股份有限公司 | 开孔无纺布热风成型装置 |
| WO2019107193A1 (ja) | 2017-11-29 | 2019-06-06 | 花王株式会社 | 吸収性物品 |
| JP2019112748A (ja) * | 2017-12-26 | 2019-07-11 | 花王株式会社 | 支持体および該支持体を用いた不織布の製造方法 |
| JP2020186479A (ja) * | 2019-05-10 | 2020-11-19 | トヨタ紡織株式会社 | 基材の製造方法及び基材の製造装置 |
| JP7180526B2 (ja) | 2019-05-10 | 2022-11-30 | トヨタ紡織株式会社 | 基材の製造方法及び基材の製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5893391B2 (ja) | 2016-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5893391B2 (ja) | 不織布製造用支持体および賦形不織布の製造方法 | |
| JP5123497B2 (ja) | 不織布、不織布製造方法及び不織布製造装置 | |
| JP5823830B2 (ja) | 嵩高シート及びその製造方法 | |
| KR101423791B1 (ko) | 부직포 | |
| EP2034067B1 (en) | Non-woven fabric | |
| JP6080319B2 (ja) | 不織布およびその製造方法、並びに拭き取り材 | |
| US20120321839A1 (en) | Nonwoven-fabric sheet and process for producing same | |
| JP4980941B2 (ja) | 伸縮材及びその製造方法 | |
| JP5255517B2 (ja) | 清掃用シートの製造方法 | |
| TW200813279A (en) | Nonwoven fabric | |
| TW201350637A (zh) | 清掃用片材及其製造方法 | |
| JP2005314842A (ja) | 嵩高シート及びその製造方法 | |
| JP5529518B2 (ja) | 不織布の製造方法 | |
| CN103261503B (zh) | 无纺布及其制造方法和装置、以及无纺布制造用支承体 | |
| WO2012176825A1 (ja) | 複合シート及びその製造方法 | |
| JP5507479B2 (ja) | 布帛帯及び補助布帛帯 | |
| JP5985185B2 (ja) | 不織布製造用支持体および賦形不織布の製造方法 | |
| JP2012211400A (ja) | 熱膨張性不織布及びこれを用いた嵩高不織布の製造方法 | |
| JP2006233345A (ja) | 不織布およびその製造方法 | |
| JP5198892B2 (ja) | アンダーラップテープ | |
| JPS6410618B2 (ja) | ||
| WO2012086766A1 (ja) | 不織布の製造方法、不織布および不織布の製造装置並びに不織布製造用支持体 | |
| JP5756627B2 (ja) | 賦形不織布の製造方法および賦形不織布の製造装置 | |
| JP5869325B2 (ja) | 賦形不織布製造用支持体および賦形不織布の製造方法 | |
| JPH0372745B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141023 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20141023 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141023 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150925 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160224 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5893391 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |