JP2012142192A - コネクタ、半田シート - Google Patents
コネクタ、半田シート Download PDFInfo
- Publication number
- JP2012142192A JP2012142192A JP2010294269A JP2010294269A JP2012142192A JP 2012142192 A JP2012142192 A JP 2012142192A JP 2010294269 A JP2010294269 A JP 2010294269A JP 2010294269 A JP2010294269 A JP 2010294269A JP 2012142192 A JP2012142192 A JP 2012142192A
- Authority
- JP
- Japan
- Prior art keywords
- connector
- solder
- hole
- solder sheet
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0235—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for applying solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/7005—Guiding, mounting, polarizing or locking means; Extractors
- H01R12/7011—Locking or fixing a connector to a PCB
- H01R12/707—Soldering or welding
Abstract
【解決手段】リード部が半田付けされることにより基板に実装されるコネクタであって、孔部が形成された板状の形状を有し、前記リード部が前記孔部を貫通した状態で前記リード部に係止される半田シートを備え、前記リード部と前記半田シートのいずれか又は双方は、前記半田シートの脱落を防止するための脱落防止構造を有することを特徴とする、コネクタ。
【選択図】図1
Description
リード部が半田付けされることにより基板に実装されるコネクタであって、
孔部が形成された板状の形状を有し、前記リード部が前記孔部を貫通した状態で前記リード部に係止される半田シートを備え、
前記リード部と前記半田シートのいずれか又は双方は、前記半田シートの脱落を防止するための脱落防止構造を有することを特徴とする、
コネクタである。
前記リード部には張出部が形成され、
前記リード部が前記孔部を貫通した後に、前記張出部が前記孔部に引っ掛かることによって前記半田シートの脱落を防止することを特徴とするものとしてもよい。
前記孔部は十字状に形成されたスリット状の孔部であり、
前記リード部が前記孔部を押し広げて貫通した後に、前記孔部の復元力によって前記半田シートの脱落を防止することを特徴とするものとしてもよい。
前記リード部は、先端が折れ曲がった形状を有する表面実装用のリード部であり、
前記リード部が前記孔部を貫通した後に前記半田シートが平面方向にずらされ、前記リード部の先端の折れ曲がった箇所が前記孔部に引っ掛かることによって前記半田シートの脱落を防止することを特徴とするものとしてもよい。
コネクタのリード部に取り付けられる半田シートであって、
孔部が形成された板状の形状を有する半田シートである。
前記孔部は、十字状に形成されたスリット状の孔部であることを特徴とするものとしてもよい。
以下、図面を参照し、本発明の第1実施例に係るコネクタ1について説明する。
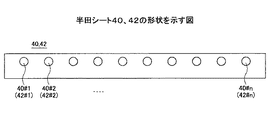
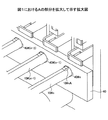
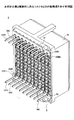
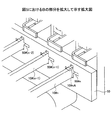
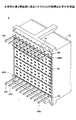
図1は、本発明の第1実施例に係るコネクタ1の外観構成を示す斜視図である。図示するように、コネクタ1は、基板に設けられたスルーホールに貫通接続される複数のリード10#1、10#2、…10#n、及び12#1、12#2、…12#nと、同じ基板に設けられたパッドに表面実装される複数のリード20#1、20#2、…、20#Nと、筐体30と、を備える。また、複数のリード10#1、10#2、…10#n、及び12#1、12#2、…12#nには、それぞれ一枚の半田シート40、及び42が取り付けられている。
このような態様のコネクタ1は、リフロー半田によって基板に実装される。以下、リフロー半田の各工程について説明する。図4は、リフロー半田の流れを示すフローチャートである。
以下、図面を参照し、本発明の第2実施例に係るコネクタ2について説明する。
図5は、本発明の第2実施例に係るコネクタ2の外観構成を示す斜視図である。図示するように、コネクタ2は、基板に設けられたスルーホールに貫通接続される複数のリード10#1、10#2、…10#n、及び12#1、12#2、…12#nと、同じ基板に設けられたパッドに表面実装される複数のリード20#1、20#2、…、20#Nと、筐体30と、を備える。また、複数のリード10#1、10#2、…10#n、及び12#1、12#2、…12#nには、それぞれ一枚の半田シート50、及び52が取り付けられている。
このような態様のコネクタ2は、第1実施例と同様に、リフロー半田によって基板に実装される。リフロー半田の各工程については、図4を援用することとし、詳細な説明を省略する。
以下、図面を参照し、本発明の第3実施例に係るコネクタ3について説明する。
図8は、本発明の第3実施例に係るコネクタ3の外観構成を示す斜視図である。また、図9は、本発明の第3実施例に係るコネクタ3の外観構成を示す正面図である。第3実施例に係るコネクタ3は、第1実施例に係るコネクタ1、又は第2実施例に係るコネクタ2に、半田シート60が付加された構成となっている。
このような態様のコネクタ3は、第1実施例と同様に、リフロー半田によって基板に実装される。リフロー半田の各工程については、図4を援用することとし、詳細な説明を省略する。
10#1、10#2、…10#n、12#1、12#2、…12#n、20#1、20#2、…、20#N リード
30 筐体
40、42、50、52、60 半田シート
Claims (6)
- リード部が半田付けされることにより基板に実装されるコネクタであって、
孔部が形成された板状の形状を有し、前記リード部が前記孔部を貫通した状態で前記リード部に係止される半田シートを備え、
前記リード部と前記半田シートのいずれか又は双方は、前記半田シートの脱落を防止するための脱落防止構造を有することを特徴とする、
コネクタ。 - 請求項1に記載のコネクタであって、
前記リード部には張出部が形成され、
前記リード部が前記孔部を貫通した後に、前記張出部が前記孔部に引っ掛かることによって前記半田シートの脱落を防止することを特徴とする、
コネクタ。 - 請求項1又は2に記載のコネクタであって、
前記孔部は十字状に形成されたスリット状の孔部であり、
前記リード部が前記孔部を押し広げて貫通した後に、前記孔部の復元力によって前記半田シートの脱落を防止することを特徴とする、
コネクタ。 - 請求項1ないし3のいずれか1項に記載のコネクタであって、
前記リード部は、先端が折れ曲がった形状を有する表面実装用のリード部であり、
前記リード部が前記孔部を貫通した後に前記半田シートが平面方向にずらされ、前記リード部の先端の折れ曲がった箇所が前記孔部に引っ掛かることによって前記半田シートの脱落を防止することを特徴とする、
コネクタ。 - コネクタのリード部に取り付けられる半田シートであって、
孔部が形成された板状の形状を有する半田シート。 - 請求項5に記載の半田シートであって、
前記孔部は、十字状に形成されたスリット状の孔部であることを特徴とする、
半田シート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294269A JP5597531B2 (ja) | 2010-12-28 | 2010-12-28 | コネクタ、半田シート |
| US13/326,485 US8961200B2 (en) | 2010-12-28 | 2011-12-15 | Connector and solder sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294269A JP5597531B2 (ja) | 2010-12-28 | 2010-12-28 | コネクタ、半田シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012142192A true JP2012142192A (ja) | 2012-07-26 |
| JP5597531B2 JP5597531B2 (ja) | 2014-10-01 |
Family
ID=46317725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010294269A Expired - Fee Related JP5597531B2 (ja) | 2010-12-28 | 2010-12-28 | コネクタ、半田シート |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8961200B2 (ja) |
| JP (1) | JP5597531B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021141203A1 (ko) * | 2020-01-09 | 2021-07-15 | 신대철 | 땜납 박판 구조체 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5597531B2 (ja) * | 2010-12-28 | 2014-10-01 | 富士通コンポーネント株式会社 | コネクタ、半田シート |
| JP5672283B2 (ja) * | 2012-09-20 | 2015-02-18 | 株式会社豊田自動織機 | 配線基板および配線基板の製造方法 |
| US9620908B2 (en) * | 2015-01-13 | 2017-04-11 | Cisco Technology, Inc. | Multiport radio frequency connector isolation |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5078977U (ja) * | 1973-11-20 | 1975-07-08 | ||
| JPS599576U (ja) * | 1982-07-09 | 1984-01-21 | パイオニア株式会社 | 半田ストツパ |
| JPH03167770A (ja) * | 1989-11-20 | 1991-07-19 | Augat Inc | プリント基板用リードソケット |
| JPH05114448A (ja) * | 1991-10-21 | 1993-05-07 | Fujitsu Ltd | 後付け部品のはんだ付け方法 |
| JPH0584487U (ja) * | 1992-04-03 | 1993-11-16 | 千住金属工業株式会社 | シート状フォームソルダー |
| JP2002314241A (ja) * | 2001-04-18 | 2002-10-25 | Hitachi Ltd | 電子機器 |
| JP2004207494A (ja) * | 2002-12-25 | 2004-07-22 | Fujitsu Ltd | 電子装置及び電子装置の実装方法及び電子装置の製造方法 |
| JP2010129664A (ja) * | 2008-11-26 | 2010-06-10 | Fujitsu Ltd | 電子装置及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4001490A (en) * | 1974-06-19 | 1977-01-04 | Amp Incorporated | Strip bus bar for terminal posts |
| US4072401A (en) * | 1976-12-21 | 1978-02-07 | Sgl Industries, Inc. | Mounting arrangement for cased electrical components |
| US4365856A (en) * | 1980-07-09 | 1982-12-28 | Hirose Electric Co., Ltd. | Electric connector for coaxial ribbon cable |
| US4648681A (en) * | 1984-12-20 | 1987-03-10 | Amp Incorporated | Filtered electrical plug |
| US4872846A (en) * | 1988-07-21 | 1989-10-10 | Clark Thomas C | Solder containing electrical connector and method for making same |
| TW395604U (en) * | 1998-12-18 | 2000-06-21 | Hon Hai Prec Ind Co Ltd | Electrical connector |
| DE20113884U1 (de) * | 2001-08-22 | 2003-01-02 | Itt Mfg Enterprises Inc | Elektrischer Verbinder für eine Leiterplatte |
| US20070292708A1 (en) * | 2005-08-12 | 2007-12-20 | John Pereira | Solder composition |
| JP5557636B2 (ja) * | 2010-07-22 | 2014-07-23 | 富士通株式会社 | 電子部品 |
| JP5597531B2 (ja) * | 2010-12-28 | 2014-10-01 | 富士通コンポーネント株式会社 | コネクタ、半田シート |
-
2010
- 2010-12-28 JP JP2010294269A patent/JP5597531B2/ja not_active Expired - Fee Related
-
2011
- 2011-12-15 US US13/326,485 patent/US8961200B2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5078977U (ja) * | 1973-11-20 | 1975-07-08 | ||
| JPS599576U (ja) * | 1982-07-09 | 1984-01-21 | パイオニア株式会社 | 半田ストツパ |
| JPH03167770A (ja) * | 1989-11-20 | 1991-07-19 | Augat Inc | プリント基板用リードソケット |
| JPH05114448A (ja) * | 1991-10-21 | 1993-05-07 | Fujitsu Ltd | 後付け部品のはんだ付け方法 |
| JPH0584487U (ja) * | 1992-04-03 | 1993-11-16 | 千住金属工業株式会社 | シート状フォームソルダー |
| JP2002314241A (ja) * | 2001-04-18 | 2002-10-25 | Hitachi Ltd | 電子機器 |
| JP2004207494A (ja) * | 2002-12-25 | 2004-07-22 | Fujitsu Ltd | 電子装置及び電子装置の実装方法及び電子装置の製造方法 |
| JP2010129664A (ja) * | 2008-11-26 | 2010-06-10 | Fujitsu Ltd | 電子装置及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021141203A1 (ko) * | 2020-01-09 | 2021-07-15 | 신대철 | 땜납 박판 구조체 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120164856A1 (en) | 2012-06-28 |
| US8961200B2 (en) | 2015-02-24 |
| JP5597531B2 (ja) | 2014-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007123354A (ja) | 電子機器用プリント板の製造方法およびこれを用いた電子機器 | |
| JP5597531B2 (ja) | コネクタ、半田シート | |
| JP4853721B2 (ja) | 配線板 | |
| US11445609B2 (en) | Printed circuit board | |
| JP4005939B2 (ja) | 表面実装クランプ | |
| JP2008041848A (ja) | 半田付け構造 | |
| JP2005228898A (ja) | 回路基板 | |
| JP2012218174A (ja) | はんだ印刷用メタルマスク | |
| JP2001212928A (ja) | クリーム半田印刷用メタルマスク | |
| US20090236136A1 (en) | Printed circuit board assembly | |
| JP6369000B2 (ja) | はんだペーストの供給方法 | |
| EP1494515A2 (en) | Electronic component mounting method, substrate manufacturing apparatus, and circuit board | |
| US6655018B2 (en) | Technique for surface mounting electrical components to a circuit board | |
| JP2009111410A (ja) | モジュール | |
| JP2018022779A (ja) | プリント回路板 | |
| CN115279059A (zh) | 一种小间距波峰物料及其焊接方法 | |
| JP2005347660A (ja) | 面実装部品の取付構造、及びその取付方法 | |
| US20060213058A1 (en) | Circuit board for surface-mount device to be mounted thereon | |
| JP3101815U (ja) | プリント基板の取付構造 | |
| JP2020009950A (ja) | 電子部品の実装体および電子部品の実装方法 | |
| JP2010225761A (ja) | 電子部品の押さえ部材及びプリント基板 | |
| KR200408838Y1 (ko) | 인쇄회로기판 | |
| JP2020155512A (ja) | インターポーザ、接合構造体、および実装方法 | |
| JP2011044670A (ja) | 電子部品の裏面電極構造及びこれを備えた電子部品 | |
| JPH05166557A (ja) | コネクタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5597531 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |