JP2012139702A - 溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 - Google Patents
溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 Download PDFInfo
- Publication number
- JP2012139702A JP2012139702A JP2010292737A JP2010292737A JP2012139702A JP 2012139702 A JP2012139702 A JP 2012139702A JP 2010292737 A JP2010292737 A JP 2010292737A JP 2010292737 A JP2010292737 A JP 2010292737A JP 2012139702 A JP2012139702 A JP 2012139702A
- Authority
- JP
- Japan
- Prior art keywords
- deformation
- plate
- welding
- steel plate
- welded joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Arc Welding In General (AREA)
Abstract
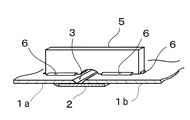
【解決手段】 鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し溶接部6で鋼板1に固着した引き上げ板5と、この引き上げ板5のほぼ中央部に挿通するテーパーピン7とで形成する。
【選択図】 図1
Description
従来一般に板厚が薄い鋼板を裏当金付き突合せ溶接する場合について、図7に例示して概略説明する。
図7(A)は、平面に置いた鋼板1a,1bの裏当金2付き突合せ溶接継手の開先部3を、上側から溶接部4のように溶接する場合を示している。
図7(B)は、溶接部4の溶接熱によって、矢印に示すように中央が沈み両側が湾曲して浮き上がるように熱歪みによって角変形する状態を示している。
そこで、図7(C)に示すように、鋼板1a,1bを左右対称の矢印に示すように、中央は上側に押上げ両側は押下げるように変形させておく対策が考えられる。
テーパーピン7の打込みによって調整する構造は、この打込み量によって必要高さだけ引き上げることができる。
また、裏当金2に引き上げ板5の下端を固着する構造を採用する場合は、開先部3の近傍を平均に引き上げることができ、また鋼板1に溶接部がないためその撤去治具跡の修復検査が不要となる。
さらに、裏当金2に設けたネジ穴2aにボルト9の下端を螺着する構造は、引き上げボルト9の取付けおよび取外しが簡単で、引き上げ高さの調整は調整ナットの回転締め付けによって簡単容易にでき、さらに複数層を溶接する際にその都度生ずる熱歪みによる変形量に対応して引き上げ高さを、様子を見ながら容易に調整することができる。また鋼板1および裏当金2に溶接部がないためその修復検査が不要となる。
ステンレス製の平底円筒貯槽の底板など、板厚が例えば6、9、12〜16ミリメートル程度の薄い鋼板1は、平面に置いた裏当金2の上で突合せる溶接継手を採用する。この溶接継手の開先部3にティグ溶接法を適用する場合、複数層を重ねて溶接する際の溶接熱の熱歪みによる角変形を防止するために、開先部3をまたぐように門形部材4などの変形抑制部材を設ける。
本発明は、下記の実施形態にのみ限定されるものではない。本発明の要旨を逸脱しない範囲で実施形態に変更を加えることが出来るのはもちろんである。
この溶接継手の変形抑制部材は、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し溶接部6で鋼板1に固着した引き上げ板5と、この引き上げ板5のほぼ中央部に挿通する楔状部材のテーパーピン7とで形成する。
これら各部材は、少なくとも鋼板1と接触する部位や溶接固定する部位、或いは全体を同じ材質のステンレス製鋼材を使用する。
この門形部材4の水平部には、引き上げ板5を遊嵌状に挿通する細長の開口部4aを設けておく。また門形部材4の両脚部の下端縁は鋼板1a,1bの上面の開先部3から直行方向に所定距離、例えば10〜30センチメートル程度離れた位置に広い面積で接触するように形成する。
このテーパーピン7の打込みによる引き上げ板5への引き上げの力は、門形部材4の両足部鋼板1a,1bとの接触部を押えの支点として、あたかもテコのようになって中央部近傍の開先部3を効率よく持ち上げることができる。
このテーパーピン7の打込み量によって必要個所、所定範囲を必要高さだけ引き上げることができ、複数層を溶接する際にその都度生ずる熱歪みによる変形量に対応して引き上げ高さを、様子を見ながら調整することができる。
また、門形部材4の設置およびテーパーピン7の打込みと除去が作業性良く簡単にでき、溶接施工後の冷却、治具取外し後に、水平位置に復帰させることができ、この治具跡の補修溶接や検査の低減が可能となる。
引き上げ板5は、開先部3を挟んで左右対称の鋼板1a,1b上に複数箇所の溶接部6,6で固定する。この引き上げ板5,5によって引上げ荷重が平均化されるため、開先部3近傍を平均に上昇させることができる。この場合、開先部3内の裏当金2に鋼板1aを仮付け溶接しておく。
原子力関係貯槽など、鋼板1に直接溶接することを嫌う場合には、引き上げ板5を鋼板1に溶接することなく、溶接部8内の裏当金2に溶接固定する構造とする。
変形抑制部材は、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し溶接部8で裏当金2に固着した引き上げ板5と、この引き上げ板5のほぼ中央部に挿通するテーパーピン7とで形成する。
溶接部8のルート間隔は4〜10ミリメートル程度で、裏当金2に固着する引き上げ板5の板厚はこのルート間隔内に入る寸法とする。
この裏当金2に引き上げ板5の下端を固着する構造は、開先部3の近傍を平均に引き上げることができる。また、鋼板1への溶接がないためその治具撤去跡の検査および補修が不要となる。
溶接部8の溶接の際には、引き上げ板5を裏当金2へ固着した箇所の両脇2〜3センチメートル程度は溶接を行わず、それ以外の部分の溶接が全て終了して50度C以下に冷却した後に、引き上げ板5を含めた変形抑制部材を撤去し、残っている開先部8の溶接を行う。
さらに、溶接部8内の裏当金2に溶接固定することを厳しく嫌う場合には、裏当金2に引き上げボルト9を螺着して固定する構造とする。
変形抑制部材は、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し上記裏当金2に設けたネジ穴2aに螺着するように設けるネジ部9aとネジ部9bと調整ナット10とからなる引き上げボルト9とで形成する。
ボルト9を上から締めて固定し、次に調整ナット10を締付けて引き上げ高さを調整する。溶接部8のルート間隔は4〜10ミリメートル程度で、裏当金2に設けるネジ穴2aの直径およびボルト9の外形は、上記ルート間隔以内の寸法とする。
この裏当金2に設けたネジ穴2aにボルト9の下端を螺着する構造は、引き上げボルト9の取付けおよび取外しが簡単で、引き上げ高さの調整は調整ナット10の回転締め付けによって簡単容易にできる。さらに、複数層を溶接する際にその都度生ずる熱歪みによる変形量に対応して引き上げ高さを、様子を見ながら容易に調整することができる。また、鋼板1のみならず裏当金2にも溶接部がないためその治具撤去跡の検査および補修が不要となる。
溶接部8の溶接の際には、引き上げボルト9の裏当金2への固定部の両脇2〜3センチメートル程度は溶接を行わずそれ以外の部分の溶接を行う。この溶接が終了して50度C以下に冷却した後に、引き上げボルト9を含む変形抑制部材を撤去する。この際に、引き上げボルト9は裏当金2の表面で切断して穴埋めとしてもよく、或いはネジ部9aから取外した後に栓溶接で穴埋めをしてもよい。その後、残っている開先部8を溶接し、全ての溶接を完了する。
2 裏当金
2a ネジ穴
3 開先部
4 門形部材
4a 開口部
5 引き上げ板
5a 開口窓
6 溶接部
7 テーパーピン
8 溶接部
9 ボルト
9a ネジ部
9b ネジ部
10 調整ナット
Claims (4)
- 鋼板を裏当金上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板の開先部を跨ぐように設ける門形部材と、この門形部材を挿通し鋼板に固着した引き上げ板と、この引き上げ板のほぼ中央部に挿通するテーパーピンとで形成したことを特徴とする溶接継手の変形抑制部材。
- 鋼板の開先部を跨ぐように設ける門形部材と、この門形部材を挿通し裏当金に固着した引き上げ板と、この引き上げ板のほぼ中央部に挿通するテーパーピンとで形成したことを特徴とする溶接継手の変形抑制部材。
- 鋼板の開先部を跨ぐように設ける門形部材と、この門形部材を挿通し裏当金に設けたネジ穴に螺着するように設ける固定用ネジ部と調整ネジ部と調整ナットとからなる引き上げボルトとで形成したことを特徴とする溶接継手の変形抑制部材。
- 請求項1乃至3の溶接継手の変形抑制部材を鋼板の裏当金付き突合せ溶接開先部近傍に設置して溶接による角変形を防止する変形抑制方法であって、引き上げ板又は引き上げボルトを鋼板又は裏当金に固定する工程と、この引き上げ板又は引き上げボルトに門形部材を挿通して門形部材を設置する工程と、引き上げ板又は引き上げボルトにテーパーピン又は調整ナットを挿通する工程と、テーパーピンの打込み又は調整ナットの調整によって開先部近傍を引き上げる工程とを有し、変形防止対策を行わない場合での溶接角変形に相当する反対方向の変形を予め与えることにより、仕上がりの溶接変形を小さくすることを特徴とする変形抑制部材を用いた変形抑制方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292737A JP5817958B2 (ja) | 2010-12-28 | 2010-12-28 | 溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292737A JP5817958B2 (ja) | 2010-12-28 | 2010-12-28 | 溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139702A true JP2012139702A (ja) | 2012-07-26 |
| JP5817958B2 JP5817958B2 (ja) | 2015-11-18 |
Family
ID=46676536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010292737A Active JP5817958B2 (ja) | 2010-12-28 | 2010-12-28 | 溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5817958B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093313A (ja) * | 2013-11-13 | 2015-05-18 | 近畿車輌株式会社 | アルミニウム押出形材の突合せ溶接接合方法及び鉄道車両用構体 |
| CN114378140A (zh) * | 2021-12-27 | 2022-04-22 | 武汉一冶钢结构有限责任公司 | 一种薄钢板栓钉焊接变形校正装置及校正方法 |
| CN114570793A (zh) * | 2022-03-10 | 2022-06-03 | 中交第四公路工程局有限公司 | 一种钢板混凝土剪力墙中的钢板焊接残余变形矫正方法 |
| CN114799630A (zh) * | 2022-04-27 | 2022-07-29 | 上海电气电站设备有限公司 | 抑制换热器管板焊接变形的工装 |
| CN114952099A (zh) * | 2022-06-07 | 2022-08-30 | 武汉一冶钢结构有限责任公司 | 一种多功能阶梯式试板焊接装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53106351A (en) * | 1977-02-26 | 1978-09-16 | Nippon Kokan Kk <Nkk> | Forming method for reverse stain for in welding steel plate |
| JPS5818693U (ja) * | 1981-07-30 | 1983-02-04 | 三菱重工業株式会社 | 溶接仮止治具 |
| JPS5832595A (ja) * | 1981-08-20 | 1983-02-25 | Shinken Kogyo Kk | 底板の溶接工法 |
| JPS58125689U (ja) * | 1982-02-19 | 1983-08-26 | 日本スタツドウエルデイング株式会社 | 突合わせ溶接母材の拘束部材 |
| JP2000005894A (ja) * | 1998-06-20 | 2000-01-11 | Takata Kogyosho:Kk | 逆ひずみ付与装置 |
-
2010
- 2010-12-28 JP JP2010292737A patent/JP5817958B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53106351A (en) * | 1977-02-26 | 1978-09-16 | Nippon Kokan Kk <Nkk> | Forming method for reverse stain for in welding steel plate |
| JPS5818693U (ja) * | 1981-07-30 | 1983-02-04 | 三菱重工業株式会社 | 溶接仮止治具 |
| JPS5832595A (ja) * | 1981-08-20 | 1983-02-25 | Shinken Kogyo Kk | 底板の溶接工法 |
| JPS58125689U (ja) * | 1982-02-19 | 1983-08-26 | 日本スタツドウエルデイング株式会社 | 突合わせ溶接母材の拘束部材 |
| JP2000005894A (ja) * | 1998-06-20 | 2000-01-11 | Takata Kogyosho:Kk | 逆ひずみ付与装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093313A (ja) * | 2013-11-13 | 2015-05-18 | 近畿車輌株式会社 | アルミニウム押出形材の突合せ溶接接合方法及び鉄道車両用構体 |
| CN114378140A (zh) * | 2021-12-27 | 2022-04-22 | 武汉一冶钢结构有限责任公司 | 一种薄钢板栓钉焊接变形校正装置及校正方法 |
| CN114378140B (zh) * | 2021-12-27 | 2023-11-07 | 武汉一冶钢结构有限责任公司 | 一种薄钢板栓钉焊接变形校正装置及校正方法 |
| CN114570793A (zh) * | 2022-03-10 | 2022-06-03 | 中交第四公路工程局有限公司 | 一种钢板混凝土剪力墙中的钢板焊接残余变形矫正方法 |
| CN114799630A (zh) * | 2022-04-27 | 2022-07-29 | 上海电气电站设备有限公司 | 抑制换热器管板焊接变形的工装 |
| CN114952099A (zh) * | 2022-06-07 | 2022-08-30 | 武汉一冶钢结构有限责任公司 | 一种多功能阶梯式试板焊接装置 |
| CN114952099B (zh) * | 2022-06-07 | 2023-11-28 | 武汉一冶钢结构有限责任公司 | 一种多功能阶梯式试板焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5817958B2 (ja) | 2015-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5817958B2 (ja) | 溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法 | |
| JP5754238B2 (ja) | 柱梁接合構造 | |
| JP5999749B2 (ja) | 鉄骨構造物柱梁接合部の梁と突起付き内ダイアフラム直結工法 | |
| JP2009052302A (ja) | 鉄骨小梁の剛接構造 | |
| JP5754262B2 (ja) | 柱梁接合構造 | |
| JP3701862B2 (ja) | 鉄骨構造物の高強度継手施工方法 | |
| JP2018178555A (ja) | 鋼構造物における垂直接合部の補修補強方法、及び、垂直接合部用補強材 | |
| US20190001388A1 (en) | Method for manufacturing l-shaped square pipe, device for manufacturing l-shaped square pipe, and l-shaped square pipe | |
| JP3428592B2 (ja) | 鉄骨構造物の片側溶接方法 | |
| JP4909237B2 (ja) | 脆性亀裂伝播停止に優れた補強構造 | |
| JP5393329B2 (ja) | Frp部材の接合構造 | |
| JP3420181B2 (ja) | 鉄骨構造物の開先形成片側溶接方法 | |
| JP6069068B2 (ja) | ブレース補修構造 | |
| JP2018079531A (ja) | ノックピン打ち付け補助治具及びノックピンの打ち付け方法 | |
| JP2002129658A (ja) | 高力ボルトによる鋼管の継手構造及びその継手施工法 | |
| JP3186256U (ja) | トンネル内装板取付け部の補修部材 | |
| JP2012115858A (ja) | 溶接継手の開先部と溶接施工法 | |
| JPS5832595A (ja) | 底板の溶接工法 | |
| JP5634708B2 (ja) | 共下がり防止治具およびヤットコ | |
| JP5799533B2 (ja) | 部材接合方法 | |
| JP2008280759A (ja) | 柱梁接合部およびその製造方法 | |
| JP2017133283A (ja) | 壁パネル構造及びパネル部材 | |
| KR101732411B1 (ko) | 블록변형 교정장치 | |
| JP4810122B2 (ja) | フォークリフトにおけるアウタマストのタイビーム及び構造材の製造方法 | |
| JP2024065136A (ja) | 角形鋼管柱とh形鋼梁の接合構造および接合構造の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140513 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5817958 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |