JP2012127604A - ボイラ側壁の製造方法及びボイラ側壁用フィン - Google Patents
ボイラ側壁の製造方法及びボイラ側壁用フィン Download PDFInfo
- Publication number
- JP2012127604A JP2012127604A JP2010281250A JP2010281250A JP2012127604A JP 2012127604 A JP2012127604 A JP 2012127604A JP 2010281250 A JP2010281250 A JP 2010281250A JP 2010281250 A JP2010281250 A JP 2010281250A JP 2012127604 A JP2012127604 A JP 2012127604A
- Authority
- JP
- Japan
- Prior art keywords
- side wall
- fin
- panel
- boiler
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Engineering & Computer Science (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
Abstract
【課題】所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記シールフィンに管寄側の先端から切り込んだスリットを有し、ボイラ側壁の製造に係る作業時間を短縮することができるボイラ側壁の製造方法を提供する。
【解決手段】所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記フィンは、フィン本体と、スリットが設けられたフィン部材とから成り、前記間隔にフィン本体を取り付けることによってパネルを形成し、該パネルを前記管寄に接続した後、前記フィンの前記管寄側先端部に、前記スリットが管寄側に位置するように前記フィン部材を取り付ける。
【選択図】 図2
【解決手段】所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記フィンは、フィン本体と、スリットが設けられたフィン部材とから成り、前記間隔にフィン本体を取り付けることによってパネルを形成し、該パネルを前記管寄に接続した後、前記フィンの前記管寄側先端部に、前記スリットが管寄側に位置するように前記フィン部材を取り付ける。
【選択図】 図2
Description
本発明は、ボイラ側壁の製造方法及びボイラ側壁に用いられるフィンに関するものである。
主要な発電方法の1つとして火力発電が挙げられる。火力発電は安全で負荷変動への対応能力の高い発電方法として利用価値が高く、発電分野において今後も引き続き重要な役割を果たしていくものと予想される。
一般的に火力発電に用いられるボイラ火炉においては、ボイラ火炉の内壁である側壁は水壁パネル構造となっている。側壁が水壁パネル構造となったボイラ火炉では、流体(水)が側壁入口に設けられた管寄に供給され、該管寄から、該管寄に取り付けられた複数の側壁管を有する水壁パネルの各側壁管に略均等に供給される。そして、それぞれの前記側壁管で熱吸収を行いながら側壁管内を上昇し、後流機器である過熱器へ導かれる。
このような、管寄に複数の側壁管が取り付けられたボイラ側壁の構造については、既に実用化されており、例えば特許文献1に開示されている。特許文献1に開示された技術は、ボイラのベントハウス内に位置する天井管管寄より展出する添乗管がメンブレンパネルを貫通する個所において、夫々の天井管の左右に位置する水壁管のメンブレンバーに、ベントハウスケーシング下部と前記メンブレンパネルとをフィラープレートを介して接続し、該接続個所上方でかつこれに近接しほぼメンブレンバーの幅の小孔を設け、該小孔の下縁には肉盛溶接をし、該小孔の上縁から該メンブレンバーの上端まで小幅の溝切り加工による溝を設けたものである。
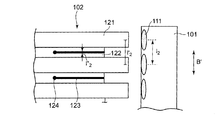
図6は、特許文献1に開示されたような、従来のボイラ側壁の製造方法に関する説明図である。
図6において、101は管寄であり、102は複数の側壁管121の間をシールフィン122で接続したパネルである。
図6において、101は管寄であり、102は複数の側壁管121の間をシールフィン122で接続したパネルである。
従来のボイラ側壁の製造方法においては、図6に示したように管寄101に規定の間隔l2毎に、側壁管121の先端を挿入するための挿入孔111を設ける。また、複数の側壁管121を規定の間隔l2’毎に配置するとともに、各側壁管121の間にシールフィン122を溶接によって接続し、パネル102を製作する。ここで、l2及びl2’は、l2=l2’となるように設定する。
そして、パネル102を構成する各側壁管121の先端を、対応する位置に設けた管寄101の挿入孔111に挿入し、各側壁管121と挿入孔111を溶接する。
その後、各シールフィン122に、管寄101側の先端から切り込んだスリット123をガス切断によって設け、該スリット123の先端にドリル加工によってストップホール124を設ける。スリット123は、管寄101の長手方向(図6におけるB’方向)への熱伸びによってシールフィン122に歪みが生じることを防止するために設けるものであり、ストップホール124は該熱伸びによる歪み等が生じた場合でも、該歪みによってシールフィン122に生じる亀裂が伸展することを防止するために設けるものである。
その後、各シールフィン122に、管寄101側の先端から切り込んだスリット123をガス切断によって設け、該スリット123の先端にドリル加工によってストップホール124を設ける。スリット123は、管寄101の長手方向(図6におけるB’方向)への熱伸びによってシールフィン122に歪みが生じることを防止するために設けるものであり、ストップホール124は該熱伸びによる歪み等が生じた場合でも、該歪みによってシールフィン122に生じる亀裂が伸展することを防止するために設けるものである。
しかしながら、図6に示した従来のボイラ側壁の製造方法においては、各側壁管121間にシールフィン122を溶接によって接続してパネル102を製作し、その後パネル102を構成する各側壁管121を管寄101の挿入孔111に挿入して溶接してから、シールフィン122にスリット123及びストップホール124を設けている。即ち、管寄101にパネル102を接続してからスリット123及びストップホール124を設けているため、スリット123を設ける時点ではシールフィン122の移動の自由がきかない。そのため、スリット123及びストップホール124を設けるための作業に係る作業員の体勢等が限定され、スリット123及びストップホール124を設けるための作業時間が長くなるという課題がある。
従って、本発明は、所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記シールフィンに管寄側の先端から切り込んだスリットを有し、ボイラ側壁の製造に係る作業時間を短縮することができるボイラ側壁の製造方法を提供することを目的とする。併せて、該ボイラ側壁の製造に用いるシールフィンを提供することを目的とする。
上記の課題を解決するために、本発明においては、所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐように前記側壁管にフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記フィンは、フィン本体と、スリットが設けられたフィン部材とから成り、前記間隔を塞ぐように前記側壁管にフィン本体を取り付けることによってパネルを形成し、該パネルを前記管寄に接続した後、前記フィン本体の前記管寄側先端部に、前記スリットが管寄側に位置するように前記フィン部材を取り付けることを特徴とする。
これにより、スリットを予め設けたフィン部材を後からフィン本体に取り付けることで、スリットを設ける時点ではフィン部材は移動が自由でありスリットを設けるための作業に係る作業員の体勢等が限定されることはなく、スリット製造に係る時間を短縮することができる。
また、管寄の挿入孔に各側壁管を挿入する時点では、各側壁管の管寄側先端部を強固に拘束するフィン部材が取付けられていない。そのため、各側壁管の管寄側先端部に与えられた自由度が大きく、挿入の際の位置合わせが容易、つまり挿入に係る時間を短縮することができる。
さらに、フィン部材は予め工場等で同一規格品として大量に生産しておくことも可能であり、この場合、スリット製造に係る時間及びコストをさらに削減することができる。
また、管寄の挿入孔に各側壁管を挿入する時点では、各側壁管の管寄側先端部を強固に拘束するフィン部材が取付けられていない。そのため、各側壁管の管寄側先端部に与えられた自由度が大きく、挿入の際の位置合わせが容易、つまり挿入に係る時間を短縮することができる。
さらに、フィン部材は予め工場等で同一規格品として大量に生産しておくことも可能であり、この場合、スリット製造に係る時間及びコストをさらに削減することができる。
また、前記スリットのフィン本体側の末端部に、前記スリット幅より大径である孔部が設けられているフィン部材を、前記フィン本体に取り付けるとよい。
前記スリットは、前記管寄の長手方向への熱伸びによって前記シールフィンに歪みが生じることを防止するために設けるものであるが、前記ストップホールを設けることによって前記熱伸びによる歪み等が生じた場合であっても、該歪みによってシールフィンに生じる亀裂が伸展することを防止することができる。
前記スリットは、前記管寄の長手方向への熱伸びによって前記シールフィンに歪みが生じることを防止するために設けるものであるが、前記ストップホールを設けることによって前記熱伸びによる歪み等が生じた場合であっても、該歪みによってシールフィンに生じる亀裂が伸展することを防止することができる。
また、前記管寄上部で、前記パネルを安定して立てた状態で上方から吊下げて、前記パネルを前記管寄に接続した後、前記パネルと前記管寄の接合物を安定して立てた状態で上方から吊下げて、前記フィン部材を前記フィンの前記管寄側先端部に取り付けるとよい。
これにより、ボイラ側壁の製作中常に前記パネルを安定して立たせることができるため、前記各接合に係る溶接作業を手溶接で行う必要がなくロボット溶接が可能となる。従って、手溶接による火傷等の可能性を排除することができるとともに、溶接作業の短縮も可能となる。
また、ボイラ側壁の一部を成し、所定の間隔で並列に配置された複数の側壁管の前記間隔を塞ぐように前記側壁管に取り付けられることによりパネルを形成するボイラ側壁用フィンであって、前記パネルは、前記複数の側壁管を溶接によって管寄に接続することによってボイラ側壁を形成するものであって、前記フィンは、フィン本体とフィン部材とから構成され、前記フィン本体は前記間隔を塞ぐように前記側壁管の間に取り付けられるものであって、前記フィン部材は、スリットが設けられており、該スリットが管寄側に位置するように前記フィン本体の前記管寄側先端部に取り付けられていることを特徴とする。
また、前記フィン部材は、前記スリットの先端部に、前記スリット幅より大径且つ前記フィン部材幅より小径である孔部が設けられているとよい。
本発明によれば、所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記シールフィンに管寄側の先端から切り込んだスリットを有し、ボイラ側壁の製造に係る作業時間を短縮することができるボイラ側壁の製造方法を提供することができる。併せて、該ボイラ側壁の製造に用いるシールフィンを提供することができる。
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。
図1は、実施例に係るボイラ火炉の斜視図である。ボイラ火炉50は、図1に示すように外壁近傍に多くの配管51が取り付けられており、また内部に燃料を燃焼するための燃焼室52を有し、該燃焼室52の内壁である側壁は後述するように管寄及び側壁管とシールフィンによって構成されるパネルによって形成されている。
図1に示すボイラ火炉において、流体(水)は、管寄1に供給され、管寄1に接続され前記パネルを構成する複数の側壁管に略均等に供給され、それぞれの側壁管で熱吸収を行いながら上昇し、後流機器である過熱器へ導かれる。
図2は、ボイラ火炉の側壁の概略図である。
図2において、1は管寄であり、燃焼室52の下部に水平方向に配置されるものである。2はパネルであって、その構成については後述する。
図2において、1は管寄であり、燃焼室52の下部に水平方向に配置されるものである。2はパネルであって、その構成については後述する。
パネル2は、複数の側壁管21と、該側壁管21の間に位置し側壁管21と溶接されるシールフィン22より構成される。シールフィン22の管寄1側の端部には、スリット23及びストップホール24が設けられたフィン部材25が取り付けられる。なお、シールフィン22とフィン部材25との接合位置をフィンカット26と称する。
また、27はエッジバーであって、最端の側壁管21の側面に取り付けられ、パネル2(側壁管21)と付帯部品28等とを溶接によって接続するために用いられるものである。
また、30は水圧用塞ぎ板であって、各側壁管21の上部を塞ぐ板である。水圧用塞ぎ板30は側壁管21及び管寄1の内部の水圧による耐圧試験を行うために、ボイラ火炉の側壁製作時に取り付けるものであって、前記耐圧試験終了後に取り外す。
また、30は水圧用塞ぎ板であって、各側壁管21の上部を塞ぐ板である。水圧用塞ぎ板30は側壁管21及び管寄1の内部の水圧による耐圧試験を行うために、ボイラ火炉の側壁製作時に取り付けるものであって、前記耐圧試験終了後に取り外す。
なお、図2に示したように、本実施例においては管寄1及びパネル2は3分割されているが、本発明はこれに限られるものではない。
次に、図2に示したボイラ火炉の内壁の製造方法について図3を用いて説明する。
図3は、実施例におけるボイラ側壁の製造方法に関する説明図であり、図2におけるA部近傍の図に相当する。
図3は、実施例におけるボイラ側壁の製造方法に関する説明図であり、図2におけるA部近傍の図に相当する。
図3において、1は管寄であり、2は複数の側壁管21の間をシールフィン本体22で接続したパネルである。25は、シールフィン本体22の管寄1側の先端に取り付けられるフィン部材であって、詳細は後述する。
本実施例におけるボイラ側壁の製造方法においては、図3に示したように管寄1に規定の間隔l1毎に、側壁管21を挿入するための挿入孔11を設ける。また、複数の側壁管21を規定の間隔l1’毎に配置するとともに、各側壁管21の間にシールフィン本体22を溶接によって接続する。ここで、l1及びl1’は、l1=l1’となるように設定する。
そして、各側壁管21を、対応する位置に設けた管寄1の挿入孔11に挿入し、各側壁管21と挿入孔11を溶接により接合する。
その後、各シールフィン22の管寄1側の先端側に、フィン部材25を取り付ける。
その後、各シールフィン22の管寄1側の先端側に、フィン部材25を取り付ける。
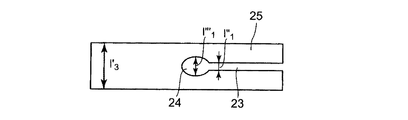
図4は、フィン部材25の概略図である。
図4に示すように、フィン部材25はその長手方向先端からガス切断やレーザ切断等によって切り込んだスリット23が設けられているとともに、該スリット23の先端にドリル加工によって設けられたストップホール24が設けられている。
フィン部材25の短手方向の長さl3’は、シールフィン22の短手方向の長さl3と同じになるように設定する。
図4に示すように、フィン部材25はその長手方向先端からガス切断やレーザ切断等によって切り込んだスリット23が設けられているとともに、該スリット23の先端にドリル加工によって設けられたストップホール24が設けられている。
フィン部材25の短手方向の長さl3’は、シールフィン22の短手方向の長さl3と同じになるように設定する。
フィン部材25のシールフィン22への取り付けは、スリット23の切り込み部が管寄1側となるようにフィン部材25の端部をシールフィン22の端部と合わせ、フィン部材25とシールフィン22を溶接により接続するとともに、フィン部材25とその両側の側壁管21を溶接によって接続する。これにより、ボイラ火炉の側壁が完成する。
なお、スリット23は、管寄1の長手方向への熱伸びによってシールフィン22及びフィン部材25に歪みが生じることを防止するために設けるものであり、ストップホール24は該熱伸びによる歪み等が生じた場合でも、該歪みによってフィン部材25に生じる亀裂が伸展することを防止するために設けるものである。
ボイラ火炉の側壁内、即ち管寄1及び側壁管21内を流れる流体(水)の最高使用温度及び最高使用圧力が255℃、2.45MPaである一般的なボイラ火炉である場合、前記流体(水)の流量によっても異なるが、一例として管寄1に設けた挿入孔間の距離l1=側壁管21間の距離l1’=102mm、側壁管21の幅l4=76mmとすることができる。このとき、シールフィン22の幅l3=26mmとなる。
この場合、スリット23及びフィン24の前述の機能を確保するためには、スリット23の幅l1’’を3〜6mm程度とすることができ、ストップホール24の幅l1’’’を6mm程度とすることができる。
ストップホール24の幅l1’’’を6mm程度にすることについてはドリル加工に設けるドリル径によって調整可能であり、スリット23の幅l1’’を3〜6mm程度とすることについてはガス切断やレーザ切断による切断代の寸法程度である。即ち、一般的に用いられるボイラ火炉について本発明を適用する場合には、スリット23やストップホール24の幅を調整するために特別な道具や技術は必要としない。
ストップホール24の幅l1’’’を6mm程度にすることについてはドリル加工に設けるドリル径によって調整可能であり、スリット23の幅l1’’を3〜6mm程度とすることについてはガス切断やレーザ切断による切断代の寸法程度である。即ち、一般的に用いられるボイラ火炉について本発明を適用する場合には、スリット23やストップホール24の幅を調整するために特別な道具や技術は必要としない。
図5は、管寄1とパネル2の溶接作業に係る説明図である。
管寄1とパネル2(側壁管21)との溶接に際して、パネル2を管寄1の上方に移動させて管寄1の挿入孔11内に側壁管21を挿入して溶接するまでは、図5に示した吊り金具41、42にワイヤーをかけてパネル2を立てた状態で安定させる。吊り金具41、42は、2つの吊り金具を用いてパネル2を吊下げた際に、パネル2を立てた状態で安定させることができる位置に設ける。即ち、吊り金具41、42をパネルの幅方向中心に対して対称な2箇所に設ける。
管寄1とパネル2(側壁管21)との溶接に際して、パネル2を管寄1の上方に移動させて管寄1の挿入孔11内に側壁管21を挿入して溶接するまでは、図5に示した吊り金具41、42にワイヤーをかけてパネル2を立てた状態で安定させる。吊り金具41、42は、2つの吊り金具を用いてパネル2を吊下げた際に、パネル2を立てた状態で安定させることができる位置に設ける。即ち、吊り金具41、42をパネルの幅方向中心に対して対称な2箇所に設ける。
そして、パネル2と管寄1の接合後は、図5に示した吊り金具41、44にワイヤーをかけてパネル2と管寄1との接合物を立てた状態で安定させる。その後、フィン部材25を取り付ける。
このワイヤーの付け替えは、パネル2と、パネル2と管寄1の接合物とは重心位置が異なるため、常に安定してパネル2及びパネル2と管寄1の接合物を立てた状態を保つためである。
このワイヤーの付け替えは、パネル2と、パネル2と管寄1の接合物とは重心位置が異なるため、常に安定してパネル2及びパネル2と管寄1の接合物を立てた状態を保つためである。
これにより、ボイラ火炉壁の製作中常にパネル2を安定して立たせることができるため、各溶接作業を手溶接で行う必要がなくロボット溶接が可能となる。従って、手溶接による火傷等の可能性を排除することができるとともに、溶接作業の短縮も可能である。手溶接とロボット溶接を比較した場合、側壁管1本あたり手溶接では約12時間要するのに対し、ロボット溶接では約6時間で済み、大幅な工程短縮が可能である。
所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐようにフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、前記シールフィンに管寄側の先端から切り込んだスリットを有し、ボイラ側壁の製造に係る作業時間を短縮することができるボイラ側壁の製造方法を提供することができる。併せて、該ボイラ側壁の製造に用いるシールフィンを提供することができる。
1 管寄
2 パネル
21 側壁管
22 シールフィン本体
23 スリット
24 ストップホール
25 フィン部材
2 パネル
21 側壁管
22 シールフィン本体
23 スリット
24 ストップホール
25 フィン部材
Claims (5)
- 所定の間隔で並列に複数の側壁管を配置し、前記間隔を塞ぐように前記側壁管にフィンを取り付けることによってパネルを形成し、前記パネルを構成する前記複数の側壁管を溶接によって管寄に接続することによって製造されるボイラ側壁の製造方法において、
前記フィンは、フィン本体と、スリットが設けられたフィン部材とから成り、
前記間隔を塞ぐように前記側壁管にフィン本体を取り付けることによってパネルを形成し、該パネルを前記管寄に接続した後、
前記フィン本体の前記管寄側先端部に、前記スリットが管寄側に位置するように前記フィン部材を取り付けることを特徴とするボイラ側壁の製造方法。 - 前記スリットのフィン本体側の末端部に、前記スリット幅より大径である孔部が設けられているフィン部材を、前記フィン本体に取り付けることを特徴とする請求項1記載のボイラ側壁の製造方法。
- 前記管寄上部で、前記パネルを安定して立てた状態で上方から吊下げて、前記パネルを前記管寄に接続した後、
前記パネルと前記管寄の接合物を安定して立てた状態で上方から吊下げて、前記フィン部材を前記フィンの前記管寄側先端部に取り付けることを特徴とする請求項1又は2記載のボイラ側壁の製造方法。 - ボイラ側壁の一部を成し、所定の間隔で並列に配置された複数の側壁管の前記間隔を塞ぐように前記側壁管に取り付けられることによりパネルを形成するボイラ側壁用フィンであって、
前記パネルは、前記複数の側壁管を溶接によって管寄に接続することによってボイラ側壁を形成するものであって、
前記フィンは、フィン本体とフィン部材とから構成され、
前記フィン本体は前記間隔を塞ぐように前記側壁管の間に取り付けられるものであって、
前記フィン部材は、スリットが設けられており、該スリットが管寄側に位置するように前記フィン本体の前記管寄側先端部に取り付けられていることを特徴とするボイラ側壁用フィン。 - 前記フィン部材は、前記スリットの先端部に、前記スリット幅より大径且つ前記フィン部材幅より小径である孔部が設けられていることを特徴とする請求項4記載のボイラ側壁用フィン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281250A JP5622557B2 (ja) | 2010-12-17 | 2010-12-17 | ボイラ側壁の製造方法及びボイラ側壁用フィン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281250A JP5622557B2 (ja) | 2010-12-17 | 2010-12-17 | ボイラ側壁の製造方法及びボイラ側壁用フィン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012127604A true JP2012127604A (ja) | 2012-07-05 |
| JP5622557B2 JP5622557B2 (ja) | 2014-11-12 |
Family
ID=46644851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010281250A Expired - Fee Related JP5622557B2 (ja) | 2010-12-17 | 2010-12-17 | ボイラ側壁の製造方法及びボイラ側壁用フィン |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5622557B2 (ja) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3554276A (en) * | 1969-04-25 | 1971-01-12 | Babcock & Wilcox Co | Integral tube panel |
| JPS613902A (ja) * | 1984-06-05 | 1986-01-09 | スタン・アンデユストリイ | 廃熱ボイラ用の垂直管型熱交換パネル |
| JPS6134305U (ja) * | 1984-07-27 | 1986-03-03 | 三菱重工業株式会社 | ウエルデツドウオ−ル |
| JPH01131814A (ja) * | 1987-11-16 | 1989-05-24 | Babcock Hitachi Kk | メンブレン壁構造体 |
| JPH01305202A (ja) * | 1988-06-01 | 1989-12-08 | Babcock Hitachi Kk | メンブレンウオール構造体 |
| JPH02203101A (ja) * | 1989-01-30 | 1990-08-13 | Babcock Hitachi Kk | ボイラ装置 |
| JPH0719404A (ja) * | 1993-06-30 | 1995-01-20 | Mitsubishi Heavy Ind Ltd | ボイラ耐圧部及び支持鉄骨の組立据付工法 |
| JPH1038205A (ja) * | 1996-07-23 | 1998-02-13 | Babcock Hitachi Kk | ボイラ壁管のフィン構造 |
| JP2003042404A (ja) * | 2001-07-30 | 2003-02-13 | Babcock Hitachi Kk | 伝熱管の振れ止め構造とその組立方法 |
| WO2005012790A1 (ja) * | 2003-07-30 | 2005-02-10 | Babcock-Hitachi Kabushiki Kaisha | 伝熱管パネルモジュールと該モジュールを用いる排熱回収ボイラの建設方法 |
-
2010
- 2010-12-17 JP JP2010281250A patent/JP5622557B2/ja not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3554276A (en) * | 1969-04-25 | 1971-01-12 | Babcock & Wilcox Co | Integral tube panel |
| JPS613902A (ja) * | 1984-06-05 | 1986-01-09 | スタン・アンデユストリイ | 廃熱ボイラ用の垂直管型熱交換パネル |
| US4638857A (en) * | 1984-06-05 | 1987-01-27 | Stein Industrie | Vertical tube heat exchanger panel for waste-recovery boilers such as black liquid boilers or household waste incinerator furnaces, and methods of manufacture |
| JPS6134305U (ja) * | 1984-07-27 | 1986-03-03 | 三菱重工業株式会社 | ウエルデツドウオ−ル |
| JPH01131814A (ja) * | 1987-11-16 | 1989-05-24 | Babcock Hitachi Kk | メンブレン壁構造体 |
| JPH01305202A (ja) * | 1988-06-01 | 1989-12-08 | Babcock Hitachi Kk | メンブレンウオール構造体 |
| JPH02203101A (ja) * | 1989-01-30 | 1990-08-13 | Babcock Hitachi Kk | ボイラ装置 |
| JPH0719404A (ja) * | 1993-06-30 | 1995-01-20 | Mitsubishi Heavy Ind Ltd | ボイラ耐圧部及び支持鉄骨の組立据付工法 |
| JPH1038205A (ja) * | 1996-07-23 | 1998-02-13 | Babcock Hitachi Kk | ボイラ壁管のフィン構造 |
| JP2003042404A (ja) * | 2001-07-30 | 2003-02-13 | Babcock Hitachi Kk | 伝熱管の振れ止め構造とその組立方法 |
| WO2005012790A1 (ja) * | 2003-07-30 | 2005-02-10 | Babcock-Hitachi Kabushiki Kaisha | 伝熱管パネルモジュールと該モジュールを用いる排熱回収ボイラの建設方法 |
| US20070119388A1 (en) * | 2003-07-30 | 2007-05-31 | Babcock-Hitachi Kabushiki Kaisha | Heat exchanger tube panel module, and method of constructing exhaust heat recovery boiler using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5622557B2 (ja) | 2014-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090223053A1 (en) | Method for repairing heat recovery steam generator tube-to-header damage | |
| DE502007000563D1 (de) | Rohrbündel-wärmetauscher | |
| CN101925792A (zh) | 管接头和集管箱的焊接结构 | |
| JP2018043271A (ja) | 熱交換器の溶接治具 | |
| KR101550176B1 (ko) | 쉘앤튜브 열교환기 | |
| MX361077B (es) | Aparato y método para reducir la tensión de una articulación con soldeo duro en un medidor de flujo vibratorio. | |
| JP5622557B2 (ja) | ボイラ側壁の製造方法及びボイラ側壁用フィン | |
| TW201241838A (en) | Method for repairing jet pump measurement pipe | |
| KR20140080993A (ko) | 배관 예열 장치 | |
| RU2014153495A (ru) | Трубчатый теплообменник и установка, в частности, реактор для производства меламина, содержащая такой теплообменник | |
| MX2018014936A (es) | Aparato, sistemas y metodos para un acoplamiento por soldadura. | |
| CN104785814B (zh) | 用于加工管支承板的钻孔作业台及利用其的管支承板制造方法 | |
| CN103278024B (zh) | 一种大功率冷凝器 | |
| JP5838098B2 (ja) | 配管のロウ付け方法および装置 | |
| CN105364390B (zh) | 一种切圆燃烧器喷口管屏装配架 | |
| CN205102164U (zh) | 水冷壁 | |
| CN102658408A (zh) | 铝管接头的钎焊方法 | |
| CN207468684U (zh) | 一种管板组件与下封头组件环焊缝局部热处理辅助装置 | |
| TW200724849A (en) | The connection of a loop type heat pipe | |
| CN201599502U (zh) | 一种蒸发器铝管接头焊接结构 | |
| CN103143817B (zh) | 板式蒸发换热器板管与齿板的焊接方法 | |
| JP6711610B2 (ja) | 配管の接合方法 | |
| RU65805U1 (ru) | Устройство для аргонодуговой сварки труб из металлического листа | |
| CN104785586B (zh) | 一种复杂形状管道的弯管工艺 | |
| CN202532434U (zh) | 一种保持锅炉受热面管屏节距的固定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140922 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |