JP2012116222A - タイヤ、タイヤの製造方法、及びタイヤの解体方法 - Google Patents
タイヤ、タイヤの製造方法、及びタイヤの解体方法 Download PDFInfo
- Publication number
- JP2012116222A JP2012116222A JP2010265157A JP2010265157A JP2012116222A JP 2012116222 A JP2012116222 A JP 2012116222A JP 2010265157 A JP2010265157 A JP 2010265157A JP 2010265157 A JP2010265157 A JP 2010265157A JP 2012116222 A JP2012116222 A JP 2012116222A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- unfoamed
- rubber member
- case
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Tyre Moulding (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
- Tires In General (AREA)
- Processing Of Solid Wastes (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】少なくとも樹脂材料の部材とゴム部材とで構成され、樹脂材料の部材とゴム部材とを効率的に解体可能なタイヤを提供すること。
【解決手段】樹脂材料で形成された環状のタイヤケース17と、タイヤケース17の径方向外側に設けられたトレッド30と、タイヤケース17とトレッド30との間に設けられ、タイヤケース17及びトレッド30にそれぞれ接着され、未発泡の発泡剤Pを含有する未発泡ゴム層29と、をタイヤ10が有すること。
【選択図】図1
【解決手段】樹脂材料で形成された環状のタイヤケース17と、タイヤケース17の径方向外側に設けられたトレッド30と、タイヤケース17とトレッド30との間に設けられ、タイヤケース17及びトレッド30にそれぞれ接着され、未発泡の発泡剤Pを含有する未発泡ゴム層29と、をタイヤ10が有すること。
【選択図】図1
Description
本発明は、タイヤ、タイヤの製造方法、及びタイヤの解体方法に関する。
従来、乗用車等の車両には、ゴム部材、有機繊維材料の部材、スチール部材などから構成された空気入りタイヤが用いられている。使用後のタイヤは、ゴム部材、有機繊維材料の部材、スチール部材などの各部材毎に解体されて、リサイクルされる。このようなタイヤの解体方法としては、特許文献1のものが知られている。
特許文献1には、タイヤを構成する部材間に機械的な剥離力を加えて各部材を分離する解体方法、及び、タイヤを構成する部材間の接着を有機溶剤で膨潤させて剥離する解体方法について開示されている。
近年、車両に用いられる空気入りタイヤとして、成形のしやすさ、リサイクルのしやすさからタイヤの骨格部分をゴムに代えて樹脂材料で形成するタイヤが提案されてきている。この種のタイヤにおいても、使用後は樹脂材料の部材とゴム部材を分解することが望まれている。しかし、この種のタイヤも、従来のゴム製のタイヤと同様に、タイヤを構成する部材同士、特に、樹脂材料の部材とゴム部材とが強固に接合されていることから、解体には大きなエネルギーが必要となる。このため、一部を樹脂材料で形成したタイヤにおいて、樹脂材料の部材とゴム部材とを効率的に解体する方法の開発が望まれている。
本発明は、少なくとも樹脂材料の部材とゴム部材とで構成され、樹脂材料の部材とゴム部材とを効率的に解体可能なタイヤ、このタイヤの製造方法、及びこのタイヤの解体方法を提供することが目的である。
請求項1のタイヤは、樹脂材料で形成された環状のタイヤ骨格部材と、前記タイヤ骨格部材の径方向外側に設けられたタイヤ構成ゴム部材と、前記タイヤ骨格部材と前記タイヤ構成ゴム部材との間に設けられ、前記タイヤ骨格部材及び前記タイヤ構成部材にそれぞれ接着され、未発泡の発泡剤を含有する未発泡ゴム部材と、を有している。
請求項1のタイヤでは、加熱により未発泡の発泡剤を発泡させることで未発泡ゴム部材が発泡ゴム部材となる。この発泡ゴム部材は、内部に発泡による複数の気泡が形成されていることから、発泡前と比べて、引張強度が低下している。この状態で、タイヤ骨格部材とタイヤ構成ゴム部材との間に剥離力(引張力)を作用させると、発泡ゴム部材が破壊されて、タイヤ骨格部材からタイヤ構成ゴム部材が剥離される。
つまり、請求項1のタイヤによれば、未発泡ゴム部材を発泡させて発泡ゴム部材とすることで、例えば、タイヤ骨格部材とタイヤ構成ゴム部材が直接接着されたタイヤと比べて、タイヤ骨格部材からタイヤ構成ゴム部材を剥離するのに必要となるエネルギーを小さくすることができる。すなわち、タイヤ骨格部材とタイヤ構成ゴム部材を効率的に解体することができる。
なお、発泡剤の発泡開始温度は、タイヤが路面を通常走行する際に生じる摩擦熱や歪による内部発熱などの最高発熱温度よりも高く設定されている。
つまり、請求項1のタイヤによれば、未発泡ゴム部材を発泡させて発泡ゴム部材とすることで、例えば、タイヤ骨格部材とタイヤ構成ゴム部材が直接接着されたタイヤと比べて、タイヤ骨格部材からタイヤ構成ゴム部材を剥離するのに必要となるエネルギーを小さくすることができる。すなわち、タイヤ骨格部材とタイヤ構成ゴム部材を効率的に解体することができる。
なお、発泡剤の発泡開始温度は、タイヤが路面を通常走行する際に生じる摩擦熱や歪による内部発熱などの最高発熱温度よりも高く設定されている。
請求項2のタイヤは、請求項1のタイヤにおいて、前記タイヤ骨格部材は、熱可塑性を有する樹脂材料で形成され、前記発泡剤の発泡開始温度は、前記タイヤ骨格部材を形成する樹脂材料の融点よりも低い。
例えば、発泡剤の発泡開始温度がタイヤ骨格部材を形成する樹脂材料の融点よりも高い場合には、発泡剤が発泡を開始する前に、タイヤ骨格部材を形成する樹脂材料の溶融が始まり、タイヤ骨格部材の形状が変化するため、タイヤ骨格部材からタイヤ構成部材を剥離し難くなることがある。
このため、請求項2のタイヤでは、発泡剤の発泡開始温度を、タイヤ骨格部材を形成する樹脂材料の融点よりも低くしている。これにより、発泡剤の発泡時にタイヤ骨格部材の形状が変化しないため、例えば、タイヤ骨格部材の形状が変化するものと比べて、タイヤ骨格部材からタイヤ構成ゴム部材を容易に剥離することができる。
このため、請求項2のタイヤでは、発泡剤の発泡開始温度を、タイヤ骨格部材を形成する樹脂材料の融点よりも低くしている。これにより、発泡剤の発泡時にタイヤ骨格部材の形状が変化しないため、例えば、タイヤ骨格部材の形状が変化するものと比べて、タイヤ骨格部材からタイヤ構成ゴム部材を容易に剥離することができる。
一方、タイヤ骨格部材が熱可塑性を有する樹脂材料で形成されることから、例えば、タイヤ骨格部材が熱硬化性を有する樹脂材料で形成される場合と比べて、解体された後のタイヤ骨格部材を形成する樹脂材料を再利用(リサイクル)しやすくなる。
請求項3のタイヤは、請求項1又は請求項2のタイヤにおいて、前記タイヤ構成ゴム部材は、路面と接地するトレッドであり、前記未発泡ゴム部材は、前記トレッドよりも弾性率が低い。
請求項3のタイヤでは、未発泡ゴム部材の弾性率をトレッドの弾性率よりも低くしていることから、走行時にトレッドが受ける路面からの入力が未発泡ゴム部材で緩衝される。これにより、走行時におけるタイヤの乗り心地性能が向上する。
請求項4のタイヤの製造方法は、樹脂材料を用いて環状のタイヤ骨格部材を形成する骨格形成工程と、未発泡の発泡剤を含有し該発泡剤の発泡開始温度よりも低い温度で加硫可能な未加硫又は半加硫状態の未発泡ゴム部材を、前記タイヤ骨格部材の外周に積層する未発泡ゴム部材積層工程と、前記未発泡ゴム部材の外周に、加硫済み又は半加硫状態のタイヤ構成ゴム部材を積層するタイヤ構成ゴム部材積層工程と、少なくとも前記未発泡ゴム部材を前記発泡開始温度よりも低い温度で加熱して加硫する加硫工程と、を有している。
請求項4のタイヤの製造方法では、骨格形成工程において樹脂材料で形成された環状のタイヤ骨格部材が形成され、未発泡ゴム部材積層工程において未発泡の発泡剤を含有する未加硫又は半加硫状態の未発泡ゴム部材がタイヤ骨格部材の外周に積層され、タイヤ構成ゴム部材積層工程において未発泡ゴム部材の外周に加硫済み又は半加硫状態のタイヤ構成ゴム部材が積層される。
そして、加硫工程において、少なくとも未発泡ゴム部材を発泡剤の発泡開始温度よりも低い温度で加熱して加硫することで、未発泡の発泡剤を加硫済みの未発泡ゴム部材内に残留させることができる。これにより、未発泡の発泡剤を含有した未発泡ゴム部材がタイヤ骨格部材とタイヤ構成ゴム部材との間に設けられたタイヤが製造される。
そして、加硫工程において、少なくとも未発泡ゴム部材を発泡剤の発泡開始温度よりも低い温度で加熱して加硫することで、未発泡の発泡剤を加硫済みの未発泡ゴム部材内に残留させることができる。これにより、未発泡の発泡剤を含有した未発泡ゴム部材がタイヤ骨格部材とタイヤ構成ゴム部材との間に設けられたタイヤが製造される。
請求項5のタイヤの解体方法は、請求項1〜3のいずれか1項に記載のタイヤを加熱して未発泡の発泡剤を発泡させて未発泡ゴム部材を内部に複数の気泡が形成された発泡ゴム部材とし、タイヤ骨格部材とタイヤ構成ゴム部材との間に剥離力を作用させ、該剥離力で前記発泡ゴム部材を破壊し、前記タイヤ骨格部材から前記タイヤ構成ゴム部材を剥離する。
請求項5のタイヤの解体方法では、請求項1〜3のいずれか1項に記載のタイヤを加熱して未発泡の発泡剤を発泡させて未発泡ゴム部材を内部に複数の気泡が形成された発泡ゴム部材とする。この発泡ゴム部材は、内部に発泡による複数の気泡が形成されていることから、発泡前と比べて、引張強度が低下している。この状態で、タイヤ骨格部材とタイヤ構成ゴム部材との間に剥離力(引張力)を作用させて、強度が低下した発泡ゴム部材を破壊し、タイヤ骨格部材からタイヤ構成ゴム部材を剥離する。このようにして、タイヤ骨格部材からタイヤ構成ゴム部材を剥離することから、例えば、未発泡ゴム部材を発泡させずに剥離力で未発泡ゴム部材を破壊するものと比べて、タイヤ骨格部材からタイヤ構成ゴム部材を剥離するのに必要となるエネルギーを小さくすることができる。すなわち、タイヤ骨格部材とタイヤ構成ゴム部材を効率的に解体することができる。
以上説明したように、本発明のタイヤによれば、樹脂材料の部材とゴム部材とを効率的に解体することができる。
本発明のタイヤの製造方法によれば、樹脂材料の部材とゴム部材とを効率的に解体することができるタイヤを製造することができる。
本発明のタイヤの解体方法によれば、少なくとも樹脂材料の部材とゴム部材とで構成されたタイヤの、樹脂材料の部材とゴム部材とを効率的に解体することができる。
本発明のタイヤの製造方法によれば、樹脂材料の部材とゴム部材とを効率的に解体することができるタイヤを製造することができる。
本発明のタイヤの解体方法によれば、少なくとも樹脂材料の部材とゴム部材とで構成されたタイヤの、樹脂材料の部材とゴム部材とを効率的に解体することができる。
以下、図面にしたがって本発明のタイヤ、タイヤの製造方法、及びタイヤの解体方法の一実施形態について説明する。
[第1実施形態]
図1(A)に示すように、第1実施形態のタイヤ10は、従来一般のゴム製の空気入りタイヤと略同様の断面形状を呈している。なお、以下の説明において、「幅方向」と記載した場合は、タイヤケース17及びタイヤ10の幅方向を指し、「周方向」と記載した場合は、タイヤケース17及びタイヤ10の周方向を指す。
図1(A)に示すように、第1実施形態のタイヤ10は、従来一般のゴム製の空気入りタイヤと略同様の断面形状を呈している。なお、以下の説明において、「幅方向」と記載した場合は、タイヤケース17及びタイヤ10の幅方向を指し、「周方向」と記載した場合は、タイヤケース17及びタイヤ10の周方向を指す。
図1(A)、(B)に示すように、タイヤ10は、リム20のビードシート21及びリムフランジ22に接触する一対のビード部12、このビード部12からタイヤ径方向外側に延びるサイド部14、一方のサイド部14のタイヤ径方向外側端と他方のサイド部14のタイヤ径方向外側端とを連結するクラウン部16からなる環状のタイヤケース17(タイヤ骨格部材の一例)を備えている。
タイヤケース17は、単一の樹脂材料で形成されているが、本発明はこの構成に限定されず、従来一般のゴム製の空気入りタイヤと同様に、タイヤケース17の各部位毎(ビード部12、サイド部14、クラウン部16など)に異なる特徴を有する樹脂材料を用いてもよい。
また、タイヤケース17(例えば、ビード部12、サイド部14、クラウン部16等)に、補強材(高分子材料や金属製の繊維、コード、不織布、織布等)を埋設配置し、補強材でタイヤケース17を補強してもよい。
樹脂材料としては、熱硬化性樹脂、熱可塑性樹脂、熱可塑性エラストマー(TPE)等を用いることができる。なお、樹脂材料には、加硫ゴムは含まれない。
熱硬化性樹脂としては、例えば、フェノール樹脂、ユリア樹脂、メラミン樹脂、エポキシ樹脂、ポリアミド樹脂等が挙げられる。
熱可塑性樹脂としては、例えば、ウレタン樹脂、オレフィン樹脂、塩化ビニル樹脂、ポリアミド樹脂等が挙げられる。
熱可塑性エラストマーとしては、例えば、JIS K6418に規定されるアミド系熱可塑性エラストマー(TPA)、エステル系熱可塑性エラストマー(TPC)、オレフィン系熱可塑性エラストマー(TPO)、スチレン系熱可塑性エラストマー(TPS)、ウレタン系熱可塑性エラストマー(TPU)、熱可塑性ゴム架橋体(TPV)、若しくはその他の熱可塑性エラストマー(TPZ)等が挙げられる。なお、走行時に必要とされる弾性と製造時の成形性等を考慮すると熱可塑性エラストマーを用いることが好ましい。
また、樹脂材料の同種とは、エステル系同士、スチレン系同士などの形態を指す。
また、樹脂材料の同種とは、エステル系同士、スチレン系同士などの形態を指す。
これらの樹脂材料としては、例えば、ISO75−2又はASTM D648に規定される荷重たわみ温度(0.45MPa荷重時)が78°C以上、JIS K7113に規定される引張降伏強さが10MPa以上、同じくJIS K7113に規定される引張降伏伸びが10%以上、同じくJIS K7113に規定される引張破壊伸び(JIS K7113)が50%以上、JIS K7206に規定されるビカット軟化温度(A法)が130°C以上のものを用いることができる。
なお、本実施形態のタイヤ10では、タイヤケース17を樹脂材料のうちの熱可塑性を有する熱可塑性材料(例えば、熱可塑性樹脂、熱可塑性エラストマーなど)で形成している。
本実施形態のビード部12には、従来一般の空気入りタイヤと同様の、スチールコードからなる円環状のビードコア18が埋設されている。しかし、本発明はこの構成に限定されず、ビードコア18は、スチールコード以外に、有機繊維コード、樹脂被覆した有機繊維コード、または硬質樹脂などで形成されていてもよい。また、ビード部12の剛性が確保され、リム20との嵌合に問題なければ、ビードコア18を省略してもよい(図10参照)。
また、図1(B)に示すように、本実施形態では、ビード部12のリム20との接触部分(ビードシート21と接触する部分及びリムフランジ22と接触する部分)にタイヤケース17を形成する樹脂材料よりも軟質である軟質材料からなる円環状のシール層24が形成されている。なお、リムフランジ22と接触する部分のシール層24は省略してもよい。
シール層24を形成する上記軟質材料としては、弾性体の一例としてのゴムが好ましく、特に従来一般のゴム製の空気入りタイヤのビード部外面に用いられているゴムと同種のゴムを用いることが好ましい。なお、タイヤケース17を形成する樹脂材料のみでリム20との間のシール性(気密性)が確保できれば、シール層24を省略してもよい。また、上記軟質材料としては、タイヤケース17を形成する樹脂材料よりも軟質な他の種類の樹脂材料を用いてもよい。
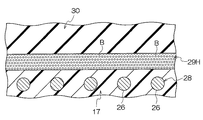
図1(A)及び図2に示すように、タイヤケース17の外周部には、補強コード26が埋設されている。この補強コード26は、周方向に巻回されて補強層28を形成している。この補強層28により、クラウン部16の周方向剛性が補強されている。なお、補強層28は、従来のゴム製の空気入りタイヤのカーカスの外周面に配置されるベルトに相当するものである。
補強コード26は、タイヤケース17を形成する樹脂材料よりも剛性が高い、例えば、金属繊維や有機繊維等のモノフィラメント(単線)、又はこれらの繊維を撚ったマルチフィラメント(撚り線)などを用いるとよい。
図1(A)に示すように、タイヤケース17の外周面17S(外周部の表面)には、未発泡ゴム部材の一例としての未発泡ゴム層29が設けられている。この未発泡ゴム層29は、タイヤケース17の外周面17Sに接着剤Gを用いて接着されている。なお、接着剤Gとしては、トリアジンチオール系接着剤、塩化ゴム系接着剤、フェノール系樹脂接着剤、イソシアネート系接着剤、ハロゲン化ゴム系接着剤など、特に制限はないが、未発泡ゴム層29を加硫する温度で反応することが好ましい。
図2に示すように、未発泡ゴム層29は、内部に未発泡の発泡剤Pを含有している。この発泡剤Pは、加熱により気体を発生する(加熱により発泡する)ものであり、発泡開始温度が、タイヤケース17を形成する樹脂材料(本実施形態では、熱可塑性材料)の融点よりも低く設定されている。なお、発泡剤Pの発泡開始温度は、タイヤ10が路面を通常走行する際に生じる摩擦熱や歪による内部発熱などの最高発熱温度よりも高く設定されている。これにより、通常走行時に発泡剤Pが発泡して、未発泡ゴム層29が発泡ゴム層29H(詳細は後述)へ変化することが防止されている。
なお、発泡剤Pとしては、例えば、ジニトロソペンタメチレンテトラアミン(DPT)、アゾジカルボンアミド(ADCA)、ジニトロソペンタスチレンテトラミンやベンゼンスフォニルヒドラジド誘導体、オキシビスベンゼンスルホニルヒドラジド(OBSH)等を用いてもよい。
また、未発泡ゴム層29には、発泡剤Pと共に発泡助剤が含有されていてもよい。この発泡助剤としては、尿素、ステアリン酸亜鉛、ベンゼンスルフィン酸亜鉛や亜鉛華などを用いるとよい。
また、未発泡ゴム層29は、後述するトレッド30よりも弾性率が低く設定されている。この構成により、タイヤ10の走行時にトレッド30が受ける路面からの入力が未発泡ゴム層29で緩衝され、タイヤの乗り心地性が向上する。
図1(A)に示すように、未発泡ゴム層29の上(外周面)には、路面と接触するトレッド30が設けられている。このトレッド30は、タイヤ構成ゴム部材の一例であり、タイヤケース17を形成している樹脂材料よりも耐摩耗性に優れるゴムで形成されている。
このトレッド30は、未発泡ゴム層29の上に接着剤(例えば、ゴムセメント組成物Zなど)を用いて接着されている。
また、トレッド30には、従来のゴム製の空気入りタイヤと同様に、路面との接地面に複数の溝30Aを含むトレッドパターン(図示省略)が形成されている。
また、トレッド30には、従来のゴム製の空気入りタイヤと同様に、路面との接地面に複数の溝30Aを含むトレッドパターン(図示省略)が形成されている。
次に、本実施形態のタイヤ10の製造方法を手順(1)〜(7)に基づいて説明する。
[骨格形成工程]
(1)樹脂材料(本実施形態では、熱可塑性材料)で形成された円環状のタイヤケース17を形成する(図3参照)。
[骨格形成工程]
(1)樹脂材料(本実施形態では、熱可塑性材料)で形成された円環状のタイヤケース17を形成する(図3参照)。
まず、タイヤケース17を構成する複数のケース分割体を、金型を用いて形成する。なお、複数のケース分割体のうち、ビード部12を構成する部分が形成されるケース分割体には、金型での成型時に予めビードコア18が埋設される。
次に、複数のケース分割体同士を突き合わせ、突合せ部分に溶融状態の溶接用熱可塑性材料を付着させる。そして、溶接用熱可塑性材料が冷却固化されると複数のケース分割体同士が接合されてタイヤケース17が形成される。なお、ここで用いる溶接用熱可塑性材料としては、複数のケース分割体同士を接合できればいずれの種類の熱可塑性材料を用いても構わないが、ケース分割体を形成する樹脂材料と同種、特に同一のものを用いることが好ましい。溶接用熱可塑性材料が、ケース分割体を形成する樹脂材料と同種、又は同一の場合には、溶融状態においてケース分割体を形成する樹脂材料とよく混ざり合いケース分割体同士の接合強度を向上させることができる。
また、本実施形態のタイヤケース17は、各部位(ビード部12、サイド部14、クラウン部16)が同一の樹脂材料で形成されている。
また、本実施形態のタイヤケース17は、各部位(ビード部12、サイド部14、クラウン部16)が同一の樹脂材料で形成されている。
なお、本実施形態の骨格形成工程では、複数のケース分割体を接合してタイヤケース17を形成する方法を用いているが、本発明はこれに限定されず、図3図示状態の円環状のタイヤケース17が形成されれば、いずれの方法を用いてもよい。例えば、複数分割可能な金型を用いてタイヤケース17を一体形成する方法を用いてもよい。
[補強層形成工程]
(2)次に、タイヤケース17内に補強層28を形成する(図3参照)。
まず、1本の補強コード26を、タイヤケース17を形成する樹脂材料が溶融又は軟化状態となる温度まで加熱する。次に、加熱状態の補強コード26を、一定のテンションを掛けながらタイヤケース17の外周面17Sに接触させる。この補強コード26からの熱により、接触部分の樹脂材料が溶融又は軟化状態となりタイヤケース17の外周部に補強コード26の少なくとも一部が埋設される。そして、加熱状態の補強コード26をタイヤケース17の外周部に螺旋状に巻き付けることで、タイヤケース17の外周部に補強層28が形成される。
なお、タイヤケース17の、補強コード26が接触する部分周囲を加熱して溶融又は軟化状態にしてから、加熱した補強コード26を埋設してもよい。この場合には、タイヤケース17の外周部のより深い位置に補強コード26を埋設することができる。
(2)次に、タイヤケース17内に補強層28を形成する(図3参照)。
まず、1本の補強コード26を、タイヤケース17を形成する樹脂材料が溶融又は軟化状態となる温度まで加熱する。次に、加熱状態の補強コード26を、一定のテンションを掛けながらタイヤケース17の外周面17Sに接触させる。この補強コード26からの熱により、接触部分の樹脂材料が溶融又は軟化状態となりタイヤケース17の外周部に補強コード26の少なくとも一部が埋設される。そして、加熱状態の補強コード26をタイヤケース17の外周部に螺旋状に巻き付けることで、タイヤケース17の外周部に補強層28が形成される。
なお、タイヤケース17の、補強コード26が接触する部分周囲を加熱して溶融又は軟化状態にしてから、加熱した補強コード26を埋設してもよい。この場合には、タイヤケース17の外周部のより深い位置に補強コード26を埋設することができる。
次に、補強層28の上(外周)から該補強層28を溶融状態の被覆用熱可塑性材料で覆い、この溶融状態の被覆用熱可塑性材料の外周面を、例えばローラなどで均す。
そして、被覆用熱可塑性材料が冷却固化すると、被覆用熱可塑性材料がタイヤケース17の一部となり、被覆用熱可塑性材料の外周面が外周面17Sとなる。このようにして、タイヤケース17の外周部内に全体が埋設された補強層28が形成される(図3参照)。ここで、タイヤケース17の外周部内に全体が埋設された補強層28が形成される、言い換えると、補強コード26の全周囲が樹脂材料で覆われることから、タイヤ走行時における補強コード26の動きが抑制される。
なお、被覆用熱可塑性材料は、タイヤケース17の外周部を覆うことができればいずれの種類の樹脂材料でも構わないが、タイヤケース17を形成する熱可塑性材料と同種、特に同一のものを用いると、タイヤケース17を形成する熱可塑性材料とよく混ざり合いタイヤケース17との接合強度を向上することができる。なお、本実施形態では、タイヤケース17を形成する樹脂材料と被覆用熱可塑性材料を同一のものとしている(図1(A)参照)。
そして、被覆用熱可塑性材料が冷却固化すると、被覆用熱可塑性材料がタイヤケース17の一部となり、被覆用熱可塑性材料の外周面が外周面17Sとなる。このようにして、タイヤケース17の外周部内に全体が埋設された補強層28が形成される(図3参照)。ここで、タイヤケース17の外周部内に全体が埋設された補強層28が形成される、言い換えると、補強コード26の全周囲が樹脂材料で覆われることから、タイヤ走行時における補強コード26の動きが抑制される。
なお、被覆用熱可塑性材料は、タイヤケース17の外周部を覆うことができればいずれの種類の樹脂材料でも構わないが、タイヤケース17を形成する熱可塑性材料と同種、特に同一のものを用いると、タイヤケース17を形成する熱可塑性材料とよく混ざり合いタイヤケース17との接合強度を向上することができる。なお、本実施形態では、タイヤケース17を形成する樹脂材料と被覆用熱可塑性材料を同一のものとしている(図1(A)参照)。
なお、本実施形態の補強層形成工程では、加熱状態の補強コード26でタイヤケース17の外周部を溶融又は軟化状態にしながら、補強コード26を埋設して補強層28を形成し、この補強層28を溶融状態の被覆用熱可塑性材料で覆うことで、タイヤケース17の外周部内に全体が埋設された補強層28を形成する方法を用いているが、本発明はこの構成に限定されず、図3図示状態のように、タイヤケース17の外周部内に全体が埋設された補強層28が形成されれば、いずれの方法を用いてもよい。例えば、以下に示す変形例のような方法でもよい。
(補強層形成工程の変形例)
まず、補強コード26をコード用熱可塑性材料で被覆し、この被覆した補強コード26を、一定のテンションを掛けてタイヤケース17の外周面17Sに接合しながら巻き付けて補強層28を形成する。ここで、被覆した補強コード26と外周面17Sとの接合は、接着剤を用いた接着でも、被覆した補強コード26の外周面を加熱し溶融又は軟化状態にして外周面17Sに溶着するものでもよい。
まず、補強コード26をコード用熱可塑性材料で被覆し、この被覆した補強コード26を、一定のテンションを掛けてタイヤケース17の外周面17Sに接合しながら巻き付けて補強層28を形成する。ここで、被覆した補強コード26と外周面17Sとの接合は、接着剤を用いた接着でも、被覆した補強コード26の外周面を加熱し溶融又は軟化状態にして外周面17Sに溶着するものでもよい。
また、溶着の場合には、タイヤケース17の、コード用熱可塑性材料で被覆した補強コード26が接触する部分周囲を予め加熱し溶融又は軟化状態にしてから、被覆した補強コード26の外周面を加熱し、外周面17Sへ巻き付けて補強層28を形成する方法を用いてもよい。さらに、コード用熱可塑性材料は、補強コード26の外周部を被覆することができればいずれの種類の樹脂材料を用いても構わないが、タイヤケース17を形成する樹脂材料と同種、特に同一のものを用いると、タイヤケース17を形成する樹脂材料とよく混ざり合いタイヤケース17との接合強度を向上することができる。なお、本実施形態では、タイヤケース17を形成する樹脂材料と補強コード26を被覆するコード用熱可塑性材料を同一のものとしている。
次に、補強層28の上(外周)から該補強層28を溶融状態の被覆用熱可塑性材料で覆い、この溶融状態の被覆用熱可塑性材料の外周面を、例えばローラなどで均す。
そして、被覆用熱可塑性材料が冷却固化すると、被覆用熱可塑性材料がタイヤケース17の一部となり、被覆用熱可塑性材料の外周面が外周面17Sとなる。このようにして、タイヤケース17の外周部内に全体が埋設された補強層28が形成される。
なお、被覆用熱可塑性材料は、タイヤケース17の外周部を覆うことができればいずれの種類の樹脂材料でも構わないが、タイヤケース17を形成する樹脂材料と同種、特に同一のものを用いると、タイヤケース17を形成する樹脂材料とよく混ざり合いタイヤケース17との接合強度を向上することができる。なお、本実施形態では、タイヤケース17を形成する樹脂材料と被覆用熱可塑性材料を同一のものとしている。
そして、被覆用熱可塑性材料が冷却固化すると、被覆用熱可塑性材料がタイヤケース17の一部となり、被覆用熱可塑性材料の外周面が外周面17Sとなる。このようにして、タイヤケース17の外周部内に全体が埋設された補強層28が形成される。
なお、被覆用熱可塑性材料は、タイヤケース17の外周部を覆うことができればいずれの種類の樹脂材料でも構わないが、タイヤケース17を形成する樹脂材料と同種、特に同一のものを用いると、タイヤケース17を形成する樹脂材料とよく混ざり合いタイヤケース17との接合強度を向上することができる。なお、本実施形態では、タイヤケース17を形成する樹脂材料と被覆用熱可塑性材料を同一のものとしている。
[粗化処理工程]
(3)次に、図3に示すタイヤケース17の外周面17Sに微細な粗化凹凸を形成する粗化処理を行なう。粗化処理する範囲は、外周面17Sの、後述する未加硫の未発泡ゴム層29が積層される範囲と同じ又は若干広い範囲に対して行なわれる。なお、粗化処理は、サンドペーパー、リュータ、ショットブラストなどで実施することができる。
(3)次に、図3に示すタイヤケース17の外周面17Sに微細な粗化凹凸を形成する粗化処理を行なう。粗化処理する範囲は、外周面17Sの、後述する未加硫の未発泡ゴム層29が積層される範囲と同じ又は若干広い範囲に対して行なわれる。なお、粗化処理は、サンドペーパー、リュータ、ショットブラストなどで実施することができる。
[未発泡ゴム層積層工程]
(4)次に、未加硫のゴム材に発泡剤Pを添加して混練し、押出機(図示省略)から押し出して、加硫後に未発泡ゴム層29となる帯状の未加硫の未発泡ゴム部材を形成する。なお、押出機から押し出した未加硫の未発泡ゴム部材を半加硫状態となるように加硫してもよい。
(4)次に、未加硫のゴム材に発泡剤Pを添加して混練し、押出機(図示省略)から押し出して、加硫後に未発泡ゴム層29となる帯状の未加硫の未発泡ゴム部材を形成する。なお、押出機から押し出した未加硫の未発泡ゴム部材を半加硫状態となるように加硫してもよい。
次に、粗化処理された外周面17Sに接着剤Gを塗布し、その上から1周分の未加硫又は半加硫状態の未発泡ゴム部材を巻き付け、均しローラ(図示省略)で未加硫又は半加硫状態の未発泡ゴム部材の表面を均しつつ、該未発泡ゴム部材の内周面を外周面17Sに密着させる。これにより、未発泡ゴム部材が外周面17Sに積層される。なお、後述の加硫工程で未加硫又は半加硫状態の未発泡ゴム部材が加硫されると、この未発泡ゴム部材の一部が粗化凹凸に流れ込むため、加硫後には、タイヤケース17と未発泡ゴム層29との間でアンカー効果が発揮されて、タイヤケース17と未発泡ゴム層29との接合強度が向上する。
[トレッド積層工程]
(5)次に、未発泡ゴム部材の外周面に粘着性を有するゴムセメント組成物Zを塗布し、その上から加硫済み又は半加硫状態のトレッド30を1周分巻き付けて、生タイヤケースを形成する。
なお、トレッド30を形成するゴムの材質として、SBR(スチレン−ブタジエンゴム)を用いる場合には、ゴムセメント組成物Zとして、例えばSBR系のスプライスセメントを用いることが好ましい。また、トレッド30を形成するゴムの材質として、NR(天然ゴム)の配合比の高いSBR系ゴムを用いる場合には、SBR系のスプライスセメントにBR(ブタジエンゴム)を配合したものを用いることが好ましい。この他、ゴムセメント組成物Zとして、液状BR等の液状エラストマーを配合した無溶剤セメントや、IR(イソプレンゴム)−SBRのブレンドを主成分とするセメントを用いることが可能である。
(5)次に、未発泡ゴム部材の外周面に粘着性を有するゴムセメント組成物Zを塗布し、その上から加硫済み又は半加硫状態のトレッド30を1周分巻き付けて、生タイヤケースを形成する。
なお、トレッド30を形成するゴムの材質として、SBR(スチレン−ブタジエンゴム)を用いる場合には、ゴムセメント組成物Zとして、例えばSBR系のスプライスセメントを用いることが好ましい。また、トレッド30を形成するゴムの材質として、NR(天然ゴム)の配合比の高いSBR系ゴムを用いる場合には、SBR系のスプライスセメントにBR(ブタジエンゴム)を配合したものを用いることが好ましい。この他、ゴムセメント組成物Zとして、液状BR等の液状エラストマーを配合した無溶剤セメントや、IR(イソプレンゴム)−SBRのブレンドを主成分とするセメントを用いることが可能である。
半加硫又は加硫状態のトレッド30には、予め踏面側(外周側)に溝30A等のトレッドパターンが形成されている。トレッドパターンを形成するため、未加硫のトレッド30を金型内で加硫して、半加硫又は加硫状態のトレッド30を成型する。なお、加硫済みとは、最終製品として必要とされる加硫度に至っている状態をいい、半加硫状態とは、未加硫の状態よりは加硫度が高いが、最終製品として必要とされる加硫度には至っていない状態をいう。
[加硫工程]
(6)次に、生タイヤケースを加硫缶やモールドに収容して所定時間加熱して加硫する。このときの加硫温度は発泡剤Pの発泡開始温度よりも低く設定されている。これにより、発泡剤Pが未発泡の状態で、加硫済みの未発泡ゴム部材内に残留し、未発泡ゴム層29が形成される。なお、加硫温度は、発泡剤Pの発泡開始温度よりも低いが、未発泡ゴム部材、及び半加硫状態のトレッド30を加硫できる温度に設定されている。半加硫状態のトレッド30を用いた場合には、該トレッド30も更に加硫されて最終製品の加硫度に至る。
(6)次に、生タイヤケースを加硫缶やモールドに収容して所定時間加熱して加硫する。このときの加硫温度は発泡剤Pの発泡開始温度よりも低く設定されている。これにより、発泡剤Pが未発泡の状態で、加硫済みの未発泡ゴム部材内に残留し、未発泡ゴム層29が形成される。なお、加硫温度は、発泡剤Pの発泡開始温度よりも低いが、未発泡ゴム部材、及び半加硫状態のトレッド30を加硫できる温度に設定されている。半加硫状態のトレッド30を用いた場合には、該トレッド30も更に加硫されて最終製品の加硫度に至る。
(7)そして、タイヤケース17のビード部12に、樹脂材料よりも軟質である軟質材料からなるシール層24を、接着剤等を用いて接着することで、タイヤ10が完成する。
なお、本実施形態に係るタイヤの製造方法における工程の順序は、適宜変更することが可能である。
なお、本実施形態に係るタイヤの製造方法における工程の順序は、適宜変更することが可能である。
次に、本実施形態のタイヤ10の解体方法について説明する。
まず、タイヤ10を加熱用容器40内に収容して加熱する。この加熱用容器40には、図4に示すように、タイヤ10の内周を支持する支持部(図示省略)が複数形成された円柱状の支持部材42が設けられており、この支持部にタイヤ10を支持させて加熱用容器40の内面にタイヤ10が接触しない状態で加熱を行なう。これにより、タイヤ10を均一に加熱することができる。
まず、タイヤ10を加熱用容器40内に収容して加熱する。この加熱用容器40には、図4に示すように、タイヤ10の内周を支持する支持部(図示省略)が複数形成された円柱状の支持部材42が設けられており、この支持部にタイヤ10を支持させて加熱用容器40の内面にタイヤ10が接触しない状態で加熱を行なう。これにより、タイヤ10を均一に加熱することができる。
図6に示すように、タイヤ10を所定時間加熱すると、発泡剤Pが発泡し、未発泡ゴム層29が発泡ゴム層29Hとなる。この発泡ゴム層29Hは、内部に発泡による複数の気泡が形成されていることから、発泡前と比べて、引張強度が低下している。
所定時間の加熱が終了した後は、タイヤ10を加熱用容器40から取り出し、剥離装置(図示省略)に取り付ける。この剥離装置を用いて、タイヤケース17とトレッド30との間に剥離力(引張力)を作用させる。上述したように、発泡ゴム層29Hは、内部に形成された複数の気泡により引張強度が低下しているため、図7に示すように、簡単に破壊されて、タイヤケース17からトレッド30が剥離される。
なお、タイヤ10を加熱する温度条件は、発泡剤Pの発泡開始温度以上で且つタイヤケース17を形成する樹脂材料の融点以下に設定されている。ここで、例えば、発泡剤Pの発泡開始温度がタイヤケース17を形成する樹脂材料の融点よりも高い場合には、加熱用容器40による加熱により、発泡剤Pが発泡を開始する前に、タイヤケース17を形成する樹脂材料の溶融が始まり、タイヤケース17の形状が変化する。しかし、タイヤ10は、発泡剤Pの発泡開始温度を、タイヤケース17を形成する樹脂材料の融点よりも低くしていることから、発泡剤Pの発泡時にタイヤケース17の形状が変化しないため、タイヤケース17からトレッド30を容易に剥離することができる。
そして、剥離されたトレッド30は、破砕されて廃棄、又はリサイクルされる。
一方、タイヤケース17は、外周面17Sに付着した未発泡ゴム層29の残留部分を削り落とした後で、タイヤケース17を形成する樹脂材料と、補強コード26及びビードコア18とが分離されて、それぞれリサイクルされる。
一方、タイヤケース17は、外周面17Sに付着した未発泡ゴム層29の残留部分を削り落とした後で、タイヤケース17を形成する樹脂材料と、補強コード26及びビードコア18とが分離されて、それぞれリサイクルされる。
なお、本実施形態のタイヤ10の解体方法では、図4に示すように、タイヤを支持部材42で支持して加熱用容器40で加熱する構成としているが、本発明はこの構成に限定されず、例えば、図5に示すように、台車54上に設けられた支持部材52の支持部でタイヤ10の内周面を支持し、この台車ごと加熱用容器50内に配置し、加熱する構成としてもよい。すなわち、本発明では、タイヤ10を所定時間、所定温度で加熱できればどのような装置を用いてもよい。
次に、本実施形態のタイヤ10の作用効果について説明する。
タイヤ10では、タイヤケース17の外周部内に補強層28が埋設されていることから、パンク性及び耐カット性が向上する。また、補強コード26を巻回して補強層28が形成されていることから、タイヤ10(タイヤケース17)の周方向剛性が向上する。周方向剛性が向上することで、タイヤケース17のクリープ(一定の応力下でタイヤケース17の塑性変形が時間とともに増加する現象)が抑制され、且つ、タイヤ径方向内側からの空気圧に対する耐圧性が向上する。また、タイヤ10は、トレッド30とタイヤケース17との間に、弾性率がトレッド30よりも低い未発泡ゴム層29を配置していることから、走行時にトレッド30が受ける路面からの入力が未発泡ゴム層29で緩衝され、乗り心地性能が向上する。
タイヤ10では、タイヤケース17の外周部内に補強層28が埋設されていることから、パンク性及び耐カット性が向上する。また、補強コード26を巻回して補強層28が形成されていることから、タイヤ10(タイヤケース17)の周方向剛性が向上する。周方向剛性が向上することで、タイヤケース17のクリープ(一定の応力下でタイヤケース17の塑性変形が時間とともに増加する現象)が抑制され、且つ、タイヤ径方向内側からの空気圧に対する耐圧性が向上する。また、タイヤ10は、トレッド30とタイヤケース17との間に、弾性率がトレッド30よりも低い未発泡ゴム層29を配置していることから、走行時にトレッド30が受ける路面からの入力が未発泡ゴム層29で緩衝され、乗り心地性能が向上する。
また、タイヤ10は、上述したように、加熱用容器40内で加熱することにより、加熱された発泡剤Pが発泡し、未発泡ゴム層29が発泡ゴム層29Hとなる。この発泡ゴム層29Hは、内部に発泡による複数の気泡Bが形成されていることから、発泡前と比べて、引張強度が低下している。この状態で、タイヤケース17とトレッド30との間に剥離装置で剥離力(引張力)を作用させると、発泡ゴム層29Hが破壊されて、タイヤケース17からトレッド30が剥離される。
つまり、タイヤ10によれば、未発泡ゴム層29を発泡させて発泡ゴム層29Hとすることで、例えば、タイヤケース17とトレッド30が直接接着されたタイヤと比べて、タイヤケース17からトレッド30を剥離するのに必要となるエネルギーを小さくすることができる。すなわち、タイヤケース17とトレッド30を効率的に解体することができる。
つまり、タイヤ10によれば、未発泡ゴム層29を発泡させて発泡ゴム層29Hとすることで、例えば、タイヤケース17とトレッド30が直接接着されたタイヤと比べて、タイヤケース17からトレッド30を剥離するのに必要となるエネルギーを小さくすることができる。すなわち、タイヤケース17とトレッド30を効率的に解体することができる。
タイヤ10では、発泡剤Pの発泡開始温度を、タイヤケース17を形成する樹脂材料の融点よりも低くしている。これにより、発泡剤Pの発泡時にタイヤケース17の形状が変化しないため、例えば、タイヤケース17の形状が変化するものと比べて、タイヤケース17からトレッド30を剥離しやすくなる。
トレッド30が熱可塑性材料で形成されることから、例えば、タイヤケース17が熱硬化性を有する樹脂材料で形成される場合と比べて、解体された後のタイヤケース17を形成する樹脂材料を再利用(リサイクル)しやすくなる。
[第2実施形態]
次に、第2実施形態のタイヤ、タイヤの製造方法、及びタイヤの解体方法について図8を参照しながら説明する。なお、第1実施形態と同一構成には同一符号を付し、その説明は省略する。
次に、第2実施形態のタイヤ、タイヤの製造方法、及びタイヤの解体方法について図8を参照しながら説明する。なお、第1実施形態と同一構成には同一符号を付し、その説明は省略する。
図8に示すように、第2実施形態のタイヤ60は、タイヤケース17の外周面17Sに未発泡ゴム層62が積層されている。この未発泡ゴム層62には、発泡剤Pが含有されている。
未発泡ゴム層62の外周面には、クッションゴム層64が積層されている。このクッションゴム層64の弾性率は、トレッド30の弾性率よりも低く設定されている。
次に、タイヤ60の製造方法について説明する。
まず、第1実施形態と同様の方法でタイヤケース17、補強層28を形成し、タイヤケース17の外周面17Sに接着剤を塗布して未加硫又は半加硫状態の未発泡ゴム層29層を接着し、この未発泡ゴム層29の外周面にゴムセメント組成物Zを塗布してクッションゴム層64を接着して、生タイヤケースを形成する。
まず、第1実施形態と同様の方法でタイヤケース17、補強層28を形成し、タイヤケース17の外周面17Sに接着剤を塗布して未加硫又は半加硫状態の未発泡ゴム層29層を接着し、この未発泡ゴム層29の外周面にゴムセメント組成物Zを塗布してクッションゴム層64を接着して、生タイヤケースを形成する。
その後、生タイヤケースを加硫缶やモールドに装填し、第1実施形態と同条件で生タイヤケースを加硫して、未発泡ゴム層62を有するタイヤ60を形成する。
次にタイヤ60の解体方法について説明する。
第2実施形態のタイヤ60の解体方法は、第1実施形態と同様に加熱用容器40を用いて行なわれる。加熱用容器40内でタイヤ60を加熱すると、発泡剤Pが発泡して未発泡ゴム層62が発泡ゴム層62Hになる。これにより、発泡ゴム層62Hの引張強度が低下する。その後、剥離装置で発泡ゴム層62Hを破壊しながら、トレッド30とタイヤケース17とを剥離する。
そして、トレッド30は、破砕されて廃棄又はリサイクルされる。
一方、タイヤケース17は、外周面17Sに付着した発泡ゴム層62Hの残留部分を削り落として、タイヤケース17を形成する樹脂材料と、補強コード26及びビードコア18とが分離されて、それぞれリサイクルされる。
第2実施形態のタイヤ60の解体方法は、第1実施形態と同様に加熱用容器40を用いて行なわれる。加熱用容器40内でタイヤ60を加熱すると、発泡剤Pが発泡して未発泡ゴム層62が発泡ゴム層62Hになる。これにより、発泡ゴム層62Hの引張強度が低下する。その後、剥離装置で発泡ゴム層62Hを破壊しながら、トレッド30とタイヤケース17とを剥離する。
そして、トレッド30は、破砕されて廃棄又はリサイクルされる。
一方、タイヤケース17は、外周面17Sに付着した発泡ゴム層62Hの残留部分を削り落として、タイヤケース17を形成する樹脂材料と、補強コード26及びビードコア18とが分離されて、それぞれリサイクルされる。
次にタイヤ60の作用効果について説明する。
タイヤ60では、タイヤケース17とクッションゴム層64の間に未発泡ゴム層62を設けていることから、トレッド30と共にクッションゴム層64をタイヤケース17から効率的に剥離することができる。また、第1実施形態と異なり、路面からの入力をクッションゴム層64で緩衝することから、未発泡ゴム層62の性状に対する設計自由度が向上する。
タイヤ60では、タイヤケース17とクッションゴム層64の間に未発泡ゴム層62を設けていることから、トレッド30と共にクッションゴム層64をタイヤケース17から効率的に剥離することができる。また、第1実施形態と異なり、路面からの入力をクッションゴム層64で緩衝することから、未発泡ゴム層62の性状に対する設計自由度が向上する。
第2の実施形態では、クッションゴム層64の内周面全体に未発泡ゴム層62が設けられる構成としているが、本発明はこの構成に限定されず、図9に示すように、タイヤ幅方向中央分を挟んでタイヤ幅方向両側に未発泡ゴム層62をそれぞれ形成する構成としてもよい。
なお、第2の実施形態のタイヤの製造方法では、タイヤケース17の外周部に、未発泡ゴム層62、クッションゴム層64、トレッド30を順次積層する製造手順としているが、本発明はこの製造手順に限定されず、トレッド30の内周面にクッションゴム層64を積層したもの、又は、トレッド30の内周面にクッションゴム層64及び未発泡ゴム層62を積層したものを、タイヤケース17の外周部に積層する製造手順としてもよい。さらには、タイヤケース17の外周部に、未発泡ゴム層62とクッションゴム層64を予め積層したものを積層し、その上からトレッド30を積層する製造手順としてもよい。
[その他の実施形態]
第1及び第2実施形態の補強層28は、1本の補強コード26をタイヤケース17の外周部に螺旋状に巻回して形成されたものでも、複数本の補強コード26を幅方向で不連続となるようにタイヤケース17の外周部に巻回して形成されたものでもよい。
第1及び第2実施形態の補強層28は、1本の補強コード26をタイヤケース17の外周部に螺旋状に巻回して形成されたものでも、複数本の補強コード26を幅方向で不連続となるようにタイヤケース17の外周部に巻回して形成されたものでもよい。
第1及び第2実施形態では、熱可塑製材料でタイヤケース17を形成しているが、本発明はこの構成に限定されず、熱硬化性材料(例えば、熱硬化性樹脂など)でタイヤケース17を形成してもよい。熱硬化性材料でタイヤケース17を形成する場合には、例えば、ビードコア18や補強コード26を予め金型内の所定位置に配置し、その後、熱硬化性樹脂を射出成型などの方法で金型内に注入(射出)し、冷却固化させてタイヤケース17を形成する。また、加熱用容器による加熱で、熱硬化性材料で形成されたタイヤケース17の形状が変化することはない。
上述の実施形態のタイヤ10は、ビード部12をリム20に装着することで、タイヤ10とリム20との間で空気室を形成する、所謂チューブレスタイヤであるが、本発明はこの構成に限定されず、タイヤ10は、図10に示すように、完全なチューブ形状であってもよい。なお、図10に示す完全なチューブ形状のタイヤも図1に示すチューブレスタイヤと同様にリム組みされるようになっている。
以上、実施形態を挙げて本発明の実施の形態を説明したが、これらの実施形態は一例であり、要旨を逸脱しない範囲内で種々変更して実施できる。また、本発明の権利範囲がこれらの実施形態に限定されないことは言うまでもない。
10 タイヤ
12 ビード部
17 タイヤケース(タイヤ骨格部材)
17S 外周面
26 補強コード
28 補強層
29 未発泡ゴム層
30 トレッド(タイヤ構成部材)
60 タイヤ
62 クッションゴム層
64 未発泡ゴム層
P 発泡剤
12 ビード部
17 タイヤケース(タイヤ骨格部材)
17S 外周面
26 補強コード
28 補強層
29 未発泡ゴム層
30 トレッド(タイヤ構成部材)
60 タイヤ
62 クッションゴム層
64 未発泡ゴム層
P 発泡剤
Claims (5)
- 樹脂材料で形成された環状のタイヤ骨格部材と、
前記タイヤ骨格部材の径方向外側に設けられたタイヤ構成ゴム部材と、
前記タイヤ骨格部材と前記タイヤ構成ゴム部材との間に設けられ、前記タイヤ骨格部材及び前記タイヤ構成部材にそれぞれ接着され、未発泡の発泡剤を含有する未発泡ゴム部材と、
を有するタイヤ。 - 前記タイヤ骨格部材は、熱可塑性を有する樹脂材料で形成され、
前記発泡剤の発泡開始温度は、前記タイヤ骨格部材を形成する樹脂材料の融点よりも低い請求項1に記載のタイヤ。 - 前記タイヤ構成ゴム部材は、路面と接地するトレッドであり、
前記未発泡ゴム部材は、前記トレッドよりも弾性率が低い請求項1又は請求項2に記載のタイヤ。 - 樹脂材料を用いて環状のタイヤ骨格部材を形成する骨格形成工程と、
未発泡の発泡剤を含有し該発泡剤の発泡開始温度よりも低い温度で加硫可能な未加硫又は半加硫状態の未発泡ゴム部材を、前記タイヤ骨格部材の外周に積層する未発泡ゴム部材積層工程と、
前記未発泡ゴム部材の外周に、加硫済み又は半加硫状態のタイヤ構成ゴム部材を積層するタイヤ構成ゴム部材積層工程と、
少なくとも前記未発泡ゴム部材を前記発泡開始温度よりも低い温度で加熱して加硫する加硫工程と、
を有するタイヤの製造方法。 - 請求項1〜3のいずれか1項に記載のタイヤを加熱して未発泡の発泡剤を発泡させて未発泡ゴム部材を内部に複数の気泡が形成された発泡ゴム部材とし、
タイヤ骨格部材とタイヤ構成ゴム部材との間に剥離力を作用させ、該剥離力で前記発泡ゴム部材を破壊し、前記タイヤ骨格部材から前記タイヤ構成ゴム部材を剥離するタイヤの解体方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265157A JP2012116222A (ja) | 2010-11-29 | 2010-11-29 | タイヤ、タイヤの製造方法、及びタイヤの解体方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265157A JP2012116222A (ja) | 2010-11-29 | 2010-11-29 | タイヤ、タイヤの製造方法、及びタイヤの解体方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012116222A true JP2012116222A (ja) | 2012-06-21 |
Family
ID=46499622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010265157A Pending JP2012116222A (ja) | 2010-11-29 | 2010-11-29 | タイヤ、タイヤの製造方法、及びタイヤの解体方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012116222A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021070582A1 (ja) * | 2019-10-08 | 2021-04-15 | 住友ゴム工業株式会社 | 空気入りタイヤ |
-
2010
- 2010-11-29 JP JP2010265157A patent/JP2012116222A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021070582A1 (ja) * | 2019-10-08 | 2021-04-15 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| JP2021059258A (ja) * | 2019-10-08 | 2021-04-15 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| JP6992792B2 (ja) | 2019-10-08 | 2022-01-13 | 住友ゴム工業株式会社 | 空気入りタイヤ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011021702A1 (ja) | タイヤ、及びタイヤの製造方法 | |
| JP5604215B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP5588261B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP5661631B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP5419591B2 (ja) | タイヤ、及びタイヤの製造方法。 | |
| JP2015034009A (ja) | タイヤ | |
| EP2602101B1 (en) | Tire production method and tire | |
| JP2011042235A (ja) | タイヤ、及びタイヤの製造方法。 | |
| JP2014169080A (ja) | タイヤ、及びタイヤの製造方法 | |
| JP2011042091A (ja) | タイヤの製造方法及びタイヤ | |
| JP2011042229A (ja) | タイヤ用トレッド、タイヤ及びタイヤの製造方法 | |
| JP5538978B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP2011224954A (ja) | タイヤの製造方法及びタイヤ | |
| US9623706B2 (en) | Tire with welded thermoplastic constituent members | |
| US10632790B2 (en) | Pneumatic tire | |
| JP6047220B2 (ja) | 空気入りタイヤ、及び空気入りタイヤの製造方法 | |
| JP2012116222A (ja) | タイヤ、タイヤの製造方法、及びタイヤの解体方法 | |
| JP5441792B2 (ja) | タイヤの製造方法、及びタイヤ | |
| JP2012171251A (ja) | 未加硫タイヤ及び空気入りタイヤ | |
| JP2011207154A (ja) | タイヤの製造方法及びタイヤ | |
| JP5901105B2 (ja) | 空気入りタイヤ、及び空気入りタイヤの製造方法 | |
| JP5619455B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP5619528B2 (ja) | タイヤ | |
| JP5577163B2 (ja) | タイヤの製造方法及びタイヤ | |
| JP5689759B2 (ja) | タイヤ補修方法 |