JP2012106327A - Machine tool including clamp device for clamping overhung part of workpiece - Google Patents
Machine tool including clamp device for clamping overhung part of workpiece Download PDFInfo
- Publication number
- JP2012106327A JP2012106327A JP2011036069A JP2011036069A JP2012106327A JP 2012106327 A JP2012106327 A JP 2012106327A JP 2011036069 A JP2011036069 A JP 2011036069A JP 2011036069 A JP2011036069 A JP 2011036069A JP 2012106327 A JP2012106327 A JP 2012106327A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- front surface
- clamping
- right direction
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



























Landscapes
- Jigs For Machine Tools (AREA)
- Milling Processes (AREA)
Abstract
Description
本発明は、ワークの張出し部分をクランプするクランプ装置を具備する工作機械に関するものである。より詳しくは、テーブルへのワークの載置を作業性よく行なうことができながら、テーブルの前縁部から張り出したワークの張出し部分を上下から確実にクランプして該クランプした部分の前方側をなす被加工部に切削加工等の種々の機械加工を安定状態で施すことができる、ワークの張出し部分をクランプするクランプ装置を具備する工作機械に関するものである。 The present invention relates to a machine tool including a clamping device that clamps a projecting portion of a workpiece. More specifically, while the work can be placed on the table with good workability, the projecting part of the work projecting from the front edge of the table is securely clamped from above and below to form the front side of the clamped part. The present invention relates to a machine tool including a clamping device that clamps a projecting portion of a workpiece, which can perform various machining operations such as cutting on a workpiece portion in a stable state.
テーブルにワークを所要に載置した後、該載置されたワークを押圧具によりテーブルに所要に押圧することによって該押圧具と該テーブルとの間でワークをクランプし、クランプされた該ワークに対して面取り加工等の所要の切削加工を施す従来の工作機械の一例としては、特許文献1や特許文献2、特許文献3記載のもの等が提供されている。
After the workpiece is placed on the table as required, the workpiece is clamped between the pressing tool and the table by pressing the placed workpiece against the table with the pressing tool. On the other hand, as an example of a conventional machine tool that performs a required cutting process such as chamfering, those described in
この種の工作機械にあっては、テーブルの中央部の上方にワーク押圧装置が配設されていたため、テーブルの上面にワークを所要状態に載置する際、該ワーク押圧装置が障害となってワークを該上面の中央部に直接吊り降ろすことができなかった。そのため、テーブルの上面の端の方でワークを吊り降ろして後、該ワークを該上面の所要位置に横移動させなければならない面倒さがあり、ワークの設置に手間を要して作業性が悪い問題があった。又、加工後のワークを取り外す際も、前記ワーク押圧装置が障害となって、加工ワークの取り外しに手間を要して作業性が悪い問題があった。 In this type of machine tool, since the workpiece pressing device is disposed above the center of the table, the workpiece pressing device becomes an obstacle when the workpiece is placed on the upper surface of the table in a required state. The workpiece could not be suspended directly on the center of the upper surface. For this reason, there is a trouble that the work must be moved laterally to a required position on the upper surface after the work is hung down from the end of the upper surface of the table. There was a problem. Also, when removing the workpiece after machining, the workpiece pressing device becomes an obstacle, and there is a problem that workability is poor because it takes time to remove the workpiece.
又、押圧具とテーブルとの間でワークをクランプし、クランプされた該ワークに対して機械加工を施すため、テーブルの大きさにワークの大きさが制約される問題があった。もしも、テーブルよりも大きなワークをテーブルの上面に載置し該テーブルから張り出した部分に切削加工等の機械加工を施さんとするときは、ビビリ振動を発生させて加工精度を悪くする問題があったのである。 In addition, since the workpiece is clamped between the pressing tool and the table and the clamped workpiece is machined, the size of the workpiece is restricted by the size of the table. If a workpiece that is larger than the table is placed on the upper surface of the table and machining such as cutting is performed on the part that protrudes from the table, there is a problem that chatter vibration is generated and machining accuracy is deteriorated. It was.
本発明は、前記従来の問題点に鑑みて開発されたものであり、テーブル上へのワークの載置作業を作業性よく行うことができると共に、テーブルから張り出したワーク張出し部分に対して、ビビリ振動を抑制して良好に機械加工を施すことができ、又、テーブルから張り出す大きなワークに対してもその張り出し部分に精度よく機械加工を施すことができることから、テーブルが小さい小型の工作機械であってもより大きなワークの機械加工を可能とするワーク張出し部をクランプするクランプ装置を具備する工作機械の提供を課題とするものである。 The present invention has been developed in view of the above-described conventional problems, and can perform work placing work on a table with good workability, and can be applied to a work projecting portion projecting from the table. The machine can be machined satisfactorily while suppressing vibrations, and the machined part can be accurately machined even for large workpieces that protrude from the table. An object of the present invention is to provide a machine tool including a clamping device that clamps a workpiece overhanging portion that enables machining of a larger workpiece.
前記課題を解決するため本発明は以下の手段を採用する。
即ち本発明に係るワークの張出し部分をクランプするクランプ装置を具備する工作機械(以下、工作機械という)は、ワークが載置されるテーブルと、該テーブルの前方側に配設されたクランプ装置と、該テーブルの前方側に配設されて前記ワークを加工する工具とを具備しており、該クランプ装置は、前記テーブルの上面に載置されたワークの、該テーブルの前縁部から張り出した張出し部分を上下から挾持する上下の挾持片を具えており、該上下の挾持片が該張出し部分を挾持したワーククランプ状態で、前記工具が、前記ワークの該挾持した部分の前方側をなす被加工部に機械加工を施すことを特徴とするものである。
In order to solve the above problems, the present invention employs the following means.
That is, a machine tool (hereinafter referred to as a machine tool) having a clamping device for clamping a projecting portion of a workpiece according to the present invention includes a table on which the workpiece is placed, and a clamping device disposed on the front side of the table. And a tool arranged on the front side of the table for processing the workpiece, and the clamping device projects from the front edge of the table of the workpiece placed on the upper surface of the table An upper and lower holding piece for holding the overhanging portion from above and below is provided, and the upper and lower holding pieces hold the overhanging portion in a work clamp state, and the tool forms a front side of the holding portion of the work. The machined portion is machined.
該工作機械において、前記テーブルは前後方向で移動でき、前記下の挾持片は、該テーブルの上面の上方に突出する上昇位置と、該上面よりも低い下降位置と、前記ワークの下面に当接した挟持位置をとることができるものとし、前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークを前進させて該ワークの前面を該下の挾持片に当接させることにより、前記張出し部分が形成される如くなされており、該下の挾持片が前記下降位置を呈した状態で前記テーブルが所要量前進して後、前記下の挾持片が前記挾持位置を呈するように上昇して前記張出し部分が前記上下の挾持片で挾持されるように構成するのがよい。 In the machine tool, the table can move in the front-rear direction, and the lower gripping piece comes into contact with the lower position of the workpiece, the raised position protruding above the upper surface of the table, the lowered position lower than the upper surface. The workpiece placed on the upper surface of the table is advanced in a state where the lower clamping piece is in the raised position, and the front side of the workpiece is placed on the lower clamping piece. The projecting portion is formed so that the lower gripping piece is in the lowered position, and the table is advanced by a required amount while the lower gripping piece is in the lowered position. It is good to comprise so that it may raise so that a clamping position may be exhibited and the said overhang | projection part may be clamped with the said upper and lower clamping pieces.
前記工作機械において、前記テーブルの、前記下の挾持片に向き合う側の前縁部を、左右方向に延長する直線状縁部として形成するのがよい。 In the machine tool, the front edge of the table facing the lower gripping piece may be formed as a linear edge extending in the left-right direction.
前記工作機械の好ましい態様の一つは、次のように構成するのがよい。即ち、前記工具は、左右方向に直線状に移動することによって前記被加工部に切削加工を施すものであって、前記テーブルは、上下方向の軸線回りに回転できると共に前後方向に移動でき、前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークが前進され該ワークの前面が前記下の挾持片に当接されることによって前記張出し部分が形成される如くなされており、その後、該下の挾持片は前記下降位置を呈する如くなされ、この状態で、左右方向に移動し得る測定器の測定子が、前記ワークの前記前面の左右方向で見た一端側に移動し、該一端側位置で、該測定子が前記前面に向けて相対的に前進し、該測定子の先端が該前面に当接することにより該先端と該前面との間の第1距離を測定できると共に、該測定子が、前記ワークの前記前面の左右方向で見た他端側に移動し、該他端側位置で、該測定子が前記前面に向けて相対的に前進し、該測定子の先端が該前面に当接することにより該先端と該前面との間の第2距離を測定できるようになされており、測定された該第1距離と該第2距離が相違する場合は、前記テーブルが前記軸線回りに所要量回転せしめられることにより、前記一端側位置における前記先端と前記前面との間の距離と、前記他端側位置における前記先端と前記前面との間の距離が等しくなるように補正が行われるようになされており、その後、前記テーブルが所要量前進され、前記張出し部分が上下の挾持片で挾持されることによって前記ワークがクランプされる如くなされ、該ワーククランプ状態で、前記工具が、前記被加工部に機械加工を施すように構成するのがよい。 One of the preferred embodiments of the machine tool is preferably configured as follows. That is, the tool performs cutting on the workpiece by moving linearly in the left-right direction, and the table can rotate about the vertical axis and move in the front-rear direction, With the lower holding piece in the raised position, the work placed on the upper surface of the table is advanced, and the front surface of the work is brought into contact with the lower holding piece to form the overhang portion. After that, the lower holding piece is made to exhibit the lowered position, and in this state, the measuring element of the measuring instrument that can move in the left-right direction is seen in the left-right direction of the front surface of the workpiece. The probe moves relatively toward the front surface at the one end side position, and the tip of the probe contacts the front surface, so that the first tip between the tip and the front surface is moved. 1 distance can be measured, The stator moves to the other end side of the front surface of the workpiece when viewed in the left-right direction, and at the other end side position, the probe moves relatively toward the front surface, and the tip of the probe is A second distance between the tip and the front surface can be measured by contacting the front surface. When the measured first distance is different from the second distance, the table is moved to the axis line. By rotating the required amount around, the distance between the front end and the front surface at the one end side position and the distance between the front end and the front surface at the other end side position are corrected. Thereafter, the table is advanced by a required amount, and the projecting portion is clamped by upper and lower clamping pieces so that the workpiece is clamped. In the workpiece clamping state, the tool is , The covered It is preferable to configured to perform a machining coated portion.
前記工作機械の好ましい態様の他は次のように構成するのがよい。即ち、前記工具は、左右方向に直線状に移動することによって前記被加工部に切削加工を施すものであって、前記テーブルは、上下方向の軸線回りに回転できると共に前後方向に移動でき、前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークが前進され該ワークの前面が前記下の挾持片に当接されることによって前記張出し部分が形成される如くなされており、その後、該下の挾持片は前記下降位置を呈する如くなされ、この状態で、左右方向に移動し得る測定器の測定子が、前記ワークの前記前面の左右方向で見た一端側に移動し、該一端側位置で、該測定子から光線が照射され該前面で反射された反射光を検出部で検出することにより該先端と該前面との間の第1距離を測定できると共に、前記測定子が、前記ワークの前記前面の左右方向で見た他端側に移動し、該他端側位置で、該測定子から光線が照射され該前面で反射された反射光を検出部で検出することにより該先端と該前面との間の第2距離を測定できるようになされており、測定された該第1距離と該第2距離が相違する場合は、前記テーブルが前記軸線回りに所要量回転せしめられることにより、前記一端側位置における前記先端と前記前面との間の距離と、前記他端側位置における前記先端と前記前面との間の距離が等しくなるように補正が行われるようになされており、その後、前記テーブルが所要量前進され、前記張出し部分が上下の挾持片で挾持されることによって前記ワークがクランプされる如くなされ、該ワーククランプ状態で、前記工具が、前記被加工部に機械加工を施すように構成するのがよい。 Other than the preferred embodiment of the machine tool, the following configuration is preferable. That is, the tool performs cutting on the workpiece by moving linearly in the left-right direction, and the table can rotate about the vertical axis and move in the front-rear direction, With the lower holding piece in the raised position, the work placed on the upper surface of the table is advanced, and the front surface of the work is brought into contact with the lower holding piece to form the overhang portion. After that, the lower holding piece is made to exhibit the lowered position, and in this state, the measuring element of the measuring instrument that can move in the left-right direction is seen in the left-right direction of the front surface of the workpiece. The first distance between the tip and the front surface is measured by moving to one end side and detecting the reflected light reflected from the front surface irradiated with light from the probe at the one end side position. And the measurement Is moved to the other end side of the workpiece as viewed in the left-right direction, and at the other end side position, a light beam is irradiated from the measuring element and reflected light reflected by the front surface is detected by a detection unit. So that the second distance between the tip and the front surface can be measured, and when the measured first distance is different from the second distance, the table is rotated by the required amount around the axis. As a result, the distance between the front end and the front surface at the one end side position and the distance between the front end and the front surface at the other end side position are corrected to be equal. Then, the table is moved forward by a required amount, and the workpiece is clamped by clamping the overhanging portion with upper and lower clamping pieces. In the workpiece clamping state, the tool is moved to the workpiece portion. In the machine It is preferable to configured to perform a process.
前記の各工作機械において、前記クランプ装置の、左右方向で見た一側部に位置させて、前記前面に隣接する隣接面に当接し得る位置決め部を設け、前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルに載置されたワークの前記前面を該下の挾持片に当接させると共に前記隣接面を前記位置決め部に当接させることにより、前記ワークの左右方向と前後方向の位置決めを行い得るようになすのがよい。 In each of the machine tools, a positioning portion is provided that can be positioned on one side portion of the clamping device as viewed in the left-right direction and can contact an adjacent surface adjacent to the front surface, and the lower gripping piece is in the raised position. In this state, the front surface of the workpiece placed on the table is brought into contact with the lower gripping piece and the adjacent surface is brought into contact with the positioning portion. It is good to make it possible to perform positioning.
本発明は以下の如き優れた効果を奏する。
(1) 本発明に係る工作機械におけるワークのクランプは、従来のように、押圧具で、ワークをテーブルの上面に向けて押圧するのではなく、テーブルに載置されたワークの、該テーブルの前縁部から張り出した張出し部分を上下の挾持片で挾持して行うものである。従って本発明によるときは、テーブルへのワークの載置作業及び、加工されたワークをテーブルから取り外す作業を作業性よく行なうことができる。これによって生産性向上を期し得ることとなる。
The present invention has the following excellent effects.
(1) The workpiece clamp in the machine tool according to the present invention is not a pressing tool that presses the workpiece toward the upper surface of the table as in the conventional case. Instead of the workpiece placed on the table, This is performed by holding the protruding portion protruding from the front edge with upper and lower holding pieces. Therefore, according to the present invention, it is possible to perform work placing work on the table and work removing the processed work from the table with good workability. As a result, productivity can be improved.
(2) 本発明によるときは、テーブルの前縁部から張り出した張出し部分を上下の挾持片でクランプした状態で、該挾持した部分の前方側をなす被加工部に機械加工を施すことができる。このように、被加工部の際でワークをクランプするため、比較的小さなテーブル上に比較的大きなワークを載置した状態でも、該被加工部に対して、ビビリ振動を抑制して良好に機械加工を施すことができる。これによって、テーブルが小さい従来の小型の工作機械によっても、比較的小さなワークから比較的大きなワークまで加工できることとなり、ワークのサイズ面での範囲を拡大できることとなる。そしてこのように、被加工部の際でワークをクランプするため、最低の挾持力でクランプすればよい利点もある。 (2) According to the present invention, in a state where the overhanging portion protruding from the front edge portion of the table is clamped by the upper and lower holding pieces, machining can be performed on the workpiece that forms the front side of the holding portion. . In this way, since the workpiece is clamped at the portion to be processed, even when a relatively large workpiece is placed on a relatively small table, chatter vibration is suppressed against the workpiece and a good machine is achieved. Processing can be performed. As a result, even a conventional small machine tool with a small table can be processed from a relatively small workpiece to a relatively large workpiece, and the range in terms of the size of the workpiece can be expanded. And in this way, in order to clamp a workpiece | work in the case of a to-be-processed part, there also exists an advantage which should just clamp with the minimum clamping force.
(3) 特に、前記クランプ装置を構成する下の挾持片を、テーブルの上面の上方に突出する上昇位置と、該上面よりも低い下降位置と、該ワークの下面に当接した挾持位置をとることができるように構成するときは、該下の挾持片が上昇位置を呈した状態で、テーブル上のワークを前進させてその前面を該下の挾持片に当接させることにより、該ワークの前方側の位置決めを行なうことができる。即ち、該下の挾持片をワークの位置決めにも利用できることとなる。 (3) In particular, the lower gripping piece constituting the clamping device has a rising position protruding above the upper surface of the table, a lowering position lower than the upper surface, and a holding position in contact with the lower surface of the workpiece. When the lower holding piece is in the raised position, the workpiece on the table is advanced and the front surface of the workpiece is brought into contact with the lower holding piece. Positioning on the front side can be performed. That is, the lower gripping piece can be used for positioning the workpiece.
(4) 又、前記テーブルの前記下の挾持片に向き合う側の前縁部を、左右方向に延長する直線状縁部として構成する場合は、該テーブルの直径に近いワークであっても、テーブルに載置したワークを該直線状縁部(前縁部)から張り出し状態となし得る。
これによって、該張出し部分を上下の挾持片で挾持し、該挾持した部分の前方側をなす被加工部に機械加工を施すことができることとなり、ワークのサイズ面での範囲をより拡大できることとなる。
(4) If the front edge of the table facing the lower gripping piece is configured as a straight edge extending in the left-right direction, even if the workpiece is close to the diameter of the table, the table The workpiece placed on the straight edge (front edge) can be projected from the straight edge.
As a result, the overhanging portion can be clamped by the upper and lower gripping pieces, and machining can be performed on the work portion that forms the front side of the gripped portion, so that the range in terms of the size of the workpiece can be further expanded. .
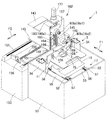
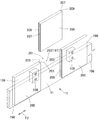
図1〜3、図21において本発明に係る工作機械1は、ワーク2が載置されるテーブル3と、該テーブル3の前方側に配設されたクランプ装置5(図3、図21)と、該テーブル3の前方側に配設されて前記ワーク2に機械加工を施す工具6とを具備し、該クランプ装置5は、前記テーブル3に載置されたワーク2の、該テーブル3の前縁部7から所要に張り出した張出し部分9を上下から挾持する上下の挾持片10,11を具えている。そして、該上下の挾持片10,11が、図21に示すように、該張出し部分9を挾持したワーククランプ状態で、前記工具6が、前記ワーク2の該挾持した部分12の前方側をなす被加工部13に機械加工を施すものである。
1 to 3, a
前記ワーク2は、図5に示すように直方体状を呈しており、平面視で、例えば、一辺の長さが150〜500mmに設定されている。図5においては、平面視で、一辺長さが300mmの正方形に形成されている。
As shown in FIG. 5, the
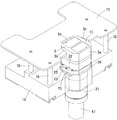
前記テーブル3は図6に示すように、その上面15が水平であり、割出し装置16によって上下方向の軸線回りに所要に回転できると共に、直線運動装置17(図1)によって前後方向F1で移動できる。
As shown in FIG. 6, the
前記割出し装置16は、図2、図6〜9に示すように、テーブル3の上面15に載置されたワーク2の外周をその周方向に所要の角度に分割するものである。該割出し装置16の具体的な構成を図6〜9に基づいて説明すれば、矩形板状を呈する可動台19の前側の中央部分で上下方向に貫設された支持孔20に支持筒体21が挿通されると共に、該支持筒体21の上端側で周設されたフランジ部22が、前記支持孔20の周縁部分23に載置された状態で、該フランジ部22が該周縁部分23にボルト25により固定されている。本実施例において該フランジ部22の前縁部26は、前方に突出する台形状の縁部として形成されており、その直線状基端縁部27の長さL1は、例えば132mmに設定されている。
As shown in FIGS. 2 and 6 to 9, the
そして図6〜7に示すように、該支持筒体21の軸線に沿って設けられた円形挿通孔29には、軸線を共通にして駆動軸30が挿通されており、該駆動軸30の上端部分31は、前記テーブル3の下側部分32にボルト固定されている。そして前記支持筒体21の上端部分には、該支持筒体21の軸線と同心に欠切凹所33が周方向に連続して設けられており、該欠切凹所33の底部35に、該欠切凹所33と同心のスラスト玉軸受36の下リング部材37が載置され、その上リング部材39の上面40で前記テーブル3の下面41を下方から支持する如くなされている。これによりテーブル3は、前記駆動軸30の軸線回りに回転可能となされている。そして前記駆動軸30は、上下方向で見て所要間隔で、上から下に向けて、ラジアル玉軸受42とスラスト玉軸受43とラジアル玉軸受45とで支持されて、軸線回りに回転自在とされている。又、該駆動軸30の下端部46には、回転角を正確に制御できるサーボモータやステッピングモータ等の制御モータ47の上向き突出のモータ出力軸49が減速機50を介して連結されており、図7に示すように、前記テーブル3の軸線L2と該駆動軸30の軸線L3と該モータ出力軸49の軸線L4は、上下方向を呈して合致している。又、前記工具6が前記ワーク2に加工を施している間において前記テーブル3が回転するのを防止するために、前記駆動軸30の下端部46と前記減速機50との間にブレーキ装置51が設けられている。
As shown in FIGS. 6 to 7, a
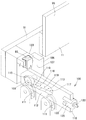
前記直線運動装置17は、図1〜2、図6、図10〜11に示すように、前記可動台19を前後方向F1で往復動可能とすることにより前記テーブル3を前後方向F1で往復動可能とするものであり、該可動台19の左右方向F2の両側部分の下面部に摺動部材52,52が設けられている。そして該摺動部材52,52が、前後方向支持台53内で立設された左右の支持立壁55,55の上端56,56に固設されてなる、前後方向F1に延長する案内レール57,57に案内されて、前後方向に往復動可能となされている。又、該可動台19の下面54には、図11に示すようにネジ筒部材59が固定され、該ネジ筒部材59は図10に示すように、前記案内レール57,57の延長方向に延び且つ両側が軸受58a,58bで支持されてなる駆動ネジ軸60に螺合されている。そして図11に示すように、該駆動ネジ軸60の後端部分61と、該後端部分61の下方に配設された、サーボモータやステッピングモータ等の制御モータ62のモータ出力軸63とは、歯車64,68とタイミングベルト74を介して連結されている。然して、該駆動ネジ軸60が該電動機62により正回転されることにより前記可動台19が前進でき、該駆動ネジ軸60が逆回転されることにより前記可動台19は後退できる。
As shown in FIGS. 1-2, 6, and 10-11, the
前記テーブル3は本実施例においては図8に示すように、平面視で正方形状を呈しており、円板体の前後左右部分が直線状にカットされることによって直線状縁部65,65,65,65が90度の角度を置いて形成され、隣り合う直線状縁部65,65間は円弧状に形成されている。従って該テーブル3の、前記下の挾持片11に向き合う側の前縁部7は、直線状縁部65として形成されている。そして、本実施例においては図8に示すように、該テーブル3の上面15の前後に浅底の凹部66,66が設けられ、該凹部66の底部分67には通気孔69が上下方向に設けられている。該通気孔69の上端は該底部分67の上面で開口すると共にその下端は、空気を吸引し或いは吹き出すエア吸引・吹出し装置(図示せず)に連結されている。前記テーブル3の対向する直線状縁部65,65間の距離は例えば132mmに設定されている。そして図1、図9〜10に示すように、該テーブル3の前側部分3aを除く左右側部分3b,3cと後側部分3dを取り囲むように、且つ、前記フランジ部22の側面73に略沿う状態で、該テーブル3を取り囲むワーク落下防止板75が配設されている。該ワーク落下防止板75は、図8〜9に示すように、支柱78の4本によって前記可動台19から浮き上げて設けられている。このように設けられたワーク落下防止板75は、テーブル3上に載置したワーク2がバランスを崩してテーブル3から外れた場合に、該ワークを下方から支持してワーク2の落下を防止する。
In the present embodiment, the table 3 has a square shape in plan view as shown in FIG. 8, and
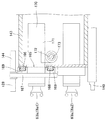
前記上の挾持片10は図3、図12〜14、図21に示すように、上の昇降装置76によって昇降でき、前記ワーク2の張出し部分9を押圧して前記下の挾持片11との間で該張出し部分9を挾持するものであり、その下面は、左右方向に延長する直線状の上の挾持面77とされている。
As shown in FIGS. 3, 12 to 14, and 21, the upper
該上の昇降装置76は、本実施例においては図1、図3に示すように、上下方向で伸縮し得るシリンダ79を具える。該シリンダ79は、前記前後方向支持台53の前側部分の両側で立設された支柱部材34,34の上端38,38相互を横架材44で連結してなる門形支柱48の、該横架材44の長さ方向の中央部位で立設されている。そして図12に示すように、該シリンダ79のピストンロッド80の下端部分81が継手82を介して前記上の挾持片10の上端部84の長さ方向の中央部位に連結されている。又、該上の挾持片10の左右方向の両端部分に設けられた摺動部材83,83が、図3〜4に示すように、前記支柱部材34,34の内側部分に上下方向に延長する如く設けられた案内レール85,85に案内されて上下方向F3で往復動可能となされている。
As shown in FIGS. 1 and 3, the
然して、前記ピストンロッド80が下降して前記シリンダ79が伸長するにつれ、図3に矢印で示すように、前記左右の摺動部材83,83が前記左右の案内レール85,85に案内されて安定状態で下降でき、図14に示すように、前記上の挾持片10の下面としての前記上の挾持面77が前記張出し部分9を下方向に押圧する。又、前記ピストンロッド80が上昇して前記シリンダ79が縮小するにつれ、前記左右の摺動部材83,83が前記左右の案内レール85,85に案内されて安定状態で上昇できる。
However, as the
本実施例においては図13(A)に示すように、前記挾持面77に等間隔で欠切凹部86を設けると共に該欠切凹部86にゴム質弾性素材からなるクッション材87を固定し、該クッション材87の下面89が、自由状態においては前記挾持面77から下方に稍突出する如く構成している。然して、前記上の挾持片10が下降して前記上の挾持面77が前記張出し部分9を押圧する際は、先ず、該クッション材87の下面89が該張出し部分9の上面90に当接し、その後、図13(B)に示すように、該クッション材87が弾性圧縮されて該上の挾持面77が該上面90を押圧する。従って本実施例においては、張出し部分9の上面90に対する前記上の挾持面77の押圧が、クッション材87の弾性圧縮を伴って静かに行なわれることになる。
In this embodiment, as shown in FIG. 13A, notch recesses 86 are provided at equal intervals on the holding
一方前記下の挾持片11は、本実施例においては図1〜3、図14〜16に示すように、左右方向F2に延長する基板部91の長さ方向の中央部分92で、上方突出板部95の下端部分96,96がボルト等によって固定されており、その上面は、左右方向に延長する直線状の下の挾持面97とされている。本実施例においては、図1、図3、図14に示すように、前記上方突出板部95の後面94の左右に位置させて、且つ、該上方突出板部95の上端98(下の挾持面97)の稍下方に位置させて、上面104,104が同高さの水平面を呈する受片108,108が設けられている。この受片108,108は、前記張出し部分9が不用意に下方向に下がった場合に、該張出し部分9を下方から受けてワーク2が落下するのを防止するものである。
On the other hand, as shown in FIGS. 1 to 3 and FIGS. 14 to 16, the
かかる構成を有する下の挾持片11は、図10、図15〜16に示す下の昇降装置100によって昇降でき、図16に示す、前記テーブル3の上面15の上方に突出する上昇位置101と、図17〜18に示す、該上面15より低い下降位置102と、図19に示す、下の挾持面97が前記ワーク2の下面103に当接した挾持位置105を取ることができる。
The
該下の昇降装置100は、本実施例においては図3、図10、図15〜16に示すように、前記基板部91の両端部分に固定された摺動部材123,123が、前記支柱部材34,34の内側部分に上下方向に延長する如く設けられた案内レール85,85に案内されて、上下方向で往復動可能となされている。又、図15〜16に示すように、該基板部91の両端側に固定された連結部材106,106の下端の、左右方向で見た外面107,107側に、水平な軸線回りに回転し得る係合ローラ109,109が設けられている。
In the present embodiment, as shown in FIGS. 3, 10, and 15 to 16, the
そして該係合ローラ109,109は、下面110が前後の支持ローラ111,111で支持されることにより前後動し得る、前後方向に長い前後動摺動板112に設けられた規制長孔113に、上下端126,127が密接した状態で嵌め入れられている。該規制長孔113は、前後方向に長い階段状の長孔として形成されており、下段規制孔115と、それよりも4mm程度上位置に存する中段規制孔116と、該中段規制孔116よりも更に5mm程度上位置に存する上段規制孔117とを具える。そして、該下段規制孔115と該中段規制孔116とは下の上向き傾斜孔119で連通状態とされると共に、該中段規制孔116と該上段規制孔117とは上の上向き傾斜孔119で連通状態とされている。又、かかる構成を有する前後動係合板112は、その後側部位120が、該前後動係合板112の後方に配設されて前後方向で伸縮し得るシリンダ121のピストンロッド122の前端に継手125を介してに連結されている。
The engaging
然して、前記ピストンロッド122が前進して前記シリンダ121が伸長することにより、前記前後動係合板112が前記前後の支持ローラ111,111で支持されて水平状態で前進できる。又、前記ピストンロッド122が後退して前記シリンダ121が縮小することにより、前記前後動係合板112が前記前後の支持ローラ111,111で支持されて水平状態で後退できる。
However, when the
図17〜18は、前記シリンダ121が最小に縮小して前記下段規制孔115に前記係合ローラ109が位置した状態を示し、該係合ローラ109の上下端126,127が該下段規制孔115の上下面129,130に密接に当接している。この状態で、前記下の挾持片11は、その下の挾持面97が前記ワーク2の下面103から4mm程度下方に位置する前記下降位置102を呈する。
17 to 18 show a state in which the
図19は、前記シリンダ121が稍伸長して前記中段規制孔116に前記係合ローラ109が位置した状態を示し、該係合ローラ109の上下端126,127が該中段規制孔116の上下面131,132に密接に当接している。この状態で、前記下の挾持片11は前記挾持位置105を呈する。
FIG. 19 shows a state in which the
図16は、前記シリンダ121が更に伸長して前記上段規制孔117に前記係合ローラ109が位置した状態を示し、該係合ローラ109の上下端126,127が該上段規制孔117の上下面133,135に密接に当接している。この状態で、前記下の挾持片11は、その下の挾持面97が前記ワーク2の下面103から5mm程度上方に突出した前記上昇位置101を呈する。
FIG. 16 shows a state in which the
そして図16に示すように、前記下の挾持片11が前記上昇位置101を呈した状態で、前記テーブル3の上面15にワーク2を吊り降ろし、該ワーク2を該上面15上で前進させてその前面136を該下の挾持片11の上側の突出部分137に当接させることにより、前記張出し部分9を形成できる如くなされている。このようにワーク2を移動させる際、前記エア吸引・吹出し装置によってエアを吹出すと、重量物であるワーク2をエアで浮上させて軽く移動させることができる。
Then, as shown in FIG. 16, the
なお本実施例においては、図1、図20に示すように、前記クランプ装置5の、左右方向F2で見た一側方に位置させて、前記ワーク2の前面136に隣接する隣接面139に当接し得る位置決め部140が設けられている。この位置決め部140は、前後方向F1で進退でき、その、左右方向F2での配置状態は、前記ワーク2の加工前の左右方向F2での辺141の長さ(ワーク幅)を数値制御部に入力することによって設定できる。例えば、この辺141の長さL2が300mmであるとき、ワーク幅を300mmと入力すれば、該位置決め部140は、本実施例においては後述する移動枠143の左右方向F2での移動によって、前記テーブル3の中心138からワーク幅の半分に等しい150mmだけ右方向(図1における右方向であり、図20においては左方向になる)に移動した位置に自動的に配置させることができる。
In this embodiment, as shown in FIGS. 1 and 20, the
従って本実施例においては、図16、図20に示すように、該下の挾持片11が前記上昇位置101を呈した状態で、前記テーブル3に載置されたワーク2の前記前面136と前記隣接面139を、該下の挾持片11の前記突出部分137(図16)と、突出状態にある前記位置決め部140に当接させることにより、該ワーク2の左右方向F2と前後方向F1の概略の位置決めを同時に行うことができる。又、図17〜18に示すように、前記下の挾持片11が前記下降位置102を呈した状態で前記テーブル3が、図17に矢印で示すように所要量前進して後、該下の挾持片11が図19に示すように前記挾持位置105を呈するように上昇すると共に前記上の挾持片10が下降することによって、前記張出し部分9が前記上下の挾持片10,11で挾持されるようになされている。なお、このように上下の挾持片10,11で前記張出し部分9を挾持する際、該張出し部分9を安定状態で挾持できる限り、該上下の挾持片10,11が上下対向状態にあることは必須ではない。図19においては、他の構成部品の配置状態との関係で若干位置ずれしている。
Accordingly, in this embodiment, as shown in FIGS. 16 and 20, the
前記工具6は、本実施例においては図1〜2、図21に示すように、前記ワーク2の縁部分142に面取り加工を施すフライス6aとして構成されている。該フライス6aは、本実施例においてはワーク2の面取り加工能率を向上させるために、左右方向F2で移動できる移動枠143の上下に設けられている。上のフライス6a1は、図22に示すように、左右方向F2と上下方向F3に移動できると共に、該移動枠143の左右方向F2での移動によって該移動枠143と共に左右方向F2に移動できる。これらによって、上のフライス6a1により、図21に示すように、前記ワーク2の水平な上の水平縁部142a(図5)と上下方向の垂直縁部142b(図5)に対して面取り加工を施すことができる。一方、下のフライス6a2は、図22に示すように、前記移動枠143の左右方向F2での移動によって左右方向F2には移動できるが上下方向F3には移動できないものであり、前記ワーク2の下の水平縁部142c(図5)に対して面取り加工を施すことができる。
In this embodiment, the
前記移動枠143は図1に示すようにボックス状を呈しており、前記前後方向支持台53の前端側に配設された左右方向支持台150に設けられている。そして、該移動枠143の左右方向F2で見た一側部分145(図1においては右側部分)の下部に位置させて前記下のフライス6a2が、その回転軸を後方に突出させて固設されている。又、該下のフライス6a2の外側(左右方向F2で見た外側)の下側部位に、前記位置決め部140が前後方向F1で伸縮可能に設けられている。
As shown in FIG. 1, the moving
前記移動枠143を左右方向F2で移動させる手段は、例えば図1、図23〜24に示すように構成されており、該移動枠143の下面の前後に設けられた摺動部材149,149が、前記左右方向支持台150の前後に平行して配設された、左右方向に延長する案内レール151,151に案内されて、左右方向F2で往復動可能となされている。そして図23〜24に示すように、該移動枠143の下面152にはネジ筒部材153(図24)が固設されると共に、該左右方向支持台150の前後方向で見た中央部分において、左右方向に延長する駆動ネジ軸155が配設され、該駆動ネジ軸155の両側が軸受156,156で支持されている。該駆動ネジ軸155の一方の端部分(図24においては右端部分)157は、継手159を介してサーボモータやステッピングモータ等の制御モータ160のモータ出力軸161が連結されている。そして、該駆動ネジ軸155が該制御モータ160により正回転されることにより、前記移動枠143は、左右方向F2の一端側位置(例えば図24に示す右端側位置)162に移動でき、該駆動ネジ軸155が逆回転されることにより、前記移動枠143は、左右方向F2の他端側位置(左端側位置)163に移動できる。
The means for moving the moving
又、前記上のフライス6a1を上下方向F3で移動させる手段は、例えば図1、図23、図25に示すように構成されており、前記移動枠143の前記左右方向の他側部分164の後面に開口された上下方向の昇降開口165(図1)の左右両側に位置させて、上下方向に延長する案内レール166,166が設けられている。そして、該上のフライス6a1を支持する昇降板167の後面の両側に設けられた摺動部材169,169が該左右の案内レール166,166に案内されて、該昇降板167が上下動可能となされている。
The means for moving the upper milling cutter 6a1 in the vertical direction F3 is configured, for example, as shown in FIGS. 1, 23, and 25, and the rear surface of the moving
又、前記上のフライス6a1は、図23、図25に示すように、その保護筒部170の外周面171にネジ筒部材172が固定されており、前記移動枠143内には、上下方向に延長する駆動ネジ軸173が上下の軸受174,175に支持されて垂直軸線回りに回転可能となされ、該駆動ネジ軸173に前記ネジ筒部材172が螺合されている。そして該駆動ネジ軸173の上下方向の一端部分(図23においては上端部分)175は、継手176を介してサーボモータやステッピングモータ等の制御モータ177のモータ出力軸179が連結されている。然して、該駆動ネジ軸173が該制御モータ177により正回転されることにより、前記昇降板167が上下方向の何れか一方向に向けて(図23においては下方に向けて)移動でき、該駆動ネジ軸173が逆回転されることにより、該昇降板167が上方に向けて移動できる。
Further, as shown in FIGS. 23 and 25, a
次に、かかる構成を有する工作機械1を用いて、前記テーブル3上のワーク2に前記上下のフライス6a1,6a2で面取り加工を施す作業工程を説明する。
Next, an operation process of chamfering the
先ず、例えば図2に示すように、前記テーブル3が前記上下の挾持片10,11の後方に離れた状態で、前記テーブル3の上面15にワーク2を吊り下ろす。このワーク2の吊り下ろしは、該テーブル3の上側には何ら障害物が存在しないことから容易に行なうことができる。テーブルの上面15にこのようにして吊り下ろしたワーク2について、図16、図20に基づいて前記したようにして概略の位置決めを行なうと、図16に示すように前記張出し部分9が形成される。その後、図19に示すように、該張出し部分9を上下の挾持片10,11で挾持して該ワーク2をクランプする。本実施例においては面取り加工の精度向上を図るために、該クランプに先立ち、測定器180(図1)を用いて、前記ワーク2の前記前面136が左右方向(前記フライス6aの水平移動方向)F2と正しく平行するようにワークの位置決めを行なうこととしている。
First, for example, as shown in FIG. 2, the
該測定器180は、本実施例においては例えば接触型の測定器180aとして構成されている。該測定器180は例えば図1、図20に示すように、前記移動枠143の左端側(図1における左端側であり、図20においては右端側になる)に設けられており、棒状の測定子183が保護筒184内に収容されている。そして該測定子183は、シリンダ144の伸縮によって前後方向F1で進退できるもので、図20に破線で示すように最も後退した状態から、図20に一点鎖線で示すように、前記上のフライス6a1の先端181を越えて、前記前面136に対して例えば50mmの範囲で前進(突出)できる。かかる構成の測定器180は、前記移動枠143の左右方向F2での移動によって左右方向で移動できる。
In this embodiment, the measuring
ここで、該測定器180によるワークの位置決め工程を説明する。前記位置決め部140が図25に示し、又、図20に一点鎖線で示すように後退し、且つ前記下の挾持片11が図17に示すように前記下降位置102を呈した状態で、図26(A)に示すように、前記測定子183が、前記ワーク2の前記前面136の左右方向で見た他端側位置(例えば図24に示す左端側の位置)163に移動し、該他端側位置(例えば、他端185から20〜30mm程度、内側に入った位置)163で、且つ、例えば図26(B)に示すように、ワーク2の底面190から2〜3mm上側の位置で、該測定子134が前記前面136に向けて前進する。該測定子183の先端186が、図26(A)の右側に実線で示すように該前面136に当接することにより、該前進した(突出した)長さに応じて、図20、図26(A)に示すように後退状態にある測定子183の先端186と該前面136との間の第1の距離D1を測定できる。
Here, the work positioning process by the measuring
その後、該測定子183は、図20、図26に破線で示すように後退した状態で、図26(A)に一点鎖線で示すように、前記前面136の一端側位置(図24に示す右端側位置)162に移動する。該一端側位置162(例えば一端189から20〜30mm程度、内側に入った位置)で、且つ、例えばワーク2の底面190から2〜3mm上側において、該測定子183が前記前面136に向けて前進する。該測定子183の先端186が図26(A)に一点鎖線で示すように該前面136に当接することにより、後退状態にある測定子183の先端186と該前面136との間の第2の距離D2を測定できる。
Thereafter, the measuring
なお本実施例において、該測定子183の前面136に対する当接位置をワーク2の底面190から2〜3mm上側に設定しているのは、ワーク2の最低厚さを4mmに設定したときにも該ワーク2を測定できるようにするためである。この底面190からの高さは、あくまでもワーク2の最低厚さとの関係で設定されるものであり、要は、工作機械1が加工の対象とするワークの厚さとの関係で決まるものである。
In this embodiment, the contact position of the measuring
測定された該第1の距離D1と該第2距離D2が同一の時は、前記前面136が、前記測定器180の移動方向(左右方向F2)と正しく平行していることになる。該第1の距離D1と該第2の距離D2が相違する場合は、前記テーブル3が、前記制御モータ47によって前記軸線回りに所要量回転せしめられる。これにより、前記他端側位置163における、前記先端186と前記前面136との間の距離D1と、前記一端側位置162における、前記先端186と前記前面136との間の距離D2とが等しくなるように補正される。この補正によって、前記前面136が前記左右方向(前記フライス6aの水平移動方向)F2と正しい平行状態となる。
When the measured first distance D1 and the second distance D2 are the same, the
このようにしてワーク2が位置決めされて後、面取りの大きさ(深さ)を考慮して、前記テーブル3が、図18に示すように所要量(例えば10〜20mm程度)前進される。然る後、図19に示すように、前記張出し部分9が上下の挾持片10,11で挾持されることによって前記ワーク2がクランプされる。該ワーククランプ状態で、例えば図21に示すように、前記上下のフライス6a1,6a2が、被加工部13である前記縁部分142に対して面取り加工を施す。本実施例においては、前記上のフライス6a1は左右方向に移動できるだけでなく上下方向にも移動できるため、前記被加工部13の左右方向の上の水平縁部142a(図5)に対して面取り加工を施すことができることに加えて、上下方向の垂直縁部142b(図5)に対しても面取り加工を施すことができる。なお、上のフライス6a1によってワーク2の上の水平縁部142aに面取り加工を施す場合の面取りの大きさ(深さ)は、例えば、該上のフライス6a1の上下方向の移動量の初期設定によって、又は、前記テーブル3の前後方向の移動量の初期設定によって決めることができる。又、下のフライス6a2は、図21に示すように、下の水平縁部142c(図5)に面取り加工を施すことができるが、その面取りの大きさ(深さ)は、例えば、前記テーブル3の前後方向の移動量の初期設定によって決めることができる。なお、各部の面取りの大きさ(深さ)は異ならせることもできる。
After the
本発明は、前記測定器180を非接触型の光電装置180bに変更して次のように構成することもできる。即ち、本発明に係る工作機械1は、前記と同様にして、前記下の挾持片11が前記上昇位置101(図16)を呈した状態で、前記テーブル3に載置されたワーク2が前進され該ワーク2の前面136が該下の挾持片11に当接されることによって、前記と同様にして張出し部分9が形成される如くなされている。その後、該下の挾持片11は前記下降位置102(図17)を呈する如くなされ、この状態で、左右方向に移動し得る測定器(光電装置180b)180の測定子183が、図27に実線で示すように、前記ワーク2の前記前面136の左右方向で見た他端側位置163に移動する。そして該他端側位置163において、該測定子183の先端191で光線が照射され該前面136で反射された反射光を検出部が検出することにより、例えば三角方式によって、該先端191と該前面136との間の第1距離D3を測定できる。
The present invention can also be configured as follows by changing the measuring
又、該測定子183が、図27に一点鎖線で示すように、前記ワーク2の前記前面136の左右方向で見た一端側位置162に移動し、該一端側位置162において、該測定子183の先端191で光線が照射され該前面136で反射された反射光を検出部が検出することにより、同様にして、該先端191と該前面136との間の第2の距離D4を測定できる。測定された該第1の距離D3と該第2の距離D4が相違する場合は、前記テーブル3が前記軸線回りに所要量回転せしめられることにより、前記他端側位置163における前記先端191と前記前面136との間の距離と、前記一端側位置162における前記先端191と前記前面136との間の距離が等しくなるように補正が行われるようになされている。
Further, as shown by a one-dot chain line in FIG. 27, the measuring
その後、前記と同様にして、前記テーブル3が所要量前進され、前記張出し部分9が上下の挾持片10,11で挾持されることによって前記ワーク2がクランプされる。該ワーククランプ状態で、前記フライス6aが、前記被加工部13である前記縁部分142に対して面取り加工を施す。
Thereafter, in the same manner as described above, the table 3 is advanced by a required amount, and the projecting
前記ワーク2の一つの加工面(前面)における上下の面取り加工が終了した後、前記上下の挾持片10,11による挾持状態が解除される。この状態で、前記テーブル3を90度回転させることにより、新たな加工面の上下の縁部に対して面取り加工を施すことができる。順次、90度づつ同一方向に回転させて、前記のようにして測定器180による測定を行なう。その後、必要に応じて前記のような補正が行なわれ、前記と同様にして張出し部分9を上下の挾持片10,11で挾持し、然る後、前記前面136に所要の面取り加工を施す。これによって、4つの面の全てに関して所要の面取り加工を施すことができる。このように90度回転させる際、回転時におけるワーク2の安定性を向上させるために、該ワーク2を、前記エア吸引・吹出し装置のエア吸引によるバキューム吸着によってテーブル3に固定状態にするのがよい。特に、テーブル3に大型のワーク2を固定する場合は、併せて、図示しない磁気吸着装置による磁気吸着作用によって、テーブル3に対する固定を更に強固に行なうこともできる。
After the upper and lower chamfering processing on one processing surface (front surface) of the
本実施例においては、前記のように、前記テーブル3の前記下の挾持片11に向き合う側の前縁部7を、左右方向に延長する直線状縁部65として形成しているため、テーブル径に近い大きさの比較的小さなワーク(例えば、前記対向する直線状縁部65,65間の距離よりも若干大きい一辺長さを有する平面視で正方形を呈する直方体状のワーク)2であっても、テーブルの上面15に載置した該ワーク2を該直線状縁部(前記前縁部7)65から張り出し状態となし得、該張出し部分9を、該直線状縁部65に近接した部位で上下の挾持片10,11で挾持でき、該挾持した部分の前方側をなす被加工部13に機械加工を施し得ることとなる。
In the present embodiment, as described above, the
このことを、図28に示す第1タイプと図29に示す第2タイプに分けて説明する。
第1タイプにおいては、前記テーブル3は前記と同様にしてフランジ部22を有しており、前記テーブルの前縁部7は直線状縁部65として形成され、該前縁部7と前記フランジ部22の前縁部26は同一の垂直面内に存しており、前記と同様の構成を有している。なお説明の便宜上、テーブル3にハッチングを施している。この点は、図29、図32において同じ。
This will be described separately for the first type shown in FIG. 28 and the second type shown in FIG.
In the first type, the table 3 has the
又、前記上下の挾持片10,11は、図28(A)(B)に示すように、前記と同様の構成を有していて前後に若干位置ずれしている。そしてワーク2は、図28(A)においては、平面視で一辺長さが例えば207mmに設定された正方形状を呈する直方体状ワークとして構成されており、前記テーブル3の上面15に載置されている。そして、前記ワーク2の前側部分が前記テーブル3の前縁部7から前方に稍突出して張出し部分9が形成されている。
Further, as shown in FIGS. 28A and 28B, the upper and lower
この状態で、図28(B)に示すように、前記下の挾持片11の下の挾持面97が前記張出し部分9の下面103に当接した前記挾持位置105を呈すると共に、前記上の挾持片10は、前記上の挾持面77が前記ワーク2の前記張出し部分9の上面90に当接し、該上下の挾持片10,11によってワーク2が挾持された状態にある。そして、上下の挾持片10,11が挾持した部分12の前方側をなす被加工部13に対して工具6による機械加工が施されるようになされている。
In this state, as shown in FIG. 28 (B), the lower gripping
今、図28(A)に示す場合において前記テーブル3が、図28(C)に示すように、前縁部7が突の円弧状縁部192を有するもの(即ちテーブル3が平面視で円形状を呈するもの)に変更されたとする。この場合は、図28(C)に示すように、該テーブル3の該円弧状縁部192の前端193と前記ワーク2の前縁195との間をなす張出し部分9の幅W1が小さくなってしまう。これでは、上下の挾持片10,11が挾持した部分12の前側部分をなす被加工部13に対して、工具6による機械加工を施さんとしても、困難乃至不可能となってしまう。そのため必然的に、ワーク2の一辺長さを図28(D)に示すように大きく設定せざるを得なくなる。図28(D)においては、一辺長さを235mmに設定した場合を示している。
Now, in the case shown in FIG. 28 (A), the table 3 has an
図28(A)と図28(D)とを対比すれば明らかなように、テーブルの前縁部7を直線状縁部65として形成する方が、一辺長さのより小さいワークであっても被加工部13に機械加工を施し得ることとなるのである。
As apparent from a comparison between FIG. 28A and FIG. 28D, it is possible to form the
前記第2タイプのものは、図29に示す場合において、前記上下の挾持片10,11が前後に位置ずれしておらず、該上下の挾持片10,11の挾持面77,97が平面視で合致している場合を示している。又図29(C)は、上下の挾持片10,11が前後に位置ずれしていない場合において、前記テーブル3の前縁部7が突の円弧状縁部192として構成された場合を示している。
In the case of the second type, in the case shown in FIG. 29, the upper and
この場合も、図29(A)と図29(C)とを対比すれば明らかなように、テーブルの前縁部7を直線状縁部65として形成する方が、一辺長さのより小さいワークであっても被加工部13に機械加工を施し得ることとなるのである。
Also in this case, as apparent from a comparison between FIG. 29A and FIG. 29C, it is easier to form the
本発明は、前記実施例で示したものに限定されるものでは決してなく、「特許請求の範囲」の記載内で種々の設計変更が可能であることはいうまでもない。その一例を挙げれば次のようである。 The present invention is by no means limited to those shown in the above-described embodiments, and it goes without saying that various design changes can be made within the scope of the claims. One example is as follows.
(1) 前記測定器180が接触型の測定器として構成される場合、前記実施例においては、前記測定子183が前記前面136に向けて前進して、該測定子183の先端186が該前面136に当接することにより、該先端186と該前面136との間の第1の距離D1や第2の距離D2を測定するように構成されているが、これとは逆に、測定子183は前進させずに固定状態とし、該固定状態の測定子183に対してテーブル3を前進させ、該測定子183の先端186が該前面136に当接することにより第1の距離D1と第2の距離D2を測定できるように構成することもできる。或いは、測定子183の前進とテーブル3の前進を組合わせて構成することもできる。このような構成は、前記測定子183の前進ストロークが大きくなり過ぎてしまう場合や、前進ストロークが不足する場合に特に好ましい。
(1) When the measuring
(2) 前記の各シリンダ79,121としては、エアシリンダや油圧シリンダ、その他の流体圧シリンダを採用できる。
(2) As each of the
(3) 本発明に係る工作機械による機械加工には、前記した面取り加工の他、ワークの側面全体のフライス加工や、孔明け加工、上下方向の溝切り等の溝切り加工、タップ加工、研磨加工、パンチング加工等、前記被加工部13に対して施すことが可能な各種の機械加工を含むものである。
(3) For machining by the machine tool according to the present invention, in addition to the chamfering described above, milling of the entire side surface of the workpiece, drilling, grooving such as vertical grooving, tapping, polishing Various machining processes that can be performed on the
(4) 機械加工が面取り加工である場合、前記フライス(工具)6aの個数は前記のように2個とされることの他、前記した可動のフライス6a1の1個だけとされることもある。フライス6aが1個の場合も、該フライス6aの移動動作によって、ワークの前面136における上下左右の縁部分142a,142cに面取り加工を施すことができる。
(4) When the machining is chamfering, the number of the milling cutters (tools) 6a may be two as described above, or may be only one of the movable milling cutters 6a1. . Even when the number of
(5) 前記テーブル3は、前記した平面視で正方形状の形態を呈するものとして構成されることの他、平面視で円形乃至その他の形態を呈するものとして構成されることもある。 (5) The table 3 may be configured to have a square shape in a plan view as well as a circular shape or other shapes in a plan view.
(6) 本発明に係る工作機械で加工できるワークは、平面視で正方形状を呈するものには特定されず、平面視で、長方形状や六角形状、八角形状、台形状、菱形状等の多角形状を呈するものの他、円弧状等の曲線状辺と直線状辺との組合せからなる形態を呈するものであってもよい。 (6) Workpieces that can be machined by the machine tool according to the present invention are not specified as those that have a square shape in a plan view, but are polygons such as a rectangular shape, a hexagonal shape, an octagonal shape, a trapezoidal shape, and a rhombus shape in a plan view. In addition to the shape, the shape may be a combination of a curved side such as an arc and a straight side.
(7) 図30〜32は、下の挾持片11のその他の態様を示すものであり、左右方向F2に延長する基板部91の左右部分196,196で、前記フランジ部22の前記直線状基端縁部27を逃がすための逃がし間隙197(例えば140mmの幅を有する)を形成して左右の上方突出板部199,199の下端部分200,200がボルト等によって固定されており、該下の挾持片11の長さ方向の中央部分には、上端201が開放した欠切開放部202(前記逃がし間隙197)が設けられている。そして、該左右の突出板部199,199の向き合う面203,203には、上下方向に延長するスライド溝205,205が設けられている。該スライド溝205,205には、該欠切開放部202を閉じるように配設される繋ぎ板部206の両側面207,207に上下方向に突設されたスライド突条209,209が嵌め入れられるようになされており、該繋ぎ板部206は、上下方向で移動できて着脱可能となされている。図31は、該繋ぎ板部206が前記欠切開放部202を閉じた状態を示しており、該繋ぎ板部206の上面210と前記上方突出板部199,199の上面207,207は面一状態にあり、この面一の上面が前記下の挾持片11の下の挾持面97を形成している。
(7) FIGS. 30 to 32 show other modes of the lower
下の挾持片11を、このようにして開閉可能な欠切開放部202を有する如く構成する場合は、前記繋ぎ板部206で該欠切開放部202を閉じることによって形成された直線状の下の挾持面97と、前記上の挾持片10の下面としての上の挾持面77との間で、ワーク2の前記張出し部分9を安定的に挾持できることになる。そして前記繋ぎ板部206を取り外すことにより、例えば図32に示すように、前記テーブル3の前記フランジ部22の前側部分211を前記逃がし間隙(欠切開放部202)内に嵌め入れた状態にしてテーブル3を極力前進状態とする。この状態で前記欠切開放部202の幅よりも小さい比較的小物のワーク2を前記テーブル3の上面15に載置し、該ワーク2を図32に示すように、該欠切開放部202を通して手動で前進させると、被加工部13に対して工具6により機械加工を施すことができることになる。
When the lower
1 工作機械
2 ワーク
3 テーブル
5 クランプ装置
6 工具
6a フライス
6a1 上のフライス
6a2 下のフライス
7 テーブルの前縁部
9 張出し部分
10 上の挾持片
11 下の挾持片
12 挾持した部分
13 被加工部
15 テーブルの上面
16 割出し装置
19 可動台
22 フランジ部
26 フランジ部の前縁部
27 基端縁部
47 制御モータ
62 制御モータ
65 テーブルの直線状縁部
75 ワーク落下防止板
93 逃がし間隙
99 欠切開放部
101 下の挾持片の上昇位置
102 下の挾持片の下降位置
103 ワークの下面
105 下の挾持片の挾持位置
109 係合ローラ
112 前後動係合板
113 規制長孔
115 下段規制孔
116 中段規制孔
117 上段規制孔
136 ワークの前面
139 隣接面
140 位置決め部
143 移動枠
160 制御モータ
167 昇降板
177 制御モータ
180 測定器
183 測定子
186 測定子の先端
190 ワークの底面
DESCRIPTION OF
Claims (6)
前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークを前進させて該ワークの前面を該下の挾持片に当接させることにより、前記張出し部分が形成される如くなされており、該下の挾持片が前記下降位置を呈した状態で前記テーブルが所要量前進して後、前記下の挾持片が前記挾持位置を呈するように上昇して前記張出し部分が前記上下の挾持片で挾持されることを特徴とする請求項1記載のワークの張出し部分をクランプするクランプ装置を具備する工作機械。 The table can move in the front-rear direction, and the lower gripping piece has a raised position protruding above the upper surface of the table, a lowered position lower than the upper surface, and a clamping position in contact with the lower surface of the workpiece. It is possible,
With the lower holding piece in the raised position, the workpiece placed on the upper surface of the table is advanced to bring the front surface of the workpiece into contact with the lower holding piece, so that the overhanging portion is After the table has advanced by a required amount in a state where the lower holding piece is in the lowered position, the lower holding piece is raised so that the lower holding piece is in the holding position. 2. A machine tool comprising a clamping device for clamping a projecting portion of a workpiece according to claim 1, wherein the portion is clamped by the upper and lower clamping pieces.
前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークが前進され該ワークの前面が前記下の挾持片に当接されることによって前記張出し部分が形成される如くなされており、その後、該下の挾持片は前記下降位置を呈する如くなされ、この状態で、左右方向に移動し得る測定器の測定子が、前記ワークの前記前面の左右方向で見た一端側に移動し、該一端側位置で、該測定子が前記前面に向けて相対的に前進し、該測定子の先端が該前面に当接することにより該先端と該前面との間の第1距離を測定できると共に、該測定子が、前記ワークの前記前面の左右方向で見た他端側に移動し、該他端側位置で、該測定子が前記前面に向けて相対的に前進し、該測定子の先端が該前面に当接することにより該先端と該前面との間の第2距離を測定できるようになされており、
測定された該第1距離と該第2距離が相違する場合は、前記テーブルが前記軸線回りに所要量回転せしめられることにより、前記一端側位置における前記先端と前記前面との間の距離と、前記他端側位置における前記先端と前記前面との間の距離が等しくなるように補正が行われるようになされており、
その後、前記テーブルが所要量前進され、前記張出し部分が上下の挾持片で挾持されることによって前記ワークがクランプされる如くなされ、該ワーククランプ状態で、前記工具が、前記被加工部に機械加工を施すことを特徴とする請求項1記載のワークの張出し部分をクランプするクランプ装置を具備する工作機械。 The tool performs cutting on the workpiece by moving linearly in the left-right direction, and the table can rotate about the vertical axis and move in the front-rear direction,
With the lower holding piece in the raised position, the work placed on the upper surface of the table is advanced and the front surface of the work is brought into contact with the lower holding piece to form the protruding portion. After that, the lower gripping piece is set to exhibit the lowered position, and in this state, the measuring element of the measuring instrument that can move in the left-right direction is viewed in the left-right direction of the front surface of the workpiece. The probe is moved forward relative to the front surface at the one end side position, and the tip of the probe contacts the front surface so that the tip is located between the tip and the front surface. The first distance can be measured, and the measuring element moves to the other end side of the work in the left-right direction, and the measuring element is relatively moved toward the front surface at the other end side position. It moves forward, and the tip of the measuring element comes into contact with the front surface. And made is by such a second distance can be measured between the front,
If the measured first distance and the second distance are different, the table is rotated by a required amount around the axis, whereby the distance between the tip and the front surface at the one end side position; Correction is performed so that the distance between the front end and the front surface at the other end side position is equal,
Thereafter, the table is advanced by a required amount, and the projecting part is clamped by upper and lower clamping pieces so that the workpiece is clamped. In the workpiece clamping state, the tool is machined on the workpiece. A machine tool comprising a clamping device for clamping a projecting portion of a workpiece according to claim 1.
前記下の挾持片が前記上昇位置を呈した状態で、前記テーブルの上面に載置されたワークが前進され該ワークの前面が前記下の挾持片に当接されることよって前記張出し部分が形成される如くなされており、その後、該下の挾持片は前記下降位置を呈する如くなされ、この状態で、左右方向に移動し得る測定装置の測定子が、前記ワークの前記前面の左右方向で見た一端側に移動し、該一端側位置で、該測定子から光線が照射され該前面で反射された反射光を検出部で検出することにより該先端と該前面との間の第1距離を測定できると共に、前記測定子が、前記ワークの前記前面の左右方向で見た他端側に移動し、該他端側位置で、該測定子から光線が照射され該前面で反射された反射光を検出部で検出することにより該先端と該前面との間の第2距離を測定できるようになされており、
測定された該第1距離と該第2距離が相違する場合は、前記テーブルが前記軸線回りに所要量回転せしめられることにより、前記一端側位置における前記先端と前記前面との間の距離と、前記他端側位置における前記先端と前記前面との間の距離が等しくなるように補正が行われるようになされており、
その後、前記テーブルが所要量前進され、前記張出し部分が上下の挾持片で挾持されることによって前記ワークがクランプされる如くなされ、該ワーククランプ状態で、前記工具が、前記被加工部に機械加工を施すことを特徴とする請求項1記載のワークの張出し部分をクランプするクランプ装置を具備する工作機械。 The tool performs cutting on the workpiece by moving linearly in the left-right direction, and the table can rotate about the vertical axis and move in the front-rear direction,
With the lower holding piece in the raised position, the work placed on the upper surface of the table is advanced and the front surface of the work is brought into contact with the lower holding piece to form the overhanging portion. After that, the lower holding piece is set to exhibit the lowered position, and in this state, the measuring element of the measuring device that can move in the left-right direction is seen in the left-right direction of the front surface of the workpiece. The first distance between the tip and the front surface is detected by detecting the reflected light that is irradiated with light from the probe and reflected by the front surface at the one end side position. Reflective light that can be measured and the probe moves to the other end side of the workpiece in the left-right direction as viewed in the left-right direction, and is irradiated with light from the probe at the other end position and reflected by the front surface. Is detected by the detection unit, and the tip and the front surface And made is by such a second distance can be measured in,
If the measured first distance and the second distance are different, the table is rotated by a required amount around the axis, whereby the distance between the tip and the front surface at the one end side position; Correction is performed so that the distance between the front end and the front surface at the other end side position is equal,
Thereafter, the table is advanced by a required amount, and the projecting part is clamped by upper and lower clamping pieces so that the workpiece is clamped. In the workpiece clamping state, the tool is machined on the workpiece. A machine tool comprising a clamping device for clamping a projecting portion of a workpiece according to claim 1.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011036069A JP5032679B2 (en) | 2010-10-27 | 2011-02-22 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010241012 | 2010-10-27 | ||
| JP2010241012 | 2010-10-27 | ||
| JP2011036069A JP5032679B2 (en) | 2010-10-27 | 2011-02-22 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012144443A Division JP5393846B2 (en) | 2010-10-27 | 2012-06-27 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012106327A true JP2012106327A (en) | 2012-06-07 |
| JP5032679B2 JP5032679B2 (en) | 2012-09-26 |
Family
ID=46492531
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011036069A Active JP5032679B2 (en) | 2010-10-27 | 2011-02-22 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
| JP2012144443A Active JP5393846B2 (en) | 2010-10-27 | 2012-06-27 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012144443A Active JP5393846B2 (en) | 2010-10-27 | 2012-06-27 | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP5032679B2 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109570604A (en) * | 2018-11-02 | 2019-04-05 | 常州机电职业技术学院 | Needle bearing retainer splitting device and method |
| CN111531248A (en) * | 2020-04-18 | 2020-08-14 | 江阴市扬子管件有限公司 | Small-bore elbow groove machining tool |
| JP2020131331A (en) * | 2019-02-18 | 2020-08-31 | 株式会社Ihi | Blade gripping jig |
| CN113878393A (en) * | 2021-10-25 | 2022-01-04 | 广东普拉迪科技股份有限公司 | Multi-head horizontal machining tool |
| CN114714446A (en) * | 2022-04-25 | 2022-07-08 | 浙江金立方门业有限公司 | Multi-shaft angle limiting positioning and clamping device for door industry product processing |
| CN117444851A (en) * | 2023-12-21 | 2024-01-26 | 宁波华众塑料制品有限公司 | Three-jaw clamping and sucking integrated clamp |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245712A (en) * | 1992-02-28 | 1993-09-24 | Shinkusu Kk | Automatic cutting-stroke setter for beveling machine |
| JPH06226577A (en) * | 1993-01-29 | 1994-08-16 | Synx Kk | Work clamping device of edge preparation machine |
| JP2002028834A (en) * | 2000-07-13 | 2002-01-29 | Nakano:Kk | Machining deflection preventing support |
| JP2003048131A (en) * | 2001-08-07 | 2003-02-18 | Mitsubishi Heavy Ind Ltd | Steel pipe end face working device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5914120Y2 (en) * | 1979-05-07 | 1984-04-25 | ハタリ−精密工業株式会社 | clamp device |
| JPH0315044U (en) * | 1989-06-23 | 1991-02-15 | ||
| JPH0315041U (en) * | 1989-06-28 | 1991-02-15 | ||
| JPH07108413A (en) * | 1993-10-06 | 1995-04-25 | Komatsu Ltd | Work cutting method of shearing machine and work drawing back device |
| JPH10230406A (en) * | 1997-02-20 | 1998-09-02 | Hitachi Zosen Corp | Working machine |
-
2011
- 2011-02-22 JP JP2011036069A patent/JP5032679B2/en active Active
-
2012
- 2012-06-27 JP JP2012144443A patent/JP5393846B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245712A (en) * | 1992-02-28 | 1993-09-24 | Shinkusu Kk | Automatic cutting-stroke setter for beveling machine |
| JPH06226577A (en) * | 1993-01-29 | 1994-08-16 | Synx Kk | Work clamping device of edge preparation machine |
| JP2002028834A (en) * | 2000-07-13 | 2002-01-29 | Nakano:Kk | Machining deflection preventing support |
| JP2003048131A (en) * | 2001-08-07 | 2003-02-18 | Mitsubishi Heavy Ind Ltd | Steel pipe end face working device |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109570604A (en) * | 2018-11-02 | 2019-04-05 | 常州机电职业技术学院 | Needle bearing retainer splitting device and method |
| JP2020131331A (en) * | 2019-02-18 | 2020-08-31 | 株式会社Ihi | Blade gripping jig |
| CN111531248A (en) * | 2020-04-18 | 2020-08-14 | 江阴市扬子管件有限公司 | Small-bore elbow groove machining tool |
| CN113878393A (en) * | 2021-10-25 | 2022-01-04 | 广东普拉迪科技股份有限公司 | Multi-head horizontal machining tool |
| CN114714446A (en) * | 2022-04-25 | 2022-07-08 | 浙江金立方门业有限公司 | Multi-shaft angle limiting positioning and clamping device for door industry product processing |
| CN114714446B (en) * | 2022-04-25 | 2022-11-04 | 浙江金立方门业有限公司 | Multi-shaft angle limiting positioning and clamping device for door industry product processing |
| CN117444851A (en) * | 2023-12-21 | 2024-01-26 | 宁波华众塑料制品有限公司 | Three-jaw clamping and sucking integrated clamp |
| CN117444851B (en) * | 2023-12-21 | 2024-05-10 | 宁波华众汽车饰件科技有限公司 | Three-jaw clamping and sucking integrated clamp |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012179713A (en) | 2012-09-20 |
| JP5393846B2 (en) | 2014-01-22 |
| JP5032679B2 (en) | 2012-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5393846B2 (en) | Machine tool comprising a clamping device for clamping a projecting portion of a workpiece | |
| KR101209826B1 (en) | Milling machine jig for precision parts | |
| CN211489708U (en) | Radial drill of high efficiency high accuracy | |
| KR20090082019A (en) | A carving machine with laser cutter | |
| TW200909121A (en) | Machine tool for precision micro-milling and/or drilling | |
| CN111412839B (en) | Vertical milling cutter line laser on-machine wear state detection experiment table and detection method | |
| CN210387968U (en) | Laser cutting equipment | |
| KR200445996Y1 (en) | Milling Vice For Convenient a Plane Cutting | |
| TWM515440U (en) | CNC turning and milling machining center | |
| TWI538773B (en) | Feeding device, machine tool using the same, and machine method of using the same | |
| CN210756576U (en) | Clamping tool for machining | |
| CN204413404U (en) | Laser cutting fast-positioning device | |
| CN105149664A (en) | Special milling machine for special key slot and processing process for special key slot | |
| JP2012106330A (en) | Measuring instrument | |
| KR20090090728A (en) | Vise of connecting type and clamping apparatus using the same | |
| CN104325399B (en) | A kind of simple positioning clamping device of saddle | |
| CN214979471U (en) | Joint notch milling machine fixture | |
| CN215545226U (en) | Fine inclined hole groove cutting milling machine machining device for metal part | |
| KR20160109760A (en) | Boring machine | |
| CN103157840B (en) | Method for end milling of double-sided inclined workpiece | |
| CN102501113A (en) | Tool fixture | |
| KR20170069403A (en) | A Drill Machine for Forming a Plural of Tabs with a Structure of Regulating an Angle in a Plane and a Torque in Process | |
| CN212947406U (en) | Clamp height adjusting device | |
| KR102528418B1 (en) | Multi-axis drilling machine to drill multiple hole at the same time by fixing long workpiece | |
| CN212265282U (en) | Unloading mechanism in automation of beveler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20120308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120314 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120601 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5032679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20180706 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |