JP2012106325A - 切削加工方法 - Google Patents
切削加工方法 Download PDFInfo
- Publication number
- JP2012106325A JP2012106325A JP2010258975A JP2010258975A JP2012106325A JP 2012106325 A JP2012106325 A JP 2012106325A JP 2010258975 A JP2010258975 A JP 2010258975A JP 2010258975 A JP2010258975 A JP 2010258975A JP 2012106325 A JP2012106325 A JP 2012106325A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- laser beam
- work material
- workpiece
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Turning (AREA)
Abstract
【課題】レーザ光を効率的に利用して、被削材を加工可能な切削加工方法を提供する。
【解決手段】ワーク1と当接し、ワーク1を切削する切削工具4によって、ワーク1を所定の形状に加工する切削加工方法において、ワーク1を切削工具4にて切削する切削工程では、ワーク1におけるせん断面SPに対してレーザ光を集光照射して加熱することによりワーク1の強度を低下させる。これによると、ワーク1におけるせん断面SPに対して、局所的にレーザ光を集光照射するので、レーザ光に必要とされるエネルギ量の増大を抑制しつつ、ワーク1の強度を低下させて、切削加工時の切削抵抗を低下させることが可能となる。従って、切削加工において、効率よくレーザ光を利用して、ワーク1を加工することができる。
【選択図】図1
【解決手段】ワーク1と当接し、ワーク1を切削する切削工具4によって、ワーク1を所定の形状に加工する切削加工方法において、ワーク1を切削工具4にて切削する切削工程では、ワーク1におけるせん断面SPに対してレーザ光を集光照射して加熱することによりワーク1の強度を低下させる。これによると、ワーク1におけるせん断面SPに対して、局所的にレーザ光を集光照射するので、レーザ光に必要とされるエネルギ量の増大を抑制しつつ、ワーク1の強度を低下させて、切削加工時の切削抵抗を低下させることが可能となる。従って、切削加工において、効率よくレーザ光を利用して、ワーク1を加工することができる。
【選択図】図1
Description
本発明は、被削材を加工する切削加工方法に関する。
従来、ステンレス鋼や耐熱鋼といった難切削材料の切削加工において、切屑処理性の向上を図るために、被削材にレーザ光を照射して加熱し、被削材の強度を低下させた上で、被削材を切削加工する切削方法(レーザ加熱切削)が提案されている(例えば、特許文献1参照)。
しかし、特許文献1に記載の切削加工方法の如く、単に、被削材の表面にレーザ光を照射して被削材を加熱すると、レーザ光に多大なエネルギ量が必要となり、効率が悪いといった課題がある。このような課題より、レーザ光を利用して被削材を加工する切削加工方法の実用化が困難となっている。
本発明は上記点に鑑みて、レーザ光を効率よく利用して、被削材を加工可能な切削加工方法を提供することを目的とする。
上記目的を達成するため、請求項1に記載の発明では、被削材(1)と当接し被削材(1)を切削する切削工具(4)によって、被削材(1)を所定の形状に加工する切削加工方法において、被削材(1)を切削工具(4)にて切削する切削工程では、被削材(1)におけるせん断面(SP)に対してレーザ光を集光照射して加熱することにより被削材(1)の強度を低下させながら切削加工することを特徴とする。
これによると、被削材(1)におけるせん断面(SP)に対して、局所的にレーザ光を集光照射するので、レーザ光に必要とされるエネルギ量の増大を抑制しつつ、被削材(1)の強度を低下させて、切削加工時の切削抵抗を低下させることが可能となる。従って、切削加工において、レーザ光を効率よく利用して、被削材(1)を加工することができる。
また、請求項2に記載の発明では、請求項1に記載の切削加工方法において、切削工程を行う際の前処理として、被削材(1)における少なくとも加工部位を所望の温度に維持する断熱処理を施すことを特徴とする。
このように、切削工程の前処理により被削材(1)を高い温度に維持することで、切削工程時における切削抵抗を低下させることができるので、レーザ光に必要とされるエネルギ量増大の抑制を図ることができる。従って、レーザ光をより効率的に利用して、作業負荷を極力抑えて被削材(1)を加工することが可能となる。
また、請求項3に記載の発明では、請求項1または2に記載の切削加工方法において、切削工程を行う前の前処理として、被削材(1)における少なくとも加工部位を所望の温度に加熱する加熱処理を施すことを特徴とする。
このように、切削工程の前処理により被削材(1)を高い温度に加熱することで、切削工程時における切削抵抗を低下させることができるので、レーザ光に必要とされるエネルギ量増大の抑制を図ることができる。従って、レーザ光をより効率的に利用して、作業負荷を極力抑えて被削材(1)を加工することが可能となる。
また、請求項4に記載の発明では、請求項1ないし3のいずれか1つに記載の切削加工方法において、切削工程を行う前の前処理として、被削材(1)における少なくとも加工部位にレーザ光の吸収率を向上させる吸収率向上処理を施すことを特徴とする。
これによると、切削工程の前処理により被削材(1)の加工部位におけるレーザ光の吸収率が向上するので、レーザ光をより効率的に利用して、作業負荷を極力抑えて被削材(1)を加工することが可能となる。
具体的には、請求項5に記載の発明のように、請求項4に記載の切削加工方法において、吸収率向上処理として、被削材(1)における少なくとも加工部位の表面を着色する着色処理を施すことで、レーザ光の吸収率を向上させることができる。
また、請求項6に記載の発明のように、請求項4または5に記載の切削加工方法において、吸収率向上処理として、被削材(1)における少なくとも加工部位の表面を酸化させる表面酸化処理を施すことで、レーザ光の吸収率を向上させることができる。
また、請求項7に記載の発明では、請求項4ないし6のいずれか1つに記載の切削加工方法において、吸収率向上処理として、被削材(1)における少なくとも加工部位の表面を粗くする表面加工処理を施すことで、レーザ光の吸収率を向上させることができる。
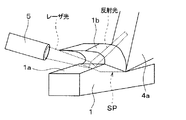
また、請求項8に記載の発明では、請求項1ないし7のいずれか1つに記載の切削加工方法において、切削工具(4)として、耐熱性に優れた耐熱性切削工具を用いており、切削工程では、せん断面(SP)に照射されたレーザ光の反射光が切削工具(4)に照射されるようにレーザ光の照射方向が設定されていることを特徴とする。
これによると、まず、被削材(1)の表面にて反射したレーザ光によって、耐熱性に優れた切削工具(4)が加熱される。そして、加熱された切削工具(4)の熱が被削材(1)の加工部位に伝わって、被削材(1)の加工部位を昇温させることができる。従って、より効率よくレーザ光を利用して、被削材(1)を加工することが可能となる。
また、請求項9に記載の発明では、請求項1ないし8のいずれか1つに記載の切削加工方法において、切削工程では、せん断面(SP)に照射されたレーザ光の中心が、被削材(1)の表面側からせん断面(SP)を見たときに、せん断面(SP)の中心となる位置からずれるように、レーザ光の照射方向が設定されていることを特徴とする。
これによると、レーザ光の中心が、被削材(1)の表面側からせん断面(SP)を見たときに、せん断面(SP)の中心となる位置からずらしているので、せん断面(SP)におけるレーザ光の中心に対応する部位が、他の部位に対して偏って高温となる。これにより、高温となる部位の切削抵抗が低くなり、被削材(1)の切屑(1b)が高温となる部位側に偏って流すことができる。すなわち、レーザ光を有効活用して、被削材(1)の切屑(1b)の流出方向を特定の方向とすることができる。
また、請求項10に記載の発明のように、請求項1ないし9のいずれか1つに記載の切削加工方法において、切削工程では、切削工具(4)の移動と連動して、レーザ光を出力するレーザ光源(5)を移動させることで、切削工程時に、せん断面(SP)に対するレーザ光を照射し続けることが可能となる。
なお、この欄および特許請求の範囲で記載した各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示すものである。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、図中、同一符号を付してある。
(第1実施形態)
本発明の第1実施形態について図1〜図3に基づいて説明する。図1は、本発明の第1実施形態に係る切削加工装置の要部を示す概念図、図2は、図1のA部の拡大図、図3は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
本発明の第1実施形態について図1〜図3に基づいて説明する。図1は、本発明の第1実施形態に係る切削加工装置の要部を示す概念図、図2は、図1のA部の拡大図、図3は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
図1に示すように、本実施形態の切削加工方法では、主軸2、主軸2を回転駆動させる駆動装置(図示略)、主軸2に連結されてワーク(被削材)1を保持するワークチャック3、ワーク1を切削する切削工具4等を有する旋盤(切削加工装置)を用いる。この旋盤により、ワーク1を所定の形状に加工する(仕上げる)。なお、切削工具4は、主軸2の回転に同期して主軸2の軸方向に移動可能な往復台(図示略)に設置された刃物台(図示略)に取り付けられている。
また、本実施形態の切削加工方法では、切削工具4によりワーク1を切削する際の切削抵抗の低減を図るために、ワーク1に対してレーザ光(例えば、YAGレーザ光)を照射するレーザ発振器(図示略)を用いている。このレーザ発振器は、レーザ光を集光して照射するノズル部5が往復台に設置された台座(図示略)に取り付けられている。このため、ノズル部5は、往復台の移動に伴って、切削工具4と連動して移動する。なお、ノズル部5は、レーザ光を出力するレーザ光源を構成する。
具体的な切削加工方法について説明すると、先ず、準備工程において、鋳造等により円柱状に成形された金属材(例えば、炭素鋼)からなるワーク1、当該ワーク1を切削するのに適した切削工具4等を用意する。そして、用意したワーク1をワークチャック3に固定すると共に、切削工具4を刃物台に取り付ける。
また、準備工程では、切削時にワーク1にレーザ光を照射するために、レーザ光の照射方向がせん断面SPに対して平行となるように、ノズル部5の配置を調整する。ここで、せん断面SPは、図2、図3に示すように、被削材であるワーク1の自由表面1aの端部(自由表面1aと切屑1bとの境)と切削工具4の刃先4aとを結ぶ平面である。
次に、ワークチャック3に固定されたワーク1を切削工具4にて切削する(切削工程)。この切削工程では、ワークチャック3にワーク1を固定した状態で主軸2を回転させ、回転するワーク1の外表面に切削工具4の刃先4aを当接させて、ワーク1の切削を開始する。
そして、ワーク1の切削開始に合わせて、ワーク1に対してレーザ光を照射し、加工点(ワーク1における切削工具4の刃先4aが当る点)を加熱する。この際、従来のように、単にワーク1の外表面に対してレーザ光を照射すると、レーザ光の照射に多大なエネルギ量が必要となってしまう。
このため、本実施形態では、図2および図3に示すように、ワーク1におけるせん断面SPに対して、局所的にレーザ光を集光照射する。ワーク1のせん断面SPにレーザ光を局所的に照射することで、少ないエネルギ量で、せん断面SPを所定温度(例えば、800度)程度まで加熱することができる。すなわち、ワーク1のせん断面SPに対して局所的にレーザ光を集光照射することで、レーザ光の照射に必要とされるエネルギ量の増大を抑制することができる。
特に、本実施形態では、ワーク1におけるせん断面SPにレーザ光を照射するので、せん断面の強度が低下し、切削工具4の刃先4aに作用する切削抵抗を充分に低下させることができる。なお、ノズル部5は、往復台の移動に伴って、切削工具4と連動して移動するので、ワーク1のせん断面SPへのレーザ光を連続して行うことができる。
以上説明した本実施形態の切削加工方法によれば、被削材であるワーク1のせん断面SPに対して、局所的にレーザ光を集光照射するので、レーザ光に必要とされるエネルギ量の増大を抑制することができ、ワーク1の強度を低下させて、切削加工時の切削抵抗を低下させることが可能となる。従って、切削加工において、効率よくレーザ光を利用して、被削材を加工することができる。
また、本実施形態の切削加工方法によれば、レーザ光に必要とされるエネルギ量の増大を抑制することができるので、レーザ発振器、レーザ発振器の電源部等といった構成機器の簡素化や、切削加工に必要とされる構成機器の小型化を図ることが可能となる。
さらに、被削材であるワーク1のせん断面SPに対して、レーザ光を集光照射することにより、切削時に切削工具4の刃先4aに作用する切削抵抗を低減することができる。この結果、切削工具4の長寿命化、切削加工に要する時間の短縮化を図ることが可能となる。なお、本発明者らの実験によれば、ワーク1のせん断面SPに対して局所的にレーザ光を照射することによって、ワーク1に対してレーザ光を照射しない場合に比べて、切削抵抗を約1/3低下することを確認した。
(第2実施形態)
次に、本発明の第2実施形態について図4に基づいて説明する。図4は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
次に、本発明の第2実施形態について図4に基づいて説明する。図4は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
本実施形態では、切削工程を行う際の前処理として、ワーク1における加工部位を予め所望の温度に加熱する加熱処理(余熱処理)を施すことを特徴としている。
例えば、図4に示すように、加工前のワーク1を、所定温度となる加熱室6内に収容し、ワーク1における加工部位を含む部位を所望の温度まで加熱することができる。なお、ワーク1の加熱処理では、電気ヒータやレーザ光の照射によって、ワーク1における加工部位を加熱してもよい。
これによれば、切削工程の前処理において、ワーク1を高い温度に加熱する加熱処理を施すことで、切削工程時における切削抵抗を低下させることができるので、レーザ光に必要とされるエネルギ量増大の抑制を図ることができる。従って、より効率よくレーザ光を利用して、被削材であるワーク1を加工することが可能となる。
ここで、ワーク1をプレスや鍛造により成形する場合、成形したワーク1の温度が高いので、切削工程の前処理として、成形したワーク1を断熱材等により所定の温度に維持する断熱処理を施すようにしてもよい。
このように、切削工程の前処理において、ワーク1を高い温度に維持する断熱処理を施すことで、切削工程時における切削抵抗を低下させることができるので、レーザ光に必要とされるエネルギ量増大の抑制を図ることができる。従って、より効率よくレーザ光を利用して、被削材であるワーク1を加工することが可能となる。
(第3実施形態)
次に、本発明の第3実施形態について図5に基づいて説明する。図5は、本実施形態に係る被削材の切削加工方法を説明する説明図である。なお、図5の(a)がワーク1の自由表面1aに酸化皮膜1cを形成する表面処理を施した例を示し、(b)がワーク1の自由表面1aに着色皮膜1dを形成する表面処理を施した例を示し、(c)がワーク1の自由表面1aを粗くする表面加工処理を施した例を示している。
次に、本発明の第3実施形態について図5に基づいて説明する。図5は、本実施形態に係る被削材の切削加工方法を説明する説明図である。なお、図5の(a)がワーク1の自由表面1aに酸化皮膜1cを形成する表面処理を施した例を示し、(b)がワーク1の自由表面1aに着色皮膜1dを形成する表面処理を施した例を示し、(c)がワーク1の自由表面1aを粗くする表面加工処理を施した例を示している。
本実施形態では、切削工程を行う前の準備工程において、ワーク1における少なくとも加工部位にレーザ光の吸収率を向上させる吸収率向上処理を施すことを特徴としている。
具体的には、前処理としての吸収率向上処理では、図5に示すように、化成処理等によってワーク1の自由表面1aに酸化皮膜1cを形成する表面処理(図5(a)参照)や、ワーク1の自由表面1aにカーボン等の着色皮膜1dを形成する表面処理(図5(b)参照)を施すことができる。
これらの表面処理によって、ワーク1のせん断面に対して照射したレーザ光が自由表面1a上の酸化皮膜1cや着色皮膜1d内で乱反射するので、レーザ光を自由表面1a上に吸収することができる。
また、図5(c)に示すように、ワーク1の自由表面1aを粗くする表面加工処理を施すことにより、ワーク1のせん断面に対して照射したレーザ光が自由表面1a上で乱反射するので、レーザ光を自由表面1a上に効率よく吸収することができる。この結果、レーザ光に必要とされるエネルギ量を抑制しつつ、ワーク1のせん断面SPを加熱することができる。
以上説明した本実施形態によれば、切削工程を行う前に、ワーク1のせん断面SPを含む加工部位におけるレーザ光の吸収率を向上させる吸収率向上処理を施すことによって、効率よくレーザ光を吸収することができるので、レーザ光に必要とされるエネルギ量の増大を抑制することができる。従って、レーザ光をより効率的に利用して、被削材であるワーク1を加工することができる。
(第4実施形態)
次に、本発明の第4実施形態について図6に基づいて説明する。図6は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
次に、本発明の第4実施形態について図6に基づいて説明する。図6は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
本実施形態では、切削工具4として、耐熱性に優れた耐熱性切削工具(例えば、CBN工具やセラミック工具)を用いている。そして、図6に示すように、ワーク1のせん断面SPに照射されたレーザ光の反射光(ワーク1の自由表面1aで反射したレーザ光)が切削工具4に照射されるように、ノズル部5からのレーザ光の照射方向を調整する。
これによると、被削材であるワーク1のせん断面がレーザ光により加熱されると共に、ワーク1の自由表面1aにて反射したレーザ光によって、切削工具4が加熱される。加熱された切削工具4の熱は、切削工具4に当接するワーク1のすくい面(加工部位)側に伝わって、ワーク1のすくい面(加工部位)側を昇温させることができる。すなわち、ワーク1は、レーザ光およびレーザ光の反射光によって、せん断面SPに加えて、すくい面側も加熱される。
このように、本実施形態によれば、レーザ光がワーク1の自由表面1aで反射した反射光についてもワーク1の加熱に利用することができ、より効率よくレーザ光を利用して、ワーク1を加工することができる。
(第5実施形態)
次に、本発明の第5実施形態について図7に基づいて説明する。図7は、ワークに照射するレーザ光の中心が、せん断面SPの中心となる位置に設定されている状態を説明する説明図であり、図8は、図7の状態における加工時間と切削抵抗との関係を示す図表である。
次に、本発明の第5実施形態について図7に基づいて説明する。図7は、ワークに照射するレーザ光の中心が、せん断面SPの中心となる位置に設定されている状態を説明する説明図であり、図8は、図7の状態における加工時間と切削抵抗との関係を示す図表である。
本発明者らは、図7に示すように、ワーク1を自由表面1a側(表面側)から見たときに、レーザ光の中心が、せん断面SPの中心となる位置に設定されている状態において、切削工具4の刃先4aに作用する切削抵抗Nを計測した。なお、せん断面SPの中心となる位置とは、ワーク1を自由表面1a側から見たとき、せん断面SPにおける一端側からの距離t1と、他端側からの距離t2とが等しくなる位置である。
これによると、図8に示すように、切削工程の開始初期段階では、レーザ光によるワーク1のせん断面SPの加熱によって、切削抵抗が小さくなるが(図8の初期領域参照)、加工時間が経過するにつれて、徐々に切削抵抗が上昇し(図8の第1次上昇領域参照)、切削工程の終期段階(図8の第2次上昇領域参照)に急激に切削抵抗Nが上昇するといった結果が得られた。なお、第2次上昇領域における切削抵抗Nは、レーザ光をワーク1のせん断面に対し照射しない場合の切削抵抗Nに比べて、低い抵抗値となり、レーザ光をワーク1のせん断面に照射することによる切削抵抗Nの低減効果は、充分に得ることができる。
この結果について、発明者らが分析したところ、次の所見を得た。すなわち、図9(a)に示すように、切削工程の初期段階では、切削工具4の刃先4aには、せん断面SPに作用するせん断抵抗R1が作用する。
その後、ワーク1の切削が進行して第1次上昇領域となると、図9(b)に示すように、ワーク1の切屑1bが成長し、ワーク1のすくい面と切削工具4の刃先4aとが当接する面積(当接面積)が大きくなることによって、切削工具4の刃先4aに動摩擦抵抗R2が増大する。
さらに、ワーク1の切削が進行して第2次上昇領域となると、図9(c)に示すように、成長した切屑1bにレーザ光の反射光が照射されることにより切屑1bが加熱されて溶融し、溶融した切屑1bが切削工具4の刃先4aに溶着することで、切削工具4の刃先4aに溶着抵抗R3が作用する。
つまり、第1次上昇領域では、切削工具4の刃先4aに、せん断抵抗R1、および動摩擦抵抗R2が作用し、第2次上昇領域では、切削工具4の刃先4aに、せん断抵抗R1、動摩擦抵抗R2、および溶着抵抗R3が作用してしまう。
このように、ワーク1の加工時間の経過に応じて、切削工具4の刃先4aに作用する切削抵抗Nが増大することは、切削工具4の破損や切削加工の加工時間の増大を招く可能性があるため、好ましくない。
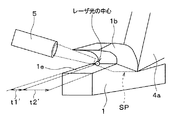
そこで、本実施形態では、図10に示すように、ワーク1を自由表面1a側から見たときに、レーザ光の中心が、せん断面SPの中心となる位置からずれるように、レーザ光の照射方向を設定している。すなわち、ワーク1を自由表面1a側から見たときに、レーザ光の中心とせん断面SPにおける一端側からの距離t1´と、他端側からの距離t2´(>t1´)とが異なるように、レーザ光の照射方向を設定している。なお、図10は、本実施形態に係る被削材の切削加工方法を説明する説明図である。
これによると、図11に示すように、レーザ光が、せん断面SPにおける他端側(図11の手前側)に比べて、せん断面SPにおける一端側(図11の奥側)に集中照射されるので、せん断面SPにおける一端側(図11の奥側)が、せん断面SPにおける他端側(図11の手前側)に比べて高温となる。これにより、せん断面SPにおける一端側(図11の奥側)に作用する切削抵抗Rl1が、せん断面SPにおける他端側(図11の手前側)に作用する切削抵抗Rr1よりも小さくなる。
このため、ワーク1の切屑1bが、せん断面SPにおける一端側(図11の奥側)に偏って流れるように形成される。すなわち、ワーク1の切屑1bの流出方向が、せん断面SPにおける一端側(図11の奥側)に偏った方向となる。なお、本発明者らの実験によれば、ワーク1の切屑1bの流出方向が、せん断面に対して垂直に引いた直線から57°傾斜した方向となった。
このように、ワーク1の切屑1bの流出方向が、せん断面SPにおける一端側(図11の奥側)に偏った方向となると、ワーク1のすくい面と切削工具4の刃先4aとの当接面積が小さくなるので、切削工程時に生ずる動摩擦抵抗R2の増大が抑制される。また、ワーク1の切屑1bの流出方向が偏ることによって、レーザ光の反射光が切屑1bに照射される可能性が低下するので、切削工程時に切屑1bの溶融により生ずる溶着抵抗R3の増大が抑制される。
ここで、レーザ光の中心が、せん断面SPの中心となる位置からずれるように、レーザ光の照射方向を設定している場合における切削工具4の刃先4aに作用する切削抵抗Nを計測したところ、図12に示す結果が得られた。なお、図12における実線が、レーザ光の照射方向を、せん断面SPの中心となる位置からずらした場合の切削抵抗Nを示し、破線がレーザ光の照射方向を、せん断面SPの中心となる位置とした場合の切削抵抗Nを示している。
図12に示すように、レーザ光の照射方向を、せん断面SPの中心となる位置からずらした場合、ワーク1の加工時間の経過に応じて、切削工具4の刃先4aに作用する切削抵抗Nが増大することを抑制することができるが確認できる。
以上説明した本実施形態によれば、レーザ光を有効活用して、被削材であるワーク1の切屑(1b)の流出方向を特定の方向とすることができ、この結果、切削工程時における切削抵抗Nの増大を抑制することができる。
さらに、ワーク1の切屑1bの流出方向を特定の方向となるので、切屑1bの飛散による切削加工装置の不具合発生の抑制を図ることができる。
(他の実施形態)
以上、本発明の実施形態について説明したが、本発明はこれに限定されるものではなく、各請求項に記載した範囲を逸脱しない限り、各請求項の記載文言に限定されず、当業者がそれらから容易に置き換えられる範囲にも及び、かつ、当業者が通常有する知識に基づく改良を適宜付加することができる。例えば、以下のように種々変形可能である。
以上、本発明の実施形態について説明したが、本発明はこれに限定されるものではなく、各請求項に記載した範囲を逸脱しない限り、各請求項の記載文言に限定されず、当業者がそれらから容易に置き換えられる範囲にも及び、かつ、当業者が通常有する知識に基づく改良を適宜付加することができる。例えば、以下のように種々変形可能である。
(1)上述の各実施形態では、切削工具4の移動に連動してノズル部(レーザ光源)5を移動させる構成としているが、複数のノズル部5を設け、切削工具4の移動に連動して、レーザ光を出力するノズル部5を切替えるようにしてもよい。
(2)上述の各実施形態では、切削加工装置として旋盤を用いる例を説明したが、切削加工装置は、旋盤以外の工作機械を用いてもよい。
(3)上述の各実施形態で説明した切削加工方法は、可能な範囲で適宜組み合わせることができる。
1 ワーク(被削材)
1a 自由表面(被削材の表面)
1b 切屑
4 切削工具
4a 刃先
5 ノズル部(レーザ光源)
SP せん断面
1a 自由表面(被削材の表面)
1b 切屑
4 切削工具
4a 刃先
5 ノズル部(レーザ光源)
SP せん断面
Claims (10)
- 被削材(1)と当接し前記被削材(1)を切削する切削工具(4)によって、前記被削材(1)を所定の形状に加工する切削加工方法において、
前記被削材(1)を前記切削工具(4)にて切削する切削工程では、前記被削材(1)におけるせん断面(SP)に対してレーザ光を集光照射して加熱することにより前記被削材(1)の強度を低下させながら切削加工することを特徴とする切削加工方法。 - 前記切削工程を行う際の前処理として、前記被削材(1)における少なくとも加工部位を所望の温度に維持する断熱処理を施すことを特徴とする請求項1に記載の切削加工方法。
- 前記切削工程を行う前の前処理として、前記被削材(1)における少なくとも加工部位を所望の温度に加熱する加熱処理を施すことを特徴とする請求項1または2に記載の切削加工方法。
- 前記切削工程を行う前の前処理として、前記被削材(1)における少なくとも加工部位に前記レーザ光の吸収率を向上させる吸収率向上処理を施すことを特徴とする請求項1ないし3のいずれか1つに記載の切削加工方法。
- 前記吸収率向上処理は、前記被削材(1)における少なくとも加工部位の表面を着色する表面処理であることを特徴とする請求項4に記載の切削加工方法。
- 前記吸収率向上処理は、前記被削材(1)における少なくとも加工部位の表面を酸化させる表面処理であることを特徴とする請求項4または5に記載の切削加工方法。
- 前記吸収率向上処理は、前記被削材(1)における少なくとも加工部位の表面を粗くする表面加工処理であることを特徴とする請求項4ないし6のいずれか1つに記載の切削加工方法。
- 前記切削工具(4)として、耐熱性に優れた耐熱性切削工具を用いており、
前記切削工程では、前記せん断面(SP)に照射された前記レーザ光の反射光が前記切削工具(4)に照射されるように前記レーザ光の照射方向が設定されていることを特徴とする請求項1ないし7のいずれか1つに記載の切削加工方法。 - 前記切削工程では、前記せん断面(SP)に照射されたレーザ光の中心が、前記被削材(1)の表面側から前記せん断面(SP)を見たときに、前記せん断面(SP)の中心となる位置からずれるように、前記レーザ光の照射方向が設定されていることを特徴とする請求項1ないし8のいずれか1つに記載の切削加工方法。
- 前記切削工程では、前記切削工具(4)の移動と連動して、レーザ光を出力するレーザ光源(5)を移動させることを特徴とする請求項1ないし9のいずれか1つに記載の切削加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258975A JP2012106325A (ja) | 2010-11-19 | 2010-11-19 | 切削加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258975A JP2012106325A (ja) | 2010-11-19 | 2010-11-19 | 切削加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012106325A true JP2012106325A (ja) | 2012-06-07 |
Family
ID=46492529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010258975A Pending JP2012106325A (ja) | 2010-11-19 | 2010-11-19 | 切削加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012106325A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014050467A1 (ja) * | 2012-09-06 | 2014-04-03 | 並木精密宝石株式会社 | 切削工具と切削方法 |
| JP2015196240A (ja) * | 2014-04-03 | 2015-11-09 | 株式会社ディスコ | 研削装置 |
| WO2016084835A1 (ja) * | 2014-11-27 | 2016-06-02 | 三菱電機株式会社 | 切削加工装置 |
| WO2018017584A1 (en) * | 2016-07-18 | 2018-01-25 | Micro-LAM, Inc. | Laser-transmitting tooling |
| TWI649147B (zh) * | 2017-07-19 | 2019-02-01 | 美商微林股份有限公司 | 雷射發射加工工具及用於加工具有該工具之工件之系統及方法 |
| JP2019018303A (ja) * | 2017-07-20 | 2019-02-07 | 株式会社デンソー | 切削装置 |
| JP2019524460A (ja) * | 2016-07-11 | 2019-09-05 | ポスコPosco | 素材切断装置、及び素材切断システム |
| JP2020163564A (ja) * | 2019-03-28 | 2020-10-08 | 日立金属株式会社 | 加工装置及びそれを用いた被削性評価方法 |
| JP2022157334A (ja) * | 2021-03-31 | 2022-10-14 | 日立金属株式会社 | 加工方法および工具 |
-
2010
- 2010-11-19 JP JP2010258975A patent/JP2012106325A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014050467A1 (ja) * | 2012-09-06 | 2016-08-22 | 並木精密宝石株式会社 | 切削工具及び切削方法 |
| US9802283B2 (en) | 2012-09-06 | 2017-10-31 | Namiki Seimitsu Houseki Kabushiki Kaisha | Cutting tool and cutting method |
| WO2014050467A1 (ja) * | 2012-09-06 | 2014-04-03 | 並木精密宝石株式会社 | 切削工具と切削方法 |
| JP2015196240A (ja) * | 2014-04-03 | 2015-11-09 | 株式会社ディスコ | 研削装置 |
| WO2016084835A1 (ja) * | 2014-11-27 | 2016-06-02 | 三菱電機株式会社 | 切削加工装置 |
| JPWO2016084835A1 (ja) * | 2014-11-27 | 2017-06-29 | 三菱電機株式会社 | 切削加工装置 |
| US11484925B2 (en) | 2016-07-11 | 2022-11-01 | Posco | Apparatus for cutting material and system for cutting material |
| JP2019524460A (ja) * | 2016-07-11 | 2019-09-05 | ポスコPosco | 素材切断装置、及び素材切断システム |
| CN111331260A (zh) * | 2016-07-18 | 2020-06-26 | 微林股份有限公司 | 用于加工工件的光电机械工具、系统和方法 |
| WO2018017584A1 (en) * | 2016-07-18 | 2018-01-25 | Micro-LAM, Inc. | Laser-transmitting tooling |
| CN108463309A (zh) * | 2016-07-18 | 2018-08-28 | 微林股份有限公司 | 激光发射工具 |
| TWI649147B (zh) * | 2017-07-19 | 2019-02-01 | 美商微林股份有限公司 | 雷射發射加工工具及用於加工具有該工具之工件之系統及方法 |
| JP2019018303A (ja) * | 2017-07-20 | 2019-02-07 | 株式会社デンソー | 切削装置 |
| JP2020163564A (ja) * | 2019-03-28 | 2020-10-08 | 日立金属株式会社 | 加工装置及びそれを用いた被削性評価方法 |
| JP2022157334A (ja) * | 2021-03-31 | 2022-10-14 | 日立金属株式会社 | 加工方法および工具 |
| JP7380632B2 (ja) | 2021-03-31 | 2023-11-15 | 株式会社プロテリアル | 加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012106325A (ja) | 切削加工方法 | |
| CN106984913B (zh) | 一种金刚石刀具全激光制作方法 | |
| JP3908236B2 (ja) | ガラスの切断方法及びその装置 | |
| US4356376A (en) | Pulse laser pretreated machining | |
| Salama et al. | Understanding the self-limiting effect in picosecond laser single and multiple parallel pass drilling/machining of CFRP composite and mild steel | |
| JP6377514B2 (ja) | パッケージ基板の加工方法 | |
| JP2004506516A (ja) | レーザ支援摩擦攪拌溶接法 | |
| JP2013524521A5 (ja) | ||
| CN112059552B (zh) | 一种用于Cf/SiC复合材料的铣削加工方法及装置 | |
| Heiderscheit et al. | Keyhole cutting of carbon fiber reinforced polymer using a long-duration nanosecond pulse laser | |
| KR20160038821A (ko) | 브레이크 방법 그리고 브레이크 장치 | |
| JP5642493B2 (ja) | レーザ切断装置及びレーザ切断方法 | |
| CN113199144B (zh) | 工件的激光焊接方法、装置和存储介质 | |
| EP3525972B1 (en) | Method of manufacturing a toothed blade and apparatus for manufacturing such a blade | |
| JP2020507487A (ja) | 圧接で工具を製造する方法及び圧接で製造した工具 | |
| Banas et al. | Macro-materials processing | |
| CN114571064B (zh) | 一种激光诱导氧化辅助铣削的复合加工装置及方法 | |
| KR101367052B1 (ko) | 레이저 예열 가공장치 | |
| CN201172149Y (zh) | 一种减少1420铝锂合金激光焊接气孔的装置 | |
| WO2022131206A1 (ja) | コンクリート部材の切断方法 | |
| JP2009167070A (ja) | ダイヤモンドの加工方法およびそれに使用されるダイヤモンドの加工装置 | |
| JP2010105037A (ja) | 中空接合体及びその製造方法並びに接合装置 | |
| JP6199124B2 (ja) | 加工部品の製造方法、切削加工装置及び切削加工方法 | |
| TW201443237A (zh) | 切削工具的製造方法 | |
| CN206326213U (zh) | 一种适于加工高硬度齿轮的滚齿机 |