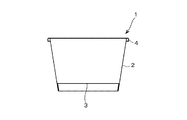
本発明は、紙容器を製造するにあたり、その素材であるブランクの端部を加熱して、ブランクの表面と裏面との少なくとも一方に設けられている熱可塑性樹脂フィルムもしくは樹脂被膜(以下、単に「合成樹脂層」という)を溶融もしくは軟化させるための装置である。その紙容器について説明すると、図12にはその一例を断面図で示してあり、この容器1は外径に対して高さが相対的に低く、開口部が大きい(例えば直径140mm以上)のいわゆるどんぶり型もしくはカップ状の紙容器であり、胴部2および底板部3のいずれもが紙を主体として構成されている。また、上側の開口端には、胴部2の上端縁を外側にカール成形することによるカール部4が形成されており、また下端縁は内側にカール成形することにより底板部3に形成されているフランジ部を巻き込んで底板部3を固定している。そして、その胴部2は上部開口端の径が底部の径より大きい切頭円錐状(テーパー形状)を成しており、その外周面の中心軸線に対する傾斜角は、現在流通している紙容器の傾斜角より比較的大きな角度になっている(例えばテーパー角22°以上)。さらに、この容器1の表面は、予め形成してある合成樹脂層を最終的に紙基材の水分を蒸発させて発泡させることにより、断熱層として機能させることもできるように構成されている。
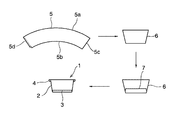
上記の容器1を成形する工程の概略を図13に示してある。先ず、胴部2は、片面もしくは両面に合成樹脂フィルムを両面にラミネート(もしくはコーティング)したブランク5を筒状に丸めて構成されており、そのブランク5はカール成形する前の胴部2を平面に展開した形状すなわちシート状の板紙であり、扇状に開いた(湾曲した)帯状を成し、その幅は容器1の高さ程度になっている。そのブランク5を切頭円錐状に丸め(少なくとも内面側を樹脂面として丸め)、その両端部を重ね合わせて接合することにより筒状のシェル6が成形される。そのシェル6の内部に底紙7が挿入されてシェル6の底部近くに接合される。すなわち、底紙7は、上記のブランク5と同様の板紙を素材とした円盤状の部材であり、その外周部には下向きに折り曲げて形成されたフランジ部が設けられている。この底紙7が挿入されたシェル6の下端縁を内側にカール成形して底紙7のフランジ部を巻き込んで接合することにより底紙7がシェル6に固定される。なお、上端部側のカール部4は底紙7を固定した後に成形される。
上記の容器1を成形するための装置の一例を説明すると、図6はその全体的な構成を概略的に示しており、この成形機は、水平な軸線を中心に回転させられるターレット10が設けられており、その外周部に複数のマンドレルユニット11が円周方向に一定の間隔を空けて取り付けられている。各マンドレルユニット11は、前述したブランク5を巻き付けて切頭円錐状に成形するためのマンドレル12と、ブランク5をマンドレル12との間に挟み付けて固定するブランククランプ13と、マンドレル12に巻き付けたブランク5における互いに重ね合わせた両端部(すなわちシーム部)を押さえ付けるシームクランプ14とから主に構成されている。
マンドレル12は、成形するべき容器1の形状と同様のテーパー形状の部分を先端側に有し、その中心軸線をターレット10の半径方向に一致させ、かつ小径側をターレット10の半径方向で外周側に向けてターレット10に取り付けられている。図に示す例では、マンドレル12がブランク5に対して図の上から下に移動するように(時計方向に)ターレット10が間欠的に回転しており、図示の状態ではそのマンドレル12の下側すなわちターレット10の回転方向で前方側にブランククランプ13が配置され、これとは反対に図示の状態で上側すなわちターレット10の回転方向で後側にシームクランプ14が配置されている。
これらのクランプ13,14は、幅が狭くかつマンドレル12の側面幅とほぼ同じ長さの板状の金属製部材であって(本例では、軽量化のためアルミニウム製部材とする)、後述する図8および図11に示すように、ターレット10に設けられている支点ボルト400,401を中心として揺動するレバー15,16に腕長さを調整可能に取り付けられたアーム17,18の先端部にそれぞれ取り付けられている。クランプ13,14の押圧面の形状はフラットでもよいが、マンドレル12の外周面に沿うように曲面形状にすることが左右のブレを矯正させて均一な押圧力が掛けられるので好ましい。
ターレット10は、各マンドレル12の間隔を1ピッチとして間欠的に回転させられるように構成されており、各マンドレル12はその中心軸線が水平になる位置で一時的に止められ、そのように止められる位置が給紙位置21となっている。その給紙位置21におけるマンドレル12とブランククランプ13との隙間に滑り込ませるようにブランク5を供給するためのフィーダー22が設けられている。そのブランク5は、容器1の胴部を形成する素材であって、図13に示すように、扇状に湾曲した帯状の板紙であり、フィーダー22はそのブランク5を一枚ずつ、給紙位置21におけるマンドレル12の下側に供給するように構成されている。
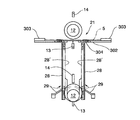
具体的に説明すると、図7に示すように、フィーダー22は、所定の間隔を空けて互いに平行に配置された複数本のガイドレール220,221と、それらのガイドレール220,221の間をガイドレール220,221と平行に走行するように配置された上側フィードベルトB1と下側フィードベルトB2とを備えており、フィードラインFの上に載せたブランク5を上下のフィードベルトB1,B2により挟んで給紙位置21の方向へ間欠移動させるように構成されている。そして、そのガイドレール220,221あるいはフィードベルトB1,B2の先端部は、給紙位置21で中心軸線を水平にして停止させられているマンドレル12の下側近傍まで延びており、少なくともその位置でマンドレル12の外周面の母線と平行になっている。すなわち、マンドレル12の外周面がテーパー面となっていることにより、水平線に対して傾斜しているその外周面と平行になるように、フィーダー22のフィードラインFも水平線に対して傾斜している。
上記のガイドレール220,221およびフィードベルトB1,B2は、給紙位置21からターレット10の半径方向で外側に延びており、その後端部の上方には多数枚のブランク5を重ねて収容するブランクスタッカー23が配置されている。このブランクスタッカー23は、上下両側が開口した枠状の部材であって、円弧長が長いことにより凸となっている縁部(図13の5a)が給紙方向で前方側となるようにブランク5を積層して収容するように構成されている。また、ブランクスタッカー23は、その内部のブランク5が水平にならずに、その凸となる縁部5a側が若干上向きに傾斜するように、垂直線(または鉛直線)に対して後方に傾斜して配置されている。さらに、ブランクスタッカー23の下端側には、ブランク5を一枚ずつ引き下げてフィーダー22に供給するための機構40が設けられている。
先ず、ブランクスタッカー23の下端部には、その内部に積層されたブランク5のうち下端部側の複数枚のブランク5における円弧長が短いことにより凹となっている縁部(図13の5b)を押圧するゲージングシリンダ24が設けられている。また、ブランクスタッカー23の下方には、ブランクスタッカー23に積層されているブランク5のうち最も下側のブランク5を吸着して引き下げる吸着パッド25が上下動するように配置されている。この吸着パッド25を上下動させるための機構40は、前述した各クランプ13,14と同様に、ターレット10の回転と同期させるために、ターレット10を回転させる駆動力をカム機構などの適宜の連動機構によって吸着パッド25に伝達するように構成することが好ましい。なお、吸着パッド25によって引き下げられたブランク5を前述したフィードベルトB1,B2に受け渡すために複数のローラ26が適宜の連動機構によって駆動するベースローラ26’に対して上下動し、ブランク5を挟んでフィーダー22に送り込むように設けられている。
さらに、フィーダー22の途中すなわち給紙位置21とブランクスタッカー23との間にブランク5の互いに重ね合わされて接合される端部を加熱するヒーター27が設けられている。すなわち、ブランク5は合成樹脂でラミネートされているので、その合成樹脂を接着剤として機能させるために、ブランク5の一方の端部の表面(容器1では内面)側と、他方の端部の裏面(容器1では外面)側とを熱風加熱するようになっている。図7にはブランク5の表面側を加熱するヒーター27を示してあるが、図7ではこれとは反対側の裏面側を加熱するヒーターは省略してある。
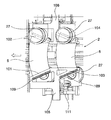
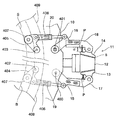
本発明は、そのヒーター27を含む加熱装置に特徴があり、その具体的な構成を更に説明すると、図1は、ヒーター27をフィーダー22の左右に一対ずつ、合計4台のヒーター27を設けた例を示し、ブランク5の進行方向で右側にはブランク5の右端部の上面(容器1された場合には内面)に向けて熱風を吹き付ける2台のヒーター27が、ブランク5の搬送方向に並んで配置されている。また、ブランク5の進行方向で左側にはブランク5の左端部の下面(容器1された場合には外面)に向けて熱風を吹き付ける2台のヒーター27が、ブランク5の搬送方向に並んで配置されている。なお、ブランク5の搬送方向に並んで配置されているヒーター27の間隔は、間欠送りされるブランク5の1ピッチ分の移動量に相当する距離である。このようにヒーター22を複数台設ける理由は、1台のヒーターでは、加熱に時間を要するが、2台のヒーター27で加熱工程を複数にすれば、ブランク5が間欠搬送される途中の短い停止時間で加熱することができるためである。
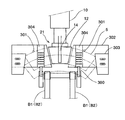
各ヒーター27は、供給された空気を加熱して上向きもしくは下向きに噴射するように構成されており、その具体的な構成の一例を図2に示してある。このヒーター27は全体として円筒状をなしており、軸線方向での一端側の外周面に吸気口27aが形成され、また軸線方向での一方の端面の中央部に噴射口27bが形成されている。その吸気口27aに、図示しないコンプレッサーなどのエア源から空気が供給されるように構成されている。また、ヒーター27の内部には、径の異なる複数の円筒状の仕切板27cが設けられており、それらの仕切板27cの軸線方向で互いに異なる端部側に、板厚方向に貫通する貫通孔27dが形成されている。そして、上記の吸気口27aは最外周側の仕切板27cの外周部に開口し、また噴射口27bは最内周側の仕切板27cの内周部に開口しており、したがって吸気口27aと噴射口27bとの間に、軸線方向に上昇・下降を繰り返すエア通路27eが形成されている。
そして、そのエア通路27eの途中に空気を加熱して昇温させるための発熱部材が設けられている。具体的には、最内周側の仕切板27cの外周部と、内周側から二番目の仕切板27cの外周部とに電熱線(電熱コイル)27fが取り付けられており、ここを流れる空気を加熱するとともに仕切板27cを加熱してその内外周側を流れる空気を加熱するように構成されている。なお、電熱コイル27fの電流制御は、図示しない適宜のコントローラによって行うことができ、例えば噴射口27bやその近傍での温度を図示しないセンサで検出し、その温度が目標温度となるように電熱コイル27fの電流を制御するように構成することができる。
上記の噴射口27bから噴出された熱風をブランク5の長手方向における端部に吹き付けるためのノズル27gが設けられている。このノズル27gは、ホットエアを帯状に絞ってブランク5の端部における限られた範囲に吹き付けるためのものであり、したがってその開口部27hは、ブランク5の幅より僅かに長く、かつブランク5の加熱するべき端部の幅より僅かに広い幅の矩形状に形成されている。そして、そのノズル27gは、前述したフィーダー22によって間欠的に搬送されるブランク5における長手方向での両端部に対向する位置に固定配置されている。その状態を図3に示してあり、ノズル27gの開口部27hは、ブランク5の長手方向での端縁から所定寸法の小さい幅の領域を加熱部としてその加熱部と平行に配置されている。なお、ノズル27gとブランク5との間隔は、搬送中のブランク5がノズル27gに接触せず、またノズル27gから吹き出したホットエアが不必要に拡散しない程度の小さい間隔に設定されている。
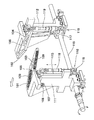
上記のヒーター27は、ブランク5の長手方向における両端部を加熱し、その限られた領域の熱可塑性合成樹脂(例えば、ポリエチレンなど)を溶融もしくは軟化させるためのものであり、これに対してブランク5の表裏両面の全体に合成樹脂層が設けられているので、限られた領域を超えて合成樹脂を加熱して溶融もしくは軟化させないようにするために熱遮断部材が設けられている。その理由は、所定領域以外の樹脂が加熱溶融もしくは軟化して発泡しまうと、樹脂が搬送面に擦れて付着しブランクが傷付いたり、ブランクの搬送性が悪くなったりするため、所定の領域外に熱風の熱が伝わるのを防ぐためである。その熱遮断部材の一例を図4および図5を参照して説明すると、ここに示す例では、ブランク5の表面(上面)に接触ないし接近させられる左右二対(合計4つ)の熱遮断バー101,102,103,104、およびブランク5の裏面(下面)側に固定配置されている熱遮断走行板120,121によって熱遮断部材が構成されている。これらの熱遮断バー101〜104は、フィーダー22によって間欠的に搬送されるブランク5の左右両端縁と平行に配置されており、したがってブランク5の搬送方向での左側(もしくは右側)に配置されている熱遮断バー101,103と、右側(もしくは左側)に配置されている熱遮断バー102,104とは、ブランク5の左右両端縁と同様に、ブランク5の搬送方向に対して扇状に開いた状態に配置されている。なお、熱遮断バー101,103同士、熱遮断バー102,104同士は互いに平行になっている。また、熱遮断バー101,103同士の間隔、および熱遮断バー102,104同士の間隔は、ブランク5を間欠的に搬送する1ピッチの送り量と同じに設定されている。したがって、一対の熱遮断バー101,102に対応する位置にブランク5が停止している状態では、他の一対の熱遮断バー103,104に対応する位置にブランク5が停止しているように構成されている。すなわち、フィーダー22の左右両側にそれぞれ2台のヒーター27が設けられていることに対応して左右に二対の熱遮断バー101〜104が設けられている。
図4および図5に示すように、ブランク5の搬送方向での左側に配置されている熱遮断バー101,103は、ブランク5に対して上側に配置されるとともに、ブランク5の下側には、熱遮断走行板120がノズル27gに隣接して中央側に固定配置されている。一方、ブランク5の搬送方向の右側に配置されている熱遮断バー102,104は、ブランク5に対して上側に配置され、ノズル27gに隣接して中央側に配置されるとともに、ブランク5の下側には、熱遮断走行板121がノズル27gに対向して中央側に固定配置されている。
それぞれ熱遮断バー101,103は所定形状のフレーム部材105の一部として一体化されており、他方の熱遮断バー102,104はフレーム部材106の一部として一体化されている。そして、間欠的に停止しているブランク5の表面に接触ないし接近させられ、ブランク5が搬送される際には後述する駆動機構によりブランク5の表面から上方に離れるように構成され、ブランク5の搬送される隙間を広くしブランク5に溶融もしくは軟化した樹脂が搬送面に付着するのを防止している。なお、ヒーター27に対向して設けられている熱遮断走行板121および熱遮断バー102,104は、熱風の噴射の力でブランク5の両端部が押し曲げられてしまうのを防止して、フラット状態でブランク5を搬送できるようにするためでもある。
そして、ノズル27gの開口部27hに隣接して配置されている熱遮断バー102,104および熱遮断走行板120は、間欠的に搬送されるブランク5の左右の両端部をホットエア(合成樹脂の融点近くの温度、例えば、130℃程度の熱風)に対して露出させるような配置関係にあって、それより中心側の領域に熱風による熱の伝播を防ぐように構成されている。したがって、これら各熱遮断バー101〜104および熱遮断走行板120,121の内部には冷却水路(図示せず)が形成されており、フレーム105,106に設けられている給排水ポート107,108および熱遮断走行板120,121に設けられている給排水ポート122,123を介して冷却水を連続的に流通させることにより、熱遮断バー101〜104および熱遮断走行板120,121を冷却するように構成されている。すなわち、本発明における冷却機構が設けられている。これは、熱遮断バー101〜104および熱遮断走行板120,121を経由してブランク5に対して熱が伝わってブランク5が不必要に加熱されることを回避して、樹脂の発泡を防ぐとともに、樹脂カスや紙粉が搬送面に付着したり堆積したりすることを防止するためである。なお、各熱遮断バー101〜104および熱遮断走行板120,121のうち、熱遮断バー101,103および熱遮断走行板121には、外側に向けて放熱用のフィン109がそれぞれ形成され、冷却機能に加えて放熱機能も備えている。
次に、各熱遮断バー101〜104を、それぞれ取り付けているフレーム105,106を介して上下動させる駆動機構110について説明すると、フィーダー22の左右両側には、側板111,112が立設されており、それぞれの側板111,112には上下方向に直線的に案内移動させるスライダ113,114が取り付けられており、その各スライダ113,114の上端部に、前述したフレーム105,106が取り付けられている。また、各側板111,112の下側は、それらの側板111,112を貫通するように揺動軸115が配置されており、その揺動軸115のうち各側板111,112に近い位置には、アーム116,117が取り付けられ、そのアーム116,117とそれぞれに対応するフレーム部材105,106とがコネクションロッド118,119によって連結されている。したがって、揺動軸115が、図4に示すように、オシレータ(図示せず)により左右に回動することによって、フレーム部材105,106がコネクションロッド118,119を介してスライダ113,114に沿って上下方向に移動するように構成されている。
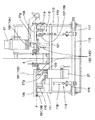
つぎに、前記ターレット10やその外周部に一定間隔で取り付けられたマンドレル12などを主体とする成形機の構成について更に具体的に説明すると、前記クランプ13,14が取り付けられているそれぞれのアーム17,18の中間部分には、図8に示すように、コネクションダンパ19,20の一方の端部が連結されており、またそのコネクションダンパ19,20の他方の端部は、ターレット10に設けられている支点ボルト402,403を中心に回動するレバー404,405に連結されている。それらのコネクションダンパ19,20には、クランプ13,14がマンドレル12に対してブランク5を所定の押圧力で固定できるようにバネ406が内装されている。また、マンドレル12に圧接したときの衝撃力を緩和するための緩衝機能を備えている。なお、マンドレル12に対する前記各クランプ13,14の押圧力をマンドレル12の母線方向で均一化させるために、アーム17,18には、各クランプ13,14の背面と当接するストッパーPが、高さ(α)を調整可能に設けられている。
一方、コネクションダンパ19,20を作動させるレバー404,405には、カムフォロアー407,407が設けられ、これらのカムフォロアー407,407は、ブランククランプ13用の溝カム408の環状のカム溝Bと、シームクランプ用の溝カム409の環状のカム溝Sとにそれぞれ係合されている。そして、溝カム408と409は、ターレット10と同軸上に設けられている。したがって、ターレット10の回転に従ってカムフォロアー407,407はカム溝Bおよびカム溝Sに係合した状態で周回できるように構成されている。この溝カム408,409は、ターレット10の両側(紙面の表側と裏側)にそれぞれ配置され、オシレータ駆動系(図示せず)により溝カム自体をターレット10の軸を中心に所定の振り角度でそれぞれ別々のタイミングで揺動できるように図示しないリンクで連結制御されている。この溝カム408,409は、このように各クランプ13,14を独立した溝カム機構によりマンドレル12に対して別々な開閉動作ができるようにしておけば、ブランククランプ13については、ブランク5をマンドレル12との間に挟み付けるだけなのでブランククランプ13とマンドレル5の隙間を大きく設定する必要がなく小さなストロークで充分であるのに対して、シームクランプ14の方は、ブランク5の両端をマンドレル12に巻き付けて互いに重ね合わせる際に、シームクランプ14が邪魔にならない程度にマンドレル12から離しておく必要がありブランククランプ13よりも大きなストロークを確保することができる。勿論、同じストロークでも差し支えないが、クランプの加速度などの慣性力を調整する上でも別々な開閉機構にしておくのが望ましい。
こうすることによって、シームクランプ14の動作とブランククランプ13の動作を、それぞれに適した条件でマンドレル12に対して開閉動作を行うことができる。また、設備面では、一つのターレット10の両側に溝カム機構を配置し、環状の溝カムに従って周回する各クランプの開閉を溝カムの振り角で簡単に開閉制御することができるため、装置を大型化することなくマンドレル12毎にブランククランプ13とシームクランプ14との両方を設けることが可能となる。
更に加えて、図8に示すように、ブランククランプ13の駆動機構はターレット10の裏側に設けられ、これに対してシームクランプ14の駆動機構はターレット10の表側に設けられている。そして各クランプ用の溝カム408,409はターレット10が間欠停止している時に動かされてカム溝Bおよびカム溝Sに従ってレバー404,405を揺動させ、それに伴い、コネクションダンパ19,20を介して各クランプ13,14がマンドレル12に対して「開」「閉」の動作が行われるように操作制御されている。このように溝カム408,409および駆動機構がターレット10の表裏両側にそれぞれ配置されることによりターレット10に対する偏荷重が抑制できる(各クランプ圧によるカム溝B,Sに掛かる反力のバランスがとれる)。その結果、カム溝B,Sをカムフォロアー407,407がスムーズに周回でき、しかもマンドレル12の母線方向(ブランク5の接合部)に対するシームクランプ14の捩れの発生を防止することが可能となる。
なお、コネクションダンパ19,20の駆動をカム手段によって行わせているが、本例に限定されず、ターレット10の回転停止中に動作させる機構であれば特に制限はなく、ターレット10の機構とは別個の駆動機構を備えた、その他の適宜の連動機構、例えばアクチュエータによって各コネクションダンパ19,20に駆動力を伝達するように構成してもよい。
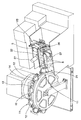
一方、前述した給紙位置21にはブランク5を所定の位置および姿勢に位置決めするための位置決め手段が設けられている。すなわち、図9に示すように、フィードベルトB1,B2の先端側には、マンドレル12の下側近傍まで送られたブランク5を最終的にマンドレル12の真下まで短いストロークで押し込み、ストッパー301に当てて位置決めさせる押し込み爪300がマンドレル12の左右両側に設けられている。それらの押し込み爪300は、適宜のアクチュエータによって軸300′(図7参照)を中心に前後方向に移動させる構成にしてもよいが、ターレット10の回転など他の機構との連動を確実に行うために、ターレット10を回転させる駆動力をカム機構などの適宜の運動機構によって各押し込み爪300に伝達するように構成することが好ましい。また、その給紙位置21の左右両側には、前記フィーダー22により送られてくるブランク5を給紙位置21に保持させるテーブル302が設けられており、ブランク5の両端部の樹脂被膜が溶融もしくは軟化した状態にあるため、ブランク5の両端部がテーブル302表面に直接接触しないように、テーブル302の上面には、ブランク5の両端部を僅かに浮かせて保持するために少し凸状に形成された吸引部304がマンドレル12の左右両側に設けられている。なお、この吸引部304の表面には、吸着力をブランク5の下面に付与し、ブランク5をほぼ平らな姿勢で保持するための吸引孔が複数形成され、図示しない真空源と連動している。また、ブランク5の左右両側の位置決めを行うサイドガイド303が位置調整可能に設けられている。
そして、図10に示すように、前記テーブル302の下方には、マンドレル12が図の下側に移動することに伴って、ブランククランプ13によって挟み付けられたブランク5の左右両側を相対的に押し上げて、ブランク5をいわゆる「U」の字状に曲げるブラシ付きガイドバー28,28がブラシ28’,28’を内側に向けて設けられている。なお、ブラシ28’,28’はブランク5の傷付きを防止するためのものであり、適宜の軟質材に置き換えてもよい。このガイドバー28は、下側に移動するマンドレル12の外周面とブラシ28’とが接触する程度に間隔を空けてマンドレル12の左右両側に配置され、かつマンドレル12の大径側と小径側のそれぞれに所定の間隔を空けてほぼ平行に配置されて固定された複数の帯状(もしくは棒状)の部材によって構成されている。そして、そのガイドバー28は、前述したフィーダー22の先端側にある給紙位置21におけるブランク5のテーブル302下面を上端(始端部)とし、ここからマンドレル12の旋回方向にその旋回半径とほぼ等しい半径で湾曲した円弧状に形成されている。すなわち、給紙位置21に位置決めされているブランク5をマンドレル12が押し下げることにより、ガイドバー28がそのブランク5の両端部を相対的に押し上げ、その結果、ブランク5をその外周面を傷付けることなく「U」字状に湾曲させるように構成されている。
そのガイドバー28の下端側(終端部側)で、各マンドレル12の間隔とほぼ等しい間隔だけ、前記給紙位置21から下がった位置に、「U」字状に曲げられているブランク5の左右両側を更にマンドレル12に向けて押すことによりマンドレル12に巻き付ける巻き付け爪29が配置されている(図11参照)。この巻き付け爪29は、上記の給紙位置21から1ピッチ、下側に回転して停止しているマンドレル12の両側に配置され、前記ガイドバー28を構成している帯状材(もしくは棒状材)の間からマンドレル12の外周面に沿って進退するように構成されている。この巻き付け爪29は、適宜のアクチュエータによって前後動させるように構成してもよいが、ターレット10の回転など他の機構との連動を確実に行うために、ターレット10を回転させる駆動力をカム機構などの適宜の連動機構によって各プッシュロッドに伝達するように構成することが好ましい。
つぎに上述した成形機の作用について説明する。図13に示す扇状に開いた帯状をなすブランク5は、その凸となっている縁部5aがフィード方向での前方側となるようにブランクスタッカー23に積層されて収容されており、その下側の複数枚がゲージングシリンダ24によってブランクスタッカー23との間に挟み付けられているので、積層されたブランク5がブランクスタッカー23の内部に保持されている。一方、ターレット10は、各マンドレル12の間隔を1ピッチとして間欠的に回転させられており、各マンドレル12がその中心軸線を水平にした状態に前記給紙位置21に順次割り出されている。
ブランクスタッカー23における最下端のブランク5に対して前記吸着パッド25が上昇し、そのブランク5を吸着した後、下降することによりブランク5がブランクスタッカー23から引き下げられる。その場合、ブランクスタッカー23が傾斜した状態で保持され、その状態からブランク5の凹となっている縁部5bの下端部を支点として回転させつつ引き下げるので、ブランク5を確実に1枚ずつ取り出しフィードラインF上に乗せることができる。
吸着パッド25が元の位置に下がると、ブランク5の吸着が解除され、そのブランク5はフィーダー22におけるローラ26によってフィードベルトに受け渡され、給紙位置21に向けて送られる。なお、ターレット10およびこれに取り付けられたマンドレル12が前述したように間欠的に回転していることにより、吸着パッド25によるブランク5の取り出し、およびフィーダー22によるブランク5の送給は間欠的に行われる。ブランク5が移動させられている状態では、前述した熱遮断バー101〜104はフィードラインFから離れており、ブランク5は遮断バー101〜104に干渉することなく前進させられる。そして、フィーダー22上のブランク5は、ヒーター27が設けられている箇所で一時的に停止させられ、これとほぼ同時若しくは相前後して、前述した揺動軸115が揺動することにより各熱遮断バー101〜104がブランク5側に移動し、その端部の表面に接触ないし接近する。その状態では、ブランク5の両端部は各熱遮断バー101〜104と各熱遮断走行板120,121とで覆われ、端縁から所定の幅の領域が熱風に対して露出させられている。各ヒーター27におけるノズル27g,27gは、熱遮断バー102,104および熱遮断走行板120にそれぞれ隣接しており、したがって、ヒーター27から噴射させられた熱風は、ブランク5の一方の端部の表面および他方の端部の裏面に吹き付けられ、その部分を加熱する。その場合、熱風は、冷却された熱遮断バー102,104および熱遮断走行板120に遮られブランク5の中心側に流れることはなく、かつノズル27g,27gと対向する側には、それぞれ冷却された熱遮断バー101,103および熱遮断走行板121によりブランク5の裏面の温度上昇を防ぐことができるので、ブランク5の長手方向での端部のみが加熱され、その部分の合成樹脂が溶融もしくは軟化させられる。したがって、互いに接合されられる端部以外の部分で樹脂が溶融もしくは軟化させられるなどの事態を未然に回避もしくは防止することができる。
熱遮断バー101〜104をブランク5に接触ないし接近させた状態での熱風の吹き付け、すなわちブランク5の端部の加熱は、ブランク5の送給が一時的に停止している間の所定時間、実行され、その後、前記揺動軸115が上記の場合とは反対に回転して熱遮断バー101〜104がブランク5から離され、その状態で上下のフィードベルトB1,B2が再度走行して、ブランク5が1ピッチ、前進させられる。フィーダー22によって間欠的に搬送される後続のブランク5は、上述した場合と同様にその両端部の表面あるいは裏面が熱風によって加熱され、その合成樹脂層が溶融もしくは軟化させられる。その都度、熱遮断バー101〜104はブランク5に接触ないし接近させられ、その状態で熱風が吹き付けられるが、各熱遮断バー101〜104および熱遮断走行板120,121の内部には冷却水が流れていて冷却されているので、予め定めた温度以上に上昇することはない。
こうしてブランク5は、フィーダー22のフィードベルトB1,B2により給紙位置21におけるマンドレル12の下側近傍まで送られ、続いて、ブランク5の先端部がテーブル302の吸引部304の吸引により、合成樹脂層が溶融もしくは軟化したブランク5の両端部が搬送ガイド等に接触するのを防ぎながら、かつ、サイドガイド303により左右方向の姿勢を矯正し、ブランク5の縁部5bが押し込み爪300により押し込まれ、ブランク5は縁部5aがストッパー301に当たる位置まで押し込まれてマンドレル12の下側に位置決めされる。その場合、フィーダー22が前述したように、マンドレル12の外周面の母線と平行になるように傾斜しているので、ブランク5はマンドレル12の下側でマンドレル12の外周面(もしくはその母線)と平行に位置決めされている。
一方、ブランク5が給紙位置21に送られる直前ないし直後に、オシレータ駆動系(図示せず)により溝カム408をターレット10の軸を中心に所定の振り角度で回動させてレバー404を揺動させ、それに伴い、コネクションダンパ19を介してブランククランプ13がマンドレル12に対して「閉」となる方向に動作する。その状態でブランククランプ13が押し上げられて位置決めされたブランク5をマンドレル12の外周面との間に挟み付けてマンドレル12に対して固定する。即ち、マンドレル12の外周面とブランク5とが平行になっており、しかも両者が接近しているので、ブランク5はマンドレル12の外周面に向けて平行移動させられ、給紙方向を変えることなくブランク5の先端と後端とが同時に挟み込まれる。したがって、容器1のテーパー角が大きく、また径に対して高さが低く、それに伴ってブランク5が比較的細長く大きな扇角で帯状に開いた形状(ブランクの両端部が中央位置よりも後方にある形状)であっても、ブランク5がクランプされる際にブランク5のマンドレル12に対する位置や姿勢がずれることがない。
ブランク5がブランククランプ13によってマンドレル12に対して固定されるのと相前後して、ターレット10の回転によってマンドレル12が図の下側に向けて移動(もしくは旋回)する。そのマンドレル12の左右両側にはガイドバー28,28が配置されているから、ブランククランプ13によってマンドレル12に対して固定されているブランク5は、マンドレル12が下降することによりガイドバー28の間に押し込められる状態になり、その結果、ブランク5の左右両側が相対的に押し上げられて、マンドレル12の外周面に沿って「U」字状に曲げられる。ターレット10が1ピッチ、回転してマンドレル12がガイドバー28のほぼ下端部にまで移動すると、ブランク5はほぼ完全に「U」字状に湾曲させられ、マンドレル12のほぼ下半部に密着した状態に巻き付けられる。すなわち、このようなブランク5の曲げ成形が、ブランク5の搬送と並行して行われる。ブランク5をこのように巻き付ける過程でブランク5の外面がガイドバー28に擦れるが、ガイドバー28の側面には前述したブラシ28’などの軟質構造材が設けられているので、ブランク5の表面(容器としての外面)が傷付くことが回避される。
図10に示すように、マンドレル12が1ピッチ移動した位置は、巻き付け爪29が配置されている位置に対応する位置であり、したがってそのマンドレル12に対して巻き付け爪29が点線の位置まで前進し、「U」字状に曲げられているブランク5の左右両側をマンドレル12の外周面に沿わせて更に湾曲させる。その場合、左右の巻き付け爪29の前進のタイミングが僅かにずれており、その結果、ブランク5の左右の端部のうちの一方が先に曲げられるので、その一方の端部の上に他方の端部が重ね合わされる。なお、各巻き付け爪29の前進のタイミングのズレは、それぞれを駆動する機構の動作タイミングを制御することにより行うか、あるいは巻き付け爪29の長さを異ならせることにより行う。
一方、オシレータ駆動系(図示せず)により溝カム409をターレット10の軸を中心に所定の振り角度で揺動させ、レバー405を揺動させ、それに伴い、コネクションダンパ20を介してシームクランプ14がマンドレル12に対して「閉」となる方向に動作するように制御される。
こうして互いに重なった端部に向けてかつ、左右の巻き付け爪29の間を通ってシームクランプ14が前進し、ブランク5の互いに重ね合わされている端部をマンドレル12との間に均一な押圧力で挟み付ける。その場合、マンドレル12に対するブランク5の位置および姿勢にズレが生じていないので、ブランク5の両端部は、ずれることなく正確に重ね合わされる。こうしてシームクランプ14によって押さえ付けられたブランク5の両端部は、前述したようにヒーター27によって加熱されて、それぞれの互いに対向する面の合成樹脂層が軟化もしくは溶融されているので、その合成樹脂層を接着剤として各端部が互いに接合される。
シームクランプ14がブランク5の互いに重ね合わされた両端部を押さえ付けた後、巻き付け爪29が後退し、その後、マンドレル12はターレット10と共に更に回転し、あるいはマンドレル12が移動を開始するのと相前後して巻き付け爪29が後退する。なお、ブランク5の重ね合わされた両端部が完全に接合するまでには幾分時間を要するので、シームクランプ14によってブランク5の端部を押さえ付けた状態が維持される。また、巻き付け爪29によるブランク5の成形およびシームクランプ14によるいわゆるシーム部の押圧などが行われている間に、後続のマンドレル12に対してもブランク5の供給、ブランククランプ13による把持・固定、「U」字状への曲げ成形などの一連の動作が行われる。
したがって、マンドレル12に対するブランク5の巻き付けおよびその両端部の接合の工程と同時に、他のマンドレル12に対するブランク5の供給、その「U」字状の曲げなどの工程が実行され、「U」字状への曲げがブランク5の搬送と並行して行われることと相まって、容器1の胴部(すなわち容器シェル)の成形に要する時間を短縮することができる。
なお、本発明は上述した具体例に限定されないのであって、本発明における熱遮断部材は上記の熱遮断バーとして例示した軸状の構成である必要は特になく、要は、表面あるいは裏面の予め定めた一部を熱風に対して露出させ、それ以外の部分をホットエアから遮蔽きる構成であればよい。また、本発明では、ブランクの一方の端部のみを加熱するように構成してもよい。