JP2012020902A - 表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 - Google Patents
表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 Download PDFInfo
- Publication number
- JP2012020902A JP2012020902A JP2010160121A JP2010160121A JP2012020902A JP 2012020902 A JP2012020902 A JP 2012020902A JP 2010160121 A JP2010160121 A JP 2010160121A JP 2010160121 A JP2010160121 A JP 2010160121A JP 2012020902 A JP2012020902 A JP 2012020902A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- cutting
- substrate
- display device
- thin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Liquid Crystal (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
【課題】極薄のガラス基板をクラックを進行させることなく製造することができる表示装置製造方法を提供する。
【解決手段】ガラス基板111に、薄膜トランジスタ、有機EL素子等の薄膜112を成膜し、不浸透膜により封止する(ステップS11)。エッチング液の侵入を防ぐためのシール材114を薄膜112成膜面に形成する(ステップS12)。引き続き、ガラス基板111をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板111を溶融する(ステップS13)。次に、ガラス基板111を、切断線113に垂直な断面で見た場合に、薄膜112が形成された面が凹面となるように曲げ、切断線113に沿って、スクライブホイール115を押し当て、ガラス基板111を切断する(ステップS14)。切断されたガラス基板111の各々は、有機EL表示パネル117として使用される(ステップS15)。
【選択図】図1
【解決手段】ガラス基板111に、薄膜トランジスタ、有機EL素子等の薄膜112を成膜し、不浸透膜により封止する(ステップS11)。エッチング液の侵入を防ぐためのシール材114を薄膜112成膜面に形成する(ステップS12)。引き続き、ガラス基板111をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板111を溶融する(ステップS13)。次に、ガラス基板111を、切断線113に垂直な断面で見た場合に、薄膜112が形成された面が凹面となるように曲げ、切断線113に沿って、スクライブホイール115を押し当て、ガラス基板111を切断する(ステップS14)。切断されたガラス基板111の各々は、有機EL表示パネル117として使用される(ステップS15)。
【選択図】図1
Description
本発明は、表示装置製造方法、ガラス基板切断方法及びガラス基板切断装置に係り、より詳しくは、極薄ガラス基板を用いた表示装置製造方法、極薄ガラス基板のガラス基板切断方法、及び極薄ガラス基板のガラス基板切断装置に関する。
携帯電話やデジタルカメラ等には、液晶表示装置や有機EL(Electro luminescent)表示装置をはじめとする薄膜トランジスタ基板を利用した表示装置が用いられており、更なる小型化、薄型化が求められている。薄膜トランジスタ基板には、通常、画素ごとに画像に応じた明るさの色を出力するためトランジスタ回路が、ガラス基板上に配置されている。
このようなガラス基板に薄膜を形成する工程では、効率的に製造するために、1つの製品となる基板に1つずつ成膜するのではなく、1つの基板に複数の製品の表示領域を配置し、複数の製品分の薄膜を同時に成膜することが多い。また、近年では、画面が曲面である表示装置が開発され、ガラス基板の厚さが0.2mm以下である薄膜トランジスタ基板も製造されている。
図14には、このように成膜されたガラス基板90の一部が示されている。ガラス基板90は、表示領域となる成膜領域91の周りの切断線92に沿って、スクライブホイール93が押し当てられスクライブライン94が形成された後、各製品となる表示パネルが切り取られる。ここで、0.2mm以下に薄型化されたガラス基板の薄膜トランジスタ基板の従来の製造方法について、図15を用いて説明する。まず、厚さ0.3mm以上のガラス基板90に薄膜トランジスタや配線等の薄膜99を成膜し(ステップS81)、切断線92に沿って、スクライブホイール93を押し当て、スクライブライン94を形成する(ステップS82)。ここで、スクライブライン94は、図16に示されるように、ガラス厚の5〜30%の深さまで形成され、この際にマイクロクラック95が発生する。図15に戻り、次に、スクライブライン94に曲げ応力が加わるように外力96を加えブレークする(ステップS83)。その後、分断されたセル97毎に、エッチング液の侵入を防ぐためのシール材98を薄膜99が形成された面及びその側面に塗布し(ステップS84)、セル97をエッチング液に浸漬する。エッチング液によりガラス基板が溶融され、0.2mm以下の極薄ガラス基板となる(ステップS85)。このステップS85のエッチング工程では、スクライブライン94から生じたマイクロクラック95の除去も行っている。
特許文献1には、ガラス基板にスクライブラインを入れてエッチングすることにより、薄型化と同時に切断する方法が開示されている。
0.2mm以下の極薄ガラス基板を用いた薄膜トランジスタ基板を製造するための図15に示した方法は、セル97毎にシール材を塗布し、エッチングする工程を必要とするため、作業工程の増加によるコスト高となっている。そのため、ガラス基板90は、0.2mm以下に薄型化した後に、切断されることが望ましい。
しかしながら、一般的に、ガラス基板をスクライブホイール93により切断する際には、図14及び図16に示されるようなマイクロクラック95が発生し、特に0.2mm以下の極薄ガラス基板の場合には、そのままクラックが進行し破断にいたる場合がある。特に極薄ガラス基板を湾曲させて使用する場合には、端面研磨工程やエッチング工程等のマイクロクラックの除去工程を加えなければ破断の可能性が高く、使用できない。
また、特許文献1による方法によっても、アルカリ可溶性樹脂膜を印刷塗布することによる作業工程が増加することによるコスト高となる。
本発明は、上述の事情を鑑みてしたものであり、極薄のガラス基板をクラックを進行させることなく製造することができると共に、製造工程を簡略化した表示装置製造方法、簡略化したガラス基板切断方法及びそのガラス基板切断装置を提供することを目的とする。
本発明の表示装置製造方法は、複数の表示装置が配置されたガラス基板を研磨により薄くする薄膜化工程と、前記ガラス基板を湾曲させる曲げ工程と、前記薄膜化工程により薄くされた前記ガラス基板に切断具をあてて切断する切断工程と、前記切断された前記ガラス基板を表示パネルとして筐体と組合わせる組立て工程と、を備える表示装置製造方法である。
また、本発明の表示装置製造方法おいて、前記曲げ工程は、前記ガラス基板を切断線に沿って内側に折曲げるように湾曲させ、前記切断工程は、前記湾曲した前記ガラス基板の前記内側の前記切断線に沿って、切断具をあてて切断する、とすることができる。
また、本発明の表示装置製造方法は、前記曲げ工程では、前記ガラス基板の前記切断具があてられる面とは反対側の面に引張り応力を生じさせる、とすることができる。
また、本発明の表示装置製造方法において、前記ガラス基板は、0.2mm以下のガラス基板である、とすることができる。
また、本発明の表示装置製造方法において、前記曲げ工程は、前記切断工程の後に、前記切断具が当てられた面を内側にして曲げられ、前記組立て工程において、曲げられたまま、前記筐体と組合わせることができる。
本発明のガラス基板切断方法は、ガラス基板を切断線に沿って内側に折曲げるように湾曲させる曲げ工程と、前記湾曲した前記ガラス基板の前記内側の前記切断線に沿って、切断具をあてて切断する切断工程と、によりガラス基板を切断するガラス基板切断方法である。
また、本発明のガラス基板切断方法は、前記曲げ工程では、前記ガラス基板の前記切断具があてられる面とは反対側の面に引張り応力を生じさせる、とすることができる。
本発明のガラス基板切断装置は、ガラス基板を切断線に沿って切断するガラス基板切断装置であって、前記切断線を挟んだ少なくとも2箇所において、前記ガラス基板を前記ガラス基板の面の垂直方向に応力を加えて固定する切断部固定部と、前記切断部固定部より前記切断線から遠い位置で前記切断線の挟んだ少なくとも2箇所において、前記ガラス基板を前記垂直方向で前記切断部固定部とは逆方向に応力を加えて固定する基板固定部と、前記切断部固定部と前記基板固定部とにより湾曲した前記ガラス基板を、前記湾曲の内側の前記切断線に沿って切断する切断具と、を備えるガラス基板切断装置である。
以下、本発明の実施形態について、図面を参照しつつ説明する。なお、図面において、同一又は同等の要素には同一の符号を付し、重複する説明を省略する。
[第1実施形態]
図1は、本発明の第1実施形態に係る有機EL表示装置100の製造方法について概略的に示す図である。この図1に示されるように、まず、複数の表示装置分の領域を有するガラス基板111に、薄膜トランジスタ、有機EL素子及び配線等の薄膜112を成膜し、不図示の不浸透膜により封止する(ステップS11)。次に、エッチング液の侵入を防ぐためのシール材114を薄膜112成膜面に塗布する(ステップS12)。引き続き、ガラス基板111をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板111を溶融する(ステップS13)。次に、ガラス基板111を、図のように、薄膜112が形成された面が凹面となるように曲げ、切断線113に沿って、切断具であるスクライブホイール115を押し当て、ガラス基板111を切断する(ステップS14)。切断されたガラス基板111の各々は、有機EL表示パネル117として有機EL表示装置100に使用される(ステップS15)。
図1は、本発明の第1実施形態に係る有機EL表示装置100の製造方法について概略的に示す図である。この図1に示されるように、まず、複数の表示装置分の領域を有するガラス基板111に、薄膜トランジスタ、有機EL素子及び配線等の薄膜112を成膜し、不図示の不浸透膜により封止する(ステップS11)。次に、エッチング液の侵入を防ぐためのシール材114を薄膜112成膜面に塗布する(ステップS12)。引き続き、ガラス基板111をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板111を溶融する(ステップS13)。次に、ガラス基板111を、図のように、薄膜112が形成された面が凹面となるように曲げ、切断線113に沿って、切断具であるスクライブホイール115を押し当て、ガラス基板111を切断する(ステップS14)。切断されたガラス基板111の各々は、有機EL表示パネル117として有機EL表示装置100に使用される(ステップS15)。
図2は、図1のステップS14のガラス基板111の様子を示す拡大断面図であり、図3は、同じくステップS14におけるガラス基板111の様子を示す斜視図である。これにより、従来スクライブラインの近傍に生じていたマイクロクラック95(図16)を抑えることができる。また、図3に示されるように、曲げられていることでスクライブライン118が裏面側に進行するため、図15の分断工程(ステップS83)を行うこと無しに、ガラス基板111を分断することができる。
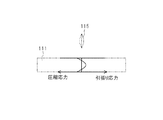
図4は、ガラス基板111の断面における内部応力の分布について示すグラフである。グラフの線が中央線(切断線)より左側にあるときは、圧縮応力がかかっていることを意味し、中央線より右側にあるときは、引張り応力がかかっていることを意味している。この図4に示されるように、ガラス基板111は製造上の理由により、平らに置かれた状態であっても、上下の表面近くは圧縮方向の応力がかかり、内部は引張り応力がかかっている。そのため、スクライブホイール115によりスクライブライン118を形成したとしても、裏面側の圧縮方向の応力が係っている部分では、表面で形成したスクライブライン118は進行せず、ガラス基板111は切断されないため、分断工程を別に設ける必要がある。
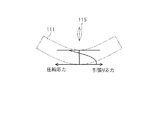
一方、図5は、下に凸に曲げられたガラス基板111の断面における内部応力の分布について示すグラフである。図4と同様に、グラフの線が中央線より左側にあるときは、圧縮応力がかかっていることを意味し、中央線より右側にあるときは、引張り応力がかかっていることを意味している。このグラフに示されるように、下に凸に曲げられたガラス基板111は、曲げられた内側である上表面に圧縮応力がかかっているため、スクライブホイール115により切断される際に、マイクロクラックが発生しづらく、また、裏面に近づくにつれて、引っ張り応力が大きくなるため、スクライブホイール115により、スクライブライン118をガラス厚の40〜50%に到達させることにより、スクライブライン118が裏面にまで進行し、ガラス基板111が切断されるため、分断工程を別に設ける必要がない。この図5に示されるようにガラス基板111が、座屈しない曲げで、裏面が引張り応力になっていれば、この切断方法を適用することができる。ガラス基板の素材にもよるが、一般的に、0.2mmを越えるガラス基板では、裏面側に引張り応力が生じる前に破断するものと考えられるため、厚さが0.2mm以下のガラス基板に適用できることとなるが、裏面側に引張り応力が生じていれば、本発明は厚さに限定されるものではない。
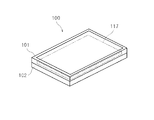
図6は、図1の製造方法により製造された有機EL表示装置100を示す図である。この図に示されるように、有機EL表示装置100は、図1の製造方法により製造された有機EL表示パネル117と、有機EL表示パネル117を挟むように固定する上フレーム101及び下フレーム102と、表示する情報を生成する回路素子を備える不図示の回路基板と、その回路基板において生成された表示情報を有機EL表示パネルに伝える不図示のフレキシブル基板等、により構成される。
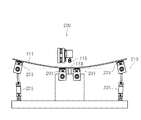
図7には、図1の製造方法のステップS14の切断工程を行うためのガラス基板切断装置200が示されている。ガラス基板切断装置200は、切断線113の両側でガラス基板111を吸引し、ガラス基板111の面に垂直方向の位置を固定する切断部固定部201と、切断部固定部201よりも切断線113から遠い位置でガラス基板111の面に垂直方向の位置を、ガラス基板111を吸引することにより固定する基板固定部203と、ガラス基板111を曲げるために基板固定部203をガラス基板111の面に垂直方向に移動させるアクチュエータ205と、曲げられたガラス基板111の凹部の切断線113に沿ってガラス基板111にスクライブラインを形成し、切断するスクライブホイール115と、を備えている。
図7に示されたガラス基板切断装置200によるガラス基板111の切断方法について説明する。まず、ガラス基板切断装置200にガラス基板111を設置する。このとき、基板固定部203は、アクチュエータ205により基板設置位置210の線上にあり、ガラス基板111は切断部固定部201と基板固定部203とにより吸引され、平らに設置される。次に、アクチュエータ205を作動させ、基板固定部203をガラス基板111の面に垂直方向に移動させることにより、ガラス基板111を切断線に沿って内側に折曲げるように湾曲させる。引き続き、湾曲したガラス基板111の内側面の切断線113上をスクライブホイール115を当てて移動させ、ガラス基板111を切断する。
図8は、本発明のガラス基板切断装置の他の実施形態であるガラス基板切断装置300を示す図である。ガラス基板切断装置300は、シート状のガラス基板390を切断するための装置であり、シート状のガラス基板390は、この図8に示されるように、ロール状にして保管されている。ガラス基板切断装置300は、切断線113の両側にガラス基板390を挟むように配置され、ガラス基板390の面に垂直方向の位置を固定する切断部固定ローラ301と、切断部固定ローラ301より切断線113から離れた位置において、ガラス基板390の面に垂直方向の位置を固定すると共に、ガラス基板390を搬送する基板固定ローラ303と、切断部固定ローラ301により、曲げられたガラス基板111の内側面の切断線113に沿ってガラス基板111にスクライブラインを形成し、切断するスクライブホイール115と、を備えている。
ガラス基板切断装置300では、ロールに巻かれたガラス基板390を基板固定ローラ303に載せて、切断部固定ローラ301の間を通し、切断位置である切断線113の位置が切断部固定ローラ301の間に来るまでガラス基板390を搬送させる。ここで、切断部固定ローラ301の間付近では、ガラス基板390は湾曲しているため、湾曲したガラス基板390の内側面の切断線113上をスクライブホイール115を当てて移動させ、ガラス基板390を切断する。
したがって、本実施形態の表示装置製造方法、ガラス基板切断方法及びガラス基板切断装置によれば、極薄のガラス基板をクラックを進行させることなく切断等を行うことができる。切断後に各々の基板にシール材を塗布してエッチングを行う場合と比較して、切断前のガラス基板を一括してシール材の塗布及びエッチングを行えるため、製造工程を簡略化することができる。更にスクライブラインによりガラス基板を分断できるため、分断工程を省略することができると共に、切断により発生したマイクロクラックの除去工程、例えば、切断後の端面研磨工程やエッチング工程、を省略することができる。
[第2実施形態]
図9は、本発明の第2実施形態に係る有機EL表示パネル400の製造方法について示す図である。まず、複数の表示装置分の領域を有するガラス基板411に、薄膜トランジスタ、有機EL素子及び配線等の薄膜412を成膜し、不図示の不浸透膜により封止する(ステップS21)。次に、エッチング液の侵入を防ぐためのシール材414を薄膜412の成膜面に塗布する(ステップS22)。引き続き、ガラス基板411をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板411を溶融する(ステップS23)。次に、ガラス基板411を、薄膜412が形成された面を表面とした場合に、裏面側または表面側から切断線413に沿って、スクライブホイール415を押し当て(ステップS24a)、ガラス基板411を、薄膜412が形成された面を表面とした場合に、裏面側から、切断線413に直行する切断線418に沿って、スクライブホイール415を押し当て(ステップS24b)、ガラス基板411を切断する(ステップS25)。切断されたガラス基板411は、薄膜412が形成された面を凸面とし、切断線418に沿って曲げられ、有機EL表示パネル400となる(ステップS26)。
図9は、本発明の第2実施形態に係る有機EL表示パネル400の製造方法について示す図である。まず、複数の表示装置分の領域を有するガラス基板411に、薄膜トランジスタ、有機EL素子及び配線等の薄膜412を成膜し、不図示の不浸透膜により封止する(ステップS21)。次に、エッチング液の侵入を防ぐためのシール材414を薄膜412の成膜面に塗布する(ステップS22)。引き続き、ガラス基板411をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板411を溶融する(ステップS23)。次に、ガラス基板411を、薄膜412が形成された面を表面とした場合に、裏面側または表面側から切断線413に沿って、スクライブホイール415を押し当て(ステップS24a)、ガラス基板411を、薄膜412が形成された面を表面とした場合に、裏面側から、切断線413に直行する切断線418に沿って、スクライブホイール415を押し当て(ステップS24b)、ガラス基板411を切断する(ステップS25)。切断されたガラス基板411は、薄膜412が形成された面を凸面とし、切断線418に沿って曲げられ、有機EL表示パネル400となる(ステップS26)。
図10には完成された有機EL表示パネル400が示されている。薄膜412が設けられた領域は表示領域であり、薄膜412が設けられている面を凹形状とした有機EL表示パネルとなっている。切断線418に生じたマイクロクラック419は、凹面側に発生しており、圧縮応力を受けるため、進行しない。完成した有機EL表示パネル400は、有機EL表示装置として、曲面に貼付されたり、筐体に取り付けられたりして使用される。
したがって、本実施形態の表示装置製造方法、ガラス基板切断方法によれば、極薄のガラス基板をクラックを進行させることなく、ガラス基板を曲げることができる。また、切断後に各々の基板にシール材を塗布してエッチングを行う場合と比較して、切断前のガラス基板を一括してシール材の塗布及びエッチングを行えるため、製造工程を簡略化することができ、更に切断により発生したマイクロクラックの除去工程、例えば、切断後の端面研磨工程やエッチング工程、を省略することができる。
[第3実施形態]
図11は、本発明の第3実施形態に係る有機EL表示パネル500の製造方法について示す図である。まず、複数の表示装置分の領域を有するガラス基板511に、薄膜トランジスタ、有機EL素子及び配線等の薄膜512を成膜し、不図示の不浸透膜により封止する(ステップS31)。次に、エッチング液の侵入を防ぐためのシール材514を薄膜512の成膜面に塗布する(ステップS32)。引き続き、ガラス基板511をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板511を溶融する(ステップS33)。次に、ガラス基板511を、薄膜512が形成された面を表面とした場合に、裏面側または表面側から切断線513に沿って、スクライブホイール515を押し当て(ステップS34a)、ガラス基板511を、薄膜512が形成された面から切断線513に直行する切断線518に沿って、スクライブホイール515を押し当て(ステップS34b)、ガラス基板511を切断する(ステップS35)。切断されたガラス基板511は、薄膜512が形成された面を凹面側とし、切断線518に沿って曲げられ、有機EL表示パネル500となる(ステップS36)。
図11は、本発明の第3実施形態に係る有機EL表示パネル500の製造方法について示す図である。まず、複数の表示装置分の領域を有するガラス基板511に、薄膜トランジスタ、有機EL素子及び配線等の薄膜512を成膜し、不図示の不浸透膜により封止する(ステップS31)。次に、エッチング液の侵入を防ぐためのシール材514を薄膜512の成膜面に塗布する(ステップS32)。引き続き、ガラス基板511をエッチング液に浸漬し、厚さが0.2mmになるまで、ガラス基板511を溶融する(ステップS33)。次に、ガラス基板511を、薄膜512が形成された面を表面とした場合に、裏面側または表面側から切断線513に沿って、スクライブホイール515を押し当て(ステップS34a)、ガラス基板511を、薄膜512が形成された面から切断線513に直行する切断線518に沿って、スクライブホイール515を押し当て(ステップS34b)、ガラス基板511を切断する(ステップS35)。切断されたガラス基板511は、薄膜512が形成された面を凹面側とし、切断線518に沿って曲げられ、有機EL表示パネル500となる(ステップS36)。
図12には完成された有機EL表示パネル500が示されている。薄膜512が設けられた領域は表示領域であり、薄膜512が設けられている面を凹形状とした有機EL表示パネルとなっている。切断線518に生じたマイクロクラック519は、凹面側に発生しており、圧縮応力を受けるため、進行しない。完成した有機EL表示パネル500は、有機EL表示装置として、曲面に貼付されたり、筐体に取り付けられたりして使用される。
したがって、本実施形態の表示装置製造方法、ガラス基板切断方法によれば、第2実施形態と同様に、極薄のガラス基板をクラックを進行させることなく、ガラス基板を曲げることができる。また、切断後に各々の基板にシール材を塗布してエッチングを行う場合と比較して、切断前のガラス基板を一括してシール材の塗布及びエッチングを行えるため、製造工程を簡略化することができ、更に切断により発生したマイクロクラックの除去工程、例えば、切断後の端面研磨工程やエッチング工程を省略することができる。
図13は、上述の有機EL表示パネル500の製造方法の変形例である液晶表示パネル600の製造方法について示す図である。この図13の液晶表示パネル600の製造方法では、図11のステップS31〜S33と同様の工程により、製造された液晶表示パネル600用の薄膜トランジスタ基板621(以下「TFT基板」という。)とカラーフィルタ基板622とを、間に液晶612を封止して貼り合わせる(ステップS41)。次に、TFT基板621について、切断線613に沿ってスクライブホイール615をあて、縦横に切断する。このとき、平行な2つの切断線613に沿ってTFT基板621を切り落とし、形成された溝からスクライブホイール615によりカラーフィルタ基板622を切断できるようにする(ステップS42)。なお、ステップS42の際にはTFT基板621にはマイクロクラック619が発生する。引き続き、TFT基板621の切り落としにより生じた溝を用いて、カラーフィルタ基板622をスクライブホイール615により切断する(ステップS43)。この際、カラーフィルタ基板622にもマイクロクラック619が発生する(ステップS44)。切断されたTFT基板621及びカラーフィルタ基板622は、カラーフィルタ基板622が外側になるように曲げられる(ステップS45)。
図13のように製造された湾曲した液晶表示パネル600においても、スクライブホイール615により生じたマイクロクラック619は、凹面側に発生しているため、圧縮応力を受け進行しない。完成した液晶表示パネル600は、液晶表示装置として、曲面に貼付されたり、筐体に取り付けられたりして使用される。
したがって、この変形例の表示装置製造方法、ガラス基板切断方法によれば、貼合せた極薄のガラス基板をクラックを進行させることなく、曲げることができる。また、切断後に各々の基板にシール材を塗布してエッチングを行う場合と比較して、切断前のガラス基板を一括してシール材の塗布及びエッチングを行えるため、製造工程を簡略化することができ、更に切断により発生したマイクロクラックの除去工程、例えば、端面研磨工程やエッチング工程を省略することができる。
なお、上述の第1〜第3実施形態においては、有機EL表示装置について述べたが、本発明は、液晶表示装置やプラズマ表示装置その他の薄膜トランジスタ基板を用いる表示装置に適用することができる。
また、本発明のガラス基板切断方法は、薄膜トランジスタ基板だけでなく、電子ペーパーおよび有機EL照明その他の薄膜基板に用いることができる。
90 ガラス基板、91 成膜領域、92 切断線、93 スクライブホイール、94 スクライブライン、95 マイクロクラック、96 外力、97 セル、98 シール材、99 薄膜、100 表示装置、101 上フレーム、102 下フレーム、111 ガラス基板、112 薄膜、113 切断線、114 シール材、115 スクライブホイール、117 表示パネル、118 スクライブライン、200 ガラス基板切断装置、201 切断部固定部、203 基板固定部、205 アクチュエータ、210 基板設置位置、300 ガラス基板切断装置、301 切断部固定ローラ、303 基板固定ローラ、390 ガラス基板、400 表示パネル、411 ガラス基板、412 薄膜、413 切断線、414 シール材、415 スクライブホイール、418 切断線、419 マイクロクラック、500 表示パネル、511 ガラス基板、512 薄膜、513 切断線、514 シール材、515 スクライブホイール、518 切断線、519 マイクロクラック、600 液晶表示パネル、612 液晶、613 切断線、615 スクライブホイール、619 マイクロクラック、621 薄膜トランジスタ基板、622 カラーフィルタ基板。
Claims (8)
- 複数の表示装置が配置されたガラス基板を研磨により薄くする薄板化工程と、
前記ガラス基板を湾曲させる曲げ工程と、
前記薄板化工程により薄くされた前記ガラス基板に切断具をあてて切断する切断工程と、
前記切断された前記ガラス基板を表示パネルとして筐体と組合わせる組立て工程と、を備える表示装置製造方法。 - 前記曲げ工程は、前記ガラス基板を切断線に沿って内側に折曲げるように湾曲させ、
前記切断工程は、前記湾曲した前記ガラス基板の前記内側の前記切断線に沿って、切断具をあてて切断する、ことを特徴とする請求項1に記載の表示装置製造方法。 - 前記曲げ工程では、前記ガラス基板の前記切断具があてられる面とは反対側の面に引張り応力を生じさせる、ことを特徴とする請求項1に記載の表示装置製造方法。
- 前記ガラス基板は、0.2mm以下のガラス基板である、ことを特徴とする請求項1に記載の表示装置製造方法。
- 前記曲げ工程は、前記切断工程の後に、前記切断具が当てられた面を内側にして曲げられ、
前記組立て工程において、曲げられたまま、前記筐体と組合わせられる、ことを特徴とする請求項1に記載の表示装置製造方法。 - ガラス基板を切断線に沿って内側に折曲げるように湾曲させる曲げ工程と、
前記湾曲した前記ガラス基板の前記内側の前記切断線に沿って、切断具をあてて切断する切断工程と、によりガラス基板を切断するガラス基板切断方法。 - 前記曲げ工程では、前記ガラス基板の前記切断具があてられる面とは反対側の面に引張り応力を生じさせる、ことを特徴とする請求項6に記載のガラス基板切断方法。
- ガラス基板を切断線に沿って切断するガラス基板切断装置であって、
前記切断線を挟んだ少なくとも2箇所において、前記ガラス基板を前記ガラス基板の面の垂直方向に応力を加えて固定する切断部固定部と、
前記切断部固定部より前記切断線から遠い位置で前記切断線の挟んだ少なくとも2箇所において、前記ガラス基板を前記垂直方向で前記切断部固定部とは逆方向に応力を加えて固定する基板固定部と、
前記切断部固定部と前記基板固定部とにより湾曲した前記ガラス基板を、前記湾曲の内側の前記切断線に沿って切断する切断具と、を備えるガラス基板切断装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010160121A JP2012020902A (ja) | 2010-07-14 | 2010-07-14 | 表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010160121A JP2012020902A (ja) | 2010-07-14 | 2010-07-14 | 表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012020902A true JP2012020902A (ja) | 2012-02-02 |
Family
ID=45775485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010160121A Pending JP2012020902A (ja) | 2010-07-14 | 2010-07-14 | 表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012020902A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103570232A (zh) * | 2012-08-08 | 2014-02-12 | 三星康宁精密素材株式会社 | 钢化玻璃的切割方法和切割台 |
| CN104411646A (zh) * | 2012-08-09 | 2015-03-11 | 日本电气硝子株式会社 | 强化玻璃的切割方法 |
| KR20150029156A (ko) * | 2013-09-09 | 2015-03-18 | 삼성디스플레이 주식회사 | 유기 발광 표시 장치의 제조 방법 및 터치 패널의 제조 방법 |
| US9466817B2 (en) | 2014-05-23 | 2016-10-11 | Japan Display Inc. | Method of manufacturing a display device |
| CN109192078A (zh) * | 2018-11-12 | 2019-01-11 | 京东方科技集团股份有限公司 | 一种柔性面板及其制备方法和显示装置 |
| JP2020029377A (ja) * | 2018-08-21 | 2020-02-27 | Agc株式会社 | カバーガラスの切断方法 |
| CN112479596A (zh) * | 2020-11-26 | 2021-03-12 | 恩利克(浙江)显示科技有限公司 | 超薄玻璃基板制程方法以及显示面板制程方法 |
| WO2021146092A1 (en) * | 2020-01-17 | 2021-07-22 | Corning Incorporated | Method of manufacturing glass laminate article |
| CN114195374A (zh) * | 2021-11-16 | 2022-03-18 | 河北光兴半导体技术有限公司 | 超薄玻璃的切断装置 |
-
2010
- 2010-07-14 JP JP2010160121A patent/JP2012020902A/ja active Pending
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107973525A (zh) * | 2012-08-08 | 2018-05-01 | 康宁精密素材株式会社 | 钢化玻璃的切割方法和切割台 |
| US20140042202A1 (en) * | 2012-08-08 | 2014-02-13 | Samsung Corning Precision Materials Co., Ltd. | Cutting Method And Cutting Stage Of Toughened Glass |
| KR101395054B1 (ko) * | 2012-08-08 | 2014-05-14 | 삼성코닝정밀소재 주식회사 | 강화유리 커팅 방법 및 강화유리 커팅용 스테이지 |
| CN103570232A (zh) * | 2012-08-08 | 2014-02-12 | 三星康宁精密素材株式会社 | 钢化玻璃的切割方法和切割台 |
| US10308543B2 (en) * | 2012-08-08 | 2019-06-04 | Corning Precision Materials Co., Ltd. | Cutting method and cutting stage of toughened glass |
| CN104411646A (zh) * | 2012-08-09 | 2015-03-11 | 日本电气硝子株式会社 | 强化玻璃的切割方法 |
| KR20150029156A (ko) * | 2013-09-09 | 2015-03-18 | 삼성디스플레이 주식회사 | 유기 발광 표시 장치의 제조 방법 및 터치 패널의 제조 방법 |
| KR102087193B1 (ko) * | 2013-09-09 | 2020-04-16 | 삼성디스플레이 주식회사 | 유기 발광 표시 장치의 제조 방법 및 터치 패널의 제조 방법 |
| US9466817B2 (en) | 2014-05-23 | 2016-10-11 | Japan Display Inc. | Method of manufacturing a display device |
| JP2020029377A (ja) * | 2018-08-21 | 2020-02-27 | Agc株式会社 | カバーガラスの切断方法 |
| JP7087817B2 (ja) | 2018-08-21 | 2022-06-21 | Agc株式会社 | カバーガラスの切断方法 |
| CN109192078A (zh) * | 2018-11-12 | 2019-01-11 | 京东方科技集团股份有限公司 | 一种柔性面板及其制备方法和显示装置 |
| WO2021146092A1 (en) * | 2020-01-17 | 2021-07-22 | Corning Incorporated | Method of manufacturing glass laminate article |
| CN112479596A (zh) * | 2020-11-26 | 2021-03-12 | 恩利克(浙江)显示科技有限公司 | 超薄玻璃基板制程方法以及显示面板制程方法 |
| CN112479596B (zh) * | 2020-11-26 | 2022-08-23 | 恩利克(浙江)显示科技有限公司 | 超薄玻璃基板制程方法以及显示面板制程方法 |
| US12404206B2 (en) | 2020-11-26 | 2025-09-02 | Flexi Glass Co., Ltd. | Method for manufacturing ultra-thin glass substrates and method for manufacturing display panel |
| CN114195374A (zh) * | 2021-11-16 | 2022-03-18 | 河北光兴半导体技术有限公司 | 超薄玻璃的切断装置 |
| CN114195374B (zh) * | 2021-11-16 | 2024-04-23 | 兆虹精密(北京)科技有限公司 | 超薄玻璃的切断装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012020902A (ja) | 表示装置製造方法、ガラス基板切断方法、及びガラス基板切断装置 | |
| US11061438B2 (en) | Flexible display panel, manufacturing method thereof and display device | |
| US20210336163A1 (en) | Flexible array substrate, display panel, and manufacturing method | |
| JP5345303B2 (ja) | 表示装置とその製造方法 | |
| JP2021192307A (ja) | 情報処理装置 | |
| US9884474B2 (en) | Bonding apparatus and method of fabricating curved display device using the same | |
| CN207517288U (zh) | 可分离的柔性显示结构、柔性显示屏以及显示装置 | |
| JP5232498B2 (ja) | 液晶表示装置及びその製造方法 | |
| JP2009204713A (ja) | 液晶表示装置の製造方法 | |
| EP2209063A3 (en) | Touch screen panel and method of fabricating the same | |
| CN102129318A (zh) | 触控面板及其制造方法 | |
| WO2016192337A1 (zh) | 显示面板的制备方法及显示面板、显示装置 | |
| WO2020073381A1 (zh) | Oled 显示装置的制作方法及 oled 显示装置 | |
| CN101201490A (zh) | 用于薄化一显示面板装置的方法 | |
| CN103681357A (zh) | 柔性显示器件及其制作方法、显示装置 | |
| CN105093609A (zh) | 显示装置的制造方法 | |
| CN101183201B (zh) | 柔性显示器的制造方法 | |
| JP5357080B2 (ja) | 液晶表示パネルの製造方法 | |
| JP2005340182A (ja) | El装置の基板の薄型化方法及び貼り合わせ基板の分断方法 | |
| CN111081146A (zh) | 一种显示基板的制备方法、显示基板及显示装置 | |
| JP5550216B2 (ja) | 表示装置 | |
| JP4682883B2 (ja) | 貼り合わせ基板の分断方法 | |
| WO2013054503A1 (ja) | 薄膜状電子回路を備えた表示装置の製造方法 | |
| WO2018119752A1 (zh) | 显示面板的制造方法 | |
| US7704795B2 (en) | Display device and manufacturing method thereof |