JP2011103268A - 鉛蓄電池 - Google Patents
鉛蓄電池 Download PDFInfo
- Publication number
- JP2011103268A JP2011103268A JP2009258594A JP2009258594A JP2011103268A JP 2011103268 A JP2011103268 A JP 2011103268A JP 2009258594 A JP2009258594 A JP 2009258594A JP 2009258594 A JP2009258594 A JP 2009258594A JP 2011103268 A JP2011103268 A JP 2011103268A
- Authority
- JP
- Japan
- Prior art keywords
- lattice
- expanded
- grid
- lead
- bone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
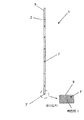
【解決手段】本発明は、エキスパンド格子の枠骨から最も離間する最下部の格子骨の断面積をS(mm2)とし、エキスパンド網目の展開方向に概略直交する方向において互いに隣接しあう2個の前記結節部の間の距離をP(mm)としたときに、比率(S/P)を0.06mm〜0.11mm以下、より好ましくは、0.07mm〜0.10mmとすることにより、エキスパンド格子の最下部の格子骨の変形による内部短絡が抑制され、信頼性に優れた鉛蓄電池を提供できる。
【選択図】図1
Description
(1−1)正極板A
正極板Aは、Pb−Ca0.08質量%−Sn1.2質量%の鉛合金を溶融して、ブックモールドタイプの鋳型に流し込み、冷却凝固させて作成した、高さ115mm、幅100mmの長方形状の外形を有した鋳造格子に、公知の鉛蓄電池用正極活物質ペーストを充填したものである。鋳造格子は、その周囲の4辺すべてに枠骨を有し、枠骨の内部に縦横の格子骨を配置したものである。鋳造格子の厚みは1.3mmであり、鋳造格子最下部の中骨の断面積は、1.95mm2である。なお、鋳造時に鉛合金中のCaの一部が上げ滓として失われるため、最終的な鋳造格子の鉛合金組成は、Pb−Ca0.07質量%−Sn1.2質量%である。
正極板B1〜B16は、Pb−Ca0.07質量%−Sn1.2質量%合金よりなり、厚み1.1mmの鉛合金の圧延シートをエキスパンド加工して得たエキスパンド格子に、正極板Aと同様の正極活物質ペーストを充填したものである。エキスパンド格子の外形寸法は、前記した正極用の鋳造格子と同一である。そして、本実施例では、前記した発明の実施形態において述べた比率(S/P)値を、表1に示すように、0.008mm〜0.22mmの範囲で変更したものである。なお、P値は12.0mmとした。

(2−1)負極板C
負極板Cは、Pb−Ca0.08質量%−Sn0.2質量%の鉛合金を溶融して、ブックモールドタイプの鋳型に流し込み、冷却凝固させて作成した、高さ115mm、幅100mmの長方形状の外形を有した鋳造格子に、公知の鉛蓄電池用負極活物質ペーストを充填したものである。鋳造格子は、その周囲の4辺すべてに枠骨を有し、枠骨の内部に縦横の格子骨を配置したものである。鋳造格子の厚みは1.2mmであり、鋳造格子最下部の中骨の断面積は、1.80mm2である。なお、鋳造時に鉛合金中のCaの一部が上げ滓として失われるため、最終的な鋳造格子の鉛合金組成は、Pb−Ca0.07質量%−Sn0.2質量%である。
負極板D1〜D16は、Pb−Ca0.07質量%−Sn0.2質量%合金よりなり、厚み0.7mmの鉛合金の圧延シートをエキスパンド加工して得たエキスパンド格子に、負極板Cと同様の負極活物質ペーストを充填したものである。エキスパンド格子の外形寸法は、前記した正極用の鋳造格子と同一である。そして、本実施例では、前記した発明の実施形態において述べた比率(S/P)値を、表2に示すように、0.008mm〜0.22mmの範囲で変更したものである。なお、P値は12.0mmとした。
2 枠骨
3 耳
4 エキスパンド網目
5,5′ 格子骨
6 結節部
7,7′ 切断部先端
Claims (2)
- 鉛合金のシートにスリットを形成し、このスリットを展開して得たエキスパンド格子を備えた鉛蓄電池であって、
前記エキスパンド格子は、集電用の耳を備えた枠骨と、
前記枠骨に連設されたエキスパンド網目とからなり、
前記エキスパンド網目は、網目状に配置された複数の格子骨と、
前記格子骨間、および、前記格子骨と前記枠骨とを連結する結節部を備え、
前記した複数の格子骨において、前記枠骨より最も離間した格子骨の断面積をS(mm2)とし、
前記エキスパンド網目の展開方向に概略直交する方向において互いに隣接しあう2個の前記結節部の間の距離をP(mm)としたときに、
比率(S/P)が0.06mm以上、0.11mm以下であることを特徴とした鉛蓄電池。 - 前記比率(S/P)を0.07mm以上、0.10mm以下とした請求項1に記載の鉛蓄電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009258594A JP5521503B2 (ja) | 2009-11-12 | 2009-11-12 | 鉛蓄電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009258594A JP5521503B2 (ja) | 2009-11-12 | 2009-11-12 | 鉛蓄電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011103268A true JP2011103268A (ja) | 2011-05-26 |
| JP5521503B2 JP5521503B2 (ja) | 2014-06-18 |
Family
ID=44193519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009258594A Active JP5521503B2 (ja) | 2009-11-12 | 2009-11-12 | 鉛蓄電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5521503B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101412659B1 (ko) * | 2012-11-27 | 2014-08-12 | 주식회사 한영아이피 | 에스엠디용 밀폐형 돔 스위치 |
| JP2015088289A (ja) * | 2013-10-30 | 2015-05-07 | 株式会社Gsユアサ | 制御弁式鉛蓄電池及びその鋳造集電体 |
| JP5866702B2 (ja) * | 2014-01-15 | 2016-02-17 | パナソニックIpマネジメント株式会社 | 鉛蓄電池 |
| JP2019029068A (ja) * | 2017-07-25 | 2019-02-21 | 株式会社Gsユアサ | 鉛蓄電池 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55159571A (en) * | 1979-05-24 | 1980-12-11 | Yuasa Battery Co Ltd | Lead-acid battery |
| JPH10334940A (ja) * | 1997-05-28 | 1998-12-18 | Matsushita Electric Ind Co Ltd | 密閉形鉛蓄電池およびその製造方法 |
-
2009
- 2009-11-12 JP JP2009258594A patent/JP5521503B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55159571A (en) * | 1979-05-24 | 1980-12-11 | Yuasa Battery Co Ltd | Lead-acid battery |
| JPH10334940A (ja) * | 1997-05-28 | 1998-12-18 | Matsushita Electric Ind Co Ltd | 密閉形鉛蓄電池およびその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101412659B1 (ko) * | 2012-11-27 | 2014-08-12 | 주식회사 한영아이피 | 에스엠디용 밀폐형 돔 스위치 |
| JP2015088289A (ja) * | 2013-10-30 | 2015-05-07 | 株式会社Gsユアサ | 制御弁式鉛蓄電池及びその鋳造集電体 |
| JP5866702B2 (ja) * | 2014-01-15 | 2016-02-17 | パナソニックIpマネジメント株式会社 | 鉛蓄電池 |
| JPWO2015107587A1 (ja) * | 2014-01-15 | 2017-03-23 | パナソニックIpマネジメント株式会社 | 鉛蓄電池 |
| JP2019029068A (ja) * | 2017-07-25 | 2019-02-21 | 株式会社Gsユアサ | 鉛蓄電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5521503B2 (ja) | 2014-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW459417B (en) | Expanded grid for electrode plate of lead-acid battery | |
| JP5521503B2 (ja) | 鉛蓄電池 | |
| CN111164809B (zh) | 铅蓄电池用正极板栅以及铅蓄电池 | |
| JP5230845B2 (ja) | 鉛蓄電池用の極板群、鉛蓄電池、及び鉛蓄電池用の極板群の製造方法 | |
| JP5145861B2 (ja) | 鉛蓄電池 | |
| JP4385441B2 (ja) | 鉛蓄電池 | |
| JP5903606B2 (ja) | 鉛蓄電池用極板、鉛蓄電池および鉛蓄電池用極板の製造方法 | |
| JP4062817B2 (ja) | 鉛蓄電池及びその製造法 | |
| JP2008091055A (ja) | 鉛蓄電池用エキスパンド格子および鉛蓄電池 | |
| JP4774297B2 (ja) | 鉛蓄電池用格子体の製造方法および鉛蓄電池 | |
| JP4834912B2 (ja) | 蓄電池用格子体の製造方法と、その製造方法により製造した蓄電池用格子体を用いる鉛蓄電池の製造方法 | |
| JPH01204364A (ja) | 鉛蓄電池用エキスパンド格子体及びその製造方法 | |
| JP4380184B2 (ja) | 蓄電池用格子体とそれを用いた鉛蓄電池 | |
| JP2000340235A (ja) | 鉛蓄電池 | |
| JP4224756B2 (ja) | 鉛蓄電池 | |
| JP4654477B2 (ja) | 円筒形密閉鉛蓄電池 | |
| JP2014197456A (ja) | 鉛蓄電池用正極格子体の製造方法及び鉛蓄電池 | |
| JP2000357518A (ja) | 鉛蓄電池用格子体およびその製造方法 | |
| JPH10321236A (ja) | 鉛蓄電池 | |
| JP2003132897A (ja) | 正極用エキスパンド式極板の製造方法 | |
| JPH11339812A (ja) | 鉛蓄電池 | |
| JP2003163008A (ja) | 鉛蓄電池 | |
| JP2003100301A (ja) | 正極用エキスパンド格子体及びその製造方法 | |
| JP4904632B2 (ja) | 鉛蓄電池 | |
| JP2003168439A (ja) | 鉛蓄電池用のエキスパンド格子体及び正極板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120803 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20121217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130821 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20140107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140324 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5521503 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |