JP2011069080A - 木質板状建材の製造方法 - Google Patents
木質板状建材の製造方法 Download PDFInfo
- Publication number
- JP2011069080A JP2011069080A JP2009219941A JP2009219941A JP2011069080A JP 2011069080 A JP2011069080 A JP 2011069080A JP 2009219941 A JP2009219941 A JP 2009219941A JP 2009219941 A JP2009219941 A JP 2009219941A JP 2011069080 A JP2011069080 A JP 2011069080A
- Authority
- JP
- Japan
- Prior art keywords
- wood
- building material
- wooden
- veneer
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Floor Finish (AREA)
Abstract
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、前記積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を、前記スライス単板の表面13aから下端14a,15aまでの深さDが、該スライス単板の厚さTの二倍以内となるように形成するようにした。
【選択図】図1
Description
その他の方法としては、ロータリーレース加工や引き切り加工により木材を加工して、比較的、肉厚の単板を作製することが考えられる。しかし、ロータリーレース加工では、丸太を周方向に沿って加工するため、単板の木目が不自然になるという問題があった。また、引き切り加工では、切り代が無駄になり、歩留まり、生産性が悪いという問題があった。
また、上記木質化粧材の製法では、表面に溝部や面取り部が形成されることが多い木質板状建材の見栄えの向上については考慮されておらず、更なる改善が望まれていた。
このように均質化した木材は、スライス加工性が向上し、従来のようなスライス加工時に生じる逆目割れが生じ難く、効率的に肉厚のスライス単板を作製することができる。
これにより、木質板状建材の表面の木質感が阻害されず、また、表面に磨耗等が生じて塗膜の消失乃至はスライス単板自体に磨耗が生じた場合にも、スライス単板の全体が熱着色されているので、磨耗部位のスライス単板の全体が消失しない限りは、磨耗前後、及びそれ以外の部位との違和感が生じることがなく、外観の劣化を防止できる。
さらに、上記のような仕上げ塗装とすれば、溝部や面取り部と、それ以外の表面との不自然な色調の差異(濃淡)が生じ難く、より意匠性を向上させることができる。
さらには、高圧高温水蒸気による処理温度や処理時間などの処理条件を適宜、設定することで、木材の着色度をコントロールすることもでき、種々の木質板状建材を提供することができる。
このような構成とすれば、0.15mm〜0.25mm程度の厚さとされた一般的な突板と比べて、磨耗等による木質基材の露出をより効果的かつ効率的に低減できる十分な厚さとなり、外観の劣化をより効率的に防止できる。
また、例えば、木質板状建材としての床材や壁材などに溝部や面取り部を形成する場合には、意匠性の観点や手触り感等の観点から、その深さを、0.6mm〜3.0mm程度とすることが好ましく、スライス単板を上記程度の厚さにすることで、このような溝部や面取り部が形成された木質板状建材の表面の意匠性を、より効率的に向上させることができる。
このような構成とすれば、木材への熱着色や耐光性を十分に付与できるとともに、木材の強度劣化を効率的に低減でき、より効率的に肉厚のスライス単板を作製することができる。
このような構成とすれば、スライス単板を木質基材に貼着する際における製造工程の簡略化を図ることができる。すなわち、木質基材の表面に、複数枚の単板を並べるように貼着する際には、従来、特に比較的、肉厚の単板では、これら複数枚の単板を個々に木質基材に貼着する態様とされていた。一方、上記構成とされた本発明によれば、比較的、肉厚のものでもスライス加工性が向上するので、フリッチ材を集成接着した集成体をスライス加工して複数のフリッチ材からなる集成スライス単板を容易に作製できる。従って、複数枚の単板を個々に木質基材に貼着する必要がなく、製造工程の簡略化を図ることができる。
また、このように集成接着されたフリッチ材の継ぎ目に沿って溝部を形成するようにしてもよい。これによれば、スライス単板を肉厚に形成できることと相俟って、溝部において無垢材を突き合わせて集成した無垢集成材のような外観となり、当該木質板状建材の表面の見栄えをより向上させることができる。
このような構成とすれば、木質板状建材の表面の木質感を損なうことなく、より意匠性を向上させることができる。また、このような塗装による塗膜が磨耗等によって消失した場合にも、上述のように、表層側のスライス単板は、高圧高温水蒸気による加熱処理により、全体が熱着色されるとともに、耐光性が付与されているので、消失前後、及び塗膜消失部位と他の部位との違和感を低減でき、外観の劣化を防止できる。
本実施形態では、本実施形態に係る木質板状建材の製造方法により製造した木質板状建材として、図4(c)に示すように、床材10を例示している。
床材10は、平面視して長方形状とされており、例えば、1尺(303mm)×6尺(1818mm)程度の長尺板状体とされている。
この床材10は、図4(b)に示すように、木質基材12と、その表面側のスライス単板13とを積層一体化した構造とされている。
このスライス単板13は、後記するように、高圧高温水蒸気による加熱処理が施された木材を湿潤状態のままでスライスして作製されたものである。
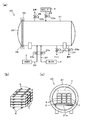
加熱処理装置としての高圧高温水蒸気釜(以下、蒸気釜と略す。)20は、図2(a)に示すように、横長円筒形状の容器本体21の開口を開閉蓋22で閉止して構成され、この開閉蓋22は、フェルール継手やクランプ継手、ボルトナット機構等の緊締手段29により、容器本体21を気密的に封止し、かつ容器本体21に対して着脱自在または開閉自在とされている。尚、図2(c)では、開閉蓋22を取り外した状態を示している。
これら容器本体21及び開閉蓋22は、加熱処理する木材としてのフリッチ材1(図2(c)参照)への金属汚染を防止する観点からステンレス等の汚染性が少なく、かつ耐圧性のある金属材料で製されたものとしてもよい。
この容器本体21の内部には、図2(c)に示すように、容器本体21の両側部に回転自在に支持されたローラー部材21aが、開口部側から奥側に向けて複数本、設けられている。このローラー部材21aには、被処理物が載置される載置プレート8が配置され、フリッチ材1の出し入れが容易に可能となっている。
また、容器本体21の上部には、加圧エアー供給源5からの加圧エアーを蒸気釜20内に供給する加圧エアー管25と、蒸気釜20内からの蒸気乃至はガスを排出する排気管26とが接続されている。
加圧水供給源4としては、高圧水タンクや高圧ポンプなどを採用するようにしてもよい。
加圧エアー供給源5としては、エアーコンプレッサーなどを採用するようにしてもよい。
上記した各配管23,24,25,26,27,28には、それぞれの管路途中に、開閉バルブ23a,24a,25a,26a,27a,28aが設けられている。
また、ドレン管27には、管路途中の適所に、フィルタやスチームトラップ等が設けられている。
尚、高圧高温水蒸気釜20の具体的構成は、図示したものに限られず、高圧高温水蒸気による木材の加熱処理が可能な構成であれば、どのようなものでもよい。
<木材配置工程(ステップ100)>
まず、図2(b)に示すように、加熱処理対象としての複数(図例では、12本)のフリッチ材1,1・・・を、横方向に並べるとともに、高さ方向(厚さ方向)に桟部材6を介在させて積層したものを、図2(c)に示すように、桟部材6を介在させて載置プレート8に載置し、蒸気釜20内に配置する。
また、後記する冷却工程において加圧水を供給して水没させる際に、蒸気釜20内に配置した各フリッチ材1が浮き上がらないよう、適宜の浮き上がり防止手段7を配置する。
また、本実施形態では、桟部材6を、蒸気釜20内に配置されたフリッチ材1が蒸気釜20の内壁(図例では、載置プレート8)に接触しないよう、最下段のフリッチ材1と、載置プレート8との間にも介在させるようにしている。また、浮き上がり防止手段7を図例のように、重し7とした場合には、この重し7と、最上段のフリッチ材1とが接触しないよう、これらの間にも桟部材6を介在させるようにしてもよい。
また、その原料樹種としては、ブナやナラ、スギ、マカバ、ビーチ、オーク、チーク、ハードメープル、チェリー、ウォールナット、ホワイトアッシュ、マホガニー、その他の種々の樹種が挙げられる。ブナ材等の散孔材は、ナラ材等の環孔材に比べて、木目を強調することが困難な樹種であるが、このような散孔材にも、高圧高温水蒸気による加熱処理を施すことで、熱着色され、木目を強調することができる。
上記のように、蒸気釜20内に、フリッチ材1を配置した後、開閉蓋22により蒸気釜20を密閉し、上記した各バルブのうち、水蒸気供給バルブ23a、排気バルブ26a及びドレンバルブ27aを開とし、その他のバルブ24a,25a,28aを閉とし、蒸気釜20内に、高圧高温水蒸気を供給して、蒸気釜20内の空気を水蒸気に置換する。
次いで、上記状態から排気バルブ26aを閉とし、高圧高温水蒸気を供給して、例えば、1℃/分〜3℃/分程度で徐々に蒸気釜20内を、所定の処理温度となるまで昇温させる。
この加熱処理条件としての処理温度(蒸気釜20内の雰囲気温度)は、105℃以上、160℃以下(圧力範囲で、0.2kgf/cm2G(約0.02MPaG)以上、5.3kgf/cm2G(約0.52MPaG)以下)程度、好ましくは、150℃(3.9kgf/cm2G(約0.37MPaG))以下程度としてもよい。
尚、この処理温度は、例えば、蒸気釜20の内壁に設置した適宜の温度センサー等により計測して制御するようにしてもよく、或いは、圧力計等により蒸気釜20内の圧力を計測して制御するようにしてもよい。
この処理温度は、加熱処理対象としての木材(本例では、フリッチ材1)の着色度合いに大きく寄与し、この処理温度を上記範囲内で適宜、設定することで、木材の着色度を容易にコントロールすることができる。
上記所定の処理温度に達した後の処理時間は、木材の樹種や、サイズ、釜内温度等にもよるが、上記程度のフリッチ材1のサイズで、ブナやナラ材等の場合には、1時間〜4時間程度としてもよい。
尚、上記処理温度を設定する態様に代えて、この処理時間を適宜、設定することで、木材の着色度をコントロールするようにしてもよい。
上記のように加熱処理工程を実行した後、木材の冷却、及び蒸気釜20内を降圧する。
この蒸気釜20の降圧処理は、木材の心部が所定温度以下となるまで冷却された後に、実行することが木材の乾燥割れ等を防ぐ観点から好ましい。
この所定温度は、100℃以下程度、好ましくは、90℃以下程度としてもよい。
本実施形態では、冷却工程の効率化及び木材の乾燥割れをより効率的に防止するために、降圧処理を実行する前に、蒸気釜20内を所定の高圧状態に維持した状態で木材を水没させて冷却するようにしている。
また、上記加圧水の供給は、蒸気釜20内における圧力変動や蒸気釜20自体の劣化(金属疲労)を抑えるために、蒸気釜20内に供給された加圧水が蒸気釜20内において飛散等しないよう、蒸気釜20内の下方から徐々に、かつ穏やかに供給することが好ましい。
さらに、冷却効率を向上させるために、この冷却工程を実行する際には、加圧水供給バルブ24a及び排水バルブ28aを開閉制御乃至は開度制御することで、蒸気釜20内の冷却用水の入れ替えを行うようにしてもよい。
このように、フリッチ材1を冷却するための加圧水が供給される容器を蒸気釜20内に設置することで、蒸気釜20の劣化を効率的に低減できる。また、この場合は、容器を上記したような汚染性の少ないステンレス製等とし、蒸気釜を耐圧性のある鉄製等としてもよい。これによれば、より効率的に蒸気釜20の劣化を低減できる。
また、上記冷却工程実行時に蒸気釜20内に導入する加圧エアーは、木材の酸化抑制の観点から窒素ガスを使用するようにしてもよい。
この蒸気釜20内の圧力を大気圧に復帰させる際にも、急激な圧力変動が生じないよう、徐々に大気圧に復帰させるようにしてもよい。
尚、蒸気釜20内の降圧は、蒸気釜20内の冷却用水を蒸気釜20外に排出する前に、排気バルブ26aを開にして行うようにしてもよく、または、排気バルブ26a及び排水バルブ28aの両方を開として冷却用水を排出しながら行うようにしてもよく、さらには、冷却用水を排出した後(実質的には、冷却用水の排出により蒸気釜20内はある程度、降圧する)に、排気バルブ26aを開にして行うようにしてもよい。
上記釜内降圧工程を実行した後、処理木材としてのフリッチ材1を蒸気釜20から取り出し、精寸仕上げを行う。例えば、上記所定のサイズとされた各フリッチ材1を、厚さ45mm、幅101mm及び長さ455mmとなるように精寸する。この際、長手方向両端面はクロスカットソー加工により精寸処理し、その他の面は、モルダー加工により精寸処理するようにしてもよい。
このようなフリッチ材1の全面の精寸処理により、上記加熱処理工程において、木材の組成成分であるリグニンに含まれるフェノール類似の低分子樹脂が変質し、副生成されてフリッチ材1の表面に析出した耐光性の低い酸化着色物が除去されるとともに、フリッチ材1の全面が平滑となる。
本実施形態では、長手方向にそれぞれ4つのフリッチ材1を接合し、短手方向が三列となるように集成接着しており、さらに、長手方向には、集成接着されたフリッチ材1が千鳥状にずれて配置されるように、適宜長さに切断したフリッチ材1を振り分けて集成接着するようにしている。
上記集成接着に使用される接着剤としては、湿潤状態のフリッチ材1の接着が可能な接着剤とすればよく、例えば、湿気硬化型ウレタン接着剤等を採用するようにしてもよい。
上記のように作製されたフリッチ集成体2を、湿潤状態のままで横突きスライサー機に導入し、所定厚さとなるようスライス加工して、図3(a)に示すように、スライス単板13を作製する。
ここに、湿潤状態とは、上記加熱処理工程の後のスライス加工対象としてのフリッチ集成体2の含水率が所定程度以上の状態を指しており、このフリッチ集成体2の含水率は、30%以上程度とすることがスライス加工性の観点から好ましい。
また、本実施形態のように、加熱処理対象としての木材をフリッチ材1とし、このフリッチ材1を集成接着したフリッチ集成体2をスライス加工してスライス単板13を作製する態様とすることで、比較的、肉厚のものでもスライス加工性が向上するので、フリッチ材1を集成接着したフリッチ集成体2をスライス加工して複数のフリッチ材1からなる集成されたスライス単板13を容易に作製できる。従って、後の積層工程において、複数枚の単板を個々に木質基材に並べるようにして貼着する必要がなく、製造工程の簡略化を図ることができる。
さらに、例えば、上記した加熱処理工程時における、各フリッチ材1の加熱処理条件(上記処理温度や上記処理時間など)を適宜、設定し、各フリッチ材1の着色度合いを調整することで、色調の異なるフリッチ材1を作製することができる。この色調の異なるフリッチ材1を、趣向等に応じて組み合わせて集成接着し、スライスすることで、種々の柄パターン(乱貼り状、パーケット状、市松状等)のスライス単板13を作製することもできる。
上記所定厚さが、上記下限厚さ未満であれば、耐摩耗性が低くなる傾向があるとともに、後記するように、所定深さの溝部や面取り部の形成が困難となる傾向があり、意匠性が低下する傾向がある。一方、上記上限厚さを超えれば、高コストになる傾向があるとともに、スライス加工性が悪化する傾向があり、スライス単板の裏面に割れが発生する傾向がある。
上記のような所定厚さのスライス単板13とすることで、0.15mm〜0.25mm程度の厚さとされた一般的な突板と比べて、磨耗等による木質基材の露出をより効果的かつ効率的に低減できる十分な厚さとなり、外観の劣化をより効率的に防止できる。
上記のように作製されたスライス単板13を、図3(b)及び図3(c)に示すように、木質基材12に貼着して積層体11を作製する。
この積層接着に使用される接着剤としては、各種水性接着剤やエマルション接着剤等としてもよく、例えば、ゴムラテックス系エマルション接着剤としてもよい。
また、接着剤を介して木質基材12とスライス単板13とを積層した後、熱プレス機(ホットプレス機)に導入し、加熱圧締して乾燥硬化させるようにしてもよい。
尚、木質基材12とスライス単板13との間に、熱プレス時における接着剤やスライス単板等からの水蒸気の放出を促すために、紙材等を介在させて積層接着するようにしてもよい。
また、接着剤の種類に応じて、加熱圧締する態様に代えて、コールドプレスとしてもよく、自然乾燥としてもよい。
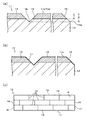
上記のように積層体11を作製した後、図4(a)に示すように、当該積層体11の表面11aに、溝部14及び面取り部15を形成する。
本実施形態では、図4(c)に示すように、縦横に複数本の溝部14を形成し、四周の全周に亘って面取り部15を形成している。
また、この溝部14は、図例では、木質基材12の層内に底部14aが達するように切削加工されるとともに、その断面形状(溝部自体の長手方向に直交する方向の縦断面形状)がV字形状とされている。
また、本実施形態では、複数本の溝部14を、上記のように集成接着された各フリッチ材1の接合部(継ぎ目)に沿って形成するようにしている(図3(a)及び図4(c)参照)。
特に、各フリッチ材1の着色度合いを異ならせたものを集成してスライス単板13を作製し、その継ぎ目に沿って上記寸法の溝部14を形成することで、溝部14の両側面に露出した各フリッチ材1の色調が異なるものとなるので、より無垢集成材に近い外観を呈するものとできる。
つまり、溝部において基材が大きく露出した従来のものでは、表面層のスライス単板が、溝部で分断されたような外観となり、無垢感を呈することが困難であるが、本実施形態のように、スライス単板13を肉厚のものとし、上記寸法の溝部14を形成することで、無垢材に溝部を形成したような外観とすることができ、見栄えを向上させることができる。
これら溝部14の形成箇所や本数は、意匠性等の観点から適宜、選択可能であり、図例のように、縦横の全ての継ぎ目に沿って溝部を形成する態様に代えて、例えば、長手方向に沿う継ぎ目のみに溝部を形成するようにしてもよい。
この面取り部15は、図例では、積層体11の表面端縁部を斜めに切除したC面取り形状とされており、その下端縁部15aが木質基材12の端面に位置するように、すなわち、面取り部15の形成された部位に、木質基材12が露出するように形成されている。
また、この面取り部15は、上記した溝部14の断面形状に合わせた形状とされている。つまり、本実施形態では、隣接する木質板状建材(図例では、床材1)同士が接合された際に、各木質板状建材に形成された面取り部によって、これら木質板状建材の端部間に、溝部14と略同寸同形状の目地溝が形成されるように面取り部を形成している。
このような深さとし、上述のように、スライス単板13を上記所定厚さとすることで、このような溝部14や面取り部15が形成された木質板状建材の表面の意匠性を、より効率的に向上させることができる。
また、溝底の角度は、上記のような90度とされたものに限られず、70度〜120度程度としてもよく、これに応じた面取り部の形状としてもよい。
さらにまた、図例では、溝部14と上記目地溝との断面形状を、略同寸同形状としたものを例示しているが、これらが互いに異なる断面形状とされたものとしてもよい。
また、図例では、溝部14及び面取り部15を、これらの形成された部位において木質基材12が露出するように形成した態様を示しているが、上述のように、本実施形態によれば、スライス単板13を比較的、肉厚のものとできるので、これら溝部14及び面取り部15の下端14a,15aが、スライス単板13の厚み内に止まるように形成するようにしてもよい。これによれば、これらの部位において木質基材12が露出することなく、木質板状建材の意匠性をより向上させることができる。
このような実部17,18は、隣接する木質板状建材同士を接合する接合部を構成し、図例では、雄実部17と雌実部18とを備えた本実接合構造としているが、雇い実接合や相じゃくり接合構造等の他の接合構造とされたものとしてもよく、このような実接合部を設けないようにしてもよい。
また、上記した溝部14及び面取り部15並びに実部17,18を形成する前に、積層体11の表面11aを、ワイドベルトサンダーにて表面仕上げ処理(表面研磨処理)するようにしてもよい。この際、使用する番手は、スライス単板13に用いる樹種にもよるが、180番手〜320番手程度のものとし、積層体11の表面11aが平滑となるよう表面研磨するようにしてもよい。
上記のように表面加工処理が施された積層体11の表面(溝部14及び面取り部15を含む)11aに所定の塗装を施し、図4(b)に示すように、塗膜層16を形成する。
この塗装工程では、高圧高温水蒸気による加熱処理によって、スライス単板13には、熱着色が施されるとともに、耐光性が付与されているので、クリアー塗料のみを仕上げ塗装として施すようにしてもよい。このようなクリアー塗料のみによる仕上げ塗装によれば、塗装後の木質板状建材の表面の木質感が阻害されることがなく、意匠性を向上させることができる。
このように、積層体11の表面11aの地色と、塗装後の木質板状建材との色差ΔEが比較的小さくなるように生地着色を施すことで、塗装後の木質板状建材の表面の木質感が阻害されることがなく、意匠性を向上させることができる。また、表面に磨耗等が生じて塗膜の消失乃至はスライス単板13自体に磨耗が生じた場合にも、上記のように色差が小さく、スライス単板13の全体が熱着色されるとともに、耐光性が付与されているので、磨耗部位のスライス単板13の全体が消失しない限りは、磨耗前後、及びそれ以外の部位との違和感が生じることがなく、外観の劣化を防止できる。
さらに、比較的、高濃度の塗料により塗装する場合と比べて、溝部14や面取り部15と、それ以外の表面との不自然な色調の差異(濃淡)が生じ難く、より意匠性を向上させることができる。
また、上記のように生地着色を施した後、上記同様のクリアー塗料を仕上げ塗装として施すようにしてもよい。
また、上記低濃度の塗料は、例えば、着色成分として各種色の顔料を主成分とした水性合成樹脂着色剤を希釈剤で希釈した水性合成樹脂塗料としてもよい。このような水性合成樹脂着色剤には、適宜、粘度調整剤や界面活性剤を添加するようにしてもよい。また、この希釈剤に対する顔料の配合比率は、上述のように、積層体11の表面11aとの色差ΔEが3.0以下程度となるように、低濃度の塗料とすればよく、例えば、15%以下程度のものとしてもよい。或いは、上記のようにクリアー塗料のみを仕上げ塗装とするようにしてもよい。
また、上記した塗料の着色成分としての顔料または染料の割合は、塗装対象である積層体11の表面11aの地色や、塗装後の所望する色調等に応じて適宜、選択可能であり、木質感を阻害しないように、白色系の塗料を用いるようにしてもよいが、その他、半透明塗料や淡色系の塗料等としてもよい。
さらに、上記塗料としては、白色系やその他の水性ステインを、適宜、希釈したものとしてもよい。
以上のように、本実施形態に係る木質板状建材の製造方法によれば、木質板状建材10の表層側に積層されるスライス単板13を効率的に肉厚に加工できるとともに、意匠性の高い木質板状建材10を製造することができる。
また、本実施形態では、木質板状建材の表面端縁部の四周の全周に亘って面取り部を形成したものを例示しているが、少なくとも一辺の表面端縁部に面取り部を形成するようにしてもよい。
さらに、本実施形態では、木質板状建材の表面に、溝部及び面取り部を形成したものを例示しているが、これらのうちのいずれか一方のみを形成するようにしてもよい。
各実施例及び各比較例では、木質基材を、厚さが12mmの合板とし、また、含水率が40〜62%(ドライベース)程度の生材のナラ材を上記所定のサイズに形成した12本のフリッチ材を、処理対象としての木材とした。
実施例1〜19及び比較例8では、上記12本のフリッチ材を上記同様に桟部材を介在させて積層し、高圧高温水蒸気による上記加熱処理を施した。この加熱処理時における処理温度は、図5の表に示すように、実施例1〜6では、105℃、実施例7〜13では、135℃、実施例14〜19では、150℃、比較例8では、160℃とし、これら所定の処理温度に昇温させた後の処理時間を2時間とした。
また、高圧高温水蒸気による上記加熱処理を施した後、上記のように高圧状態を保ちながら水没させて冷却した。この冷却時間は、30分とし、フリッチ材温度が90℃以下となるまで冷却した後、蒸気釜内を降圧して、フリッチ材を取り出し、上記したように所定のサイズに精寸処理した。次いで、このフリッチ材を上記したように湿気硬化型ウレタン接着剤で集成接着し、フリッチ集成体を作製した。
また、比較例4〜7では、上記12本のフリッチ材を、100℃で蒸煮処理し、精寸処理して集成接着し、フリッチ集成体を作製した。
上記のようにそれぞれ作製したフリッチ集成体を横突きスライサーによりスライス加工して所定厚さのスライス単板を作製した。
各実施例及び比較例におけるスライス単板の厚さTは、図5の表に示すように、比較例1,4,8では、0.25mm、実施例1,7,14及び比較例2,5では、0.35mm、実施例2,8,15及び比較例3,6では、0.40mm、実施例3,9,16及び比較例7では、0.50mm、実施例4,10,13,17では、1.00mm、実施例5,11,18では、2.00mm、実施例6,12,19では、2.25mmとした。
上記のようにそれぞれ作製したスライス単板を、上記木質基材の表面に、ゴムラテックス系エマルション接着剤で積層接着し、積層体を作製した。この際、熱プレス機(ホットプレス機)に導入し、加熱圧締した。この際のプレス条件は、型面温度を110℃とし、プレス圧を5kgf/cm2(約0.49MPa)とし、プレス時間を90秒とした。また、乾燥のために、型開して冷却した後、同条件で再度、加熱圧締した。
尚、比較例3及び比較例7では、作製したスライス単板の表面に多数の逆目割れが生じ、製品として耐え得る外観が得られず、積層工程以降の処理を割愛した。
上記のようにそれぞれ作製した積層体の表面を、240番手のワイドベルトサンダーにより研磨処理した後、所定深さの溝部及び面取り部を加工形成した。各例の溝部及び面取り部の形状は、上記同様、それぞれV字形状及びC面取り形状とした。
各実施例及び比較例における溝部及び面取り部の深さDは、図5の表に示すように、実施例1〜3,7〜9,14〜16及び比較例1,2,4〜6,8では、0.6mmとし、実施例4〜6,10〜13,17〜19では、1.6mmとした。
上記のように溝部及び面取り部を形成した積層体の表面に、ロールコーターにより以下の塗装仕上げを行った。
実施例1〜12,14〜19及び比較例1,2,4〜6,8では、下塗りとして、ウレタン系クリアー塗料(サンユーペイント株式会社 NYX−S−701)を、ゴムロールにて、80g/m2塗布した後、送風機で乾燥させた。次いで、240番手のワイドベルトサンダーにより研磨処理し、上塗りとして、ウレタン系クリアー塗料(サンユーペイント株式会社 NYX−E−800)を、ゴムロールにて、60g/m2塗布した後、送風機で乾燥させて、クリアー塗装を施した。
上記各実施例1〜19及び比較例1〜8において作製された各スライス単板を、上記のように表面処理した後の表面を目視観察した。
結果は、図5の表に示す通りであり、実施例1〜5,7〜11,13〜18及び比較例1,4〜6では、逆目割れや裏割れ等は見受けられず、良好な結果であった。
また、スライス単板の厚さTを、2.25mmとした実施例6,12,19では、一部に裏割れが見受けられるものがあったが、その他は概ね製品として耐え得る程度の外観であり、概ね良好な結果であった。
一方、比較例2,6では、少数ではあるが、表面処理により除去できない程度の逆目割れが見受けられ、比較例3,7では、上記のように多数の逆目割れが見受けられた。
また、比較例8では、品質上の問題は認められなかったものの、加熱処理後のフリッチ集成体にやや強度劣化が認められ、他のものと比べてスライス加工性がやや困難な結果となった。
上記各実施例1〜19及び比較例1,2,4〜6,8において製造された各木質板状建材の外観を目視観察した。
結果は、図5の表に示す通りであり、実施例1〜19及び比較例5では、木質基材の露出が溝部や面取り部においてそれほど目立たず、また、木質感もあり、概ね良好な結果であった。
一方、比較例1,4,8では、木質基材の露出が溝部や面取り部において目立つ結果となった。
また、比較例2,6では、表面の逆目割れが目立つ結果となった。
上記各実施例1〜19及び比較例1,2,4〜6,8において製造された各木質板状建材(試験片)を、養生した後、耐光試験機(キセノンランプフェードメーター)により、48時間照射し、照射前後での変退色を、分光測色計(L*a*b*表色系)で測定し、色差ΔEが、5.0以下を合格基準として判断した。
結果は、図5の表に示す通りであり、実施例1〜6では、色差ΔE=4.8であり、概ね良好な結果であった。
また、実施例7〜12では、色差ΔE=3.1であり、良好な結果であった。
また、実施例13では、色差ΔE=1.2であり、極めて良好な結果であった。
また、実施例14〜19では、色差ΔE=4.5であり、概ね良好な結果であった。
また、比較例8では、色差ΔE=4.4であり、概ね良好な結果であった。
一方、比較例1,2では、色差ΔE=8.0であり、変退色が認められる結果となった。
また、比較例4〜6では、色差ΔE=6.2であり、変退色が認められる結果となった。
上記各実施例1〜19及び比較例1,2,4〜6,8において製造された各木質板状建材(試験片)を、養生した後、磨耗試験装置を用いて、JIS A1453に規定された磨耗試験方法に準拠して磨耗試験を実施した。500回転させた後、木質基材の露出が少なく、100回当たりの磨耗量が、0.15g以下であり、かつ、磨耗前後における色調の変化が目視観察で認められないものを合格基準として判断した。
結果は、図5の表に示す通りであり、実施例1,7,14及び比較例2,5では、木質基材の露出が若干、認められたが、磨耗前後において色調に目立つほどの変化はなく、概ね良好な結果であった。
また、実施例2〜6,8〜13,15〜19及び比較例6では、木質基材の露出はほぼなく、また、磨耗前後において色調に変化はなく、良好な結果であった。
一方、比較例1,4,8では、木質基材が大部分において露出する結果となった。
特に、スライス単板の厚さTを、0.40mm〜2.00mmとした実施例2〜5,8〜11,13,15〜18では、スライス単板のスライス加工性、歩留まりに優れ、耐摩耗性にも優れた結果となった。スライス単板の厚さTを肉厚にすれば、裏割れが発生する傾向があり、実用上、経済性の観点からも好ましくは、スライス単板の厚さTは、2.25mm以下程度とすることが好ましい。
これにより、実施例13のように、積層体の表面に、着色前の積層体表面の色調を阻害しない程度の低濃度の塗料で着色処理を施すことで、耐退色性が極めて良好となるとともに、磨耗による外観の劣化を低減できることが示された。
10 床材(木質板状建材)
11 積層体
11a 積層体の表面
12 木質基材
13 スライス単板
13a スライス単板の表面
14 溝部
14a 溝部の底部(溝部の下端)
15 面取り部
15a 面取り部の下端縁部(面取り部の下端)
D スライス単板表面から溝部、面取り部の下端までの深さ
T スライス単板の厚さ
Claims (5)
- 高圧高温水蒸気による加熱処理を施した木材を、湿潤状態のままでスライスしてスライス単板を作製し、このスライス単板を、木質基材に貼着して積層体を作製した後、
前記積層体の表面に、溝部及び面取り部のうちの少なくともいずれか一方を、前記スライス単板の表面から下端までの深さが、該スライス単板の厚さの二倍以内となるように形成するようにしたことを特徴とする木質板状建材の製造方法。 - 請求項1において、
前記スライス単板の厚さが、0.35mm以上、2.25mm以下であることを特徴とする木質板状建材の製造方法。 - 請求項1または2において、
前記高圧高温水蒸気による加熱処理を、前記木材の心部の温度が、105℃以上、160℃以下となるように実行するようにしたことを特徴とする木質板状建材の製造方法。 - 請求項1乃至3のいずれか1項において、
前記木材をフリッチ材とし、該フリッチ材を集成接着した後に、スライスして前記スライス単板を作製するようにしたことを特徴とする木質板状建材の製造方法。 - 請求項1乃至4のいずれか1項において、
前記積層体の表面に、前記溝部及び面取り部のうちの少なくともいずれか一方を形成した後、当該積層体の表面との色差が3.0以下となるように低濃度の塗料で着色処理を施すようにしたことを特徴とする木質板状建材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009219941A JP5420359B2 (ja) | 2009-09-25 | 2009-09-25 | 木質板状建材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009219941A JP5420359B2 (ja) | 2009-09-25 | 2009-09-25 | 木質板状建材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011069080A true JP2011069080A (ja) | 2011-04-07 |
| JP5420359B2 JP5420359B2 (ja) | 2014-02-19 |
Family
ID=44014596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009219941A Active JP5420359B2 (ja) | 2009-09-25 | 2009-09-25 | 木質板状建材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5420359B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017002626A (ja) * | 2015-06-12 | 2017-01-05 | 凸版印刷株式会社 | 床用化粧材及び床材 |
| JP2017052186A (ja) * | 2015-09-10 | 2017-03-16 | パナソニックIpマネジメント株式会社 | 木質板状建材の製造方法 |
| KR101734332B1 (ko) | 2016-10-17 | 2017-05-12 | 에스와이우드(주) | 건축용 집성재 및 그 제조방법 |
| KR101993781B1 (ko) * | 2018-11-06 | 2019-07-01 | 주식회사휴플러스 | 멀바우 목재 탈색 방법 및 장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55140508A (en) * | 1979-04-23 | 1980-11-04 | Nippon Musical Instruments Mfg | Cutting preetreatment method of wood for manufacturing veneer |
| JPH01154734U (ja) * | 1988-04-04 | 1989-10-24 | ||
| JPH0413303U (ja) * | 1990-05-25 | 1992-02-03 | ||
| JP2002227391A (ja) * | 2001-02-06 | 2002-08-14 | Nippon Paper Industries Co Ltd | 表面に化粧縦溝を有する木質化粧床材 |
| JP2009191449A (ja) * | 2008-02-12 | 2009-08-27 | Pal Co Ltd | 床材の製造方法 |
-
2009
- 2009-09-25 JP JP2009219941A patent/JP5420359B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55140508A (en) * | 1979-04-23 | 1980-11-04 | Nippon Musical Instruments Mfg | Cutting preetreatment method of wood for manufacturing veneer |
| JPH01154734U (ja) * | 1988-04-04 | 1989-10-24 | ||
| JPH0413303U (ja) * | 1990-05-25 | 1992-02-03 | ||
| JP2002227391A (ja) * | 2001-02-06 | 2002-08-14 | Nippon Paper Industries Co Ltd | 表面に化粧縦溝を有する木質化粧床材 |
| JP2009191449A (ja) * | 2008-02-12 | 2009-08-27 | Pal Co Ltd | 床材の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017002626A (ja) * | 2015-06-12 | 2017-01-05 | 凸版印刷株式会社 | 床用化粧材及び床材 |
| JP2017052186A (ja) * | 2015-09-10 | 2017-03-16 | パナソニックIpマネジメント株式会社 | 木質板状建材の製造方法 |
| KR101734332B1 (ko) | 2016-10-17 | 2017-05-12 | 에스와이우드(주) | 건축용 집성재 및 그 제조방법 |
| KR101993781B1 (ko) * | 2018-11-06 | 2019-07-01 | 주식회사휴플러스 | 멀바우 목재 탈색 방법 및 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5420359B2 (ja) | 2014-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200139682A1 (en) | Method of manufacturing a timber composite, the timber composite obtained and decorative panels comprising such timber composite | |
| WO2020145870A1 (en) | A method to produce a veneer element and a veneer element | |
| US12053905B2 (en) | Method to produce a veneered element and a veneered element | |
| US12337576B2 (en) | Decorative panels comprising a timber composite | |
| KR100927170B1 (ko) | 압축판재와 그의 제조방법 | |
| WO2010082140A1 (en) | Method for producing bamboo boards and products | |
| JP5420359B2 (ja) | 木質板状建材の製造方法 | |
| US20210276218A1 (en) | Method and system for producing an engineered wood | |
| JP5633920B2 (ja) | 木質板状建材の製造方法 | |
| JP2011094298A (ja) | 木質板状建材の製造方法 | |
| JP5756909B2 (ja) | 処理木材製造方法、及びこの処理木材を用いた木質板状建材 | |
| JP5248004B2 (ja) | 床材及びその製造方法 | |
| JP5760186B2 (ja) | 集成材の製造方法及びその製造方法により製造された集成材 | |
| AU2010342713B2 (en) | Manufactured eucalyptus wood products | |
| WO2011085691A1 (en) | Moisture control for manufactured wood products | |
| AU2010342749A1 (en) | Methods of preparing and making manufactured wood products | |
| JP6573227B2 (ja) | 化粧単板の製造方法及びこれを用いて製造された化粧単板を備えた木質板状建材の製造方法 | |
| JP7728187B2 (ja) | 木質複合材、床材、木質複合材の製造方法、および、床材の製造方法 | |
| JP5061162B2 (ja) | 木質表面化粧材の製造方法 | |
| JP2017052186A (ja) | 木質板状建材の製造方法 | |
| JP2025025536A (ja) | 木質化粧板およびその製造方法 | |
| JP2011025591A (ja) | 木質表面化粧材の着色方法 | |
| JP6425211B2 (ja) | 板状建材の製造方法 | |
| JP5154474B2 (ja) | 木材の耐光処理方法 | |
| JP2017209914A (ja) | 板状建材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120112 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5420359 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |