JP2010530832A - 容器にラベルを貼り付ける装置及び方法 - Google Patents
容器にラベルを貼り付ける装置及び方法 Download PDFInfo
- Publication number
- JP2010530832A JP2010530832A JP2010512652A JP2010512652A JP2010530832A JP 2010530832 A JP2010530832 A JP 2010530832A JP 2010512652 A JP2010512652 A JP 2010512652A JP 2010512652 A JP2010512652 A JP 2010512652A JP 2010530832 A JP2010530832 A JP 2010530832A
- Authority
- JP
- Japan
- Prior art keywords
- label
- container
- labeling
- hot fluid
- labeling position
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C3/00—Labelling other than flat surfaces
- B65C3/06—Affixing labels to short rigid containers
- B65C3/065—Affixing labels to short rigid containers by placing tubular labels around the container
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
- Y10T156/1768—Means simultaneously conveying plural articles from a single source and serially presenting them to an assembly station
Abstract
本発明に係る容器(100)用ラベル貼付け装置は、少なくとも一つの容器(100)を、ラベル貼付け位置に同時に位置決めする第一移送手段(2)と、環状熱収縮性ラベル(200)を、ラベル貼付け位置にある少なくとも一つの容器(100)の下方に位置決めする第二移送手段(3)と、ラベル貼付け位置にある容器(100)に、下方からラベルを挿入するためにラベル(200)を上昇させるための上昇手段(50,52)と、ラベル(200)に高温流体を与えるための分配手段(51,53)とを有し、前記分配手段(51,53)が、前記第二移送手段(3)に拘束されずに、第二移送手段(3)によって前進させられるラベル(200)に対して静止するようにされ、かつ、ラベル貼付け位置にある少なくとも一つの容器(100)に挿入されたラベル(200)の少なくとも一部の熱収縮を実行するように構成され、前記部分が、ラベル(200)の軸線方向展開部全体にわたってのびていることを特徴とする。
【選択図】図1
【選択図】図1
Description
本発明は、環状バンドの形態の熱伸縮性ラベルを使用する容器用ラベル貼付装置及び方法に関する。詳細には、本発明は、例えばヨーグルトカップのような、トレイ外方に突出する平坦な外周エッジが設けられた上側口部を有する収容カップを備えた容器にラベルを貼り付けるための装置及び方法に関する。
従来技術では、これらの容器に対するラベル貼付けは、通常、成形・充填・密封装置(FFS)という名前の単一の製造設備において、容器を成形し、続けて充填し密封する装置と並べて配置される特別なラベル貼付装置を用いて行われていた。具体的には、容器は、通常、全てが相互に連結された一群の容器を得るように、プラスチック材料から成る単一のシートの熱成形加工又は引き抜き加工によって成形される。成形後、一群の容器は、初めに充填装置に送られ、そこで、容器カップに製品が充填され、次いで、密封装置に送られ、そこで、カップはフィルムや適当な蓋で密閉される。最後に、充填され密封された容器は、分離装置に送られ、そこで、ブレードカッタ装置が、容器の平坦な縁部に切り込み線を入れ、及び/又は容器を相互に分離させるために容器の平坦な縁部を切断する。
この製造設備に沿って、ラベル貼付装置は、充填装置の上流に配置することができる。しかし、ラベル貼付装置は、通常、充填装置の下流に配置され、包装すべき製品が既に充填された容器に作用する。
通常、ラベル貼付装置は、二つの連続した異なる処理ステーションを通して一群の容器を移動させるための移送手段を有する。第一のステーションでは、熱収縮性の環状ラベルが容器の本体上に底部から挿入され、第二の熱収縮ステーションでは、既に挿入されたラベルが加熱されて収縮され、ラベルが容器に完全に接着される。
しかし、これら二つの異なる処理ステーションの存在のために、上述したラベル貼付装置は、生産性が制限される。また、さらに上述したラベル貼付装置は、第一のステーションから第二の熱収縮ステーションまで容器を移送している間に、環状ラベルが滑り落ちることを防止するための特殊な可動式の支持機構を必要とする。このため、装置が複雑化し、また製造コストが高くなる。
この欠点を取り除くために、ラベル貼付装置は、その第一のステーションに高温流体、典型的には熱風を分配するための特殊な分配手段が設けられる。この分配手段は、ラベルが関連する容器に挿入されると直ぐにラベルに当たる高温流体噴流を生じさせる。
具体的には、これらの分配手段は、高温流体噴流が、関連する容器の縁部の直ぐ下に位置する幾つかの小さな部分だけに、ラベルの局部的熱収縮を生じさせ、これらの部分が容器自身に接着するように構成されている。
この方法では、局部的熱収縮によって、実際に正式な熱収縮が行われる第二の熱収縮ステーションに向けての移送中にラベルが剥がれることが効果的に防止される。これらの装置の一つが、詳細な内容について参照されるHassiaによる国際出願(PCT)の国際公開WO2005/82601号公報(特許文献1)に開示されている。
上述した解決手段は、移送中にラベルを支持する手段をラベル貼付装置に設ける必要性は取り除くが、二つの異なる処理ステーションの存在に関する生産性の問題を解決するものではない。
これらの問題の殆どは、二つの処理ステーションの関連する処理を完了させる時間が異なることにあり、このために、装置全体の生産リズムは、より遅い装置の生産リズムに制限されることになり、加えて、二つの処理ステーションを相互に同期させるために、複雑で高価な技術的解決法を使用する必要がある。
また、ラベルの挿入及び熱収縮処理が単一の処理ステーションで行われるラベル貼付装置も公知である。そのラベル貼付装置には、複数のラベル支持グループが設けられている。前記ラベル支持グループは、各々が円筒状ビーカーを備え、各ビーカーは、その内部に同軸上に環状バンドの形態の熱収縮性ラベルを収容している。
前記ラベル支持グループには、ラベル支持グループが関連のある円筒状カップの内部にラベルを受け取るローディング位置と、ラベル支持グループがラベルを貼り付けるべき容器の下方にラベルを位置決めするアンローディング位置との間で、周期的にラベル支持グループを動かす作動手段が設けられる。
各ラベル支持グループには、さらに、関連する円筒状ビーカーを上昇させる上昇手段が設けられ、熱収縮性ラベルを、底部からラベルを貼り付けるべき容器に挿入し、円筒状ビーカーの内壁とラベルを貼り付けるべき容器の外壁との間で画定される中空空間内にそのラベルを閉じ込めることができるようにされる。
最後に、各ラベル支持グループには、高温流体、典型的には熱風を分配するための特殊な分配手段が設けられ、前記分配手段が、円筒状本体とラベルを貼り付けるべき容器との間の前述中空空間の内部に高温流体を分配して、全体的な熱収縮を生じさせ、容器の本体上への環状ラベルの接着を完了させるようにされている。
これらのラベル貼付装置の一つが、詳細な内容について参照されるGhini Enricoによる国際特許出願(PCT)の国際公開WO 2004/085263号公報(特許文献2)に開示されている。しかし、これらのラベル貼付装置は、欠点を無くすものではない。例えば、ラベル支持グループの円筒状ビーカーの内部に熱収縮性ラベルを位置決めすることは、上昇中にラベルを貼り付けるべき容器と干渉しないようにするために、ラベルをビーカーと完全に同軸上に配置する必要があるので、困難で複雑な処理である。従って、この処理の自動化には、複雑で高度な構造的解決手段を使用することが必要であり、このような装置は、結局、ラベル貼付装置のコストに加えられることになる。
第二の問題点は、熱風分配手段が、ラベル支持グループに直接設けられていることが原因となる。この構造は、ラベルをローディング位置からアンローディング位置に移送している間に、関連するラベル支持グループと一緒に分配手段を移動させることができるようにしなければならないので、装置の製造コストを上げ、かつ、高温流体を供給する流体プラントを著しく複雑化する。
これらの装置の第三の問題点は、ラベル支持グループの円筒状ビーカーが、単一のラベル形式しか有効に収容することができないため、ラベル貼付装置の柔軟性を乏しくし、様々な寸法の容器の処理に対する適用性を乏しくすることにある。
本発明の目的は、簡単で合理的で比較的安価な解決手段によって、従来技術における上述した欠点を取り除くことにある。この目的は、各々特許請求の範囲の独立項に限定された特徴を持つラベル貼付装置及びラベル貼付け方法によって達成される。従属項は、本発明の好ましい解決手段及び/又は特に有利な解決手段を説明している。概して、容器へのラベル貼付けのために提供される装置は、少なくとも一つの容器をラベル貼付け位置に同時に位置決めするための第一移送手段と、環状バンドの形状の熱収縮性ラベルをラベル貼付け位置にある少なくとも一つの容器の下方に位置決めする第二移送手段と、ラベルを容器の底部からラベル貼付け位置に挿入するためにラベルを上昇させる上昇手段と、ラベルに高温流体、例えば、熱風又は加熱蒸気を供給するために高温流体を分配する分配手段とを備えている。
本発明の第一の特徴においては、分配手段は、熱収縮性ラベルの第二移送手段には拘束されてなく、第二移送手段によって前進方向に動かされるラベルに対して静止した状態にされ、ラベル貼付け位置にある少なくとも一つの容器に挿入された熱収縮性ラベルの少なくとも一部分の熱収縮を実行させるように構成されており、その部分は、熱収縮ラベルの軸線方向展開部全体に亘ってのびている。
この方法では、ラベル貼付け装置は、単一の処理ステーションで、言い換えれば、容器が上述したラベル貼付け位置にある時に、ラベルの挿入と完全な熱収縮を効果的に実行することができ、従って、二つの処理ステーションを持つ装置に特有の生産性の問題及び同期の問題は解消される。
同時に、ラベル貼付け装置には、単一の高温流体分配手段が設けられ、この分配手段は、ラベルを貼り付けるべき対応する容器の下方にラベルが位置決めされた時に、全てのラベルを処理し、従って、装置のコストや構造上の複雑さを低減させる。
好ましくは、高温流体分配手段は、ラベル貼付け位置にある容器に対して、下降位置と上昇位置との間で垂直方向に移動可能であり、二つの位置の間を垂直方向に移動している間に高温流体を分配する。具体的には、分配手段は、上方から下方に向けて移動している間、及び/又は下方から上方に向けて移動している間に、高温流体を熱収縮性ラベルに対して分配し得る。
この方法では、分配手段によって分配された高温流体は、ラベルを貼り付けるべき容器に挿入されたラベルに、その軸線方向の展開部全体に亘って、効果的に当たり得、完全な熱収縮が得られ、容器への完全な接着が得られる。
好ましくは、分配手段は、ラベルの噴流が当たる部分の軸線方向位置に従って異なる流量及び/又は流速で高温流体噴流を分配するようにされる。例えば、分配手段は、それがラベル貼付け位置にある容器に対して垂直方向に移動している間に、高温流体噴流の流量及び/又は流速を変更することができる。また、分配手段は、ラベル貼付け位置にある同じ容器に向けられ、垂直方向に間隔をあけて配置された複数の出口ノズルを有し得、前記出口ノズルは、異なる流量及び/又は流速をモツ高温流体噴流を分配し得る。
この方法では、ラベル貼付け装置は、ラベルを貼り付けるべき容器が、除々に広がる形状、例えば、接頭円錐形状である時であっても、効果的なラベルの熱収縮を得ることができる。
好ましくは、分配手段は、独立して相互に離間された複数の拡散要素を有し、前記拡散手段は、ラベル貼付け位置にある少なくとも一つの容器を囲むリング状囲いを画定するように配置され、かつ、個々に、前記囲いの内側に向けられた高温流体の出口ノズルが少なくとも一つ設けられ、ラベル貼付け位置にある容器に挿入されたラベルに高温流体を与えるようにされている。
この解決方法によって、ラベル貼付け位置において容器に挿入された各ラベルには、様々な方向からくる高温流体噴流が当てられ、従って、ラベルの環状ストリップ全体に高温流体噴流を当てることができ、その結果、熱収縮を完全に、かつ、効率的に行うことができる。
好ましくは、ラベルを貼り付けるべき容器の下方にラベルを位置決めするための第二移送手段は、複数のラベル支持グループを備え、ラベル支持グループは、個々に、それに同軸に挿入されたラベルを移送するように構成されている。また、第二移送手段は、ラベル支持グループを、それらがラベルを受け取るローディング位置と、ラベル貼付け位置にある容器の下方にラベルを配置するアンローディング位置との間で動かすために引っ張る手段を有する。ラベル上昇手段は、第二移送手段から分離して、ローディング位置とアンローディング位置との間で動くラベルに対して静止した状態になるようにされ、少なくとも一つの垂直可動プッシャーを備え、前記プッシャーが、アンローディング位置に配置されたラベルを、それが上昇するように下方から押し、そのラベルをラベル支持グループから解放して、ラベル貼付け位置にある容器に導入する。
本発明の第二の特徴は、ローディング位置において、上述したラベル支持グループにラベルを挿入するためのローディング装置に関する。
ローディング装置は、ラベル貼付け位置においてラベル支持グループと一直線に並べられる軸方向展開部を有する形成要素と、形成要素の軸方向展開部に沿って連続的に配置された少なくとも三つの引張機構とを備え、前記引張機構は、独立して動作して筒状本体を引っ張って形成するための各作動モータに結合される。前記筒状本体は、熱収縮性材料から成り、ラベル貼付け位置にあるラベル支持グループに向けて形成要素に挿入される。具体的には、最後の引張機構は、他の引張機構より速い速度で筒状本体を引っ張り、筒状本体の端部から熱収縮性材料から成る環状部分を分離し、その環状部分がラベル貼付け位置にあるラベル支持グループにそうにゅ鵜されるまで、環状部分を形成機構上でスライドさせる。
二つだけの引っ張り機構に接続された形成要素を備え、その端部を引き裂くために筒状本体を異なる速度で加圧する従来技術とは異なり、本発明による解決手段は、形成要素への熱収縮性筒状本体のスライドを制御することができ、ラベル貼付け装置全体の正確な動作を損なわせる望ましくない部分での引っ張り及び/又は引き裂きを効果的に防止する。
本発明によって、少なくとも一つの容器をラベル貼付け位置に同時に位置決めする段階と、少なくとも一つの熱収縮性ラベルを、環状バンドの形態で、ラベル貼付け位置にある各容器の下方に配置する段階と、ラベル貼り付け位置にある少なくとも一つの容器に下方からラベルを挿入するようにラベルを上昇させる段階とを有する容器へのラベル貼付け方法が提供される。本発明の方法は、さらに、ラベル貼付け位置にある容器の下方に位置するために動かされるラベルに対して静止した状態になるようにラベル貼付け位置に高温流体の分配手段を配置し、前記分配手段を用いて、ラベルがラベル貼付け位置にある少なくとも一つの容器に挿入された時にラベルの少なくとも一部の熱収縮を実行することを含み、前記部分はラベルの軸線方向展開部全体にわたってのびている。
本発明の方法の好ましい態様では、ラベルの熱収縮部分は、高温流体を分配している間に、ラベル貼付け位置にある容器に対して分配手段を垂直に移動させ、その軸線方向全体に亘ってラベルに高温流体が当たるようにすることによって得られる。
さらに、本発明による方法は、ラベルの高温流体噴流が当たる部分の軸線方向位置に従って、分配手段によって分配される高温流体噴流の流量及び/又は流速を調整も可能である。例えば、高温流体噴流の流量及び/又は流速は、分配手段の垂直方向の移動の間に変更されることになる。
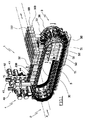
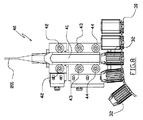
図1は、本発明によるプラスチック容器100のラベル貼付装置1を示している。
各容器100は、ビーカー型本体101と平坦な上側エッジ102とを備え、前記上側エッジ102によって、容器100は隣接する容器100は連結されている。容器100は、容器100は、四つの長手方向列に沿って相互に整列させられ、同時に不定数の横方向列を形成するようにされている(図4参照)。ラベル貼付装置1は、容器100を、容器100の長手方向列に平行な前進方向Aに移動させるための第一移送手段2を備えている。
概略的にしか示されていない移送手段2は、前進方向Aに平行に配置され、相互に間隔を開けて配置された複数の固定ガイド部材を備え、前記固定ガイド部材上に、容器100の平坦なエッジ102が載るように構成され得、ビーカー型本体101が、その口部が上側を向くように吊下げられるようにされている。固定ガイド部材上での容器100の前進は、容器100のエッジをグリップし、固定ガイド部材上でそれらの容器を引っ張る通常の引張グリッパーによって行われ得る。ラベル貼付装置1は、さらに、環状バンドの形態の熱収縮性ラベル200を各容器100の下方に位置決めする第二移送手段3を有する。
この実施例では、第二移送手段3は、二つの隣接する横方向列に属する8つの容器100の下方に熱収縮性ラベル200を同時に位置決めする。
第二移送手段3は、平行で相互に離間した一対の歯付きベルト30を備えている。これらの歯付きベルト30は、相対的な引張駆動プーリー(図示せず)に巻き回されおり、容器100の前進方向Aに直交する方向Bに同じ速度で同期してスライドするようにされている。
前記歯付きベルト30上には、等間隔で複数のクロスバー31が固定されており、これらのクロスバー31は、スライド方向Bに対して横方向に向けられている。歯付きベルト30間に形成された領域において、各クロスバー31は、二つの独立したラベル支持グループ32を支持している。この方法では、移送手段3は、端から端まで、2列のラベル支持グループ32を備えており、これらラベル支持グループ32は、容器100の下方を横断方向Bに移動する。
各ラベル支持グループ32は、実質的に円筒状本体から成り、その下端部が関連するクロスバー31に固定され、同時に、その上端部はフリーであり、かつ、テーバー状の形状を有する。各熱収縮性ラベル200は、各ラベル支持グループ32に上方から挿入され、完全にその同軸上の位置に維持するようにされ、かつ、下部のクロスバー31上に載るようにされている。ラベル支持グループ32の本体は、好ましくは、内部が中空である。
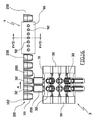
歯付きベルト30によって画定された軌道の上側領域に沿って、ラベル貼付装置1は、二つの作動装置を備えている。これらの作動装置は、ラベル支持グループ32の前進方向Bに連続して配置されている。作動装置の一つであるローディング装置4は、上流に配置され、環状ラベル200を形成し、ラベル支持グループ32にそれらのラベル200を挿入する。また、作動装置の一つであるアプリケータ装置5は、下流に配置されており、容器100上に環状ラベル200を貼り付ける。
ローディング装置4は、歯付きベルト30の上側領域にあるラベル支持グループ32の上面の上方に配置されており、ローディング装置4の下方をラベル支持グループ32が除々に通過する時にラベル支持グループ32上にラベル200を同軸になるように装着させる。
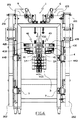
図6に示すように、ローディング装置4は、二つの同一の挿入グループ40を備え、各挿入グループ40が、移送手段3によって支持されたラベル支持グループ32の各列に環状ラベル200を挿入する。
各挿入グループ40は、ラベル200の各被覆形成グループ6と協働する。具体的には、ラベル200は、リール202の形態で設けられた熱収縮性材料の長い筒状本体又はスリーブ201から形成される。前記リール202には、平らにされた筒状スリーブ201がベルトとして巻き回されている。
従って、各形成グループ6は、熱収縮性材料のリール202の関連する支持手段7に関連付けされ、リール202は、前記支持手段7上の軸で空転する。図5に示すように、リール202から巻き解かれたスリーブ201は、複数のアイドルホイールを通される。複数のアイドルホイールは、巻き解かれたスリーブ201を長い軌道8に沿って移動させる。長い軌道8は、実質的に、材料の予備的な蓄えになり、これにより、リール202を取り替えるために製造を停止させる必要がなくなる。従って、スリーブ201は、長い軌道8の最後に、形成グループ6の内部を通過する。
図7に示すように、形成グループ6は、スリーブ201の引張り手段60を有する。引張り手段60は、覆いかぶさるプレスローラ62と協働する従動ローラ61を有し、ローラ62は、引っ張りを保証するために従動ローラ61に対してスリーブ201を押圧する。プレスローラ62は、ジャッキ63によって支持され、ジャッキ63は従動ローラ61からの距離を調整して、熱収縮性材料から成るスリーブ201に及ぼされる圧力を変更するようにする。
形成グループ6は、さらに、熱収縮性材料から成るスリーブ201に予め折り線を付ける手段64を備えている。これらの予め折り線を付ける手段64は、引張り手段60の下流に配置され、スリーブ201が通過する間に、一定の間隔で横方向の折り線を付ける。横方向の折り線は、スリーブ201を効果的に切断するものではないが、所定の折り線、又は脆弱線を容易に実現する。この方法では、スリーブ201における予め折り線を付ける手段64の下流の部分は、一連の横方向の折り線によって、熱収縮性材料から成る一連の筒状部分に補助分割される。これらの筒状部分は、相互に結合されており、それぞれが、単一のラベル200を画定する。
好ましくは、予め折り線を付ける手段64は、一つ又は複数の回転刃を備え、その速度は、横方向の切り込みを形成する頻度を変更するために調整され得、それにより、得られる長さの寸法、即ち、ラベル200の寸法を変更するようにする。
最後に、形成グループ6は、ストレッチ手段65を備えている。ストレッチ手段65は、三つの回転アイドルテンションホイール66を備え、これらの周囲にスリーブ201の折り線が付けられ部分が巻きまわされる。下側のテンションホイール66は、ジャッキ67に結合されており、このジャッキ67は、ホイール66を、他のテンションホイールに対して垂直方向に動かすことを可能にし、熱収縮性材料から成るスリーブ201にかけるべきテンションを調整し制御するようにしている。
ストレッチ手段65の出口において、折り線が付けられたスリーブ201は、下側にある各挿入グループ40に向けて上方から供給される。
図8及び図9に示すように、各挿入グループ40は、ラベル形成要素41を備えている。このラベル形成要素41は、概して、細長い本体によって構成され、この細長い本体は、一般的な軸方向拡張部と、一定の横断面とを有し、その上にスリーブ201が挿入され、スリーブ201は広げられて、かつ、ラベル200が付加され、ラベル支持グループ32に運ばれるのに適した形状にされる。図示実施例では、形成エレメント41は、実質的に、角柱であり、僅かに凹んだ側面と、丸められた角部とを有し、かつ、スリーブ201にダメージを与えることなくスリーブ201を開け広げるためのテーパー状の上側端部を有する。
形成要素41は、垂直方向に向けられ、歯付きベルト30の動作中に、各ラベル支持グループ32の列が、形成要素41の下方で完全に同軸になるローディング位置を通過できるような位置に固定される。
異なる高さに配置された三対の水平軸従動ローラが、形成要素41に結合されている。これらの従動ローラは、一対の上側ローラ42、一対の中間ローラ43及び一対の下側ローラ44から成る。各対のローラは、形成エレメント41の対辺で相互に向き合っており、同じ直径を有し、同じ速度で反対方向に同時に回転し、スリーブ201が、上方から形成要素41に沿って下方に向けてスライドするようにしている。
詳細には、各対のローラ42〜44は、関連する電気モータ420,430及び440によって作動され、各電気モータ420,430及び440は、歯付きホイール伝動装置によって対の両ローラに運動学的に接続されており、その結果、各対のローラは、他の対のローラとは異なる速度で回転し得るようになる。
引張り動作を実行するために、各従動ローラ42〜44は、対応する水平軸カウンターローラ45と接触して回転する。前記カウンターローラ45は、形成要素41内に設けられた関連するシートに空回りするように設けられている(図9参照)。
使用時に、上側ローラ42及び中間ローラ43は、関連するモータ420及び430によって、実質的に同じ速度で、回転させられる。また、これらのローラ42及び43は、関連する形成グループ6から来るスリーブ201を下方に引っ張る機能を有する。形成エレメント41に沿って、異なる高さに、独立した装置によって二つのグループの引張りローラを持たせることによって、実施例においては、一対の上側ローラ42及び中間ローラ3を持たせることによって、スリーブ201を均一に下降させるためにスリーブ201に与えるテンションを、効果的に制御することを可能にし、ラベル貼り付け装置1の全体の正確な機能を損なわせることになる望ましくない位置での引っ張り及び/又は引き裂きを防止する。
下側ローラ44は、他のローラよりも早い速度で回転させられる。下側ローラ44は、スリーブ201の端部に位置する熱収縮性材料を引き裂き、次いで、得られたラベル200を急速に押して、ローディング位置で下にあるラベル支持グループ32にそれを挿入する機能を有する。下側ローラ44と中間ローラ43の回転速度の差が、スリーブ201の端部に、熱収縮性材料に損傷は与えないが、横方向折り線によって画定された最小抵抗線に沿ってスリーブ201を引き裂くのに十分な高さのテンションをかけて、ラベル200を分離し、分離されたラベル200は、その後、加速されて関連するラベル支持グループ32に挿入される。
具体的には、ラベル支持グループ32の前進動作に加えてスリーブ201の動作と、ラベル200の分離及び下降とは、挿入グループ40からラベル支持グループ32への各ラベル200の移送が、移送手段3を停止する必要なしに行われるように、言い換えれば、ラベル支持グループ32の連続動作中に行われるように、同期させられ調整される。
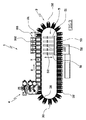
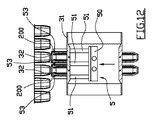
図1に戻ると、容器100にラベル200を貼り付けるアプリケータ装置5は、ローディング装置4の下流に配置されており、ラベルを貼り付けるべき容器100の下の定位置にあり、歯付きベルト30間に設けられた空間に配置されている。アプリケータ装置5は、可動式プラットフォーム50を有し、このプラットフォーム50は、それを下降位置と上昇位置との間で垂直に動かす作動手段(図示せず)に結合されている。複数の垂直柱51が可動式プラットフォーム50上に設けられており、これらの垂直柱51は、全てが同じ高さを有し、くし状構造体を形成する。
図10に示されているように、垂直柱51は、平面図において、実質的に等間隔で配置されており、ラベル支持グループ32の前進方向Bに三つの平行列を形成する。具体的には、垂直柱51の列は、ラベル支持グループ32の二つの列に対してずらして配置されており、ラベル支持グループ32を支持するクロスバー31に干渉することなく、ラベルを貼り付けるべき容器100に整列させられた環状ラベル200の間に形成された空間に垂直に挿入することができるように位置決めされている。
より詳細には、垂直柱51は、平面図において、ラベルを貼り付けるべき容器100の下方に位置する各環状ラベル200が、四つの垂直柱51によって形成された囲いによって囲まれるように配置されている。
各上昇プレート52が各垂直柱51に固定されている。上昇プレート52は、平面図において、ローブ形状を有し、垂直柱51の外側面に対して突出している。上昇プレート52は、垂直柱51の中間部分に配置され、相互に同一平面上にある。垂直柱51が上方に移動している間、上昇プレート52のローブは、個々に、ラベル支持グループ32内に設けられた対応する垂直溝の内部でスライドするようにされている。この方法では、ローブの下面は、環状ラベル200の下側エッジを受け、それらを上昇させて、それらを除々に関連するラベル支持グループ32から解放し、次いで、それらをラベルを貼り付けるべき容器100に挿入する(図11〜図14参照)。
詳細には、上昇プレート52は、それに隣接する全てのラベル支持グループ32と相互に作用することができるように、複数のローブを備えている。この方法では、例えば、中央の列の幾つかのプレート52が、個々に四つのラベル200を上昇させ、同時に、外側の列の他のプレート52が、個々の二つのラベル200を上昇させる。
垂直柱51が内部が中空であり、各々が、高温流体用、典型的には、熱風又は加熱蒸気用の各搬送導管を画定するようにされている。高温流体は、可動式プラットフォーム50に結合された単一の供給プラント(図示せず)によって垂直柱51の内部に供給される。各垂直柱51は、上端に、少なくとも、その内部において搬送される高温流体用の出口ノズル53を有し(図11参照)、前記出口ノズル53は、ラベルが、ラベル貼り付けするべき容器100上に挿入される時に、隣接する環状ラベルに向けて高温流体の噴流を生じさせる。
詳細には、図15に示すように、各垂直柱15は、複数の出口ノズル53を有し、それに隣接する全ての容器100と相互に作用することができるようにされている。従って、ラベルを貼り付けるべき四つの容器100の間に配置された垂直柱51には、それぞれが各環状ラベル200に向けられた四つの出口ノズル53が設けられ、ラベルを貼り付けるべき二つの容器100の間に配置された垂直柱51には、二つの出口ノズル53が設けられ、ラベルを貼り付けるべき一つの容器100に隣接する垂直柱51(図15には示されていない)、言い換えれば、平面図において、可動式プラットフォーム50の角部に配置された垂直柱51には、一つの出口ノズル53が設けられる。
出口ノズル523は、垂直柱51が上昇位置にある時に、それによって発生させられた高温流体の噴流が、ラベルを貼り付けるべき容器100の平坦なエッジ102の直ぐ下に位置する環状ラベル200の領域に噴霧されるように(図14参照)、実質的に、全て同じ高さに配置される。
さらに、出口ノズル53は、ラベルを貼り付けるべき一つの容器100を囲む全ての出口ノズル53がラベル200の全環状ストリップに当たって、容器100の周囲で環状ストリップの全熱収縮が生じるように構成されている(図15参照)。
使用中に、移送手段2は、ラベルを貼り付けるべき容器100を段階的に前進させ、周期的に、例えば、ラベルを貼り付けるべき容器100の二つの横方向列が、熱収縮性ラベル200の移送手段3の上方にある所定のラベル貼付け位置に置かれる度に、それらの容器100を停止する。
同様に、熱収縮性ラベル200の移送手段3は、ラベル支持グループ32を段階的に前進させ、周期的に、例えば、関連するラベル200が設けられたラベル支持グループ32が、ラベル貼付け位置にある容器100の同軸上の下方にあるアンローディング位置に置かれる度に、それらのラベル支持グループ32を停止する。
この構造では、ラベル支持グループ32は、アプリケータ装置5の下部の垂直柱51に対してずらして配置されており、従って、図10に示すように、垂直柱51は、ラベル支持グループ32の間の空間にあるクロスバー31の間で垂直方向に自由に動くことができる。
最初に、可動式プラットフォーム50は下降位置にあり、そのため、垂直柱51はラベル200の前進面の下方にあり、移送手段3の移動に干渉しない(図1参照)。環状ラベル200とラベルを貼り付けるべき容器100との間が位置あわせされた後、可動式プラットフォーム50は除々に上昇させられる。
図12〜図14に示すように、最初に上昇プレート52が、クロスバー31上に載ったラベル支持グループ32に挿入されているラベル200の下側エッジに達して接触し、次いで、上昇プレート52のローブが、ラベル支持グループ32の垂直溝内を移動して、ラベル200を、ラベルを貼り付けるべき容器上にそれらが完全に挿入されるまで除々に上昇させる。
図15に示すように、一度最高上昇位置に達すると、垂直柱51は、ラベル貼付け位置にある容器100間に形成された空の空間内に挿入され、その結果、それらの各々が、四つの垂直柱51によって形成された囲いによって囲まれる。
この段階で、高温流体供給プラントが作動させられ、垂直柱51の出力ノズル53が、ラベル貼付け位置にある容器100に挿入されたラベル200の上側環状部分に噴霧される高温流体の噴流を発生させる。
高温流体噴流の効果により、ラベル200の上側環状部分は熱収縮し、それらをラベル貼り付け位置にある容器100に接着して固定する。
その後、高温流体を分配している間に、可動式プラットフォーム50は初期位置に向けて除々に下降し、その結果、出口ノズル53が垂直方向に下向きに動くことにより、ラベル200の垂直方向展開部の全体に、高温流体の噴流が除々に噴霧される。
この方法では、環状ラベル200の全面的な熱収縮が効果的に得られ、垂直柱51が下降し終わると、別の加熱ステージや熱収縮ステージを環状ラベルに与える必要なしに、ラベル貼付け位置にある容器100に環状ラベル200が完全に接着されて固定される。
具体的には、加熱流体を供給する手段は、好ましくは、出口ノズル53が垂直移動している間に、加熱流体噴流の流量及び/又は流速を変更できるように構成される。
容器100が軸方向に広がる形状、例えば、接頭円錐形の場合、容器100の側壁と、容器に挿入されたラベル200との間の径方向の隙間は一定ではなく、垂直方向に可変である。従って、均一な接着を得るために、隙間が大きくなる領域におけるラベル200の熱収縮の割合を、隙間がイ小さい領域における割合より大きくする必要がある。垂直方向に移動している間の加熱流体噴流の流量及び/又は流速を変更することにより、即ち、ラベル200の噴流が当たる部分の軸方向位置に従って加熱流体噴流の流量及び/又は流速を変更することにより、熱収縮の割合を局部的に変更することが可能になり、容器100上にラベル200を均一に接着することが可能になる。
代わりに、各垂直柱51に、ラベル貼付け位置にある同じ容器100に向けて垂直方向に並べて複数の出口ノズル53を設け、言い換えれば、ラベル貼付け位置にある容器100の垂直方向の展開部に従って複数の出口ノズル53を設け、出口ノズル53が、ラベル200の高温流体噴流が当たる部分の軸方向位置に従って、異なる流量及び/又は流速の高温流体噴流を分配するように、高温流体を供給する手段を構成することによっても同じ結果を得ることができる。この方法では、垂直柱が、ラベル貼付け位置にある容器100の側壁に面する固定分配位置で静止している間に、熱風を分配するが効果的に行われ得る。
上述したラベル貼付け装置1の特徴によって、本発明の目的は達成される。容器100を、一つのラベル貼り付け位置に静止させておくことによって、ラベル貼付け装置1は、一つの処理ステージで、ラベルを貼り付けるべき容器100への熱収縮性環状ラベル200の挿入と、容器100上でのラベルの熱収縮の両方を効果的に実行することができ、従来技術で生じていたように、容器100の前進方向Aに沿ったラベル貼付け装置1の下流に、別の熱収縮ステーションを設けることを必要としない。
従って、この解決方法は、ラベル貼付けプラントの相当な簡単化を可能にし、その結果として、導入及び保守の費用も削減し、ラベル貼付け処理の実行に必要な時間も短くし、かつ、プラントの生産力を向上させることを可能にする。
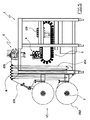
図16及び17に示すように、本発明は、容器1の前進方向Aに沿って、ラベル貼付け位置の下流に、仕上げステーション9を導入する可能性も含んでいる。仕上げステーション9では、移送中の容器100に、別の熱風、典型的には空気又は加熱蒸気が与えられ、熱収縮性ラベル200の接着を確実なものにする。
好ましくは、仕上げステーション9は、一対の固定側壁90を備え、これらの側壁90は、容器100の前進方向Aに平行に伸び、容器100の列の対辺に配置され、移送手段2によって前進させられる全ラベル貼付け済の容器100が流れる固定された長手方向の通路91を画定する。
側壁90は、実質的に容器100と同じ高さに設けられ、容器100の本体101よりも垂直方向に大きい。側壁90によって画定される長手方向通路91は、下方及び/又は上方が閉鎖され得、実質的に、容器100の前進方向Aにのみ開放するトンネルを形成するようにすることができる。
仕上げステーション9は、さらに、側壁90によって画定された長手方向通路91の内部に加熱流体を常時噴霧するか、又は、特別に計算された間隔で噴霧するする手段92を有し、前記手段92によって、長手方向通路91を通る容器100に固定されたラベル200に高温流体を噴霧するようにされている。
この方法では、長手方向通路91が固定され、かつ、容器が自由に通るので、ラベル貼付け装置1の生産力を制限することなく、仕上げステーション9は、容器100へのラベル200の接着を向上させ、かつ、保証することが可能になる。
当業者であれば、特許請求の範囲に記載した発明の範囲を逸脱することなく、上述したラベル貼付け装置1に技術的な応用機能の様々な変更を与え得ることは明らかである。
Claims (31)
- 少なくとも一つの容器(100)を、ラベル貼付け位置に同時に位置決めする第一移送手段(2)と、
環状熱収縮性ラベル(200)を、ラベル貼付け位置にある少なくとも一つの容器(100)の下方に位置決めする第二移送手段(3)と、
ラベル貼付け位置にある容器(100)に、下方からラベルを挿入するためにラベル(200)を上昇させるための上昇手段(50,52)と、
ラベル(200)に高温流体を与えるための分配手段(51,53)と
を有する容器(100)用ラベル貼付け装置において、
前記分配手段(51,53)が、
前記第二移送手段(3)に拘束されずに、第二移送手段(3)によって前進させられるラベル(200)に対して静止するようにされ、かつ、
ラベル貼付け位置にある少なくとも一つの容器(100)に挿入されたラベル(200)の少なくとも一部の熱収縮を実行するように構成され、
前記部分が、ラベル(200)の軸線方向展開部全体にわたってのびている
ことを特徴とする容器用ラベル貼付け装置。 - 前記分配手段(51,53)が、前記ラベル貼付け位置にある少なくとも一つの容器(100)に対して垂直方向に移動可能である
ことを特徴とする請求項1に記載の装置。 - 前記分配手段(51,53)が、それが垂直方向に移動している間に高温流体を分配する
ことを特徴とする請求項2に記載の装置。 - 分配手段(51,53)が、分配手段(51)が下方に向けて移動している間に高温流体を分配する
ことを特徴とする請求項3に記載の装置。 - 分配手段(51,53)が、分配手段(51)が上方に向けて移動している間に高温流体を分配する
ことを特徴とする請求項3に記載の装置。 - 分配手段(51,53)が、垂直方向に完全に一緒に動くように、ラベル(200)の上昇手段(50,52)と結合されている
ことを特徴とする請求項2に記載の装置。 - 分配手段(51,53)が、ラベル(200)の高温流体の噴流が当たる部分の軸線方向位置に従って、異なる流量及び/又は流速を有する高温流体の噴流を分配する
ことを特徴とする請求項1に記載の装置。 - 前記分配手段(51,53)が、異なる流量及び/又は流速を有する高温流体の噴流を分配する垂直方向に間隔を開けて配置された複数の出口ノズル(53)を備えている
ことを特徴とする請求項7に記載の装置。 - 前記分配手段(51,53)が、ラベル貼付け位置にある容器(100)に対するその垂直方向の移動の間に、高温流体の噴流の流量及び/又は流速を変化させる
ことを特徴とする請求項7又は2に記載の装置。 - 前記分配手段が、独立して相互に離間された複数の拡散要素を備え、
前記拡散要素が、ラベル貼付け位置にある少なくとも一つの容器(100)を囲む囲いを画定するように配置され、
前記拡散要素に、それぞれ、拡散要素によって画定された囲いの内側に向けられた少なくとも一つの出口ノズル(53)が設けられ、ラベル貼付け位置にある容器(100)に挿入されたラベル(200)に高温流体の噴流を与えるようにした
ことを特徴とする請求項1に記載の装置。 - リング状の囲いを画定する拡散要素に設けられた出口ノズル(53)が、それによって分配される高温流体の噴流が、熱収縮性ラベル(200)の少なくとも一つの完全な環状バンドに当たるように構成されている
ことを特徴とする請求項10に記載の装置。 - 上昇手段(50,52)が、第二移送手段(3)に拘束されずに、上昇手段(50,52)が、第二移送手段(3)によって前進させられるラベル(200)に対して静止しているようにされ、
上昇手段(50,52)が、少なくとも一つの垂直可動プッシャー(52)を備え、前記プッシャー(52)が、少なくとも一つの容器(100)の下方に位置するラベル(200)を、ラベル貼付け位置まで上方に押すようにした
ことを特徴とする請求項1に記載の装置。 - 第一移送手段(2)が、ラベル貼付け位置に複数の容器(100)を同時に位置決めし、
第二移送手段(3)が、対応する複数の熱収縮性ラベル(200)を、各々対応する容器(100)の下方に位置決めし、
上昇手段が、ラベル(200)を、ラベル貼付け位置にある対応する容器(100)に、下方から挿入するようにラベル(200)を同時に上昇し、
分配手段(51,53)が、ラベル貼付け位置にある容器(100)に挿入されたラベル(200)の完全な熱収縮を同時に実行するように構成されている
ことを特徴とする請求項1に記載の装置。 - 分配手段が、独立して相互に離間した複数の拡散要素を備え、
前記拡散要素が、ラベル貼付け位置にある容器(100)間に形成せた空間に挿入され、ラベル貼付け位置にある容器(100)の夫々の周りに囲いを画定するようにされ、
各拡散要素に、囲いに収容された容器(200)に当たるように囲いの内側に向けられた加熱流体の出口ノズル(53)が少なくとも一つ設けられている
ことを特徴とする請求項13に記載の装置。 - 少なくとも一つの拡散要素が、複数の出口ノズル(53)を備え、前記出口ノズル(53)が、高温流体の噴流を同じ下図の囲いの内側に向けて、それらの中に収容された複数のラベル(200)に同時に当てるようにした
ことを特徴とする請求項14に記載の装置。 - 上昇手段(50,52)が、第二移送手段(3)に拘束されずに、第二移送手段(3)による動作によって前進するラベル(200)に対して静止しているようにされ、
上昇手段(50,52)が、複数の垂直可動式プッシャー(52)を有し、前記プッシャーで、容器(100)の下方に位置するラベル(200)を、同時に、ラベル貼付け位置まで上方に押すようにした
ことを特徴とする請求項13に記載の装置。 - 少なくとも一つのプッシャー(52)が、それぞれがラベル貼付け位置にある容器(100)の下方に位置する複数のローブ(200)に同時に作用する
ことを特徴とする請求項16に記載の装置。 - 第二移送手段(3)が、
個々にそれに挿入されたラベル(200)を移送するようにされた複数のラベル支持グループ(32)と、
各ラベル支持グループ(32)を、ラベル(200)を受け取るローディング位置と、ラベル貼付け位置にある容器(100)の下方に位置するアンローディング位置との間で周期的に動かすための作動手段(30)と
を備えている
ことを特徴とする請求項1に記載の装置。 - ラベル(200)をローディング位置にあるラベル支持グループ(32)に挿入するための少なくとも一つのローディング装置(4)を備えている
ことを特徴とする請求項18に記載の装置。 - 第一移送手段(2)によって画定された容器(100)の軌道に沿ったラベル貼付け位置の下流に仕上げステーション(9)を備え、
前記仕上げステーション(9)が、容器(100)に固定されたラベル(200)に高温流体を当てるための処理手段(91,92)を備えている
ことを特徴とする請求項1に記載の装置。 - 前記処理手段が、容器(100)が横切るために容器(100)の前進方向(A)に開く固定通路(91)と、
固定通路(91)の内方に高温流体を噴射する手段(92)と
を備えていることを特徴とする請求項20に記載の装置。 - 環状熱収縮性ラベル(200)を個々に移送するようにされた複数のラベル支持グループ(32)と、
ラベル(200)を受け取るローディング位置と、ラベルを貼り付けるべき容器(100)にラベル(200)が移されるアンローディング位置との間で各ラベル支持グループ(32)を周期的に動かすための作動手段(30)と、
ラベル支持グループに熱収縮性ラベル(200)を挿入するためにローディング位置においてラベル支持グループ(32)と直線上に並べられる軸線方向に展開する形成要素(41)が設けられたローディング装置(4)と
を備えた容器(100)用ラベル貼付け装置において、
前記ローディング装置(4)が、形成要素(41)の軸線方向の展開部に沿って連続して配置された少なくとも三つの引張機構(42,43,44)を有し、
少なくとも三つの引張機構(42,43,44)が、各々、形成要素(41)に挿入された熱収縮性材料から成る筒状本体(201)を、ローディング位置にあるラベル支持グループ(32)に向けて独立して引っ張って動かすための作動モータに結合され、
少なくとも三つの引張機構(42,43,44)の最後の引張機構(44)が、少なくとも三つの引張機構(42,43,44)の他の引張機構(42,43)より速い引張速度を筒状本体(201)に与え、熱収縮材料から成るラベル(200)になる環状部分を熱収縮材料から成る筒状本体(201)の端部から分離して、環状部分を形成要素(41)上にスライドさせて、それがローディング位置にあるラベル支持グループ(32)に挿入されようにする
ことを特徴とする容器用ラベル貼付け装置。 - 引張機構の各々が、形成要素(41)の側面に隣接して配置され、その軸線周りに固定された位置で回転する少なくとも一つのローラ(42,43,44)を備えている
ことを特徴とする請求項22に記載の装置。 - 引張機構の各々が、相互に向き合い、かつ、形成要素(41)の対向する側面に隣接して配置された一対のローラ(42,43,44)を備え
各対のローラ(42,43,44)が、個々に、その軸周りに固定位置で相互に反対方向に回転する
ことを特徴とする請求項23に記載の装置。 - 少なくとも一つの容器(100)をラベル貼付け位置に同時に位置決めする段階と、
少なくとも一つの熱収縮性ラベル(200)を、環状バンドの形態で、ラベル貼付け位置にある各容器の下方に配置する段階と、
ラベル貼り付け位置にある少なくとも一つの容器(100)に下方からラベル(200)を挿入するようにラベル(200)を上昇させる段階と
を有する容器へのラベル貼付け方法において、
ラベル貼付け位置にある容器(100)の下方に位置するために動かされるラベル(200)に対して静止した状態になるようにラベル貼付け位置に高温流体の分配手段(51,53)を配置し、
前記分配手段(51,53)を用いて、ラベルがラベル貼付け位置にある少なくとも一つの容器(100)に挿入された時にラベル(200)の少なくとも一部の熱収縮を実行し、
前記部分が、ラベル(200)の軸線方向展開部全体にわたってのびている
ことを特徴とする方法。 - ラベル貼付け位置にある容器(100)上のラベル(200)の一部の熱収縮を、高温流体の分配中に分配手段(51,53)を垂直に動かして、ラベル(200)の軸線方向展開部全体に亘って高温流体が分配されるようにすることによって行う
ことを特徴とする請求項25に記載の方法。 - 高温流体の分配を、分配手段(51,53)が上方から下方に向けて移動している間に行う
ことを特徴とする請求項26に記載の方法。 - 高温流体の分配が、分配手段(51,53)を下方から上方に向けて移動させている間に行う
ことを特徴とする請求項26に記載の方法。 - ラベル(200)の高温流体の噴流が当たる部分の軸線方向位置に従って、分配手段(51,53)によって分配される高温流体の噴流の流量及び/又は流速を変化させる段階を含む
ことを特徴とする請求項25に記載の方法。 - 分配手段(51,53)を垂直に移動させている間に、分配手段(51,53)によって分配される高温流体の噴流の流量及び/又は流速を変化させる段階を含む
ことを特徴とする請求項26又は29に記載の方法。 - ラベル貼付け位置の下流で容器(100)に固定されたラベルに高温流体を当てる段階を含む
ことを特徴とする請求項25に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000082A ITRE20070082A1 (it) | 2007-06-22 | 2007-06-22 | Macchina e metodo per l'etichettatura di contenitori |
| PCT/EP2008/057422 WO2009000668A2 (en) | 2007-06-22 | 2008-06-12 | A machine and a method for labelling containers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010530832A true JP2010530832A (ja) | 2010-09-16 |
| JP2010530832A5 JP2010530832A5 (ja) | 2011-07-28 |
Family
ID=39764855
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010512652A Withdrawn JP2010530832A (ja) | 2007-06-22 | 2008-06-12 | 容器にラベルを貼り付ける装置及び方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US8293047B2 (ja) |
| EP (1) | EP2160329B1 (ja) |
| JP (1) | JP2010530832A (ja) |
| CN (1) | CN101795941B (ja) |
| AU (1) | AU2008267900A1 (ja) |
| BR (1) | BRPI0813251A2 (ja) |
| CA (1) | CA2691134A1 (ja) |
| CO (1) | CO6251301A2 (ja) |
| ES (1) | ES2401207T3 (ja) |
| IT (1) | ITRE20070082A1 (ja) |
| MX (1) | MX2009013797A (ja) |
| RU (1) | RU2009146812A (ja) |
| TW (1) | TW200906676A (ja) |
| WO (1) | WO2009000668A2 (ja) |
| ZA (1) | ZA201008351B (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015525713A (ja) * | 2012-07-02 | 2015-09-07 | 株式会社フジシールインターナショナル | スリーブを容器の周囲に固定するための容器スリーブ装着方法およびシステム |
| WO2016052014A1 (ja) * | 2014-09-30 | 2016-04-07 | 株式会社フジシールインターナショナル | 容器搬送装置 |
| JP2016069049A (ja) * | 2014-09-30 | 2016-05-09 | 株式会社フジシールインターナショナル | フィルム被嵌装置 |
| JP2016069050A (ja) * | 2014-09-30 | 2016-05-09 | 株式会社フジシールインターナショナル | フィルム被嵌ヘッド |
| WO2016208226A1 (ja) * | 2015-06-23 | 2016-12-29 | 株式会社フジシールインターナショナル | フィルム被嵌ヘッド |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5956336B2 (ja) * | 2009-07-27 | 2016-07-27 | エーブリー デニソン コーポレイションAvery Dennison Corporation | ラベル処理装置、並びに収縮性ラベルを貼付するシステム及び処理 |
| IT1395687B1 (it) * | 2009-08-03 | 2012-10-16 | Sacmi Labelling S P A Ora Sacmi Verona S P A | Dispositivo per l'applicazione di etichette termoretraibili |
| CN103347788B (zh) * | 2011-01-31 | 2015-05-06 | 艾斯普拉工厂有限公司 | 用于从包装底面对单个包装贴标签的装置和方法 |
| CN102183367B (zh) * | 2011-02-19 | 2013-04-10 | 奇瑞汽车股份有限公司 | 一种梭台及应用该梭台的发动机检测系统及检测方法 |
| NL2008716C2 (en) * | 2012-04-26 | 2013-10-29 | Fuji Seal Europe Bv | Labelling method and device for fixing a sleeve around a container. |
| NL2008717C2 (en) * | 2012-04-26 | 2013-10-29 | Fuji Seal Europe Bv | Labelling method and labelling plant for fixing sleeves around containers. |
| DE102014216190A1 (de) * | 2014-08-14 | 2016-02-18 | Krones Ag | Vorrichtung und Verfahren zum Aufbringen einer Schrumpffolienhülse |
| EP3183175B1 (en) * | 2014-08-18 | 2021-11-24 | Newtech S.R.L. | Machine and method for applying shrink sleeve labels |
| MX2017004038A (es) * | 2014-09-30 | 2017-07-07 | Fuji Seal Int Inc | Sistema de ajuste de pelicula. |
| CA3058497A1 (en) * | 2017-04-05 | 2018-10-11 | Sicpa Holding Sa | Device and method of reading a mark printed on containers moving along a conveyor |
| FR3069183A1 (fr) * | 2017-07-18 | 2019-01-25 | Tecma Pack | Procede de manchonnage d’un recipient avec un decor annulaire thermoretractable et installation de mise en œuvre |
| RU192889U1 (ru) * | 2019-07-08 | 2019-10-04 | Общество с ограниченной ответственностью "Лабоматикс" | Картридж устройства печати и наклеивания этикеток на контейнеры |
| CN110667966A (zh) * | 2019-10-24 | 2020-01-10 | 杭州中亚机械股份有限公司 | 一种标纸载具 |
| CN110697190A (zh) * | 2019-10-24 | 2020-01-17 | 杭州中亚机械股份有限公司 | 一种标纸供应装置 |
| CN110667967A (zh) * | 2019-10-24 | 2020-01-10 | 杭州中亚机械股份有限公司 | 一种联杯产品生产设备及方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3767496A (en) * | 1971-06-30 | 1973-10-23 | Owens Illinois Inc | Method of making a plastic-covered glass container |
| US4199851A (en) * | 1978-11-16 | 1980-04-29 | Owens-Illinois, Inc. | Apparatus for applying plastic sleeves to glass bottles |
| CN2155351Y (zh) * | 1992-10-13 | 1994-02-09 | 许明星 | 热收缩膜套标签机 |
| DE19716079A1 (de) * | 1996-06-20 | 1998-04-09 | Ulrich Klotzki | Verfahren zum Etikettieren von Behältern, insbesondere Flaschen, sowie Etikettiermaschine |
| ATE247034T1 (de) | 1999-09-22 | 2003-08-15 | Illig Maschinenbau Adolf | Verfahren zur herstellen von leeren oder gefüllten tiefgezogenen behältern aus thermoplastischem kunststoff, deren wand mit einem etikett versehen ist, und vorrichtung zur durchführung des verfahrens |
| DE10066019A1 (de) * | 2000-12-22 | 2002-07-18 | Cool System Bev Gmbh | Verfahren zum Etikettieren von größervolumigen Flüssigkeitsbehältnissen wie Fässern, insbesondere Bierfässern, sowie Vorrichtung hierfür |
| DK1587736T3 (da) * | 2003-01-29 | 2007-02-19 | Benco Pack Spa | Fremgangsmåde og anlæg til påföring af en varmekrympelig etiket på beholdere |
| ITRM20030128A1 (it) | 2003-03-24 | 2004-09-25 | Enrico Ghini | Dispositivo per l'applicazione e la termoretrazione di |
| DE502005003717D1 (de) * | 2004-02-27 | 2008-05-29 | Hassia Verpackung Ag | Verfahren und vorrichtung zur seitenwanddekoration von verpackungsbehältnissen |
-
2007
- 2007-06-22 IT IT000082A patent/ITRE20070082A1/it unknown
-
2008
- 2008-06-12 ES ES08760958T patent/ES2401207T3/es active Active
- 2008-06-12 EP EP08760958A patent/EP2160329B1/en active Active
- 2008-06-12 RU RU2009146812/12A patent/RU2009146812A/ru not_active Application Discontinuation
- 2008-06-12 BR BRPI0813251-8A2A patent/BRPI0813251A2/pt not_active IP Right Cessation
- 2008-06-12 WO PCT/EP2008/057422 patent/WO2009000668A2/en active Application Filing
- 2008-06-12 MX MX2009013797A patent/MX2009013797A/es not_active Application Discontinuation
- 2008-06-12 CA CA2691134A patent/CA2691134A1/en not_active Abandoned
- 2008-06-12 US US12/666,066 patent/US8293047B2/en active Active
- 2008-06-12 AU AU2008267900A patent/AU2008267900A1/en not_active Abandoned
- 2008-06-12 JP JP2010512652A patent/JP2010530832A/ja not_active Withdrawn
- 2008-06-12 CN CN2008801038507A patent/CN101795941B/zh active Active
- 2008-06-18 TW TW097122623A patent/TW200906676A/zh unknown
-
2009
- 2009-12-21 CO CO09145804A patent/CO6251301A2/es not_active Application Discontinuation
-
2010
- 2010-11-22 ZA ZA2010/08351A patent/ZA201008351B/en unknown
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015525713A (ja) * | 2012-07-02 | 2015-09-07 | 株式会社フジシールインターナショナル | スリーブを容器の周囲に固定するための容器スリーブ装着方法およびシステム |
| WO2016052014A1 (ja) * | 2014-09-30 | 2016-04-07 | 株式会社フジシールインターナショナル | 容器搬送装置 |
| JP2016069049A (ja) * | 2014-09-30 | 2016-05-09 | 株式会社フジシールインターナショナル | フィルム被嵌装置 |
| JP2016069050A (ja) * | 2014-09-30 | 2016-05-09 | 株式会社フジシールインターナショナル | フィルム被嵌ヘッド |
| WO2016208226A1 (ja) * | 2015-06-23 | 2016-12-29 | 株式会社フジシールインターナショナル | フィルム被嵌ヘッド |
| US10538356B2 (en) | 2015-06-23 | 2020-01-21 | Fuji Seal International, Inc. | Film fitting head |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA201008351B (en) | 2011-10-26 |
| EP2160329B1 (en) | 2013-01-09 |
| WO2009000668A3 (en) | 2009-03-12 |
| CN101795941A (zh) | 2010-08-04 |
| WO2009000668A2 (en) | 2008-12-31 |
| CA2691134A1 (en) | 2008-12-31 |
| BRPI0813251A2 (pt) | 2014-12-23 |
| MX2009013797A (es) | 2010-02-10 |
| EP2160329A2 (en) | 2010-03-10 |
| AU2008267900A1 (en) | 2008-12-31 |
| CO6251301A2 (es) | 2011-02-21 |
| ES2401207T3 (es) | 2013-04-17 |
| US20100181009A1 (en) | 2010-07-22 |
| ITRE20070082A1 (it) | 2008-12-23 |
| RU2009146812A (ru) | 2011-09-20 |
| CN101795941B (zh) | 2012-02-01 |
| TW200906676A (en) | 2009-02-16 |
| US8293047B2 (en) | 2012-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010530832A (ja) | 容器にラベルを貼り付ける装置及び方法 | |
| JP2010530832A5 (ja) | ||
| US5028293A (en) | Continuous motion bottle decorating apparatus | |
| US7318877B2 (en) | High speed labeling device and method | |
| KR101858192B1 (ko) | 컵 제조 장치 | |
| US7582176B2 (en) | Process and apparatus for forming tubular labels of heat shrinkable film and inserting containers therein | |
| US8863806B2 (en) | Labelling plant and method for fixing sleeves around containers | |
| CN107848641A (zh) | 包装机 | |
| EP3183175B1 (en) | Machine and method for applying shrink sleeve labels | |
| FI98716C (fi) | Menetelmä reunan muodostamiseksi synteettisestä termoplastimateriaalista valmistettuihin säiliöihin ja kone niiden valmistamiseksi | |
| JP5058338B2 (ja) | ラベルを複数レーンで供給する方法及び装置 | |
| FI90643B (fi) | Menetelmä ja laite säiliöerien tai vastaavien pakkaamiseksi jatkuvatoimisesti | |
| JPH03118145A (ja) | 流体パッケージ製造装置 | |
| BR112020005252A2 (pt) | aparelho e método de decoração de recipiente | |
| WO2007088567A1 (en) | Method and machine for preparing groups of pre-packed products, such as rolls of paper, for packaging in bags | |
| US8192573B2 (en) | Apparatus and method for applying labels supplied from a roll to containers | |
| US4646507A (en) | Machine for making packs for flowing material | |
| EP2883804B1 (en) | A labelling unit for applying a label onto an article | |
| JP7383648B2 (ja) | 割出しを備えるラベル貼付機 | |
| JP4476485B2 (ja) | 容器形成装置 | |
| US20040112014A1 (en) | Method and device for the packaging of flat objects | |
| NL2008716C2 (en) | Labelling method and device for fixing a sleeve around a container. | |
| WO2004069658A2 (en) | Apparatuses and methods for obtaining containers, and container for flowable products | |
| JP5546336B2 (ja) | キャップシール装置及びキャップシール方法 | |
| EP3816057A1 (en) | Heat-shrinking device and heat-shrinking method for heat shrinkable label |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110608 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20120213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120213 |