JP2010521333A - 構成部品、特に自動車用の内装部品および製造方法 - Google Patents
構成部品、特に自動車用の内装部品および製造方法 Download PDFInfo
- Publication number
- JP2010521333A JP2010521333A JP2009553031A JP2009553031A JP2010521333A JP 2010521333 A JP2010521333 A JP 2010521333A JP 2009553031 A JP2009553031 A JP 2009553031A JP 2009553031 A JP2009553031 A JP 2009553031A JP 2010521333 A JP2010521333 A JP 2010521333A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- decorative film
- half mold
- thermoforming
- plastic support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C2045/14213—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure deforming by gas or fluid pressure in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C2045/14286—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure means for heating the insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
- B29C45/345—Moulds having venting means using a porous mould wall or a part thereof, e.g. made of sintered metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
- B29C45/561—Injection-compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7337—Heating or cooling of the mould using gas or steam
Abstract
本発明は、構成部品、特に自動車用の内装部品の製造方法に関する。この製造方法においては、平面状の装飾フィルム(1)を深絞り型内における深絞りによって3次元に予備成形し、続いて、射出成形型内において、この装飾フィルム(1)の背面側にプラスチックの支持体を設ける。本発明によれば、装飾フィルム(1)の深絞りを、コンビネーション型(5)によって、直接射出成形型内で実施する。本発明は、さらに、この方法で製造された構成部品、特に自動車用の内装部品にも関する。
Description
本発明は、構成部品、特に自動車用の内装部品の製造方法であって、2次元の装飾フィルムを熱成形型内における熱成形によって3次元に予備成形し、続いて、射出成形型内において、装飾フィルムの背面側にプラスチックの支持体を設ける製造方法に関する。本発明は、さらに、この方法で製造された構成部品、特に自動車用の内装部品に関する。
2次元の装飾フィルムを熱成形型内における熱成形によって3次元に予備成形し、続いて射出成形型内にセットして、その中で、装飾フィルムの背面側にインモールド成形法によってプラスチックを装着することが知られている。これによって、離型後に、支持体として要求される強さを備えた最終構成部品が得られる。この点については、次の文献資料が参照される。
特許文献1は、透明なプラスチックフィルムの材料からプラスチックの成形部品を製造する方法を開示している。この方法においては、フィルム材料の片面に印刷法によってプリントし、次に熱成形法で成形し、成形後に、プリントされた面から、透明なプラスチックをインモールド成形法によって装着する。既知の先行法を改善するために、この場合、フィルム材料のプリント面とは反対側に耐ひっかき性の層を設けることが提案されている。さらに、この文献資料は、この方法で製造されたプラスチックの成形部品にも関する。
上記の現行技術に基づいて、本発明の目的は、このタイプの構成部品の製造コストを低減することにある。
この目的は、方法に関しては、装飾フィルムの熱成形を、コンビネーション型を用いて直接射出成形型内で行うことによって、本発明に従って達成される。これによって、このタイプの構成部品の製造コストが大幅に低減される。
本発明の好ましい実施形態においては、第1ステップにおいて装飾フィルムを加熱する。この場合、この装飾フィルムの加熱は赤外線加熱器を用いて行うことが望ましい。
本発明の別の構成的な特徴によれば、加熱された装飾フィルムを、コンビネーション型の半分の型の間にセットすることが予定される。この半分の型の下側の半分の型は、負圧への接続口を備えており、熱成形型の機能を担っている。負圧の印加によって、装飾フィルムが、この下側の半分の型の表面に密着して、その輪郭に合致する態様で3次元に変形される。本発明のさらなる特徴によれば、引き続いて、上側の半分の型を下側の半分の型の上に下げて、下側の半分の型と共に複雑な形状の空洞を形成させ、その中に、後にプラスチックの支持体を形成する溶融ポリマーを注入することが推奨される。
本発明の別の実施形態の場合には、プラスチック支持体の成形を、半分の型が閉止された時にプラスチック材料をトランスファ成形することによって行うことが予定され、本発明のさらに別の実施形態の場合には、プラスチック支持体の成形を、半分の型が閉止された時にプラスチック材料をラミネートすることによって行うことが予定される。
本発明のさらに別の特徴によれば、コンビネーション型のガス抜きを、半分の型に多孔性の鋼を用いることによって行うことが推奨される。同様の実施形態の場合には、コンビネーション型のガス抜きを、半分の型に多孔性の鋼からなるインサートを用いて行うことが予定される。
方法に関する本発明の最後の構成的な特徴によれば、特に重要な領域の付加的な冷却を、多孔性の鋼を通してガスを選択的に吹き込むことによって行うことが予定される。
構成部品、特に自動車用の内装部品に関する目的も、その構成部品を本発明による方法によって製造して成形することによって、本発明に従って達成される。
本発明による製造順序が、概略的にかつ事例として図に表現されている。
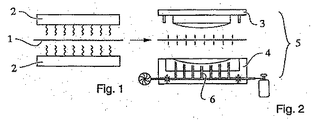
本発明による方法は、構成部品、特に自動車用の内装部品の製造に関する。この方法においては、2次元の装飾フィルム1を熱成形型内における熱成形によって3次元に予備成形し、続いて、射出成形型内において、装飾フィルム1の背面側にプラスチックの支持体を設ける。この場合、装飾フィルム1の熱成形を、コンビネーション型5を用いて、直接射出成形型内において行うことが、本発明の提案である。
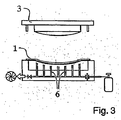
この方法は、第1ステップとして、例えば赤外線加熱器2による装飾フィルム1の加熱(図1)を含む。続いて、加熱された装飾フィルム1を、コンビネーション型5の半分の型3、4の間にセットする。この半分の型の下側の半分の型4は、熱成形型の機能を担い、負圧への接続口6を備えている(図2)。負圧の印加によって、装飾フィルム1が、この下側の半分の型4の表面に密着して、その輪郭に合致する態様で3次元に変形される(図3)。引き続いて、上側の半分の型3を下側の半分の型4の上に下げて、下側の半分の型4と共に複雑な形状の空洞を形成させ、その中に、後に支持体となる溶融ポリマー7を注入する(図4)。注入の代わりに、原理的には、半分の型3、4が閉止された時に、プラスチック材料をトランスファ成形またはラミネートすることも考えられる。
コンビネーション型5のガス抜きは、半分の型3、4において多孔性の鋼(例えば「Toolvac」)または多孔性の鋼製のインサートを用いて行うことができる。さらに、重要な領域の冷却も、この多孔性の鋼を通してガス(例えばCO2)を選択的に吹き込むことによって可能である。
さらに補足的に、装飾フィルム1に、インモールド成形の間に、型の表面における刻印構造によって粒起効果を形成することができる。独国特許出願公開第102005039600A1号明細書も参照されたい。1つの実施形態においては、この場合、装飾フィルム1をポリプロピレンの薄膜(<0.5mm)として構成することができる。国際公開第07/028651A1号パンフレットも参照されたい。別の実施形態においては、装飾フィルム1を、通常>0.5mmの厚さのTPO(オレフィンベースの熱可塑性エラストマ)から構成することができる。
前記のように、以上提示した実施形態は本発明を実施し得る方法の単なる例である。本発明はこれに限定されるものではなく、種々の変更および異なる形態も可能である。
1 装飾フィルム
2 赤外線加熱器
3 半分の型
4 半分の型
5 コンビネーション型
6 負圧への接続口
7 溶融ポリマー
2 赤外線加熱器
3 半分の型
4 半分の型
5 コンビネーション型
6 負圧への接続口
7 溶融ポリマー
Claims (11)
- 構成部品、特に自動車用の内装部品の製造方法であって、2次元の装飾フィルム(1)を熱成形型内における熱成形によって3次元に予備成形し、続いて、射出成形型内において、前記装飾フィルム(1)の背面側にプラスチックの支持体を設ける製造方法において、前記装飾フィルム(1)の熱成形を、コンビネーション型(5)を用いて直接前記射出成形型内で行うことを特徴とする方法。
- 第1ステップとして前記装飾フィルム(1)を加熱することを特徴とする、請求項1に記載の方法。
- 前記装飾フィルム(1)の加熱を赤外線加熱器(2)によって行うことを特徴とする、請求項2に記載の方法。
- 前記加熱された装飾フィルム(1)を、コンビネーション型(5)の半分の型(3、4)の間にセットし、この半分の型の下側の半分の型(4)は、負圧への接続口(6)を備えて熱成形型の機能を担っており、負圧の印加によって、前記装飾フィルム(1)が、前記下側の半分の型(4)の表面に密着して、その輪郭に合致する態様で3次元に変形されることを特徴とする、請求項2または3に記載の方法。
- 上側の半分の型(3)を前記下側の半分の型(4)の上に下げて、前記下側の半分の型(4)と共に複雑な形状の空洞を形成させ、その中に、後にプラスチックの支持体を形成する溶融ポリマー(7)を注入することを特徴とする、請求項4に記載の方法。
- 前記プラスチックの支持体の成形を、前記半分の型(3、4)が閉止された時にプラスチック材料をトランスファ成形することによって行うことを特徴とする、請求項4に記載の方法。
- 前記プラスチックの支持体の成形を、前記半分の型(3、4)が閉止された時にプラスチック材料をラミネートすることによって行うことを特徴とする、請求項4に記載の方法。
- 前記コンビネーション型(5)のガス抜きを、前記半分の型(3、4)に多孔性の鋼を用いることによって行うことを特徴とする、請求項1〜7のいずれか一項に記載の方法。
- 前記コンビネーション型(5)のガス抜きを、前記半分の型(3、4)に多孔性の鋼からなるインサートを用いて行うことを特徴とする、請求項1〜7のいずれか一項に記載の方法。
- 特に重要な領域の付加的な冷却を、前記多孔性の鋼を通してガスを選択的に吹き込むことによって行うことを特徴とする、請求項8または9に記載の方法。
- 熱成形によって3次元に予備成形される2次元の装飾フィルム(1)と、前記装飾フィルム(1)の背面側に配置されるプラスチックの支持体とを備えた構成部品、特に自動車用の内装部品において、前記構成部品が、本発明による方法によって製造されて成形されることを特徴とする構成部品、特に自動車用の内装部品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007013374 | 2007-03-16 | ||
| PCT/EP2008/001249 WO2008113446A1 (de) | 2007-03-16 | 2008-02-19 | Bauteil, insbesondere innenverkleidungsteil für kraftfahrzeug und herstellverfahren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010521333A true JP2010521333A (ja) | 2010-06-24 |
Family
ID=39495350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009553031A Withdrawn JP2010521333A (ja) | 2007-03-16 | 2008-02-19 | 構成部品、特に自動車用の内装部品および製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20100148530A1 (ja) |
| EP (1) | EP2136983A1 (ja) |
| JP (1) | JP2010521333A (ja) |
| DE (1) | DE102008009895A1 (ja) |
| WO (1) | WO2008113446A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009017363A1 (de) | 2009-04-14 | 2010-10-28 | Daimler Ag | Dekorelement und Verfahren zu dessen Herstellung und Verfahren zu dessen Ansteuerung |
| US9283701B2 (en) | 2010-07-22 | 2016-03-15 | Ford Global Technologies, Llc | In-mold decorative applique with textured surface |
| US9658334B2 (en) * | 2015-02-12 | 2017-05-23 | Faurecia Interior Systems, Inc. | Interior trim apparatuses for motor vehicles including one or more infrared emitting diodes and one or more infrared sensors |
| US11148615B2 (en) | 2015-06-19 | 2021-10-19 | Henniges Automotive Sealing Systems North America, Inc. | Fixed window assembly for a vehicle and method of manufacturing same |
| WO2016205799A1 (en) | 2015-06-19 | 2016-12-22 | Henniges Automotive Sealing Systems North America Inc. | Trim strip assembly for vehicle and method of manufacturing the same |
| US20200062195A1 (en) | 2018-08-21 | 2020-02-27 | Ford Global Technologies, Llc | Headliner system and method |
| CN111923328B (zh) * | 2020-09-10 | 2022-08-26 | 常熟市汽车饰件股份有限公司 | 一种红外加热压塑成型纤维增强复合座椅侧板的制备方法 |
| US20240062928A1 (en) * | 2022-08-19 | 2024-02-22 | Uchicago Argonne, Llc | System and method for bending crystal wafers for use in high resolution analyzers |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2548318A1 (de) * | 1975-10-29 | 1977-05-05 | Theysohn Friedrich Fa | Verfahren und vorrichtung zum beschichten von folienmaterial |
| US4418033A (en) * | 1979-06-20 | 1983-11-29 | Yoshiharu Hatakeyama | Method of manufacturing a decorated forming article |
| SE466951B (sv) * | 1991-03-05 | 1992-05-04 | Toolvac Engineering Ab | Foerfarande foer kylning av ett formverktyg |
| ES2094922T3 (es) * | 1991-07-31 | 1997-02-01 | Sumitomo Chemical Co | Procedimiento para moldear un articulo de capas multiples. |
| JP2695348B2 (ja) * | 1992-04-28 | 1997-12-24 | 大日本印刷株式会社 | 射出成形同時絵付装置 |
| US5468039A (en) * | 1992-08-21 | 1995-11-21 | Sumitomo Chemical Company, Limited | Instrument panel for automobile |
| DE69425959T2 (de) * | 1993-12-28 | 2001-02-22 | Nissha Printing | Vorrichtung und verfahren zum formen eines gegenstandes mit mustern |
| US5676981A (en) * | 1994-06-21 | 1997-10-14 | Dai Nippon Printing Co., Ltd. | Simultaneous injection molding and patterning apparatus |
| US6149853A (en) * | 1998-08-03 | 2000-11-21 | Visteon Global Technologies, Inc. | Method for manufacturing interior door panels having concealed voids at the junction of integrally molded energy absorbers |
| US6251333B1 (en) * | 1998-09-14 | 2001-06-26 | Ford Motor Company | Method for manufacturing a film-covered article |
| AUPQ023799A0 (en) * | 1999-05-07 | 1999-06-03 | Britax Rainsfords Pty Ltd | Method of producing a plastics moulded part including a film covering |
| JP2001009864A (ja) * | 1999-06-30 | 2001-01-16 | Dainippon Printing Co Ltd | 射出成形同時絵付装置 |
| EP1177880A1 (en) * | 2000-08-03 | 2002-02-06 | Recticel | Reaction injection moulding process for the production of a polyurethane skin layer |
| US6827895B1 (en) * | 2001-09-28 | 2004-12-07 | Hiroaki Yamamoto | Method of making a plural component show face trim part |
| DE102004060810A1 (de) | 2004-12-17 | 2006-06-29 | Daimlerchrysler Ag | Kunststoff-Formteil und Verfahren zu dessen Herstellung |
| DE102005039600A1 (de) | 2005-08-19 | 2007-02-22 | Johnson Controls Interiors Gmbh & Co. Kg | Verfahren zur Herstellung eines kaschierten Fahrzeuginnenausstattungsteils |
| DE102005043179A1 (de) | 2005-09-09 | 2007-03-15 | Johnson Controls Interiors Gmbh & Co. Kg | Dekoriertes Verkleidungsteil |
-
2008
- 2008-02-19 US US12/531,472 patent/US20100148530A1/en not_active Abandoned
- 2008-02-19 EP EP08715845A patent/EP2136983A1/de not_active Withdrawn
- 2008-02-19 DE DE102008009895A patent/DE102008009895A1/de not_active Withdrawn
- 2008-02-19 JP JP2009553031A patent/JP2010521333A/ja not_active Withdrawn
- 2008-02-19 WO PCT/EP2008/001249 patent/WO2008113446A1/de active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008113446A1 (de) | 2008-09-25 |
| EP2136983A1 (de) | 2009-12-30 |
| DE102008009895A1 (de) | 2008-10-02 |
| US20100148530A1 (en) | 2010-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010521333A (ja) | 構成部品、特に自動車用の内装部品および製造方法 | |
| US9352490B2 (en) | Method for producing an interior trim for a motor vehicle, including a substrate and a coating having the appearance of wood | |
| JP4633181B2 (ja) | 射出成形用金型及び複合品の製造方法 | |
| US10005379B2 (en) | Method for producing a component and component | |
| US6506334B1 (en) | Process and apparatus for preparing a molded article | |
| JP6844766B2 (ja) | 加飾樹脂製品の製造方法 | |
| JP2001001388A (ja) | ブロー成形方法、ブロー成形品およびブロー成形金型 | |
| JP6008788B2 (ja) | 複合成形物の製造方法および製造装置 | |
| JP2009269381A (ja) | 枠体付きガラスの射出成形用金型および枠体付きガラスの製造方法 | |
| KR20040094835A (ko) | 섬유 강화 플라스틱 부품의 코팅 방법 및 상기 방식으로제조된 부품 | |
| JP2009154428A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP2012106490A (ja) | 複合成形体の製造方法および装置 | |
| JP5792098B2 (ja) | ブロー成形品の製造装置および製造方法 | |
| CN105531097A (zh) | 借助于热成型设备或接合设备制造产品的方法,以及热成型设备或接合设备 | |
| KR101454159B1 (ko) | 필름 인서트 사출성형장치 및 그 방법 | |
| JP5668395B2 (ja) | 表面シートを用いたインサート成形用金型及び成形物の製造方法 | |
| JP2016198885A (ja) | 射出成形用金型装置 | |
| KR101435947B1 (ko) | 공 구조를 갖는 적층물을 이용한 인몰드 사출 방법 | |
| JP2003181913A (ja) | 樹脂シートの賦形方法及びその装置、樹脂シートで一体に被覆された樹脂成形品の製造方法、及び樹脂成形品 | |
| EP2881235B1 (en) | Process for the manufacture of a trim piece by means of molding followed by thermo-forming | |
| JP6192095B2 (ja) | 自動車用内装部品の表皮材貼合構造 | |
| JP2012250379A (ja) | 箔転写射出成形方法および箔転写射出成形装置、ならびに金型 | |
| JP2008178982A (ja) | 樹脂成形品の成形方法及び成形装置 | |
| JP2017094664A (ja) | 車両用樹脂部品の製造方法 | |
| CN108778660B (zh) | Frp片模压成型方法和装置以及frp成型品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110207 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20120507 |