JP2010247200A - 金属部材の接合方法 - Google Patents
金属部材の接合方法 Download PDFInfo
- Publication number
- JP2010247200A JP2010247200A JP2009100902A JP2009100902A JP2010247200A JP 2010247200 A JP2010247200 A JP 2010247200A JP 2009100902 A JP2009100902 A JP 2009100902A JP 2009100902 A JP2009100902 A JP 2009100902A JP 2010247200 A JP2010247200 A JP 2010247200A
- Authority
- JP
- Japan
- Prior art keywords
- metal member
- joining
- brazing material
- based metal
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/282—Zn as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/20—Ferrous alloys and aluminium or alloys thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
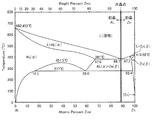
【解決手段】Fe系金属部材1とAl系金属部材(図示略)との間にZn系ろう材3を介在して、Fe系金属部材1とAl系金属部材とを接合する。Zn系ろう材3として、Al:2.0重量%以下を含有し、残部がZnおよび不可避不純物からなるろう材を用いる。接合では、Zn系ろう材3の液相を生成し、液相状態にあるZn系ろう材3の凝固時に、Zn結晶からなるZn初晶21、あるいは、ZnとAlとの共晶22が晶出するようにZn系ろう材3を加熱する。これにより、Zn初晶21およびZnとAlとの共晶22から構成される接合層4が形成される。この場合、Fe系金属部材1とZn系ろう材3との境界部にFeAl系化合物からなる金属間化合物層が形成されない。
【選択図】図3
Description

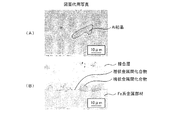
各接合条件で得られた試料11,21および比較試料12,31,32の金属部材の接合構造体について、走査型電子顕微鏡(SEM)を用いて、接合層の組織、および、Fe系金属部材と接合層の境界部の組織を観察した。その結果を図8〜12に示す。図8〜12は試料11,21および比較試料12,31,32の金属部材の接合構造体のSEM写真であり、図8〜12では、(A)が接合層の組織のSEM写真、(B)はFe系金属部材と接合層の境界部の組織のSEM写真である。
試料11,21および比較試料12,31,32のテストピースについて、ピール強度試験を行った。テストピースとしては、接合構造体の中央部側の1ピースおよび両端部側の2ピース(計3ピース)を用いた。
Claims (1)
- Fe系材料からなるFe系金属部材とAl系材料からなるAl系金属部材との間にZn系ろう材を介在して、前記Fe系金属部材と前記Al系金属部材とを接合する接合方法において、
前記Zn系ろう材として、Al:2.0重量%以下を含有し、残部がZnおよび不可避不純物からなるろう材を用い、
前記接合において、前記Zn系ろう材の液相を生成し、前記液相状態にあるZn系ろう材の凝固時に、Zn初晶、あるいは、ZnとAlとの共晶が晶出するように前記ろう材を加熱することを特徴とする金属部材の接合方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009100902A JP2010247200A (ja) | 2009-04-17 | 2009-04-17 | 金属部材の接合方法 |
| US12/799,066 US20100264199A1 (en) | 2009-04-17 | 2010-04-16 | Joining method for metal members |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009100902A JP2010247200A (ja) | 2009-04-17 | 2009-04-17 | 金属部材の接合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010247200A true JP2010247200A (ja) | 2010-11-04 |
Family
ID=42980256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009100902A Pending JP2010247200A (ja) | 2009-04-17 | 2009-04-17 | 金属部材の接合方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20100264199A1 (ja) |
| JP (1) | JP2010247200A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160096707A (ko) * | 2014-01-21 | 2016-08-16 | 가부시키가이샤 고베 세이코쇼 | 이종 금속 접합체 및 이종 금속 접합체의 제조 방법 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140042131A1 (en) * | 2012-08-10 | 2014-02-13 | Lincoln Global, Inc. | Laser welding consumable |
| US20140091152A1 (en) * | 2012-09-28 | 2014-04-03 | Invensys Appliance Controls South America | Temperature sensor using aluminum capillary |
| WO2020163754A1 (en) * | 2019-02-07 | 2020-08-13 | Honda Motor Co., Ltd. | Multi-material component and methods of making thereof |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006198678A (ja) * | 2004-12-24 | 2006-08-03 | Nissan Motor Co Ltd | 異種材料の接合方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3740858B2 (ja) * | 1997-09-16 | 2006-02-01 | マツダ株式会社 | 接合金属部材及び該部材の接合方法 |
| US7850059B2 (en) * | 2004-12-24 | 2010-12-14 | Nissan Motor Co., Ltd. | Dissimilar metal joining method |
-
2009
- 2009-04-17 JP JP2009100902A patent/JP2010247200A/ja active Pending
-
2010
- 2010-04-16 US US12/799,066 patent/US20100264199A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006198678A (ja) * | 2004-12-24 | 2006-08-03 | Nissan Motor Co Ltd | 異種材料の接合方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160096707A (ko) * | 2014-01-21 | 2016-08-16 | 가부시키가이샤 고베 세이코쇼 | 이종 금속 접합체 및 이종 금속 접합체의 제조 방법 |
| KR102101604B1 (ko) | 2014-01-21 | 2020-04-17 | 가부시키가이샤 고베 세이코쇼 | 이종 금속 접합체 및 이종 금속 접합체의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100264199A1 (en) | 2010-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Li et al. | Cold Metal Transfer Welding–Brazing of Pure Titanium TA2 to Aluminum Alloy 6061‐T6 | |
| WO2009131124A1 (ja) | 金属部材の接合方法、接合構造、および、ろう材 | |
| Zuo et al. | Intermediate layer characterization and fracture behavior of laser-welded copper/aluminum metal joints | |
| US7156282B1 (en) | Titanium-aluminide turbine wheel and shaft assembly, and method for making same | |
| CN103079744B (zh) | 铝系金属的接合方法 | |
| JP5124056B1 (ja) | レーザ接合部品 | |
| Xu et al. | Wetting and oxidation during ultrasonic soldering of an alumina reinforced aluminum–copper–magnesium (2024 Al) matrix composite | |
| Wang et al. | TIG welding-brazing of Ti6Al4V and Al5052 in overlap configuration with assistance of zinc foil | |
| JP5138879B2 (ja) | 材料複合体 | |
| JP2008214704A (ja) | アモルファス金属・金属ガラス接合体 | |
| JP6188511B2 (ja) | フラックスレスろう付け用アルミニウム合金ブレージングシートおよびその製造方法 | |
| WO2010110405A1 (ja) | 溶接方法の設計方法、溶接方法及び溶接接合体 | |
| JP2010247200A (ja) | 金属部材の接合方法 | |
| JP5237231B2 (ja) | ろう材、金属部材の接合構造、および、金属部材の接合方法 | |
| WO2010110476A1 (ja) | 接合部材及び接合方法 | |
| KR100787929B1 (ko) | 비정질 삽입재를 이용한 티타늄-구리 이종 금속간의 저온접합 방법 | |
| JP5378812B2 (ja) | 金属部材の接合方法および接合構造 | |
| JP2008080393A (ja) | 包晶系合金を用いた接合体、接合方法、及び半導体装置 | |
| Wei et al. | Cold Arc MIG Welding of Titanium Ti6Al4V to Aluminum 5A05Al Using Al–Mg5 Filler | |
| JP6512382B1 (ja) | 金属接合構造体および金属接合構造体の製造方法 | |
| JP5124434B2 (ja) | 金属部材の接合方法 | |
| JP6426883B2 (ja) | 耐食性に優れた接合体の製造方法 | |
| JP2006320673A (ja) | ゴルフクラブヘッドの異質金属部材の接合方法 | |
| Zhan et al. | Prevention of Crack Formation in Electron-Beam Welded Joints of Dissimilar Metal Compounds (TiNi/Ti6Al4V) | |
| JP2005246433A (ja) | 非晶質金属シートの接合方法及び接合装置並びに水素透過ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130522 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131015 |