JP2010177253A - はんだボール搭載方法 - Google Patents
はんだボール搭載方法 Download PDFInfo
- Publication number
- JP2010177253A JP2010177253A JP2009015289A JP2009015289A JP2010177253A JP 2010177253 A JP2010177253 A JP 2010177253A JP 2009015289 A JP2009015289 A JP 2009015289A JP 2009015289 A JP2009015289 A JP 2009015289A JP 2010177253 A JP2010177253 A JP 2010177253A
- Authority
- JP
- Japan
- Prior art keywords
- opening
- substrate
- mask
- solder
- opening pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【課題】はんだボールを基板に精度良く、かつ効率良く搭載することができるはんだボール搭載方法を提供すること。
【解決手段】ボール振り込み用の開口部OPの配置間隔がそれぞれ異なっている複数の開口パターンPA,PBが形成されたマスク8を用意し、このマスク8上の開口パターンPA,PBのうちから、配線基板1の伸び縮みの度合いに応じた最適な開口パターンを選択し、その選択された開口パターンPAまたはPBを用いて、当該開口部OPからパッド3P上にはんだボール9を振り込むようにして搭載する。
【選択図】図2
【解決手段】ボール振り込み用の開口部OPの配置間隔がそれぞれ異なっている複数の開口パターンPA,PBが形成されたマスク8を用意し、このマスク8上の開口パターンPA,PBのうちから、配線基板1の伸び縮みの度合いに応じた最適な開口パターンを選択し、その選択された開口パターンPAまたはPBを用いて、当該開口部OPからパッド3P上にはんだボール9を振り込むようにして搭載する。
【選択図】図2
Description
本発明は、回路基板上にバンプ形成するためのはんだボールを搭載する技術に係り、特に、ボール搭載用マスクを用いてマイクロボール(微細なはんだボール)を基板に搭載するはんだボール搭載方法に関する。
最近の携帯端末等に代表される電子機器は小型化・薄型化が急速に進んでおり、これに伴い、これらの電子機器に搭載される半導体装置等の電子部品も小型化・薄型化が要求されている。その一方で、これらの電子部品は高密度化が進んでおり、その外部接続端子の個数も増大する傾向にある。
このような要求に応える電子部品の実装方法として、はんだボールを外部接続端子として用い、これを基板に対してフリップチップ実装する方法が広く用いられるようになってきている。この方法は、電子部品が実装される基板に設けられた電極(パッド)に予めはんだボールを搭載しておき、電子部品の実装時にこのはんだボールを溶融させて基板上の電極(パッド)に直接接合するものである。
このため、フリップチップ実装方法を用いる場合には、電子部品が実装される基板に予めはんだボールを搭載しておく必要があり、そのための手段としてボール搭載機が使用されている。従来のボール搭載機を使用してはんだボールを基板に搭載する場合、その典型的な方法として、先ず基板上ではんだボールが搭載される電極(パッド)上にフラックスを被着させ、次にこのフラックス上にはんだボールを搭載(仮止め)した後、このはんだボールをリフローにより溶融させて電極(パッド)に接合する方法が用いられる。フラックス上にはんだボールを搭載する際には、所要の箇所に開口部が形成されたメタルマスクを用いて、当該開口部からはんだボールを振り込むようにして搭載する。
かかる従来技術に関連する技術として、例えば、特許文献1に記載されたはんだボール搭載方法がある。この文献に開示された方法では、基板上の電極と対応する位置に第1の開口部を有すると共にマスク配設位置に第2の開口部を有するソルダレジストを基板に形成し、第2の開口部にソルダレジストとほぼ同一の厚さのフラックス用マスクを配設して第1の開口部内にフラックスを充填し、フラックス用マスクを取り外した後、ボール搭載用マスクをその支持部が第2の開口部に位置するよう基板に配設し、このボール搭載用マスクを用いて電極上のフラックス上にはんだボールを搭載し、このボール搭載用マスクを取り外した後、加熱処理してはんだボールを電極に接合している。
また、これに関連する他の技術は特許文献2に記載されている。この文献に開示された方法では、基板の電極上にフラックスを配設し、さらにその上に配設したボール搭載用マスクを用いてボール振込み開口部からはんだボールを振り込んで電極に搭載した後、ボール搭載用マスクを配設した状態のままではんだボールの搭載状態を検査し、その検査結果に基づき、はんだボールの未搭載個数が既定未搭載個数より多いと判断された場合には上記のボール搭載用マスクを用いて未搭載位置にはんだボールを振り込み、未搭載個数が既定未搭載個数より少ないと判断された場合には未搭載の電極に個別にはんだボールを搭載している。
上述したように従来のはんだボール搭載方法では、基板の電極(パッド)上にフラックスを被着させた後、そのパッドの位置に対応する部分に開口部(ボール振り込み開口)が形成されたメタルマスクを用いて、フラックス上にはんだボールを搭載している。この場合、はんだボールを搭載する基板自体は、熱履歴等に起因して若干の伸び縮みが発生していることがある。この「基板の伸び縮み」は、基板の位置合わせの際に利用するアライメントマークの位置(例えば、基板上の所定の2箇所に設けられた各アライメントマークの位置の間隔)から求めることができる。
この基板の伸び縮みが予め定めた設計値の許容誤差範囲内に収まっていれば、上記の方法においてメタルマスクを基板から取り外したときに、各はんだボールはそれぞれ対応するパッドの位置に搭載されるので、特に問題は生じない。
しかしながら、基板の伸び縮みが設計値の許容誤差範囲内に収まっていない場合、メタルマスクに設けた開口部(ボール振り込み開口)の位置と基板上の対応するパッドの位置とが実質的に一致しないため、はんだボールの搭載時にその振り込み位置がずれることになる。このため、上記の方法においてメタルマスクを基板から取り外したときに、はんだボールが規定の位置に搭載されず、ミッシング(パッド上にボールが搭載されていない状態)やダブルボール(1つのパッド上に2個のボールが搭載された状態)などの不良が発生してしまう。つまり、はんだボールをパッド上に精度良く搭載できないという問題があった。
また、基板の伸び縮みが設計値の許容誤差範囲内に収まっていない場合、その基板の伸び縮みの度合いに合わせてメタルマスクを用意する必要があるが、ロット内の基板間で伸び縮みの度合いにばらつきがあると、メタルマスクを個別に用意して別々にボール搭載を行う必要がある。つまり、ボール搭載機において段取り替え(それまで使用していたメタルマスクを基板から取り外し、対象とする基板の伸び縮みの度合いに合わせた開口部(ボール振り込み開口)を有するメタルマスクを基板上に再配置すること)が必要となり、そのための作業が煩雑であり、また、その分の工数も増えるため、ボール搭載処理を効率良く行うことができないという問題があった。
本発明は、かかる従来技術における課題に鑑み創作されたもので、はんだボールを基板に精度良く、かつ効率良く搭載することができるはんだボール搭載方法を提供することを目的とする。
上記の従来技術の課題を解決するため、本発明によれば、配線基板において最外層の絶縁層から露出するパッド上にはんだボールを搭載する方法であって、ボール振り込み用の開口部の配置間隔がそれぞれ異なっている複数の開口パターンが形成されたマスクを用意し、前記複数の開口パターンのうちから、前記配線基板の伸び縮みの度合いに応じた最適な開口パターンを選択し、該選択された開口パターンを用いて、当該開口部から前記パッド上にはんだボールを振り込むようにして搭載することを特徴とするはんだボール搭載方法が提供される。
本発明に係るはんだボール搭載方法によれば、ボール振り込み用のマスク上に開口部の配置間隔がそれぞれ異なっている複数の開口パターンを配置しておき、はんだボール搭載の対象とする配線基板の伸び縮みの度合いに応じて、複数の開口パターンのうちから選択した最適な開口パターンを用いてはんだボールをパッド上に振り込み、搭載している。
つまり、配線基板の伸び縮みの度合いに合わせた開口部の配置間隔を有した開口パターンを使用しているので、この開口部(ボール振り込み開口)の位置と基板上の対応するパッドの位置とが実質的に一致し、はんだボールの搭載時にその振り込み位置がずれることはない。これにより、はんだボールは規定の位置に搭載され、従来技術に見られたようなミッシング等の不良は発生しない。つまり、はんだボールをパッド上に精度良く搭載することが可能となる。
また、1枚のボール振り込み用のマスク上に配置された複数の開口パターンを選択的に使用できるので、従来技術に見られたような段取り替えを必要とせず、精度の良いはんだボール搭載を効率良く行うことが可能となる。
以下、本発明の好適な実施の形態について、添付の図面を参照しながら説明する。
図1〜図4は、本発明の一実施形態に係るはんだボール搭載方法を処理手順に沿って説明するための工程を断面図(一部は平面図)の形態で示したものである。また、最終工程を示す図4(c)は、本実施形態に係るはんだボール搭載方法を用いて作製されたボール搭載基板(製品としての配線基板)の構成を示している。
先ず、ボール搭載基板の構成について説明する。図4(c)に示すように、本実施形態のボール搭載基板10において、2は基板本体を構成する樹脂基板、3は樹脂基板2の両面(図示の例では、片面のみ表示)に所要の形状にパターニング形成された配線層、4は配線層3の所要の箇所に画定されたパッド3Pの部分を露出させて配線層3を覆うように形成された保護膜としてのソルダレジスト層(最外層の絶縁層)、9はパッド3Pに接合された外部接続端子としてのはんだボール(バンプ化されたはんだボール)を示す。
樹脂基板2の形態としては、少なくとも最表層に配線層が形成された基板であって、その配線層が基板内部を通して電気的に接続されている形態のものであれば十分である。樹脂基板2の内部には配線層が形成されていてもよいし、形成されていなくてもよい。本発明を特徴付ける部分ではないので詳細な図示は省略するが、樹脂基板2の内部に配線層が形成されている形態の場合には、基板内部で絶縁層を介在させて形成された各配線層及び各配線層間を相互に接続するビアホール(に充填された導体:ビア)を介して最表層の各配線層が電気的に接続されている。この形態の基板としては、例えば、ビルドアップ法を用いて形成され得る多層構造の配線基板がある。一方、樹脂基板2の内部に配線層が形成されていない形態の場合には、この樹脂基板2の所要の箇所に適宜形成されたスルーホール(に充填された導体)を介して最表層の各配線層が相互に電気的に接続されている。
ソルダレジスト層4は、はんだ付けを行う際(はんだボール9を接合する際のリフロー時)に溶融したはんだが隣り合うパッド3P間でショートするのを防ぐために設けられている。例えば、印刷法やシート状のソルダレジストをラミネートする方法等を用いて、基板本体(樹脂基板2)上に所要の厚さで形成されている。また、外部接続端子(はんだボール9)の材料としては、錫(Sn)−鉛(Pb)系の共晶はんだや、Sn/銀(Ag)/銅(Cu)等の鉛フリーはんだなどが用いられる。
次に、本実施形態のはんだボール搭載方法について、その処理工程の一例を示す図1〜図4を参照しながら説明する。
先ず最初の工程では(図1(a)参照)、はんだボールを搭載する前の状態にある配線基板1を用意する。すなわち、基板本体を構成する樹脂基板2の両面(図示の例では、片面のみ表示)に所要の形状にパターニング形成された配線層3を有し、その配線層3の所要の箇所に画定されたパッド3Pの部分を露出させて配線層3を覆うように形成されたソルダレジスト層4を備えた配線基板1を作製する。
樹脂基板2の形態としては、上述したように少なくとも最表層に配線層が形成された基板であって、その配線層が基板内部を通して電気的に接続されている形態のものであれば十分である。例えば、ビルドアップ法を用いた多層構造の配線基板を利用することができる。これは、ベース基材としてのコア基板を中心としてその両面に、絶縁層の形成、絶縁層におけるビアホールの形成、ビアホールの内部を含めた配線パターン(配線層)の形成を順次繰り返して積み上げていくものである。絶縁層の材料としてはエポキシ系樹脂が用いられ、配線層の材料としては銅(Cu)が用いられる。かかるプロセスを経て形成された最表層の配線層3は、基板内部の所要箇所に適宜形成された各配線層及び各配線層間を相互に接続するビア(導体)を介して電気的に接続されている。
さらに樹脂基板2の両面に、それぞれ配線層3の所要の箇所に画定されるパッド3Pの部分を露出させる開口部5を備えたソルダレジスト層4を形成する。例えば、感光性のエポキシ系樹脂やポリイミド系樹脂等を樹脂基板2及び配線層3上に塗布し、それぞれ樹脂層を所要の形状(パッド3Pの部分を除いた形状)にパターニングすることにより、図示のように所要の箇所に開口部5を備えたソルダレジスト層4を形成することができる。
さらに、このソルダレジスト層4の開口部5から露出するパッド3Pの表面に、ニッケル(Ni)めっき及び金(Au)めっきをこの順に施しておくのが望ましい。これは、外部接続端子(はんだボール)を接合した時のコンタクト性を良くするためと、Auめっき層とパッド3Pを構成するCu層との密着性を高め、CuがAuめっき層中へ拡散するのを防止するためである。これによって、図1(a)に示すように所要の配線基板1(はんだボールを搭載する前の状態にある基板)が作製されたことになる。
この配線基板1は、本実施形態では図1(c)に示すように、8個取りの基板(製品としての配線基板が8個取れる基板)の形態を有しており、例えば、150mm×340mmの大きさを有している。この8個取りの基板1上には、図示のようにその周辺部分(配線が形成されていない領域)において対角線方向に位置する2箇所に、それぞれアライメントマークA1,A2が設けられている。アライメントマークA1,A2は、例えば、最表層の配線層3を形成する際にその一部分をランド状にパターニングすることで、形成することができる。各アライメントマークA1,A2は、後述するように各マークA1,A2の位置座標から当該基板1の伸び縮みを算出する際に利用される。
次の工程では(図1(b)参照)、基板1のソルダレジスト層4上に、このソルダレジスト層4に設けられた開口部5とほぼ同じ大きさの開口部がパターン形成されたフラックス用マスク6を配置し、このフラックス用マスク6を用いてパッド3P上の開口部内にフラックス7を充填する。フラックス用マスク6は金属製のマスクであり、例えば、ニッケル(Ni)の電鋳やSUS(ステンレス鋼板)のエッチング等により、所要の開口部を有するマスク6を作製することができる。このマスク6を用いてフラックス7を充填する方法としては、例えば、印刷法を用いることができる。
このようにしてフラックス7の充填処理が終了すると、フラックス用マスク6は基板1上から取り外される。
次の工程では(図1(c)参照)、ボール搭載機に装備されたカメラ20を用いて、ボール搭載対象の基板(8個取りの基板1)に設けられたアライメントマークA1,A2をそれぞれ読み込む。さらに、ボール搭載機に装備されたMPU等の演算装置(図示せず)を用いて、カメラ20で読み込んだ基板1上の2つのアライメントマークA1,A2の位置座標から、マークA1,A2の間隔(すなわち、基板1の伸び縮み)を算出する。その算出された「伸び縮み」データは、演算装置内のメモリに一時格納される。
次の工程では(図2(a)参照)、先ず、本発明を特徴付けるボール搭載用マスク8を用意する。このボール搭載用マスク8は、本実施形態では、図示のように2つの開口パターンPA及びPBを有している。各開口パターンPA,PBは、ボール振り込み開口(図2(b)においてOPで示す箇所)の配置間隔が僅かに異なるように(つまり、パターン全体として相似形状を保持したままサイズが僅かに異なるように)形成されている。ボール振り込み開口の径は、例えば、90μm程度の大きさに選定されている。そして、開口パターンPAの周辺部分及び開口パターンPBの周辺部分には、それぞれ対角線方向に位置する2箇所に、アライメントマークAM1,AM2、及びBM1,BM2が設けられている。これらの各マークAM1,AM2,BM1,BM2は、ボール振り込み開口と同様に開口部の形態を有している。ボール搭載用マスク8は、上記のフラックス用マスク6と同様に金属製のマスク(メタルマスク)であり、同様の方法で作製することができる。
このようにして用意されたボール搭載用マスク8に対し、図1(c)の工程で行った処理と同様にしてカメラ20を用いて、マスク8上の開口パターンPAのアライメントマークAM1,AM2、及び開口パターンPBのアライメントマークBM1,BM2を読み込む。さらに、演算装置(図示せず)を用いて、カメラ20で読み込んだマスク8上の各開口パターンPA,PBのアライメントマークAM1,AM2及びBM1,BM2の位置座標から、それぞれマークAM1,AM2の間隔及びマークBM1,BM2の間隔を算出する。その算出された「マーク間隔」データは、上記の「伸び縮み」データと同様に、演算装置内のメモリに一時格納される。
さらに、演算装置内において、メモリに一時格納しておいた「伸び縮み」データ(基板1の「マーク間隔」データ)とマスク8上の各開口パターンPA,PBの「マーク間隔」データとを比較し、その比較結果に基づいて、各開口パターンPA,PBのうちから最適な開口パターン(すなわち、基板1の伸び縮みの度合いに適合するボール振り込み開口の配置間隔を有したパターン)を自動選択する。
なお、本実施形態では、基板1上のアライメントマークA1,A2の間隔(基板1の伸び縮み)を算出した後に(図1(c))、ボール搭載用マスク8を用意し、このマスク8の各開口パターンPA,PBのアライメントマークAM1,AM2及びBM1,BM2の間隔を算出しているが(図2(a))、必ずしもこの順序に限定する必要はない。各処理手順の内容からわかるように、基板1上のアライメントマークA1,A2の間隔(基板1の伸び縮み)の算出処理は、ボール搭載用マスク8を用意し、このマスク8の各開口パターンPA,PBのアライメントマークAM1,AM2及びBM1,BM2の間隔を算出した後(つまり、上記の比較処理の直前の段階)に、行ってもよい。
また、マスク8の各開口パターンPA,PBのアライメントマークAM1,AM2及びBM1,BM2の間隔は、予め算出して演算装置内のメモリに格納しておき、複数の基板1の「マーク間隔」データとの比較に適宜利用してもよい。つまり、基板1上のアライメントマークA1,A2の間隔を算出する毎に、マスク8のアライメントマークAM1,AM2及びBM1,BM2の間隔の算出を行わなくてもよい。
次の工程では(図2(b)参照)、基板1上にボール搭載用マスク8を載せる。すなわち、前の工程で選択されたマスク8上の最適な開口パターンPAまたはPBを、当該開口パターンの開口部(ボール振り込み開口OP)の位置をパッド3P上のフラックス7の位置に合わせて、基板1上のソルダレジスト層4に密着させる。
次の工程では(図2(c)参照)、ボール搭載用マスク8の開口部(選択された開口パターンPAまたはPBのボール振り込み開口OP)にはんだボール9を振り込むためのカップ(ボール供給用カップ)21を、ボール搭載機に装備された移動機構(図示せず)により、基板1のマスク8が配置されている側の面の上方に移動する。このボール供給用カップ21は吸着機構(図示せず)に結合されており、この吸着機構により図中矢印で示すようにカップ21内の空気を吸気することで(吸着「オン」状態)、カップ21の内壁面上にはんだボール9が吸着保持されるようになっている。
次の工程では(図3(a)参照)、吸着機構によりカップ21内の空気の吸気を止めて吸着「オフ」状態とし、カップ21の内壁面上に吸着保持していたはんだボール9を基板1上に落下させる。これにより、ボール搭載用マスク8(選択された開口パターンPAまたはPB)の開口部内にはんだボール9が振り込まれ、当該開口部内のフラックス7上に搭載(仮止め)される。また、マスク8の開口部内に振り込まれずに外に溢れ出たはんだボール9は、図示のようにマスク8上に散乱する。
なお、本実施形態では、ボール供給用カップ21を用いてはんだボール9の振り込みを行っているが、カップ21を使用することで、以下のメリットがある。すなわち、本実施形態では、図2(a)に示したように1枚のボール搭載用マスク8上に2種類の開口パターンPA,PBが近接して設けられており、選択された開口パターン(例えば、開口パターンPA)をはんだボール9の振り込みに使用しているときは、選択されていない他の開口パターン(この場合、開口パターンPB)の開口部にはんだボール9が振り込まれるのを防止する必要がある。はんだボールの振り込み方法としては、他にスキージを用いる方法があるが、この方法では、2種類の開口パターンPA,PBが近接していることに起因して、選択されていない方の開口パターンの開口部にもはんだボールが振り込まれる可能性が高い。これに対し、本実施形態のように振り込みエリアが限定されたカップ21を使用することで、かかる不都合は解消することができる。
次の工程では(図3(b)参照)、カップ21を吸着「オフ」状態としたままで、ボール搭載機に装備された移動機構(図示せず)により、基板1上のマスク8の上端の位置まで下降させる。
次の工程では(図3(c)参照)、カップ21を吸着「オン」状態とし、マスク8上に散乱した不要なはんだボール9を吸引する(カップ21の内壁面上にはんだボール9を吸着保持する)。このとき、ボール搭載用マスク8(選択された開口パターンPAまたはPB)の開口部に振り込まれたはんだボール9は、粘着力のあるフラックス7上に仮止めされているので、カップ21側に吸着されることはない。
次の工程では(図4(a)参照)、不要なはんだボール9を吸引したカップ21を、移動機構により上昇させて、基板1から遠ざける。
次の工程では(図4(b)参照)、ボール搭載用マスク8を基板1から取り外す。
最後の工程では(図4(c)参照)、基板1のパッド3P(フラックス7)上に搭載されたはんだボール9を、リフローにより溶融させてパッド3Pに接合する。その際、フラックス7は、リフローの際の熱により気化する。これにより、図示のようにボール搭載基板(製品としての配線基板)10が作製されたことになる。
なお、上述した図2(c)及び図3(a)の工程では、カップ21の内壁面上に吸着保持していたはんだボール9を、基板1のマスク8が配置されている側の面の上方の位置から落下させているが、更に確実にはんだボール9の不要箇所への振り込みを防止する場合には、カップ21を基板1上のマスク8の上端の位置まで下降させた後、吸着「オフ」状態としてはんだボール9を落下させるようにしてもよい。
以上説明したように、本実施形態に係るはんだボール搭載方法によれば(図1〜図4参照)、ボール搭載マスク8上に開口部(ボール振り込み開口OP)の配置間隔が僅かに異なるように(パターン全体として相似形状を保持したままサイズが僅かに異なるように)形成された複数の開口パターンPA,PBを配置しておき、はんだボール9を搭載する対象となる基板1の伸び縮みの度合いに応じて、各開口パターンPA,PBのうちから選択した最適な開口パターンPAまたはPBを用いて、はんだボール9を当該開口部から露出するパッド3P上に振り込むようにして搭載している。
つまり、基板1の伸び縮みの度合いに合わせた開口部の配置間隔を有した開口パターンPAまたはPBを使用しているので、この開口部(ボール振り込み開口OP)の位置と基板1上の対応するパッド3Pの位置とが実質的に一致し、はんだボール9の振り込み時にその振り込み位置がずれることはない。これにより、はんだボール9は規定の位置に振り込まれ(搭載され)、従来技術に見られたようなミッシングやダブルボール等の不良は発生しない。その結果、はんだボール9をパッド3P上に精度良く搭載することが可能となる。
また、1枚のボール搭載マスク8上に配置された複数の開口パターンPA,PBを選択的に使用できるので、従来技術に見られたような段取り替えを必要とせず、精度の良いはんだボール搭載を効率良く行うことができる。
上述した実施形態では、ボール搭載用マスク8上に2つの異なる開口パターンPA,PBが形成されている場合を例にとって説明したが、本発明の要旨(ボール搭載用マスク上に複数の開口パターンを用意し、配線基板の伸び縮みの度合いに応じた最適な開口パターンを選択して、はんだボール搭載を行うこと)からも明らかなように、ボール搭載用マスク8上に用意する開口パターンの数が2つに限定されないことはもちろんであり、3つ以上であってもよい。ただし、各開口パターンは、それぞれボール振り込み開口の配置間隔が僅かに異なるように(パターン全体として相似形状を保持したままサイズが僅かに異なるように)形成されている必要がある。
また、上述した実施形態では、同じ品種の配線基板(8個取りの基板1)についてはんだボール搭載を行う場合を例にとって説明したが、本発明の要旨からも明らかなように、異なる品種の配線基板についてはんだボール搭載を行う場合にも本発明は同様に適用することが可能である。
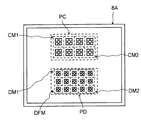
図5は、その場合に使用するボール搭載用マスクの一例を示したものである。このボール搭載用マスク8Aは、図示のように2つの開口パターンPC及びPDを有しており、各開口パターンPC,PDは、それぞれ8個取りの基板及び15個取りの基板に対してはんだボール搭載を行う場合に使用される。図2(a)に示したボール搭載用マスク8の形態と同様に、これら開口パターンPC,PDのそれぞれの周辺部分には、それぞれ対角線方向に位置する2箇所に、アライメントマークCM1,CM2、及びDM1,DM2が設けられている。これらアライメントマークCM1,CM2,DM1,DM2の利用態様については、上述した実施形態の場合と同じである。
さらに、図5に示すボール搭載用マスク8Aにおいては、一方の開口パターンPDの周辺部分に品種識別マークDFMが設けられており、この品種識別マークDFMをカメラ20で読み込むことにより、ボール搭載対象の基板が「8個取り」の基板なのか、「15個取り」の基板なのかを判別できるようにしている。図示の例では、品種識別マークDFMを一方の開口パターンPDの周辺部分にのみ設けているが、必ずしも一方の開口パターンにのみ設ける必要はなく、両方の開口パターンPC,PDにそれぞれ異なる品種識別マークを設けてもよい。
このようなボール搭載用マスク8Aを使用することで、上述した実施形態の場合と同様に、ボール搭載機において段取り替えを必要とすることなく、2品種の配線基板についてはんだボール搭載を行うことができる。
なお、図5には特に示していないが、各品種毎の開口パターンPC,PDにそれぞれ対応させて、それぞれボール振り込み開口の配置間隔が僅かに異なるように(パターン全体として相似形状を保持したままサイズが僅かに異なるように)形成された複数の開口パターンを形成するようにしてもよい。
また、上述した実施形態では、はんだボール搭載の対象とする基板の形態として樹脂基板2を使用した場合を例にとって説明したが、基板の形態がこれに限定されないことはもちろんである。例えば、ウエハレベルパッケージにおいて用いられているようなシリコン基板の形態であってもよい。この形態の場合には、上記の配線層3の所要の箇所に画定されるパッド3Pの代わりに、シリコン(Si)基板上にアルミニウム(Al)の電極パッドが設けられ、上記のソルダレジスト層4の代わりに、SiO2 、SiN、ポリイミド樹脂等からなるパッシベーション膜が設けられる。あるいは、別の形態としてセラミック基板を使用してもよい。
1…配線基板(はんだボール搭載の対象とする基板)、
2…樹脂基板(基板本体)、
3…配線層、
3P…パッド、
4…ソルダレジスト層(絶縁層/保護膜)、
6…フラックス用マスク、
7…フラックス、
8,8A…ボール搭載用マスク、
9…はんだボール、
10…ボール搭載基板(製品としての配線基板)、
20…カメラ、
21…ボール供給用カップ、
A1,A2,AM1,AM2,BM1,BM2,CM1,CM2,DM1,DM2…アライメントマーク、
DFM…品種識別マーク、
PA,PB,PC,PD…開口パターン。
2…樹脂基板(基板本体)、
3…配線層、
3P…パッド、
4…ソルダレジスト層(絶縁層/保護膜)、
6…フラックス用マスク、
7…フラックス、
8,8A…ボール搭載用マスク、
9…はんだボール、
10…ボール搭載基板(製品としての配線基板)、
20…カメラ、
21…ボール供給用カップ、
A1,A2,AM1,AM2,BM1,BM2,CM1,CM2,DM1,DM2…アライメントマーク、
DFM…品種識別マーク、
PA,PB,PC,PD…開口パターン。
Claims (3)
- 配線基板において最外層の絶縁層から露出するパッド上にはんだボールを搭載する方法であって、
ボール振り込み用の開口部の配置間隔がそれぞれ異なっている複数の開口パターンが形成されたマスクを用意し、
前記複数の開口パターンのうちから、前記配線基板の伸び縮みの度合いに応じた最適な開口パターンを選択し、
該選択された開口パターンを用いて、当該開口部から前記パッド上にはんだボールを振り込むようにして搭載することを特徴とするはんだボール搭載方法。 - 前記配線基板の伸び縮みの度合いに応じた最適な開口パターンを選択する処理は、
前記配線基板上に設けられたアライメントマークの位置情報に基づいて前記配線基板の伸び縮みを算出する処理と、
前記マスク上で前記複数の開口パターンの各々に対応して設けられた各アライメントマークの位置情報に基づいて各開口パターン毎にマーク間隔を算出する処理と、
算出された前記配線基板の伸び縮みと各開口パターン毎のマーク間隔とを比較し、その比較結果に基づいて前記最適な開口パターンを選択する処理とを含むことを特徴とする請求項1に記載のはんだボール搭載方法。 - 前記パッド上へのはんだボールの振り込みは、前記選択された開口パターンを前記配線基板上の前記絶縁層に密着させた後に、吸着機構を利用したカップの内壁面上に吸着保持させたはんだボールを当該開口パターン上に落下させて行うことを特徴とする請求項1に記載のはんだボール搭載方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009015289A JP2010177253A (ja) | 2009-01-27 | 2009-01-27 | はんだボール搭載方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009015289A JP2010177253A (ja) | 2009-01-27 | 2009-01-27 | はんだボール搭載方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010177253A true JP2010177253A (ja) | 2010-08-12 |
| JP2010177253A5 JP2010177253A5 (ja) | 2012-01-19 |
Family
ID=42707935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009015289A Pending JP2010177253A (ja) | 2009-01-27 | 2009-01-27 | はんだボール搭載方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010177253A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013024837A1 (ja) * | 2011-08-16 | 2015-03-05 | 株式会社アルバック | 部品の製造方法及び部品 |
| JP2017196799A (ja) * | 2016-04-27 | 2017-11-02 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及びスクリーン印刷方法 |
| JP2017196798A (ja) * | 2016-04-27 | 2017-11-02 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及びスクリーン印刷方法 |
| JP2017226151A (ja) * | 2016-06-23 | 2017-12-28 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及び部品実装ライン |
| JP2018082095A (ja) * | 2016-11-17 | 2018-05-24 | ハンファテクウィン株式会社Hanwha Techwin Co.,Ltd. | 電子部品実装システム及び電子部品実装方法 |
| JP2018152502A (ja) * | 2017-03-14 | 2018-09-27 | ハンファエアロスペース株式会社Hanwha Aerospace Co.,Ltd. | 電子部品実装システム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09162667A (ja) * | 1995-12-11 | 1997-06-20 | Toyo Commun Equip Co Ltd | 圧電デバイスの周波数調整装置 |
| JPH1079335A (ja) * | 1996-09-04 | 1998-03-24 | Hitachi Ltd | 電子線描画装置 |
| JP2009004724A (ja) * | 2007-05-24 | 2009-01-08 | Shinko Electric Ind Co Ltd | 基板の製造方法及び基板の製造装置 |
-
2009
- 2009-01-27 JP JP2009015289A patent/JP2010177253A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09162667A (ja) * | 1995-12-11 | 1997-06-20 | Toyo Commun Equip Co Ltd | 圧電デバイスの周波数調整装置 |
| JPH1079335A (ja) * | 1996-09-04 | 1998-03-24 | Hitachi Ltd | 電子線描画装置 |
| JP2009004724A (ja) * | 2007-05-24 | 2009-01-08 | Shinko Electric Ind Co Ltd | 基板の製造方法及び基板の製造装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013024837A1 (ja) * | 2011-08-16 | 2015-03-05 | 株式会社アルバック | 部品の製造方法及び部品 |
| JP2017196799A (ja) * | 2016-04-27 | 2017-11-02 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及びスクリーン印刷方法 |
| JP2017196798A (ja) * | 2016-04-27 | 2017-11-02 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及びスクリーン印刷方法 |
| JP2017226151A (ja) * | 2016-06-23 | 2017-12-28 | パナソニックIpマネジメント株式会社 | スクリーン印刷装置及び部品実装ライン |
| JP2018082095A (ja) * | 2016-11-17 | 2018-05-24 | ハンファテクウィン株式会社Hanwha Techwin Co.,Ltd. | 電子部品実装システム及び電子部品実装方法 |
| CN108882553A (zh) * | 2016-11-17 | 2018-11-23 | 韩华泰科株式会社 | 电子部件贴装系统及电子部件贴装方法 |
| JP2018152502A (ja) * | 2017-03-14 | 2018-09-27 | ハンファエアロスペース株式会社Hanwha Aerospace Co.,Ltd. | 電子部品実装システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4219951B2 (ja) | はんだボール搭載方法及びはんだボール搭載基板の製造方法 | |
| KR100718172B1 (ko) | 전자 디바이스 및 전자 디바이스 밀봉 방법 및 전자디바이스 접속 방법 | |
| US8209856B2 (en) | Printed wiring board and method for manufacturing the same | |
| US7854367B2 (en) | Apparatus and method for arranging magnetic solder balls | |
| TW201503771A (zh) | 配線基板 | |
| JP2008028361A (ja) | 配線基板およびその製造方法ならびに半導体装置 | |
| JP2010177253A (ja) | はんだボール搭載方法 | |
| JP2009129951A (ja) | 導電性バンプの形成方法 | |
| US20090102050A1 (en) | Solder ball disposing surface structure of package substrate | |
| JP2010114140A (ja) | 半導体装置及びその製造方法 | |
| US7719853B2 (en) | Electrically connecting terminal structure of circuit board and manufacturing method thereof | |
| JP2004193334A (ja) | バンプ形成用シートおよびその製造方法 | |
| US7241640B1 (en) | Solder ball assembly for a semiconductor device and method of fabricating same | |
| US7544599B2 (en) | Manufacturing method of solder ball disposing surface structure of package substrate | |
| JP2004335629A (ja) | チップ状電子部品及びその製造方法、並びにその製造に用いる疑似ウェーハ及びその製造方法 | |
| TW201204204A (en) | Embedded printed circuit board and method of manufacturing the same | |
| JPH08111578A (ja) | ボールグリッドアレイパッケージ実装用基板の製造方法 | |
| US20110061907A1 (en) | Printed circuit board and method of manufacturing the same | |
| TWI524442B (zh) | 具有焊料凸塊的配線基板之製造方法、焊球搭載用遮罩 | |
| JP2020202241A (ja) | フリップチップパッケージ、フリップチップパッケージ基板およびフリップチップパッケージの製造方法 | |
| JPH07326853A (ja) | プリント配線板のボールバンプ形成方法 | |
| JP2004342904A (ja) | 電子回路装置および電子回路装置の製造方法 | |
| JP2008140868A (ja) | 多層配線基板および半導体装置 | |
| JPS63174337A (ja) | 半田バンプの形成方法 | |
| KR20120095662A (ko) | 인쇄회로기판 및 그의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111128 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121226 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130507 |