JP2010142879A - 工作機械 - Google Patents
工作機械 Download PDFInfo
- Publication number
- JP2010142879A JP2010142879A JP2007101871A JP2007101871A JP2010142879A JP 2010142879 A JP2010142879 A JP 2010142879A JP 2007101871 A JP2007101871 A JP 2007101871A JP 2007101871 A JP2007101871 A JP 2007101871A JP 2010142879 A JP2010142879 A JP 2010142879A
- Authority
- JP
- Japan
- Prior art keywords
- dust
- suction force
- dust suction
- machine tool
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
- B23Q11/0046—Devices for removing chips by sucking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
- B23Q11/0891—Protective coverings for parts of machine tools; Splash guards arranged between the working area and the operator
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Details Of Cutting Devices (AREA)
- Numerical Control (AREA)
Abstract
【課題】粉塵による不良品の発生を未然に防止すること。
【解決手段】粉塵を吸塵する真空を発生する真空発生器と、前記粉塵の吸引を行う吸引口における吸塵力を監視して、予め設定された閾値との比較を行い、該比較結果を出力する吸塵力計と、前記吸塵力計から出力された結果に基づき、工作機械の動作を制御する動作制御手段とを備えた。
【選択図】図1
【解決手段】粉塵を吸塵する真空を発生する真空発生器と、前記粉塵の吸引を行う吸引口における吸塵力を監視して、予め設定された閾値との比較を行い、該比較結果を出力する吸塵力計と、前記吸塵力計から出力された結果に基づき、工作機械の動作を制御する動作制御手段とを備えた。
【選択図】図1
Description
この発明は、吸塵計を備えた工作機械に関する。
従来の工作機械は、基板分割時に発生する粉塵による様々な不具合、例えば、粉塵が基板に付着し、その後の半田付け工程で配線のショートや断線等を引き起こすという問題があった。このため基板分割時に発生する粉塵を吸引する吸塵装置を工作機械に備えたものがある(例えば、特許文献1参照)。
従来の工作機械は、吸塵装置を備えてはいるが、吸塵装置が未動作である場合や、動作はしているものの吸塵力が不十分であり、粉塵をほとんど吸い込んでいないような場合であっても、吸塵力が低下したことを報知する手段を備えておらず、不良品を発見して初めて吸塵装置の不具合に気づくため、不良品の発生頻度が高いという課題があった。また、前記のような不具合を防止するために、定期的に吸塵装置のメンテナンスを行う場合、各工作機械で使用頻度や使用形態が異なるにも関わらず、一律に一定期間で消耗部品等の交換を行うため費用の無駄が多いという課題があった。
この発明は、上記のような課題を解決するためになされたもので、粉塵による不良品の発生を未然に防止することを目的とする。
この発明は、加工対象物の加工時に粉塵の発生を伴う工作機械に、前記粉塵を吸塵する真空を発生する真空発生器と、前記粉塵の吸引を行う吸引口における吸塵力を監視して、予め設定された閾値との比較を行い、該比較結果を出力する吸塵力計と、前記吸塵力計から出力された結果に基づき、工作機械の動作を制御する動作制御手段とを備えたことを特徴とする。
この発明は、加工時に発生する粉塵を吸引する吸塵力を監視する吸塵力計を備え、吸塵力が低下した際には、工作機械の動作を停止するようにしたので、不良品の発生を未然に防止できる効果がある。
以下、この発明を実施するための最良の形態について、添付の図面に従って説明する。
実施の形態1.
図1は、実施の形態1によるルーター式基板分割装置1の正面図である。なお、実施の形態1では、工作機械の例としてルーター式基板分割装置1を取り上げて説明を行うが、他の旋盤、フライス盤、ボール盤、マシニングセンタ等といった加工対象物の加工時に粉塵を発生する工作機械でも実施可能である。
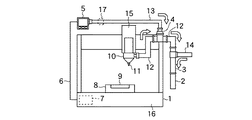
この実施の形態1によるルーター式基板分割装置1は、加工対象物である基板9を保持する基板分割冶具8と、基板分割冶具8を固定する台座16と、基板9を分割加工するエンドミル11を先端に備え、基板9の分割時に生じる粉塵を吸引する吸引口10をエンドミル11の外周部に設けた工具ユニット15と、配管14により工場から供給される高圧エアにより、分割時に発生する粉塵を吸引する真空を発生させる真空発生器3と、工具ユニット15と真空発生器3とを連結し、吸引口10と真空発生器3とを連通する配管12と、配管12の途中に設けられた分岐配管4と、吸引口10における吸塵力を監視し、予め設定された閾値と前記吸塵力との比較を行い、該結果を出力する吸塵力計5と、分岐配管4と吸塵力計5とを連結する配管13と、吸塵力計5から出力された結果を動作制御手段である動作制御マイコン7へ伝達する信号線6と、信号線6を介して吸塵力計5から出力された結果を受信して、前記結果に基づき工具ユニット15の動作を停止するとともに、装置の異常を報知する動作制御マイコン7とを備える。なお、配管12、配管13、配管14は、伸縮自在なホース等を用いると良い。
実施の形態1.
図1は、実施の形態1によるルーター式基板分割装置1の正面図である。なお、実施の形態1では、工作機械の例としてルーター式基板分割装置1を取り上げて説明を行うが、他の旋盤、フライス盤、ボール盤、マシニングセンタ等といった加工対象物の加工時に粉塵を発生する工作機械でも実施可能である。
この実施の形態1によるルーター式基板分割装置1は、加工対象物である基板9を保持する基板分割冶具8と、基板分割冶具8を固定する台座16と、基板9を分割加工するエンドミル11を先端に備え、基板9の分割時に生じる粉塵を吸引する吸引口10をエンドミル11の外周部に設けた工具ユニット15と、配管14により工場から供給される高圧エアにより、分割時に発生する粉塵を吸引する真空を発生させる真空発生器3と、工具ユニット15と真空発生器3とを連結し、吸引口10と真空発生器3とを連通する配管12と、配管12の途中に設けられた分岐配管4と、吸引口10における吸塵力を監視し、予め設定された閾値と前記吸塵力との比較を行い、該結果を出力する吸塵力計5と、分岐配管4と吸塵力計5とを連結する配管13と、吸塵力計5から出力された結果を動作制御手段である動作制御マイコン7へ伝達する信号線6と、信号線6を介して吸塵力計5から出力された結果を受信して、前記結果に基づき工具ユニット15の動作を停止するとともに、装置の異常を報知する動作制御マイコン7とを備える。なお、配管12、配管13、配管14は、伸縮自在なホース等を用いると良い。
次に、空気の流れについて説明する。
なお、図1中の矢印は、空気の流れる方向を示している。配管14に工場から高圧エアが供給されると、真空発生器3により真空が発生し、配管12を介して、工具ユニット15に設けられた吸引口10から基板9の分割時に生じる粉塵が空気と共に吸引される。吸引された粉塵は、真空発生器3に連結された配管2から外部へ排出される。また、このとき分岐配管4に連結された配管13内の空気も吸引されるため、吸塵力計5により、吸引口10における真空度を計測して監視することができる。ここで、図1に示すように、吸塵力計5を吸引口10と真空発生器3との経路の途中に分岐配管4を設けて、前記経路に並列に連結しているので、吸引口10から吸引された粉塵等が直接、吸塵力計5内を通過することを防止できる。また、配管13の内径を、配管12の内径に比べて細くすることで配管13を連結したことによる圧力損失を最小限に抑えることが出来る。また真空発生器3を頻繁に動作/停止する場合には、配管13を長くしたり、配管13の途中にフィルタ17を設けたりすることで、真空発生器3を停止させた時の空気の逆流による吸塵力計5への粉塵等の異物混入を防止することが出来る。
なお、図1中の矢印は、空気の流れる方向を示している。配管14に工場から高圧エアが供給されると、真空発生器3により真空が発生し、配管12を介して、工具ユニット15に設けられた吸引口10から基板9の分割時に生じる粉塵が空気と共に吸引される。吸引された粉塵は、真空発生器3に連結された配管2から外部へ排出される。また、このとき分岐配管4に連結された配管13内の空気も吸引されるため、吸塵力計5により、吸引口10における真空度を計測して監視することができる。ここで、図1に示すように、吸塵力計5を吸引口10と真空発生器3との経路の途中に分岐配管4を設けて、前記経路に並列に連結しているので、吸引口10から吸引された粉塵等が直接、吸塵力計5内を通過することを防止できる。また、配管13の内径を、配管12の内径に比べて細くすることで配管13を連結したことによる圧力損失を最小限に抑えることが出来る。また真空発生器3を頻繁に動作/停止する場合には、配管13を長くしたり、配管13の途中にフィルタ17を設けたりすることで、真空発生器3を停止させた時の空気の逆流による吸塵力計5への粉塵等の異物混入を防止することが出来る。
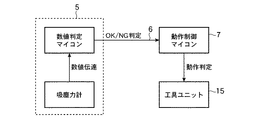
図2は、吸塵力計5と動作制御マイコン7に判定動作の概略を示した図である。吸塵力計5は、配管13、分岐配管4、および配管12を介して吸引口10における吸塵力を監視し、その数値を内蔵された数値判定マイコンへ出力する。数値判定マイコンは、予め実験等により最適な値に設定された閾値と、前記出力された数値との比較を行い、その結果を動作制御マイコン7へ出力する。ここで、数値判定マイコンにおける閾値は例えば、−20kPa(キロパスカル)とし、吸塵力計5で計測された真空度が、−20kPa以下である場合には、正常信号を出力し、前記真空度が−20kPaを超えている場合には、異常信号を出力する。動作制御マイコン7は、数値判定マイコンから信号線6を介して出力された結果が正常信号である場合には、工具ユニット15による基板9の分割動作を継続し、異常信号が出力された場合には、工具ユニット15の動作を停止させるとともに、ルーター式基板分割装置1の異常を表示する。なお、閾値は、装置毎に最適な値を設定するため−20kPaに限られない。
次に、動作について説明する。
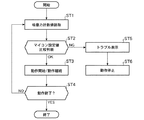
図3は、実施の形態1によるルーター式基板分割装置1の動作を示したフローチャートである。
ルーター式基板分割装置1が起動されると、始めに吸塵力計5が吸塵力を読み取り、該値を内蔵された数値判定マイコンに出力する(ステップST1)。次に、吸塵力計5に内蔵された数値判定マイコンは、出力された値が予め設定された閾値と比較して、該値が正常か異常かを判断して(ステップST2)、該結果を動作制御マイコン7へ出力する。出力された結果が正常信号である場合、動作制御マイコン7は、起動時であれば動作開始を指示し、既に起動され基板9の分割動作を開始している場合には、動作の継続を指示する(ステップST3)。次に、動作制御マイコン7は、作業員等によりルーター式基板分割装置1の動作の終了が指示された否かの判定を行う(ステップST4)。動作終了が指示された場合、動作制御マイコン7は、ルーター式基板分割装置1の動作を終了させる。また、動作終了が指示されていない場合、動作制御マイコン7は、ステップST1の動作に戻り、吸塵力の監視の動作を継続する。ステップST2において出力された結果が異常である場合、動作制御マイコン7は、ルーター式基板分割装置1の異常を表示する(ステップST5)と共に、工具ユニット15による基板9の分割動作を停止し(ステップST6)、作業員によるメンテナンス終了後、ステップST1の動作から再度スタートする。
図3は、実施の形態1によるルーター式基板分割装置1の動作を示したフローチャートである。
ルーター式基板分割装置1が起動されると、始めに吸塵力計5が吸塵力を読み取り、該値を内蔵された数値判定マイコンに出力する(ステップST1)。次に、吸塵力計5に内蔵された数値判定マイコンは、出力された値が予め設定された閾値と比較して、該値が正常か異常かを判断して(ステップST2)、該結果を動作制御マイコン7へ出力する。出力された結果が正常信号である場合、動作制御マイコン7は、起動時であれば動作開始を指示し、既に起動され基板9の分割動作を開始している場合には、動作の継続を指示する(ステップST3)。次に、動作制御マイコン7は、作業員等によりルーター式基板分割装置1の動作の終了が指示された否かの判定を行う(ステップST4)。動作終了が指示された場合、動作制御マイコン7は、ルーター式基板分割装置1の動作を終了させる。また、動作終了が指示されていない場合、動作制御マイコン7は、ステップST1の動作に戻り、吸塵力の監視の動作を継続する。ステップST2において出力された結果が異常である場合、動作制御マイコン7は、ルーター式基板分割装置1の異常を表示する(ステップST5)と共に、工具ユニット15による基板9の分割動作を停止し(ステップST6)、作業員によるメンテナンス終了後、ステップST1の動作から再度スタートする。
以上のように、この実施の形態1によるルーター式基板分割装置1によれば、吸塵力計5を備えて、吸塵力の監視を行い、吸塵力が低下した際には、工具ユニット15による基板9の分割動作を停止するようにしたので、吸塵力の低下による粉塵の基板への付着を防止し、不良品の発生を未然に防止できるという効果がある。また、吸塵力が低下した際には、該異常をあわせて表示するので、異常をすぐに発見することができ、ルーター式板分割装置1の停止時間を最小限にできるという効果がある。また、吸塵力が低下した場合にのみメンテナンス作業を行うため、適切に消耗部品等の交換を行うことができ、メンテナンスの費用を抑制できるという効果がある。
なお、吸塵力計5に内蔵された数値判定マイコンにより、吸塵力計5により計測された吸塵力の低下速度から吸塵力が予め設定された閾値を越える時期を算出して、次回のメンテナンス時期を表示させるようにしてもよい。このように構成すれば、次回のメンテナンス時期を適切に予測して、メンテナンスに必要な部材を確保することが出来るという効果がある。また、分割する基板9の種類や枚数により閾値を変更できるようにしてもよい。このように構成すれば、運用上の利便性が向上し、使い勝手が良くなるという効果がある。
1 ルーター式基板分割装置、2,12,13,14 配管、3 真空発生器、4 分岐配管、5 吸塵力計、6 信号線、7 動作制御マイコン(動作制御手段)、8 基板分割冶具、9 基板、10 吸引口、11 エンドミル、15 工具ユニット、16 台座、17 フィルタ。
Claims (4)
- 加工対象物の加工時に粉塵の発生を伴う工作機械において、
前記加工対象物の加工を行う工具ユニットに設けられ、前記粉塵の吸引を行う吸引口と、前記吸引口に連通し、前記粉塵を吸引する真空を発生させる真空発生器と、
前記吸引口と前記真空発生器との連通路に設けられた分岐配管と、
前記分岐配管に連通し、前記吸引口における吸塵力を監視して、予め設定された閾値と前記吸塵力との比較を行い、該比較結果を出力する吸塵力計と、
前記吸塵力計から出力された結果に基づき、工作機械の動作を制御する動作制御手段と
を備えた工作機械。 - 前記吸塵力計は、吸塵力の低下速度に基づき、吸塵力が予め設定された閾値を越える時期を算出することを特徴とする請求項1記載の工作機械。
- 前記吸塵力計は、前記連通路に比べ内径の細い配管により前記分岐配管と連通していることを特徴とする請求項1または請求項2記載の工作機械。
- 前記配管の途中にフィルタを設けたことを特徴とする請求項3記載の工作機械。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007101871A JP2010142879A (ja) | 2007-04-09 | 2007-04-09 | 工作機械 |
| PCT/JP2007/074523 WO2008129732A1 (ja) | 2007-04-09 | 2007-12-20 | 工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007101871A JP2010142879A (ja) | 2007-04-09 | 2007-04-09 | 工作機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142879A true JP2010142879A (ja) | 2010-07-01 |
Family
ID=39875270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007101871A Pending JP2010142879A (ja) | 2007-04-09 | 2007-04-09 | 工作機械 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2010142879A (ja) |
| WO (1) | WO2008129732A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101391363B1 (ko) * | 2012-06-13 | 2014-05-27 | 삼성중공업 주식회사 | 분진을 흡입하는 자동연마 캐리지 |
| JP2020157419A (ja) * | 2019-03-26 | 2020-10-01 | 株式会社マキタ | 動力工具の集塵システム |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012003077A1 (de) | 2012-02-17 | 2013-08-22 | Festool Group Gmbh & Co. Kg | Identifikationsverfahren für ein Sauggerät und eine Hand-Werkzeugmaschine |
| CN109361610B (zh) * | 2018-09-19 | 2021-01-19 | 深圳市亘强科技有限公司 | 一种基于区块链技术的智能路由器 |
| WO2022032929A1 (zh) * | 2020-08-11 | 2022-02-17 | 苏州海凌达电子科技有限公司 | 一种电子元器件生产用钻孔装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4128736B2 (ja) * | 2000-11-14 | 2008-07-30 | 日立ビアメカニクス株式会社 | プリント基板加工機 |
| JP2002316292A (ja) * | 2001-04-16 | 2002-10-29 | Takeuchi Seisakusho:Kk | 工作機械の加工空間領域内の集塵能力低下検出装置 |
| JP2005324293A (ja) * | 2004-05-14 | 2005-11-24 | Canon Electronics Inc | 切削加工装置及び切削加工方法 |
-
2007
- 2007-04-09 JP JP2007101871A patent/JP2010142879A/ja active Pending
- 2007-12-20 WO PCT/JP2007/074523 patent/WO2008129732A1/ja not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101391363B1 (ko) * | 2012-06-13 | 2014-05-27 | 삼성중공업 주식회사 | 분진을 흡입하는 자동연마 캐리지 |
| JP2020157419A (ja) * | 2019-03-26 | 2020-10-01 | 株式会社マキタ | 動力工具の集塵システム |
| JP7340942B2 (ja) | 2019-03-26 | 2023-09-08 | 株式会社マキタ | 動力工具の集塵システム |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008129732A1 (ja) | 2008-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6108999B2 (ja) | 切削装置 | |
| JP2010142879A (ja) | 工作機械 | |
| US20110265835A1 (en) | Tool cleaning device for machine tool | |
| CA2756891C (en) | Cutting liquid supply device for machine tool | |
| JP2016215343A (ja) | 清掃手段を備えた工作機械 | |
| CN112672849B (zh) | 智能冷却剂泵 | |
| JP2016002619A (ja) | プリント基板加工機 | |
| KR20200141093A (ko) | 민감성 재료를 절단하기 위한 연마제 유체 제트 절단 시스템, 구성요소 및 관련 방법 | |
| JP5402668B2 (ja) | 工作機械の工具洗浄装置 | |
| TW537943B (en) | Device for detecting degradation in dust collection ability in machining region of machine tool | |
| JP7748257B2 (ja) | 制御装置及び工作機械 | |
| JP5843622B2 (ja) | 切削装置 | |
| CN116372669A (zh) | 一种用于机内测头测量的自动跟随清洁系统及方法 | |
| KR101742945B1 (ko) | 재사용 가공물 가공용 절삭공구장치 | |
| US20090148806A1 (en) | Control Device for the Drive of a Dental Handpiece | |
| JP2009233796A (ja) | ワーク検知装置及びワーク検知方法並びにワーク検知装置を備えた工作機械 | |
| JP5982978B2 (ja) | 工具折損検知装置、及び工作機械 | |
| WO2022222298A1 (zh) | 研磨液供给系统、研磨设备、排气方法及研磨方法 | |
| JP6718263B2 (ja) | 定温水供給方法 | |
| JP4434439B2 (ja) | リフロー半田付け装置及び方法 | |
| JP4897406B2 (ja) | クーラント加圧装置 | |
| JP2001058271A (ja) | プラズマ加工機における切断不良検出方法およびその装置 | |
| JP2006052660A (ja) | 空気圧縮機及びそれを用いたブレーカ作動防止システム | |
| CN102476315B (zh) | 空气静压电主轴的保护方法和装置、切割机 | |
| JP2021154468A (ja) | 主軸装置 |