JP2010142828A - 鉄筋溶接用治具 - Google Patents
鉄筋溶接用治具 Download PDFInfo
- Publication number
- JP2010142828A JP2010142828A JP2008321011A JP2008321011A JP2010142828A JP 2010142828 A JP2010142828 A JP 2010142828A JP 2008321011 A JP2008321011 A JP 2008321011A JP 2008321011 A JP2008321011 A JP 2008321011A JP 2010142828 A JP2010142828 A JP 2010142828A
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing bar
- welding
- cover body
- cover
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 74
- 230000003014 reinforcing effect Effects 0.000 title claims abstract description 70
- 239000002184 metal Substances 0.000 claims abstract description 45
- 229910052751 metal Inorganic materials 0.000 claims abstract description 45
- 238000004891 communication Methods 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 8
- 238000010276 construction Methods 0.000 claims description 6
- 239000007789 gas Substances 0.000 abstract description 53
- 238000004140 cleaning Methods 0.000 abstract description 8
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 abstract description 3
- 229910052760 oxygen Inorganic materials 0.000 abstract description 3
- 239000001301 oxygen Substances 0.000 abstract description 3
- 239000000203 mixture Substances 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 14
- 230000017525 heat dissipation Effects 0.000 description 13
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 230000005855 radiation Effects 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 239000001569 carbon dioxide Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000005272 metallurgy Methods 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 230000003670 easy-to-clean Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 210000002445 nipple Anatomy 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
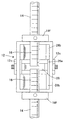
【解決手段】 第一のカバー10には、窓18と、シールドガスの導入口20と、前記窓18の開口面に平行な方向に開く当該窓縁部18aに設けられた第1のガス噴出口22と、導入口20に連通し内部に向けてガスを噴出させる第2のガス噴出口24とを設け、第二のカバー12はその内部には、前記鉄筋14の溶接部16に対応する位置の一つの第1の部分26aと溶接部16以外の位置に対応する二つの第2の部分26bに分割された鉄製の放熱当て金26と、前記放熱当て金26の第1の部分26aの内側部であって溶接部16に対面する箇所に配設された鉄製の裏当て金28とを設けた鉄筋溶接用治具である。
【選択図】図1
Description
前記第一のカバーと第二のカバーの鉄筋の長さ方向に対応する軸方向側の面部には鉄筋に組付けた際に該鉄筋を挿通させる半円の切り欠きを設け、
且つ前記第一のカバーには、溶接部に臨ませて溶接棒を挿入し運棒しうる窓と、シールドガスの導入ホースが接続される導入口と、当該導入口に連通し前記窓の開口面に平行な方向に開く当該窓縁部に設けられた第1のガス噴出口と、前記導入口に連通し内部に向けてガスを噴出させる第2のガス噴出口とを設け、
第二のカバー内部には、前記鉄筋の溶接部に対応する位置の第1の部分と溶接部以外の位置に対応する第2の部分に前記軸方向に複数の部分に分割された放熱当て金と、前記放熱当て金の第1の部分の内側部であって溶接部に対面する箇所に配設された鉄製の裏当て金とを設けたことを特徴とする鉄筋溶接用治具である。
裏当て金28は厚さを0mm〜厚物まで適宜に寸法のものを用いることができる。また、幅を小から大まで適宜の寸法のものを採用することができる。
10a 第一のカバーの上下面部
10b 第一のカバーの切り欠き
10c 第一のカバーの係止具
12 第二のカバー
12a 第二のカバーの上下面部
12b 第二のカバーの切り欠き
12c 第二のカバーの係止具
14 鉄筋
14f 固定具
16 溶接部
18 窓
18a 窓縁部
20 導入口
20a 導入ホース
22 ガス噴出口
24 ガス噴出口
26 放熱当て金
26a 第1の部分
26b 第2の部分
28 裏当て金
30 外側カバー体
30a 外側カバー体の内側の密接する面部
32 内側カバー体
32a 内側カバー体の外側の密接する面部
32b 上下の金属製放熱板
34 連通用溝
36 ガス連通路
38 分割線
40A,40B 異径の各鉄筋
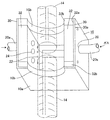
42 変形例に係る裏当て金
42a 裏当て金の寸法の異なる各部分
Claims (4)
- 第一のカバーとこの第一のカバーに着脱自在な第二のカバーを鉄筋の両側より組付け、施工場所における溶接の際に鉄筋の溶接部を覆い、溶接部周囲にシールドガスを導入するようにしたエンクローズド溶接法に用いる鉄筋溶接用治具において、
前記第一のカバーと第二のカバーの鉄筋の長さ方向に対応する軸方向側の面部には鉄筋に組付けた際に該鉄筋を挿通させる半円の切り欠きを設け、
且つ前記第一のカバーには、溶接部に臨ませて溶接棒を挿入し運棒しうる窓と、シールドガスの導入ホースが接続される導入口と、当該導入口に連通し前記窓の開口面に平行な方向に開く当該窓縁部に設けられた第1のガス噴出口と、前記導入口に連通し内部に向けてガスを噴出させる第2のガス噴出口とを設け、
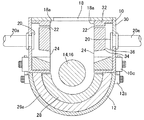
第二のカバー内部には、前記鉄筋の溶接部に対応する位置の第1の部分と溶接部以外の位置に対応する第2の部分に前記軸方向に複数の部分に分割された放熱当て金と、前記放熱当て金の第1の部分の内側部であって溶接部に対面する箇所に配設された鉄製の裏当て金とを設けたことを特徴とする鉄筋溶接用治具。 - 第一のカバーは、外側カバー体内に内側カバー体が密接して設けられ、内側カバー体の外側カバー体に密接する面部には、該外側カバー体の導入口内側から前記第1のガス噴出口および第2のガス噴出口に繋がる連通用溝を形成し、外側カバー体内に内側カバー体を密接することにより、連通用溝と外側カバー体との内面でガス連通路を形成したことを特徴とする請求項1に記載の鉄筋溶接用治具。
- 内側カバー体は第2のガス噴出口を含む分割線によって複数の部分に分割されており、第2のガス噴出口は各部分の分割面に溝部を形成することで構成したことを特徴とする請求項2に記載の鉄筋溶接用治具。
- 外径の異なる鉄筋端部同士を対向させて溶接する鉄筋溶接用治具であって、裏当て金に各鉄筋の外径に等しい内径の各部分を形成したことを特徴とする請求項1に記載の鉄筋溶接用治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321011A JP4783826B2 (ja) | 2008-12-17 | 2008-12-17 | 鉄筋溶接用治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321011A JP4783826B2 (ja) | 2008-12-17 | 2008-12-17 | 鉄筋溶接用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142828A true JP2010142828A (ja) | 2010-07-01 |
| JP4783826B2 JP4783826B2 (ja) | 2011-09-28 |
Family
ID=42563802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008321011A Active JP4783826B2 (ja) | 2008-12-17 | 2008-12-17 | 鉄筋溶接用治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4783826B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011162001A1 (ja) | 2010-06-23 | 2011-12-29 | 旭硝子株式会社 | 硬化性組成物および硬化膜の製造方法 |
| JP2012011423A (ja) * | 2010-07-01 | 2012-01-19 | Shiohama Kogyo:Kk | 鉄筋溶断用火の粉養生具 |
| JP2013237058A (ja) * | 2012-05-14 | 2013-11-28 | Toyo Gas Assetsu Co Ltd | 溶接用治具 |
| CN106312257A (zh) * | 2015-06-15 | 2017-01-11 | 高准有限公司 | 用于焊接的保持装置 |
| KR101986249B1 (ko) * | 2018-10-29 | 2019-06-04 | (주)수산인더스트리 | 정렬 지그 장치 |
| CN114406587A (zh) * | 2022-03-14 | 2022-04-29 | 上海道简机电科技有限公司 | 一种使折弯成型的矩形钢筋头尾部搭接的自动焊接台及校正方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6084197U (ja) * | 1983-11-18 | 1985-06-10 | 日本鋼管工事株式会社 | 半自動ガスシールドアーク溶接用治具 |
| JPH01181971A (ja) * | 1988-01-13 | 1989-07-19 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH01186274A (ja) * | 1988-01-22 | 1989-07-25 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH01192472A (ja) * | 1988-01-25 | 1989-08-02 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH02255295A (ja) * | 1989-03-28 | 1990-10-16 | Kobe Steel Ltd | ガスメタルアークエンクローズ溶接装置 |
| JPH02295716A (ja) * | 1989-05-09 | 1990-12-06 | Seiko Giken:Kk | 円盤状の成形品用の金型装置 |
| JPH0371451A (ja) * | 1989-08-10 | 1991-03-27 | Canon Inc | 記録媒体の製造方法 |
| JPH04115124A (ja) * | 1990-09-05 | 1992-04-16 | Stec Kk | 層流素子 |
| JPH11333594A (ja) * | 1998-05-22 | 1999-12-07 | Yoshiyasu Takada | 被溶接軸の接合方法及びそれに用いる裏当て具 |
| JPH11350234A (ja) * | 1998-06-02 | 1999-12-21 | Mitsubishi Rayon Co Ltd | 賦形用口金 |
| JP2004306041A (ja) * | 2003-04-01 | 2004-11-04 | Weltechno:Kk | エンクローズ溶接用冶具 |
| JP2005342740A (ja) * | 2004-06-01 | 2005-12-15 | Shigeaki Miyata | 溶接用裏当て材 |
-
2008
- 2008-12-17 JP JP2008321011A patent/JP4783826B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6084197U (ja) * | 1983-11-18 | 1985-06-10 | 日本鋼管工事株式会社 | 半自動ガスシールドアーク溶接用治具 |
| JPH01181971A (ja) * | 1988-01-13 | 1989-07-19 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH01186274A (ja) * | 1988-01-22 | 1989-07-25 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH01192472A (ja) * | 1988-01-25 | 1989-08-02 | Kobe Steel Ltd | エンクローズアーク溶接方法 |
| JPH02255295A (ja) * | 1989-03-28 | 1990-10-16 | Kobe Steel Ltd | ガスメタルアークエンクローズ溶接装置 |
| JPH02295716A (ja) * | 1989-05-09 | 1990-12-06 | Seiko Giken:Kk | 円盤状の成形品用の金型装置 |
| JPH0371451A (ja) * | 1989-08-10 | 1991-03-27 | Canon Inc | 記録媒体の製造方法 |
| JPH04115124A (ja) * | 1990-09-05 | 1992-04-16 | Stec Kk | 層流素子 |
| JPH11333594A (ja) * | 1998-05-22 | 1999-12-07 | Yoshiyasu Takada | 被溶接軸の接合方法及びそれに用いる裏当て具 |
| JPH11350234A (ja) * | 1998-06-02 | 1999-12-21 | Mitsubishi Rayon Co Ltd | 賦形用口金 |
| JP2004306041A (ja) * | 2003-04-01 | 2004-11-04 | Weltechno:Kk | エンクローズ溶接用冶具 |
| JP2005342740A (ja) * | 2004-06-01 | 2005-12-15 | Shigeaki Miyata | 溶接用裏当て材 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011162001A1 (ja) | 2010-06-23 | 2011-12-29 | 旭硝子株式会社 | 硬化性組成物および硬化膜の製造方法 |
| JP2012011423A (ja) * | 2010-07-01 | 2012-01-19 | Shiohama Kogyo:Kk | 鉄筋溶断用火の粉養生具 |
| JP2013237058A (ja) * | 2012-05-14 | 2013-11-28 | Toyo Gas Assetsu Co Ltd | 溶接用治具 |
| CN106312257A (zh) * | 2015-06-15 | 2017-01-11 | 高准有限公司 | 用于焊接的保持装置 |
| KR101986249B1 (ko) * | 2018-10-29 | 2019-06-04 | (주)수산인더스트리 | 정렬 지그 장치 |
| CN114406587A (zh) * | 2022-03-14 | 2022-04-29 | 上海道简机电科技有限公司 | 一种使折弯成型的矩形钢筋头尾部搭接的自动焊接台及校正方法 |
| CN114406587B (zh) * | 2022-03-14 | 2024-01-26 | 上海道简机电科技有限公司 | 一种使折弯成型的矩形钢筋头尾部搭接的自动焊接台及校正方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4783826B2 (ja) | 2011-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4783826B2 (ja) | 鉄筋溶接用治具 | |
| US9024235B2 (en) | System for securing a wire core in a coupling and wire inlet nozzle for such a securing system | |
| ES2293428T3 (es) | Cabeza modular de soldadura laser hibrida. | |
| CA2939466C (en) | Repair method for cast steel member | |
| JP2004074278A (ja) | 接触チップを有する溶接ガン及びその運転方法 | |
| JP2005111560A (ja) | 液体冷却式溶接装置用の冷却装置 | |
| US20240051058A1 (en) | Modular trailing nozzle system for a welding torch | |
| JP2007182875A (ja) | 治具、溶接ステーションおよびブレード処理方法ならびに装置 | |
| CN119549848B (zh) | 一种保护气体的辅助导流器以及焊接装置 | |
| JP6154549B2 (ja) | 溶接用トーチ及び取付治具 | |
| JP6510817B2 (ja) | モータの冷却構造およびこれを備えた溶接トーチユニット | |
| JP2009269064A (ja) | 棒状部材に対するガスメタルエンクローズ溶接装置 | |
| US20090050606A1 (en) | Changeable welding head assembly | |
| CN210451380U (zh) | 一种激光电弧复合焊接机的气体保护装置 | |
| KR200445443Y1 (ko) | 면취용 툴 | |
| TWI893671B (zh) | 軌道焊接系統、軌道焊接機及軌道焊接設備 | |
| JP4851153B2 (ja) | ノズル固定構造 | |
| DE102004021937B3 (de) | Brenner für Schutzgas-Lichtbogenschweißung | |
| DE102021111780A1 (de) | kombinierte Absaug-Schutzgasdüse eines Lichtbogenschweißbrenners mit nicht-abschmelzender Elektrode und Brennerkörper mit einer kombinierten Absaug-Schutzgasdüse | |
| WO2019244359A1 (ja) | エアーガウジング工具 | |
| JP3141006U (ja) | ガスシールドアーク溶接用ガスシールドノズルの水冷装置 | |
| JP2021013953A (ja) | 溶接治具 | |
| TW202606835A (zh) | 軌道焊接系統 | |
| JP2021526975A (ja) | Mig/mag溶接トーチ本体、tig溶接トーチ本体、mig/mag溶接トーチハンドル、および、mig/mag溶接トーチ本体およびmig/mag溶接トーチハンドルを含むmig/mag溶接トーチ | |
| US20250196249A1 (en) | Exterior coolant route for welding power supply |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100324 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20100324 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20100426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100803 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101004 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110705 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110711 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4783826 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |