JP2010103418A - ルーバー付きヒートシンクおよびその組立方法 - Google Patents
ルーバー付きヒートシンクおよびその組立方法 Download PDFInfo
- Publication number
- JP2010103418A JP2010103418A JP2008275584A JP2008275584A JP2010103418A JP 2010103418 A JP2010103418 A JP 2010103418A JP 2008275584 A JP2008275584 A JP 2008275584A JP 2008275584 A JP2008275584 A JP 2008275584A JP 2010103418 A JP2010103418 A JP 2010103418A
- Authority
- JP
- Japan
- Prior art keywords
- louver
- heat
- receiving plate
- heat sink
- raised
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
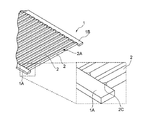
【解決手段】 熱源に熱的に接続される受熱板に、溝を形成しておき、放熱フィンの縁部をその受熱板の溝部に差し込み、かつ各放熱フィンにおけるルーバー切起しの端面が、受熱板の溝部の開口端の肩部に熱的に結合されるようにし、これにより熱源の熱が受熱板から直接ルーバー切起しに伝達されるようにした。またその結合部分をロウ付けにより接合した。
【選択図】 図4
Description
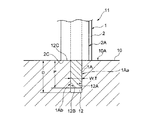
これにより、前記受熱板の溝部の開口端の肩部に同溝部を形成する加工時などに生じた盛り上がり変形が存在する場合であっても、これを矯正して平坦な面とすることが出来るものである。
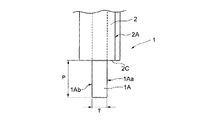
なお以上の実施形態においては、放熱フィン1として、ルーバー状切起し部2を金属板の両面側に傾斜状に切起したもの、すなわちルーバー状切起し部2における傾斜方向両端側(稜線2A,2Bを含む部分)が元板から切離された形状のものを用いることとして説明したが、ルーバー状切起し部2を金属板の片面側のみに傾斜状に切起したもの(すなわちルーバー状切起し部2における傾斜方向の一方の端部のみが元板から切離されたもの)としても良いことはもちろんである。但し、その場合はルーバー状切起し部2の端面2Cは、縁部1Aに対して一方の側へのみ直角状に飛び出た状態となり、したがってその側の領域のみが受熱板10の溝部12の肩部12Cに接することになる。
なおこのようなルーバー付きヒートシンクを半導体素子等の電子部品や電気部品などの放熱に使用するにあたっては、例えばくし形ヒートシンクなどの従来からあるヒートシンクの場合と同様に、放熱フィンの部分に空気やLLC等の冷媒を確実に流してやる必要があることは言うまでもない。そのためには、重力で空気を流す自然空冷の場合を除き、冷媒を強制的に放熱フィンに流すためのファンやポンプが冷媒の流れの上流もしくは下流に配置されなければならない。
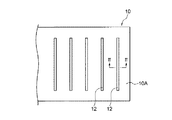
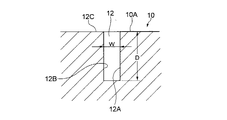
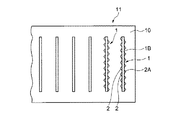
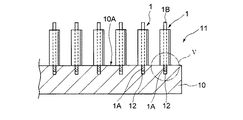
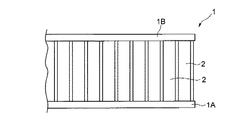
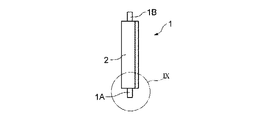
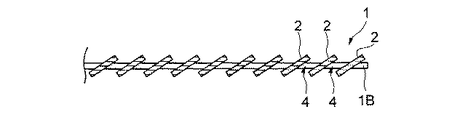
この実施例においては、放熱フィン用の金属板として板厚1mmの方形状のアルミニウム板を用意し、これにプレス加工によってピッチが4mm、傾斜方向長さが4mm、傾斜角度後30度のルーバー切起しを多数並列状に切起して、図6〜図9に示すようなルーバータイプの放熱フィン1を作成した。なおこの放熱フィン1における切残した両縁部1A,1Bの幅Pは2mmとした。一方、同様にアルミニウムの厚板からなる受熱板10の表面に、プレス加工によって、図1、図2に示すような幅Wが1mm、深さDが2.2mmの溝部12を複数条平行に形成した。なおこの溝部形成のためのプレス加工時には、溝部12の開口端の肩部12Cも同時にプレスして、その部分を平坦化した。そして前記各放熱フィン1の一方の縁部1Aを、それぞれ受熱板10の溝部12に、受熱板10の板面に対して垂直な方向から圧入により差し込んで、図3〜図5に示すようなルーバー付きヒートシンクを得た。このとき、放熱フィン1におけるルーバー切起し2の端面2Cが溝部12の肩部12Cに密に接する位置まで放熱フィン1を差し込んだ。
1A,1B 縁部
2 ルーバー切起し
2A,2B 稜線
2C,2C 端面
4 冷媒用の通路
10 受熱板
11 ルーバー付きヒートシンク
12 溝部
12C 肩部
Claims (8)
- 熱源に熱的に接続される受熱板と、
方形状をなす金属板の板面から、少なくともその一方の辺に沿った縁部と反対側の辺に沿った縁部とを残して、傾斜方向先端の稜線が前記両辺に対して直交する方向に沿うように傾斜状に切起されてなる多数のルーバー切起しが、前記した両辺の縁部に沿って並ぶように形成されてなる放熱フィンと、
を有してなり、
前記受熱板の板面に前記放熱フィンが立設されてなるルーバー付きヒートシンクにおいて、
前記受熱板の表面に溝部が形成され、前記ルーバー切起しの稜線が受熱板の表面に対して垂直となるように前記放熱フィンの前記一方の辺に沿った縁部が前記溝部に差し込まれ、かつ前記放熱フィンの各ルーバー切起しの前記一方の辺の側の端面が受熱板における溝部の開口端の肩部に熱的に結合されていることを特徴とする、ルーバー付きヒートシンク。 - 請求項1に記載のルーバー付きヒートシンクにおいて、
前記各ルーバー切起しの前記端面が、受熱板における溝部の開口端の肩部の表面に面接触状態で当接され、これによりその間が熱的に結合されていることを特徴とする、ルーバー付きヒートシンク。 - 請求項1に記載のルーバー付きヒートシンクにおいて、
前記各ルーバー切起しの前記端面が、受熱板における溝部の開口端の肩部の表面にロウ付け接合され、これによりその間が熱的に結合されていることを特徴とする、ルーバー付きヒートシンク。 - 請求項1〜請求項3のいずれかの請求項に記載のルーバー付きヒートシンクにおいて、
前記受熱板の溝部がプレス加工により形成されたものであって、そのプレス加工の時に、前記受熱板の溝部の開口端の肩部における前記ルーバー切起しの前記端面に対面する領域も同時にプレス加工されることにより、前記領域が平坦な面とされていることを特徴とする、ルーバー付きヒートシンク。 - 方形状をなす金属板の板面から、少なくともその一方の辺に沿った縁部と反対側の辺に沿った縁部とを残して、傾斜方向先端の稜線が前記両辺に対して直交する方向に沿うように多数のルーバー切起しを前記した両辺の縁部に沿って並べるように形成して放熱フィンを作製し、
一方、熱源に熱的に接続される受熱板の表面に、前記放熱フィンの前記一方の辺に沿う縁部の幅の値よりも深い溝部を形成し、前記ルーバ状切起しの稜線が受熱板の表面に対して垂直となるように前記放熱フィンの前記一方の辺に沿った縁部を前記溝部に差し込み、かつ前記放熱フィンの各ルーバー切起しの前記一方の辺の側の端面を、受熱板における溝部の開口端肩部に熱的に結合することを特徴とする、ルーバー付きヒートシンクの組立方法。 - 請求項5に記載のルーバー付きヒートシンクの組立方法において、
前記各ルーバー切起しの前記端面を、受熱板における溝部の開口端の肩部の表面に面接触状態で当接させ、これによりその間を熱的に結合することを特徴とする、ルーバー付きヒートシンクの組立方法。 - 請求項5に記載のルーバー付きヒートシンクの組立方法において、
前記各ルーバー切起しの前記端面を、受熱板における溝部の開口端の肩部の表面にロウ付け接合し、これによりその間を熱的に結合することを特徴とする、ルーバー付きヒートシンクの組立方法。 - 請求項5〜請求項7のいずれかの請求項に記載のルーバー付きヒートシンクの組立方法において、
受熱板にプレス加工によって前記溝部を形成し、かつその溝部のプレス加工の時に、前記溝部の開口端の肩部における、前記各ルーバー切起しの前記端面に対面する領域も同時にプレス加工することにより、その領域を平坦な面とし、その平坦な面に、各ルーバー切起しの前記端面を熱的に結合することを特徴とする、ルーバー付きヒートシンクの組立方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275584A JP5226463B2 (ja) | 2008-10-27 | 2008-10-27 | ルーバー付きヒートシンクおよびその組立方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275584A JP5226463B2 (ja) | 2008-10-27 | 2008-10-27 | ルーバー付きヒートシンクおよびその組立方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010103418A true JP2010103418A (ja) | 2010-05-06 |
| JP5226463B2 JP5226463B2 (ja) | 2013-07-03 |
Family
ID=42293788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008275584A Active JP5226463B2 (ja) | 2008-10-27 | 2008-10-27 | ルーバー付きヒートシンクおよびその組立方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5226463B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013084661A (ja) * | 2011-10-06 | 2013-05-09 | Furukawa Sky Kk | ヒートシンク |
| JP2017059713A (ja) * | 2015-09-17 | 2017-03-23 | 株式会社日立国際電気 | 放熱器の製造方法 |
| CN107958885A (zh) * | 2018-01-04 | 2018-04-24 | 钦州学院 | 仿草鱼鱼鳞微结构表面的仿生风冷式微型散热器 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09252066A (ja) * | 1996-03-15 | 1997-09-22 | Mitsubishi Electric Corp | ヒートシンク |
| JPH09321186A (ja) * | 1996-05-24 | 1997-12-12 | Janome Sewing Mach Co Ltd | ヒートシンク製造方法 |
| JP2002033421A (ja) * | 2000-07-14 | 2002-01-31 | Shinozaki Seisakusho:Kk | 放熱器 |
| WO2006033382A1 (ja) * | 2004-09-22 | 2006-03-30 | Calsonic Kansei Corporation | ルーバーフィンおよびコルゲートカッター |
| JP2008244394A (ja) * | 2007-03-29 | 2008-10-09 | Sumitomo Electric Ind Ltd | 半導体装置 |
-
2008
- 2008-10-27 JP JP2008275584A patent/JP5226463B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09252066A (ja) * | 1996-03-15 | 1997-09-22 | Mitsubishi Electric Corp | ヒートシンク |
| JPH09321186A (ja) * | 1996-05-24 | 1997-12-12 | Janome Sewing Mach Co Ltd | ヒートシンク製造方法 |
| JP2002033421A (ja) * | 2000-07-14 | 2002-01-31 | Shinozaki Seisakusho:Kk | 放熱器 |
| WO2006033382A1 (ja) * | 2004-09-22 | 2006-03-30 | Calsonic Kansei Corporation | ルーバーフィンおよびコルゲートカッター |
| JP2008244394A (ja) * | 2007-03-29 | 2008-10-09 | Sumitomo Electric Ind Ltd | 半導体装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013084661A (ja) * | 2011-10-06 | 2013-05-09 | Furukawa Sky Kk | ヒートシンク |
| JP2017059713A (ja) * | 2015-09-17 | 2017-03-23 | 株式会社日立国際電気 | 放熱器の製造方法 |
| CN107958885A (zh) * | 2018-01-04 | 2018-04-24 | 钦州学院 | 仿草鱼鱼鳞微结构表面的仿生风冷式微型散热器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5226463B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6615910B1 (en) | Advanced air cooled heat sink | |
| JP5023020B2 (ja) | 液冷式冷却装置 | |
| US6749009B2 (en) | Folded fin on edge heat sink | |
| JP6547576B2 (ja) | 熱交換器 | |
| US20040190260A1 (en) | Heat sink with heat dissipating fins and method of manufacturing heat sink | |
| CN104752376A (zh) | 液冷式冷却装置、液冷式冷却装置用散热器及其制造方法 | |
| US20200084917A1 (en) | Heat pipe and vapor chamber heat dissipation | |
| CN106989617A (zh) | 热交换器用散热器及具备该散热器的热交换器 | |
| US20110108244A1 (en) | Heat sink | |
| WO2018021009A1 (ja) | 冷却装置 | |
| JP4858306B2 (ja) | 熱電変換装置の製造方法 | |
| US20070095510A1 (en) | Heat-pipe type heat sink | |
| JP2016066639A (ja) | 接続方法が異なる複数のフィンを備えたヒートシンク | |
| JP5226463B2 (ja) | ルーバー付きヒートシンクおよびその組立方法 | |
| JP6003109B2 (ja) | パワーモジュール | |
| TWI566670B (zh) | 散熱裝置 | |
| CN220235245U (zh) | 散热装置 | |
| JP2010182980A (ja) | 発熱体冷却装置 | |
| JP2005203385A (ja) | ヒートシンク | |
| JP2015216158A (ja) | ヒートシンクおよびヒートシンクの製造方法 | |
| KR101001387B1 (ko) | 용접을 이용한 히트싱크 | |
| JP5076476B2 (ja) | 冷却装置 | |
| JP3843873B2 (ja) | ヒートシンク及びヒートシンク製造方法 | |
| JP2001257296A (ja) | ヒートシンク | |
| JP7235922B1 (ja) | ヒートシンク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20100507 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100507 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5226463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |