JP2010094701A - 金属メッキ板のレーザー溶接方法 - Google Patents
金属メッキ板のレーザー溶接方法 Download PDFInfo
- Publication number
- JP2010094701A JP2010094701A JP2008266687A JP2008266687A JP2010094701A JP 2010094701 A JP2010094701 A JP 2010094701A JP 2008266687 A JP2008266687 A JP 2008266687A JP 2008266687 A JP2008266687 A JP 2008266687A JP 2010094701 A JP2010094701 A JP 2010094701A
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- metal
- laser
- path
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 title claims abstract description 34
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 32
- 239000002184 metal Substances 0.000 title claims abstract description 32
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims abstract description 34
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 34
- 239000011701 zinc Substances 0.000 claims abstract description 34
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 17
- 239000010959 steel Substances 0.000 claims abstract description 17
- 230000008018 melting Effects 0.000 claims abstract description 9
- 238000002844 melting Methods 0.000 claims abstract description 9
- 239000010953 base metal Substances 0.000 claims description 19
- 230000001678 irradiating effect Effects 0.000 claims description 16
- 238000007747 plating Methods 0.000 claims description 9
- 238000009835 boiling Methods 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 238000004021 metal welding Methods 0.000 claims 1
- 230000007547 defect Effects 0.000 abstract description 5
- 229910001335 Galvanized steel Inorganic materials 0.000 description 24
- 239000008397 galvanized steel Substances 0.000 description 24
- 239000000835 fiber Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 6
- 230000010355 oscillation Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 4
- 238000005457 optimization Methods 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000013307 optical fiber Substances 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
Images










Landscapes
- Laser Beam Processing (AREA)
Abstract
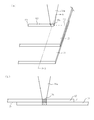
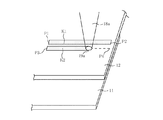
【解決手段】下板11と上板12を重ね合わせる。第1のレーザービーム18aをその重ね合わせ部上の第1乃至第3の直線経路K1〜K3に沿って移動させ、第1のレーザービーム18aの広い照射領域19aに対応する下板11と上板12の重ね面に存在する亜鉛を蒸発、脱気する。その後、第1のレーザービーム18aよりもエネルギー密度が高く、狭い照射領域19bを有した第2のレーザービーム18bを第2の直線経路K2に沿って移動させながら照射し、狭い照射領域19bに対応する下板11と上板12の鋼板部分を溶融して溶接接合を形成する。
【選択図】図5
Description
以下、本発明の第1の実施形態について説明する。先ず、レーザー加工装置の構成を図1に基づいて説明する。図示のように、レーザー加工テーブル10上に、2枚の亜鉛メッキ鋼板を重ね合わせた状態で載置する。以下では、下側になった亜鉛メッキ鋼板を下板11と呼び、上側になった亜鉛メッキ鋼板を上板12と呼ぶことにする。下板11と上板12とを治具で押さえて、両板の重ね合わせ部をできるだけ密着させることが好ましい。
第1の実施形態において、第1のレーザービーム18a及び第2のレーザービーム18bの移動する経路は直線経路であるが、それに限らず、どのような経路でもよい。本実施形態では、直線経路以外に好ましい経路として、円周経路について説明する。
尚、本実施形態においても、前記レーザー加工装置を用いるものとし、その他の条件も第1の実施形態と同様である。
このように、本実施形態によれば、レーザービームの移動経路は円周経路であり、第1の実施形態による直線経路とは異なっているが、同様の効果を得ることができる。
本実施形態は、第1のレーザービーム18a及び第2のレーザービーム18bの移動する経路は螺旋経路である点で第1、第2の実施形態と異なっている。尚、本実施形態においても、前記レーザー加工装置を用いるものとし、その他の条件も第1の実施形態と同様である。
12・・・上板 13・・・レーザー加工ヘッド
14・・・光ファイバー 15・・・コリメーションレンズ
16・・・集光レンズ 17・・・ファイバーレーザー発振器
18・・・レーザービーム 18a・・・第1のレーザービーム
18b・・・第2のレーザービーム 19a・・・広い照射領域
19b・・・狭い照射領域
K1・・・第1の直線経路 K2・・・第2の直線経路
K3・・・第3の直線経路 K4・・・第1の円周経路
K5・・・第2の円周経路 K6・・・第3の円周経路
K7・・・螺旋経路
Claims (6)
- 母材金属板の表面に母材金属の融点よりも低い沸点を有した金属をメッキしてなる、複数枚の金属メッキ板を重ね合わせ、重ね合わせ部にレーザービームを照射して溶接を行う金属メッキ板のレーザー溶接方法において、
前記重ね合わせ部上の互いに隣接した第1乃至第3の経路に沿って、エネルギー密度が低く、且つ広い照射領域を有した第1のレーザービームを移動させながら照射することにより、前記広い照射領域の母材金属部分にメッキされた金属を蒸発、脱気させ、
前記第1のレーザービームを前記第1乃至第3の経路に沿って照射した後に、前記第1及び第3の経路に挟まれた前記第2の経路に沿って前記第1のレーザービームよりもエネルギー密度が高く、且つ前記第1のレーザービームよりも狭い照射領域を有した第2のレーザービームを移動させながら照射することにより、前記狭い照射領域の母材金属部分を溶融して、溶接接合させることを特徴とする金属メッキ板のレーザー溶接方法。 - 前記第1乃至第3の経路は、互いに平行な直線経路であることを特徴とする請求項1に記載の金属メッキ板のレーザー溶接方法。
- 前記第1乃至第3の経路は、直径が異なる3つの同心円のそれぞれの円周に沿った経路であることを特徴とする請求項1に記載の金属メッキ板のレーザー溶接方法。
- 母材金属板の表面に母材金属の融点よりも低い沸点を有した金属をメッキしてなる、複数枚の金属メッキ板を重ね合わせ、重ね合わせ部にレーザービームを照射して溶接を行う金属メッキ板のレーザー溶接方法において、
前記重ね合わせ部上における螺旋経路に沿って、エネルギー密度が低く、且つ広い照射領域を有した第1のレーザービームを移動させながら照射することにより、前記広い照射領域の母材金属部分にメッキされた金属を蒸発させ、
前記第1のレーザービームを螺旋経路の全体に沿って照射した後に、前記螺旋経路の中でその両側の領域に前記第1のレーザービームの照射が行われた経路に沿って、前記第1のレーザービームよりもエネルギー密度が高く、且つ前記第1のレーザービームよりも狭い照射領域を有した第2のレーザービームを移動させながら照射することにより、前記狭い照射領域の母材金属部分を溶融して、溶接接合させることを特徴とする金属メッキ板のレーザー溶接方法。 - 前記第1のレーザービームの移動速度は、前記第2のレーザービームの移動速度より小さいことを特徴とする請求項1乃至4のいずれかに記載の金属メッキ板のレーザー溶接方法。
- 前記母材金属は鉄鋼であり、前記母材金属板の表面にメッキされた金属は亜鉛又はアルミニウムであることを特徴とする請求項1乃至5のいずれかに記載の金属メッキ板のレーザー溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266687A JP5129717B2 (ja) | 2008-10-15 | 2008-10-15 | 金属メッキ板のレーザー溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266687A JP5129717B2 (ja) | 2008-10-15 | 2008-10-15 | 金属メッキ板のレーザー溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010094701A true JP2010094701A (ja) | 2010-04-30 |
| JP5129717B2 JP5129717B2 (ja) | 2013-01-30 |
Family
ID=42256763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008266687A Expired - Fee Related JP5129717B2 (ja) | 2008-10-15 | 2008-10-15 | 金属メッキ板のレーザー溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5129717B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012115876A (ja) * | 2010-12-01 | 2012-06-21 | Toyota Motor Corp | レーザ溶接方法 |
| WO2012164839A1 (ja) * | 2011-05-30 | 2012-12-06 | パナソニック株式会社 | レーザ接合部品およびその製造方法 |
| WO2014167027A1 (fr) * | 2013-04-12 | 2014-10-16 | Thales | Procede d'etablissement d'une liaison permanente entre un alliage ferreux et un aluminium ou un alliage d'aluminium |
| JP2015074012A (ja) * | 2013-10-09 | 2015-04-20 | 日産自動車株式会社 | 鋼板のレーザー溶接方法およびレーザー溶接装置 |
| JP2015077612A (ja) * | 2013-10-16 | 2015-04-23 | 株式会社キーレックス | 接合組立装置及び接合組立管の組立方法 |
| WO2015129231A1 (ja) * | 2014-02-25 | 2015-09-03 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| WO2017047050A1 (ja) * | 2015-09-15 | 2017-03-23 | パナソニックIpマネジメント株式会社 | 金属部材の溶接構造および溶接方法 |
| JP2017221973A (ja) * | 2016-06-09 | 2017-12-21 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| EP3578289A1 (en) * | 2018-06-04 | 2019-12-11 | Toyota Jidosha Kabushiki Kaisha | Laser welding method |
| KR102057551B1 (ko) | 2014-09-19 | 2019-12-19 | 닛폰세이테츠 가부시키가이샤 | 레이저 용접 조인트 및 레이저 용접 방법 |
| WO2022092042A1 (ja) * | 2020-10-30 | 2022-05-05 | ファナック株式会社 | ワークをレーザ溶接する方法 |
| JP2023135286A (ja) * | 2022-03-15 | 2023-09-28 | トヨタ自動車株式会社 | 溶接構造体の製造方法および電池 |
| JP2025523147A (ja) * | 2022-07-29 | 2025-07-17 | ヌオーヴォ・ピニォーネ・テクノロジー・ソチエタ・レスポンサビリタ・リミタータ | シュラウド付きインペラを製造するための方法 |
| CN116367953B (zh) * | 2020-10-30 | 2026-02-17 | 发那科株式会社 | 对工件进行激光焊接的方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018102523B4 (de) * | 2018-02-05 | 2019-10-10 | Scansonic Mi Gmbh | Schweißverfahren und Laserschweißvorrichtung zum Verbinden von folienartigen Werkstücken |
-
2008
- 2008-10-15 JP JP2008266687A patent/JP5129717B2/ja not_active Expired - Fee Related
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012115876A (ja) * | 2010-12-01 | 2012-06-21 | Toyota Motor Corp | レーザ溶接方法 |
| WO2012164839A1 (ja) * | 2011-05-30 | 2012-12-06 | パナソニック株式会社 | レーザ接合部品およびその製造方法 |
| JP5457605B2 (ja) * | 2011-05-30 | 2014-04-02 | パナソニック株式会社 | レーザ接合部品およびその製造方法 |
| US9908194B2 (en) | 2013-04-12 | 2018-03-06 | Thales | Method for establishing a permanent bond between a ferrous alloy and an aluminium or an aluminium alloy |
| WO2014167027A1 (fr) * | 2013-04-12 | 2014-10-16 | Thales | Procede d'etablissement d'une liaison permanente entre un alliage ferreux et un aluminium ou un alliage d'aluminium |
| JP2016522748A (ja) * | 2013-04-12 | 2016-08-04 | タレス | 鉄合金とアルミニウム又はアルミニウム合金との間で永久的結合を確立する方法 |
| JP2015074012A (ja) * | 2013-10-09 | 2015-04-20 | 日産自動車株式会社 | 鋼板のレーザー溶接方法およびレーザー溶接装置 |
| JP2015077612A (ja) * | 2013-10-16 | 2015-04-23 | 株式会社キーレックス | 接合組立装置及び接合組立管の組立方法 |
| WO2015129231A1 (ja) * | 2014-02-25 | 2015-09-03 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| EP3112077A4 (en) * | 2014-02-25 | 2017-02-22 | Panasonic Intellectual Property Management Co., Ltd. | Laser welding method |
| JPWO2015129231A1 (ja) * | 2014-02-25 | 2017-03-30 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| US10286491B2 (en) | 2014-02-25 | 2019-05-14 | Panasonic Intellectual Property Management Co., Ltd. | Laser welding method |
| CN106029291A (zh) * | 2014-02-25 | 2016-10-12 | 松下知识产权经营株式会社 | 激光焊接方法 |
| CN106029291B (zh) * | 2014-02-25 | 2018-05-04 | 松下知识产权经营株式会社 | 激光焊接方法 |
| KR102057551B1 (ko) | 2014-09-19 | 2019-12-19 | 닛폰세이테츠 가부시키가이샤 | 레이저 용접 조인트 및 레이저 용접 방법 |
| JPWO2017047050A1 (ja) * | 2015-09-15 | 2018-06-14 | パナソニックIpマネジメント株式会社 | 金属部材の溶接構造および溶接方法 |
| US11428251B2 (en) | 2015-09-15 | 2022-08-30 | Panasonic Intellectual Property Management Co., Ltd. | Weld structure of metal member and welding process |
| CN107949454A (zh) * | 2015-09-15 | 2018-04-20 | 松下知识产权经营株式会社 | 金属构件的焊接构造以及焊接方法 |
| JP2020089919A (ja) * | 2015-09-15 | 2020-06-11 | パナソニックIpマネジメント株式会社 | 金属部材の溶接構造および溶接方法 |
| WO2017047050A1 (ja) * | 2015-09-15 | 2017-03-23 | パナソニックIpマネジメント株式会社 | 金属部材の溶接構造および溶接方法 |
| JP2017221973A (ja) * | 2016-06-09 | 2017-12-21 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| EP3578289A1 (en) * | 2018-06-04 | 2019-12-11 | Toyota Jidosha Kabushiki Kaisha | Laser welding method |
| JP2019209349A (ja) * | 2018-06-04 | 2019-12-12 | トヨタ自動車株式会社 | レーザ溶接方法 |
| US11511371B2 (en) | 2018-06-04 | 2022-11-29 | Toyota Jtdosha Kabushiki Kaisha | Laser welding method |
| CN116367953A (zh) * | 2020-10-30 | 2023-06-30 | 发那科株式会社 | 对工件进行激光焊接的方法 |
| JPWO2022092042A1 (ja) * | 2020-10-30 | 2022-05-05 | ||
| WO2022092042A1 (ja) * | 2020-10-30 | 2022-05-05 | ファナック株式会社 | ワークをレーザ溶接する方法 |
| JP7697963B2 (ja) | 2020-10-30 | 2025-06-24 | ファナック株式会社 | ワークをレーザ溶接する方法 |
| CN116367953B (zh) * | 2020-10-30 | 2026-02-17 | 发那科株式会社 | 对工件进行激光焊接的方法 |
| JP2023135286A (ja) * | 2022-03-15 | 2023-09-28 | トヨタ自動車株式会社 | 溶接構造体の製造方法および電池 |
| JP7537456B2 (ja) | 2022-03-15 | 2024-08-21 | トヨタ自動車株式会社 | 溶接構造体の製造方法および電池 |
| JP2025523147A (ja) * | 2022-07-29 | 2025-07-17 | ヌオーヴォ・ピニォーネ・テクノロジー・ソチエタ・レスポンサビリタ・リミタータ | シュラウド付きインペラを製造するための方法 |
| US20250332663A1 (en) * | 2022-07-29 | 2025-10-30 | Nuovo Pignone Tecnologie -S.R.L. | Method for manufacturing a shrouded impeller |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5129717B2 (ja) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5129717B2 (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP4612076B2 (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP5024475B1 (ja) | レーザ溶接鋼管の製造方法 | |
| JP6554670B2 (ja) | レーザ溶接方法 | |
| JP6846619B2 (ja) | レーザ溶接方法 | |
| JP5595913B2 (ja) | 亜鉛めっき鋼板のレーザ重ね溶接方法 | |
| JP5496152B2 (ja) | T型継手のレーザ溶接とアーク溶接の複合溶接方法 | |
| JP5531623B2 (ja) | 亜鉛めっき鋼板のレーザ重ね溶接方法 | |
| JP5866790B2 (ja) | レーザ溶接鋼管の製造方法 | |
| JP2009148781A (ja) | レーザ溶接方法 | |
| JP5954009B2 (ja) | 溶接鋼管の製造方法 | |
| JP3596326B2 (ja) | アルミニウム合金の溶接方法 | |
| JP2009050894A (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP4620753B2 (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP2010094702A (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP2011115836A (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP2011156572A (ja) | レーザ溶接方法 | |
| JP5803160B2 (ja) | レーザ溶接鋼管の製造方法 | |
| JP4797659B2 (ja) | レーザー溶接方法 | |
| JP5312060B2 (ja) | レーザ溶接方法 | |
| JP5724294B2 (ja) | レーザ溶接鋼管の製造方法 | |
| JP2012228716A (ja) | レーザ溶接装置およびレーザ溶接方法 | |
| JP2007253181A (ja) | レーザ溶接方法 | |
| KR101850298B1 (ko) | 도금강판의 레이저 용접 방법 | |
| JP2017131905A (ja) | メッキ鋼板の重ねレーザ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121029 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5129717 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |