JP2010090453A - 竪型溶解炉の操業方法 - Google Patents
竪型溶解炉の操業方法 Download PDFInfo
- Publication number
- JP2010090453A JP2010090453A JP2008263138A JP2008263138A JP2010090453A JP 2010090453 A JP2010090453 A JP 2010090453A JP 2008263138 A JP2008263138 A JP 2008263138A JP 2008263138 A JP2008263138 A JP 2008263138A JP 2010090453 A JP2010090453 A JP 2010090453A
- Authority
- JP
- Japan
- Prior art keywords
- furnace
- furnace wall
- tuyere
- temperature
- melting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Manufacture Of Iron (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
Abstract
【解決手段】高炉用コークスを配合した固体燃料を用い、羽口から送風し、鉄源を溶解、又は、溶解及び還元して銑鉄を製造する竪型溶解炉の操業方法において、(i-1)温度計を、羽口と羽口の間の上部炉壁内に、炉高方向に1個以上、高さを揃えて炉周方向に埋設して、炉周方向の炉壁温度を測定し、必要に応じ、(i-2)温度計を、炉頂部に配設して、炉頂温度を測定し、(ii-1)測定した炉壁温度に基づいて、炉壁付着物の生成・成長を判定し、(ii-2)判定結果に基づいて、操業条件を変更する。
【選択図】図3
Description
(i-1)温度計を、羽口より上部の炉壁内に、炉高方向に1個以上、高さを揃えて炉周方向に埋設して、炉周方向の炉壁温度を測定し、
(ii-1)測定した炉壁温度に基づいて、炉壁付着物の生成・成長を判定し、
(ii-2)判定結果に基づいて、操業条件を変更する
ことを特徴とする竪型溶解炉の操業方法。
(i-1)温度計を、羽口より上部の炉壁内に、炉高方向に1個以上、高さを揃えて炉周方向に埋設して、炉周方向の炉壁温度を測定し、
(i-2)温度計を、炉頂部に配設して、炉頂温度を測定し、
(ii-1)測定した炉壁温度及び炉頂温度に基づいて、炉壁付着物の生成・成長、及び/又は、棚吊りの発生を判定し、
(ii-2)上記判定結果に基づいて、操業条件を変更する
ことを特徴とする竪型溶解炉の操業方法。
仕様を表1に示す竪型溶解炉(最大出銑能力:55t/hr)で、多様な性状の鉄源を溶解、還元した。操業初期の操業条件を、表2に示す。基準炉壁温度は、600℃とし、基準炉頂温度は150℃とした。
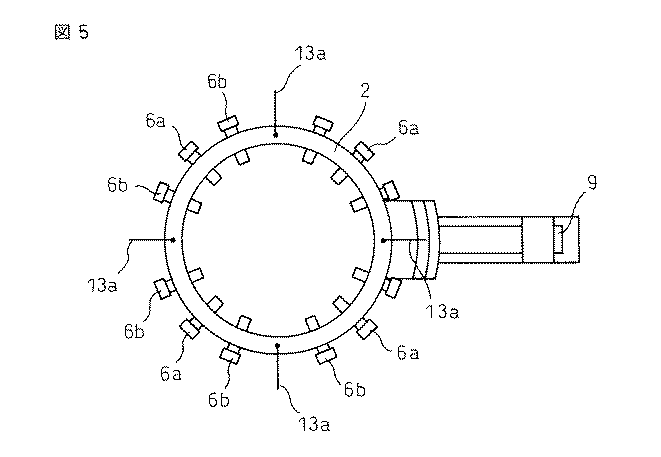
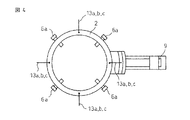
2 炉本体
3 炉頂部
4 ガス吸引部
5 炉底
6 羽口
6a 上段羽口
6b 下段羽口
7 バケット
8 コークスベッド
9 出銑口
10 原燃料(鉄源、固体燃料)
11 貯銑滓部
12 連通管
Claims (8)
- 高炉用コークスを配合した固体燃料を用い、羽口から送風し、鉄源を溶解、又は、溶解及び還元して銑鉄を製造する竪型溶解炉の操業方法において、
(i-1)温度計を、羽口より上部の炉壁内に、炉高方向に1個以上、高さを揃えて炉周方向に埋設して、炉周方向の炉壁温度を測定し、
(ii-1)測定した炉壁温度に基づいて、炉壁付着物の生成・成長を判定し、
(ii-2)判定結果に基づいて、操業条件を変更する
ことを特徴とする竪型溶解炉の操業方法。 - 高炉用コークスを配合した固体燃料を用い、羽口から送風し、鉄源を溶解、又は、溶解及び還元して銑鉄を製造する竪型溶解炉の操業方法において、
(i-1)温度計を、羽口より上部の炉壁内に、炉高方向に1個以上、高さを揃えて炉周方向に埋設して、炉周方向の炉壁温度を測定し、
(i-2)温度計を、炉頂部に配設して、炉頂温度を測定し、
(ii-1)測定した炉壁温度及び炉頂温度に基づいて、炉壁付着物の生成・成長、及び/又は、棚吊りの発生を判定し、
(ii-2)上記判定結果に基づいて、操業条件を変更する
ことを特徴とする竪型溶解炉の操業方法。 - 前記羽口が、上下2段に配置されていることを特徴とする請求項1又は2に記載の竪型溶解炉の操業方法。
- 前記温度計を、炉高方向に2個又は3個埋設することを特徴とする請求項1〜3のいずれか1項に記載の竪型溶解炉の操業方法。
- 前記温度計を、炉周方向に、少なくとも、4個、又は、4列以上埋設することを特徴とする請求項1〜4のいずれか1項に記載の竪型溶解炉の操業方法。
- 前記炉壁温度の少なくとも1つが、(a)基準炉壁温度以上であるが低下傾向にあるときは、炉壁付着物が成長していると判定し、また、(b)基準炉壁温度以下に低下しているときは、炉壁付着物が大きく成長していると判定し、(d1)操業条件を、付着物を溶解する操業条件に変更することを特徴とする請求項5に記載の竪型溶解炉の操業方法。
- 前記付着物を溶解する操業条件が、コークス比の上昇、及び/又は、ブランクコークスの投入であることを特徴とする請求項6に記載の竪型溶解炉の操業方法。
- 前記炉壁温度の少なくとも1つが、(c)基準炉壁温度以下に低下し、かつ、前記炉頂温度が、基準炉頂温度以上であるときは、炉壁付着物が大きく成長し、棚吊りが生じていると判定し、(d2)操業条件を、減尺操業条件、又は、メルトダウン操業条件に変更することを特徴とする請求項5に記載の竪型溶解炉の操業方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263138A JP5256982B2 (ja) | 2008-10-09 | 2008-10-09 | 竪型溶解炉の操業方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263138A JP5256982B2 (ja) | 2008-10-09 | 2008-10-09 | 竪型溶解炉の操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010090453A true JP2010090453A (ja) | 2010-04-22 |
| JP5256982B2 JP5256982B2 (ja) | 2013-08-07 |
Family
ID=42253440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008263138A Expired - Fee Related JP5256982B2 (ja) | 2008-10-09 | 2008-10-09 | 竪型溶解炉の操業方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5256982B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012042203A (ja) * | 2011-10-11 | 2012-03-01 | Nippon Steel Corp | 竪型溶融炉の上段羽口 |
| JP2012219352A (ja) * | 2011-04-12 | 2012-11-12 | Nippon Steel Corp | 炉壁付着物の評価方法及び高炉の操業方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5518764B2 (ja) * | 1975-03-20 | 1980-05-21 | ||
| JPS596888B2 (ja) * | 1980-09-26 | 1984-02-15 | 川崎製鉄株式会社 | 高炉炉壁の付着物検出方法 |
| JPS59221583A (ja) * | 1983-05-31 | 1984-12-13 | 株式会社神戸製鋼所 | 竪型炉の炉内状況監視法 |
| JPS6129674A (ja) * | 1984-07-19 | 1986-02-10 | 株式会社神戸製鋼所 | 竪型炉の炉内壁付着物の検知方法 |
| JPH0293010A (ja) * | 1988-09-30 | 1990-04-03 | Kawasaki Steel Corp | 溶融還元炉における羽口周辺付着物の除去方法 |
| JPH04173909A (ja) * | 1990-11-02 | 1992-06-22 | Nippon Steel Corp | 高炉操業における吹抜け防止方法 |
| JPH04246107A (ja) * | 1991-01-30 | 1992-09-02 | Nkk Corp | 高炉操業法 |
| JPH11189816A (ja) * | 1994-08-25 | 1999-07-13 | Kawasaki Steel Corp | 竪型鉄スクラップ溶解炉の操業方法 |
-
2008
- 2008-10-09 JP JP2008263138A patent/JP5256982B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5518764B2 (ja) * | 1975-03-20 | 1980-05-21 | ||
| JPS596888B2 (ja) * | 1980-09-26 | 1984-02-15 | 川崎製鉄株式会社 | 高炉炉壁の付着物検出方法 |
| JPS59221583A (ja) * | 1983-05-31 | 1984-12-13 | 株式会社神戸製鋼所 | 竪型炉の炉内状況監視法 |
| JPS6129674A (ja) * | 1984-07-19 | 1986-02-10 | 株式会社神戸製鋼所 | 竪型炉の炉内壁付着物の検知方法 |
| JPH0293010A (ja) * | 1988-09-30 | 1990-04-03 | Kawasaki Steel Corp | 溶融還元炉における羽口周辺付着物の除去方法 |
| JPH04173909A (ja) * | 1990-11-02 | 1992-06-22 | Nippon Steel Corp | 高炉操業における吹抜け防止方法 |
| JPH04246107A (ja) * | 1991-01-30 | 1992-09-02 | Nkk Corp | 高炉操業法 |
| JPH11189816A (ja) * | 1994-08-25 | 1999-07-13 | Kawasaki Steel Corp | 竪型鉄スクラップ溶解炉の操業方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012219352A (ja) * | 2011-04-12 | 2012-11-12 | Nippon Steel Corp | 炉壁付着物の評価方法及び高炉の操業方法 |
| JP2012042203A (ja) * | 2011-10-11 | 2012-03-01 | Nippon Steel Corp | 竪型溶融炉の上段羽口 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5256982B2 (ja) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5546675B1 (ja) | 高炉の操業方法及び溶銑の製造方法 | |
| AU2008301651B2 (en) | Process for producing molten iron | |
| US6585929B1 (en) | Direct smelting vessel | |
| JP2021181613A (ja) | 高炉の休風立ち上げ方法 | |
| JP4745731B2 (ja) | キュポラによる溶銑の溶製方法 | |
| JP4326581B2 (ja) | 竪型炉の操業方法 | |
| CN102414328B (zh) | 高炉操作方法 | |
| AU2008301652B2 (en) | Process for producing molten iron | |
| JP4350153B2 (ja) | 竪型炉及びその操業方法 | |
| JP5256982B2 (ja) | 竪型溶解炉の操業方法 | |
| JP5181877B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| JP3589016B2 (ja) | 高炉操業方法 | |
| JP2000204405A (ja) | 高炉の操業方法 | |
| JP4765723B2 (ja) | 高炉への鉱石装入方法 | |
| JP5693768B2 (ja) | 高炉の操業方法及び溶銑の製造方法 | |
| JP5369848B2 (ja) | 竪型溶解炉の操業方法 | |
| JP2012162789A (ja) | 竪型溶解炉の操業方法 | |
| JP2921392B2 (ja) | 高炉の操業方法 | |
| JP2921374B2 (ja) | 高炉の操業方法 | |
| JP3017009B2 (ja) | 高炉操業法 | |
| JP5874449B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑の製造方法 | |
| JP2014043603A (ja) | スクラップ溶解竪型炉の操業方法 | |
| JPH06346120A (ja) | 高炉操業方法 | |
| JP2002069517A (ja) | 溶融還元炉の操業方法 | |
| JPH09316510A (ja) | 炉壁保護方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121218 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130408 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5256982 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |