JP2010089164A - Nc旋盤 - Google Patents
Nc旋盤 Download PDFInfo
- Publication number
- JP2010089164A JP2010089164A JP2008258181A JP2008258181A JP2010089164A JP 2010089164 A JP2010089164 A JP 2010089164A JP 2008258181 A JP2008258181 A JP 2008258181A JP 2008258181 A JP2008258181 A JP 2008258181A JP 2010089164 A JP2010089164 A JP 2010089164A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- axis
- lathe
- turret
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000003287 optical effect Effects 0.000 claims abstract description 13
- 230000002093 peripheral effect Effects 0.000 claims abstract description 4
- 238000001514 detection method Methods 0.000 claims description 16
- 239000012530 fluid Substances 0.000 claims description 10
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images



Landscapes
- Turning (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
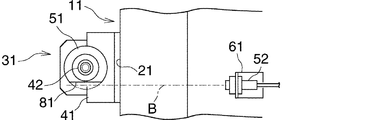
【解決手段】タレット11の外周面に工具取付部21が設けられている。工具取付部21に、エアーツール31のツールボディ41が固定されている。エアーツール31は、T軸と平行にのびたツールシャフト42を有している。ツールシャフト42に反射板51が取付られている。エアーツール31のツールボディ側に反射型光電センサ52が取付られている。反射型光電センサ52は、ツールシャフト42と平行にのびた光軸Mを有している。ツールシャフト42の1回転中に、光軸Mを反射板51が遮断および通過させうるようになされている。
【選択図】図1
Description
21 工具取付部
31 エアーツール
41 ツールボディ
42 ツールシャフト
43 エアホース
51 反射板
52 反射型光電センサ
61 ブラケット
71 回転検出部
72 判定部
73 NC装置
M 光軸
Claims (4)
- ワークをZ軸周りで回転可能に保持する主軸台に対して、Z軸方向およびこれに直交するX軸方向に相対移動自在である刃物台と、刃物台にZ軸方向にのびたT軸周りに回転自在に支持されかつ外周面に工具取付部が設けられているタレットと、工具取付部に装備されている流体圧駆動式回転工具と、回転工具の回転数を検出する検出手段と、検出手段の検出値に基づいて、主軸、刃物台およびタレットの移動を制御するNC装置とを備えているNC旋盤。
- 検出手段によって検出された回転工具の回転数が、設定回転数以下であるときに、NC装置が、主軸台、刃物台およびタレットの少なくともいずれか1つの移動を停止させるようになされている請求項1に記載のNC旋盤。
- 検出手段が、回転工具の回転軸に固定されている被検出子と、刃物台に固定されかつ被検出子の1回転中に、ON・OFF信号を出力する非接触式センサとよりなる請求項1または2に記載のNC旋盤。
- 被検出子が、反射板であり、非接触式センサが、回転する反射板によって遮断・通過させられる光軸を有する反射型光電センサである請求項3に記載のNC旋盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258181A JP5250373B2 (ja) | 2008-10-03 | 2008-10-03 | Nc旋盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258181A JP5250373B2 (ja) | 2008-10-03 | 2008-10-03 | Nc旋盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089164A true JP2010089164A (ja) | 2010-04-22 |
| JP5250373B2 JP5250373B2 (ja) | 2013-07-31 |
Family
ID=42252384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008258181A Expired - Fee Related JP5250373B2 (ja) | 2008-10-03 | 2008-10-03 | Nc旋盤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5250373B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018513792A (ja) * | 2015-04-20 | 2018-05-31 | シェフラー テクノロジーズ アー・ゲー ウント コー. カー・ゲーSchaeffler Technologies AG & Co. KG | 工作機械用の測定装置および対応する工作機械 |
| CN111271444A (zh) * | 2019-08-26 | 2020-06-12 | 上海飞机制造有限公司 | 一种风钻转速控制系统、方法及风钻 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278883U (ja) * | 1975-12-11 | 1977-06-13 | ||
| JPH0235645U (ja) * | 1988-08-31 | 1990-03-07 | ||
| JPH05337791A (ja) * | 1992-06-11 | 1993-12-21 | Nippei Toyama Mechatronics:Kk | 加工装置 |
| JP2001038571A (ja) * | 1999-07-29 | 2001-02-13 | Toshiba Mach Co Ltd | 回転駆動型工具 |
| JP2007537051A (ja) * | 2004-05-11 | 2007-12-20 | ザ・ボーイング・カンパニー | 高速機械加工装置 |
-
2008
- 2008-10-03 JP JP2008258181A patent/JP5250373B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278883U (ja) * | 1975-12-11 | 1977-06-13 | ||
| JPH0235645U (ja) * | 1988-08-31 | 1990-03-07 | ||
| JPH05337791A (ja) * | 1992-06-11 | 1993-12-21 | Nippei Toyama Mechatronics:Kk | 加工装置 |
| JP2001038571A (ja) * | 1999-07-29 | 2001-02-13 | Toshiba Mach Co Ltd | 回転駆動型工具 |
| JP2007537051A (ja) * | 2004-05-11 | 2007-12-20 | ザ・ボーイング・カンパニー | 高速機械加工装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018513792A (ja) * | 2015-04-20 | 2018-05-31 | シェフラー テクノロジーズ アー・ゲー ウント コー. カー・ゲーSchaeffler Technologies AG & Co. KG | 工作機械用の測定装置および対応する工作機械 |
| CN111271444A (zh) * | 2019-08-26 | 2020-06-12 | 上海飞机制造有限公司 | 一种风钻转速控制系统、方法及风钻 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5250373B2 (ja) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10369673B2 (en) | Spindle device for a program-controlled machine tool | |
| US9069347B2 (en) | Machine tool comprising a device for collision monitoring | |
| JP5795060B2 (ja) | ワーク測定機能を有する工作機械 | |
| JP7148421B2 (ja) | 工作機械の予防保全システム | |
| JP6833651B2 (ja) | 異常検出装置及び異常検出装置を備えた工作機械 | |
| EP0962281A3 (en) | Industrial machine having abnormal vibration detecting function | |
| US12539571B2 (en) | Machine tool and information processing device | |
| KR102443014B1 (ko) | 전동 공구 및 방법 | |
| JP5250373B2 (ja) | Nc旋盤 | |
| US20240058915A1 (en) | Machine Tool, Method of Estimating Force Applied to Tool, and Program for Estimating Force Applied to Tool | |
| JP2019051587A (ja) | 工作機械で工具を交換および挿入すなわち取り付けるためのシステムおよびこのシステムを有する工作機械 | |
| CN108481090A (zh) | 立式加工中心的主轴的定位检测装置 | |
| JP7712374B2 (ja) | ワーク着座検出装置 | |
| KR102764185B1 (ko) | 공작기계 회전테이블의 회전 불균형 감지 및 제어 방법 | |
| US6834843B2 (en) | Apparatus for controlling cutting fluid of processing machine | |
| KR101892393B1 (ko) | 자동 공구 교환 장치 및 방법 | |
| KR20040061751A (ko) | 공작기계의 주축공구 유무 감지장치 및 방법 | |
| JP5960539B2 (ja) | 切削液噴射装置 | |
| KR102530851B1 (ko) | 머시닝센터의 가공툴 마모 및 파손 감지 시스템 | |
| JPH04235605A (ja) | 工作機械の制御装置 | |
| JP5491220B2 (ja) | トルク検知装置 | |
| KR20120050634A (ko) | 선반 주축의 언발란스 경고 장치 및 그 제어방법 | |
| TWM548605U (zh) | 工具機顫振監測系統 | |
| KR100507506B1 (ko) | 공작기계용 가공툴의 파손 검출장치 | |
| JP2020154956A (ja) | 数値制御装置及び工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5250373 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |