JP2010089164A - Numerically controlled lathe - Google Patents
Numerically controlled lathe Download PDFInfo
- Publication number
- JP2010089164A JP2010089164A JP2008258181A JP2008258181A JP2010089164A JP 2010089164 A JP2010089164 A JP 2010089164A JP 2008258181 A JP2008258181 A JP 2008258181A JP 2008258181 A JP2008258181 A JP 2008258181A JP 2010089164 A JP2010089164 A JP 2010089164A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- axis
- turret
- lathe
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Turning (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
この発明は、NC旋盤において、NC旋盤の主動力源とは別の駆動源である流体圧によって駆動される流体圧駆動式回転工具を用いたNC旋盤に関する。 The present invention relates to an NC lathe using an NC lathe using a fluid pressure driven rotary tool driven by a fluid pressure which is a drive source different from the main power source of the NC lathe.
NC旋盤においては、主軸台に回転可能に保持されたワークに対し刃物台に装着したバイトを用いて旋削加工を行わせることが一般的であるが、バリ取や小径ドリルによる穴加工程度の簡単な加工を行わせたいことがある。その場合、NC旋盤本体に回転工具の機能を付与することは、高価につく。これを避けるために、安価な回転工具を刃物台に追加することが考えられる。回転工具の動力源として、電気を用いることは配線等の煩雑さがあるため、流体圧駆動式のものとすることが好ましい。 In NC lathes, it is common to perform turning with a tool mounted on the tool rest on the work held rotatably on the headstock, but it is as simple as deburring or drilling with a small-diameter drill. There are times when I want to make a rough process. In that case, it is expensive to give the function of the rotary tool to the NC lathe body. In order to avoid this, it is conceivable to add an inexpensive rotary tool to the tool post. The use of electricity as the power source of the rotary tool is complicated by wiring and the like, and therefore it is preferable to use a fluid pressure drive type.
通常、工場内の各所にはエアー配管が施されているため、流体圧駆動式回転工具としては、エアーツールが利用し易い。 Usually, since air piping is given in each place in a factory, an air tool is easy to use as a fluid pressure drive type rotary tool.
エアーツールが切削抵抗や切粉詰り等によって回転停止させられた場合、NC旋盤の主動力源はONのままで、NC旋盤の刃物台の送りは停止させられない。そうすると、エアーツールやこれに関連する機器が破損する恐れがある。 When the air tool is stopped due to cutting resistance, chip clogging, or the like, the main power source of the NC lathe remains ON, and the feed of the turret of the NC lathe cannot be stopped. This can damage the air tool and related equipment.
従来、エアーツールが停止するという事態が発生すると、作業員が手動でNC旋盤の主動力源をOFFするようにしており、機械自動停止等の措置は執られていなかった。 Conventionally, when a situation occurs in which the air tool stops, an operator manually turns off the main power source of the NC lathe, and measures such as automatic machine stop have not been taken.
この発明の目的は、流体圧駆動式回転工具の回転低下または回転停止を検知し、これに基づいて、NC旋盤をアラーム停止または所定の動作を行わせ、回転工具や機器の破損を防止することにある。 An object of the present invention is to detect a rotation reduction or rotation stop of a fluid pressure driven rotary tool, and based on this, stop an alarm or perform a predetermined operation of the NC lathe to prevent damage to the rotary tool or equipment. It is in.
この発明によるNC旋盤は、ワークをZ軸周りで回転可能に保持する主軸台に対して、Z軸方向およびこれに直交するX軸方向に相対移動自在である刃物台と、刃物台にZ軸方向にのびたT軸周りに回転自在に支持されかつ外周面に工具取付部が設けられているタレットと、工具取付部に装備されている流体圧駆動式回転工具と、回転工具の回転数を検出する検出手段と、検出手段の検出値に基づいて、主軸、刃物台およびタレットの移動を制御するNC装置とを備えているものである。 The NC lathe according to the present invention has a tool post that is relatively movable in the Z-axis direction and the X-axis direction perpendicular thereto with respect to the head stock for holding the workpiece rotatably around the Z-axis, and the Z-axis on the tool post. Turret supported rotatably around the T-axis extending in the direction and provided with a tool mounting portion on the outer peripheral surface, a fluid pressure driven rotary tool mounted on the tool mounting portion, and detecting the number of rotations of the rotary tool And a NC device for controlling the movement of the spindle, the tool post and the turret based on the detection value of the detection means.
この発明によるNC旋盤では、流体圧駆動式回転工具の回転を検出手段によって検出し、これを監視することができる。 In the NC lathe according to the present invention, the rotation of the fluid pressure driven rotary tool can be detected by the detecting means and monitored.
さらに、検出手段によって検出された回転工具の回転数が、設定回転数以下であるときに、NC装置が、主軸台、刃物台およびタレットの少なくともいずれか1つの移動を停止させるようになされていると、NC旋盤を自動的にアラーム停止させることが可能であり、工具や機器の破損を防止することができる。 Further, the NC device stops the movement of at least one of the headstock, the tool post and the turret when the rotational speed of the rotary tool detected by the detecting means is equal to or lower than the set rotational speed. The NC lathe can be automatically stopped by an alarm, and damage to tools and equipment can be prevented.
また、検出手段が、回転工具の回転軸に固定されている被検出子と、刃物台に固定されかつ被検出子の1回転中に、ON・OFF信号を出力する非接触式センサとよりなると、被検出子およびセンサの設置箇所の選択に自由度が増えるため、検出手段の設置が容易である。 Further, the detection means includes a detection element fixed to the rotation shaft of the rotary tool and a non-contact type sensor that is fixed to the tool post and outputs an ON / OFF signal during one rotation of the detection element. Since the degree of freedom in selecting the installation location of the child to be detected and the sensor increases, the detection means can be easily installed.
また、被検出子が、反射板であり、非接触式センサが、回転する反射板によって遮断・通過させられる光軸を有する反射型光電センサであると、検出手段を構造的に簡単に構成することができる。 Further, the detecting means is a reflection plate, and the non-contact sensor is a reflection type photoelectric sensor having an optical axis that is blocked and passed by the rotating reflection plate, so that the detection means is structurally simple. be able to.
この発明によれば、流体圧駆動式回転工具の回転数低下を検知し、これに基づいて、NC旋盤をアラーム停止させ、工具や機器の破損を防止することができる。 According to this invention, it is possible to detect a decrease in the rotational speed of the fluid pressure driven rotary tool, and based on this, stop the alarm of the NC lathe and prevent damage to the tool or equipment.
この発明の実施の形態を図面を参照しながらつぎに説明する。 Embodiments of the present invention will be described below with reference to the drawings.
以下の説明において、前後とは、図1を基準として、図1の左側を前、これと反対側を後というものとする。 In the following description, “front and rear” refers to the left side of FIG. 1 as the front and the opposite side as the rear, based on FIG.
図1および図2を参照すると、図示しない主軸台に対しZ軸方向(前後方向)およびこれに直交させられるX軸方向に相対移動自在である刃物台10に、タレット11がT軸周りに回転自在に支持されている。T軸は、Z軸方向にのびている。
Referring to FIGS. 1 and 2, the
タレット11の外周面には工具取付部21が設けられている。工具取付部21には流体圧駆動式回転工具であるエアーツール31が装備されている。エアーツール31は、工具取付部21に固定されかつエアーモータ(図示略)を内蔵しているツールボディ41と、ツールボディ41から前向きに突出させられかつエアーモータの出力軸に連結されているツールシャフト42とを備えている。
A
ツールボディ41には、旋盤内の固定部から刃物台およびタレット旋回中心を通して接続されたエアーホース43を通じて圧力エアが供給されるようになっている。ツールシャフト42は、タレット11の半径方向外方をT軸と平行にのびた回転軸線Cを有している。ツールシャフト42には反射板51が固定されている。反射板51は、ツールシャフト42の回転軸線Cに直交しかつその回転軸線Cの半径方向外向きに拡がる略方形板状のものである。
The
エアーツール31の後方には反射型光電センサ52が配置されている。反射型光電センサ52は、刃物台10の側面にブラケット61を介して取付られかつエアーツール31の後方から発光・受光するもので、ツールシャフト42の回転軸線Cと平行にのびた光軸Bを有している。光軸Bは、所定回転角度位置の反射板51と交差させられるようになっている。
A reflective
エアーツール31による加工が正常に行われていると、ツールシャフト42とともに反射板51は回転させられる。この場合、ツールシャフト42の1回転のサイクル中に、一回、所定時間だけ光軸Bが反射板51によって遮断される。光軸Bが反射板51によって遮断されるときに、反射型光電センサ52はON信号を出力し、それ以外のときは、OFF信号を出力する。
When the processing by the
エアーツール31に過負荷が作用させられると、ツールシャフト42の回転が停止させられることがある。ツールシャフト42の回転が停止させられると、反射板51の回転も停止させられる。その場合、停止させられた反射板51の回転角度位置によって、光軸Bは、反射板51によって、遮断されるか、通過させられるかのいずれかで、反射型光電センサ52はONまたはOFF信号のいずれかの状態に連続して保持される。
When an overload is applied to the
反射型光電センサ52の出力信号は、回転数検出部71および判定部72を経由して、NC装置73に入力される。回転数検出部71では、反射型光電センサ52の出力信号が回転数に変換される。判定部72では、回転数検出部71で変換された回転数に基づいて、ツールシャフト42の回転状態を判定する。この判定結果に基づいて、NC装置73は、NC旋盤を制御する。ツールシャフト42の回転が停止させられた場合、変換された回転数は「0」であり、この場合、異常事態であると判定し、アラーム信号を出力する。アラーム信号に基づいて、刃物台10の移動は停止させられ、かつ、アラームをNC装置のモニタ画面に表示し、作業者に知らせる。変換された回転数が設定回転数以下である場合、刃物台10の移動を停止させるか、移動速度を低下させるか、あるいは逆方向に移動させるか、加工条件によって、NC装置73によってNC旋盤は制御される。無論、ツールシャフト42の回転数が「0」となった場合にアラーム停止に換えてこれらの動作を行わせるようにしてもよい。
The output signal of the reflective
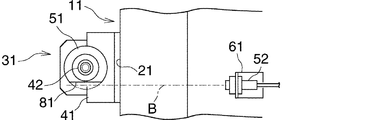
図3および図4に、他の実施の形態が示されている。図1および図2に示す実施の形態では、エアーツール31は、ツールシャフト42をT軸と平行させるようにタレット11の工具取付部21に装備されていた。この実施の形態では、ツールシャフト42をT軸と直交させるようにタレット11の前側面に垂直下向きに装備されている。反射板51の外面の一部には切欠81が形成されている。この切欠81を光軸Bが通過させられる場合、反射型光電センサ52の出力信号は、OFFとなり、切欠81以外の部分に光軸Mが照射されると、反射板51の外面で光軸Mが反射され、反射型光電センサ52は、ON信号を出力する。
3 and 4 show another embodiment. In the embodiment shown in FIGS. 1 and 2, the
11 タレット
21 工具取付部
31 エアーツール
41 ツールボディ
42 ツールシャフト
43 エアホース
51 反射板
52 反射型光電センサ
61 ブラケット
71 回転検出部
72 判定部
73 NC装置
M 光軸
11 Turret
21 Tool mounting
31 Air tool
41 Tool body
42 Tool shaft
43 Air hose
51 reflector
52 Reflective photoelectric sensor
61 Bracket
71 Rotation detector
72 Judgment part
73 NC unit
M Optical axis
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258181A JP5250373B2 (en) | 2008-10-03 | 2008-10-03 | NC lathe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258181A JP5250373B2 (en) | 2008-10-03 | 2008-10-03 | NC lathe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089164A true JP2010089164A (en) | 2010-04-22 |
| JP5250373B2 JP5250373B2 (en) | 2013-07-31 |
Family
ID=42252384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008258181A Expired - Fee Related JP5250373B2 (en) | 2008-10-03 | 2008-10-03 | NC lathe |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5250373B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018513792A (en) * | 2015-04-20 | 2018-05-31 | シェフラー テクノロジーズ アー・ゲー ウント コー. カー・ゲーSchaeffler Technologies AG & Co. KG | Measuring device for machine tool and corresponding machine tool |
| CN111271444A (en) * | 2019-08-26 | 2020-06-12 | 上海飞机制造有限公司 | Pneumatic drill rotating speed control system and method and pneumatic drill |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278883U (en) * | 1975-12-11 | 1977-06-13 | ||
| JPH0235645U (en) * | 1988-08-31 | 1990-03-07 | ||
| JPH05337791A (en) * | 1992-06-11 | 1993-12-21 | Nippei Toyama Mechatronics:Kk | Processing device |
| JP2001038571A (en) * | 1999-07-29 | 2001-02-13 | Toshiba Mach Co Ltd | Rotational drive type tool |
| JP2007537051A (en) * | 2004-05-11 | 2007-12-20 | ザ・ボーイング・カンパニー | High speed machining equipment |
-
2008
- 2008-10-03 JP JP2008258181A patent/JP5250373B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278883U (en) * | 1975-12-11 | 1977-06-13 | ||
| JPH0235645U (en) * | 1988-08-31 | 1990-03-07 | ||
| JPH05337791A (en) * | 1992-06-11 | 1993-12-21 | Nippei Toyama Mechatronics:Kk | Processing device |
| JP2001038571A (en) * | 1999-07-29 | 2001-02-13 | Toshiba Mach Co Ltd | Rotational drive type tool |
| JP2007537051A (en) * | 2004-05-11 | 2007-12-20 | ザ・ボーイング・カンパニー | High speed machining equipment |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018513792A (en) * | 2015-04-20 | 2018-05-31 | シェフラー テクノロジーズ アー・ゲー ウント コー. カー・ゲーSchaeffler Technologies AG & Co. KG | Measuring device for machine tool and corresponding machine tool |
| CN111271444A (en) * | 2019-08-26 | 2020-06-12 | 上海飞机制造有限公司 | Pneumatic drill rotating speed control system and method and pneumatic drill |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5250373B2 (en) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10369673B2 (en) | Spindle device for a program-controlled machine tool | |
| JP5795060B2 (en) | Machine tool with workpiece measurement function | |
| JP7148421B2 (en) | Preventive maintenance system for machine tools | |
| US20230052323A1 (en) | Machine tool and information processing device | |
| JP5250373B2 (en) | NC lathe | |
| JP2015226947A (en) | Work-piece processing method and work-piece processing device for machine tool | |
| JP2019051587A (en) | System for replacing and inserting tool, that is, fitting tool in machine tool, and machine tool having the system | |
| KR20230036160A (en) | Electric tool and method for identifying an event and/or state of an electric tool | |
| KR102443014B1 (en) | Power tools and methods | |
| JP7285107B2 (en) | Rotary tool equipment and machine tools | |
| US20240058915A1 (en) | Machine Tool, Method of Estimating Force Applied to Tool, and Program for Estimating Force Applied to Tool | |
| CN108481090A (en) | The locating and detecting device of the main shaft of vertical machining centre | |
| JP4556446B2 (en) | Multi-axis machine tool | |
| KR20090099272A (en) | Turret droop prevention device of tool post for cnc lathe | |
| US6834843B2 (en) | Apparatus for controlling cutting fluid of processing machine | |
| CN111716112B (en) | Numerical control device and machine tool | |
| KR20040061751A (en) | A Spindle Tool Existence or Nonexistence Sensing Unit of CNC and Method Thereof | |
| JP5960539B2 (en) | Cutting fluid injection device | |
| KR102530851B1 (en) | Machining center’s processing tool wear and damage detection system | |
| KR20150050257A (en) | Cooling controller for spindle of machine tool and control method thereof | |
| KR20190133879A (en) | Apparatus for checking clamping workpiece and control method thereof | |
| JP5491220B2 (en) | Torque detection device | |
| JPH04235605A (en) | Machine tool controller | |
| TWM548605U (en) | Chatter monitoring system for machine tool | |
| JP2009045711A (en) | Main spindle monitor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5250373 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |