JP2010089118A - フランジを有する形鋼の圧延方法 - Google Patents
フランジを有する形鋼の圧延方法 Download PDFInfo
- Publication number
- JP2010089118A JP2010089118A JP2008260891A JP2008260891A JP2010089118A JP 2010089118 A JP2010089118 A JP 2010089118A JP 2008260891 A JP2008260891 A JP 2008260891A JP 2008260891 A JP2008260891 A JP 2008260891A JP 2010089118 A JP2010089118 A JP 2010089118A
- Authority
- JP
- Japan
- Prior art keywords
- flange
- roll
- rolling mill
- universal rolling
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Abstract
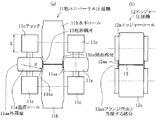
【解決手段】ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機11に、外周面11aaの形状を円弧状とした垂直ロール11aと、垂直ロール11aの外周面11aaと相対する側面部分11baを円弧状とした水平ロール11bを使用する。
【選択図】図1
Description
1は鋼片を圧延温度まで均一に加熱する加熱炉で、この加熱炉1で加熱された鋼片をブレイクダウン圧延機2でH形断面の粗形鋼片に圧延する。次に、粗ユニバーサル圧延機群3を構成する粗ユニバーサル圧延機3aとエッジャー圧延機3bで、所定の断面寸法になるまで、前記粗形鋼片のウエブ厚さ方向とフランジ厚さ方向及びフランジ幅方向に複数回繰り返し圧延する。その後、仕上げユニバーサル圧延機4で最終製品に仕上げる。
圧延機に機械的なガタが存在してもフランジ厚さを均一に圧延することを可能とするために、
ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、
粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機に、外周面の形状を円弧状とした垂直ロールと、垂直ロールの前記外周面と相対する側面部分を円弧状とした水平ロールを備えたものを使用することを最も主要な特徴としている。
図1(a)は本発明の圧延方法に使用する粗ユニバーサル圧延機のロール構成を説明する図、(b)は同じくエッジャー圧延機のロール構成を説明する図である。
4 仕上げユニバーサル圧延機
11 粗ユニバーサル圧延機
11a 垂直ロール
11aa 外周面
11b 水平ロール
11ba 側面部分
11c チョック
12 エッジャー圧延機
12a エッジャーロール
12aa フランジ内面と当接する部分
Claims (3)
- ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、
粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機に、外周面の形状を円弧状とした垂直ロールと、垂直ロールの前記外周面と相対する側面部分を円弧状とした水平ロールを備えたものを使用することを特徴とするフランジを有する形鋼の圧延方法。 - 粗ユニバーサル圧延機における垂直ロールの前記外周面の円弧半径を、垂直ロールのチョックの長さの0.8〜1.2倍としたことを特徴とする請求項1に記載のフランジを有する形鋼の圧延方法。
- 粗ユニバーサル圧延機群を構成するエッジャー圧延機におけるエッジャーロール側面の、前記粗ユニバーサル圧延機で粗圧延した粗形鋼片のフランジ内面に当接する部分を、前記粗ユニバーサル圧延機における水平ロールの前記側面部分と略同半径の円弧状としたことを特徴とする請求項1又は2に記載のフランジを有する形鋼の圧延方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260891A JP5163417B2 (ja) | 2008-10-07 | 2008-10-07 | フランジを有する形鋼の圧延方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260891A JP5163417B2 (ja) | 2008-10-07 | 2008-10-07 | フランジを有する形鋼の圧延方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089118A true JP2010089118A (ja) | 2010-04-22 |
| JP5163417B2 JP5163417B2 (ja) | 2013-03-13 |
Family
ID=42252343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008260891A Expired - Fee Related JP5163417B2 (ja) | 2008-10-07 | 2008-10-07 | フランジを有する形鋼の圧延方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5163417B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113399464A (zh) * | 2021-06-15 | 2021-09-17 | 山西太钢不锈钢股份有限公司 | 一种轧辊及其轧机和应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56109103A (en) * | 1980-02-04 | 1981-08-29 | Kawasaki Steel Corp | Rolling method for h-beam or similar shape steel |
| JPS6174701A (ja) * | 1984-09-20 | 1986-04-17 | Kawasaki Steel Corp | H形鋼の製造方法 |
| JPH02112801A (ja) * | 1988-10-21 | 1990-04-25 | Sumitomo Metal Ind Ltd | フランジ付き形鋼のユニバーサル圧延方法と圧延機 |
| JPH07155801A (ja) * | 1993-12-02 | 1995-06-20 | Kawasaki Steel Corp | H形粗形鋼片の製造方法 |
| JPH07284801A (ja) * | 1994-04-13 | 1995-10-31 | Nippon Steel Corp | H形鋼の圧延方法 |
| JPH09108704A (ja) * | 1995-10-13 | 1997-04-28 | Sumitomo Metal Ind Ltd | H形鋼の熱間圧延方法 |
| JP2001018002A (ja) * | 1999-06-30 | 2001-01-23 | Kawasaki Steel Corp | H形鋼の製造方法 |
-
2008
- 2008-10-07 JP JP2008260891A patent/JP5163417B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56109103A (en) * | 1980-02-04 | 1981-08-29 | Kawasaki Steel Corp | Rolling method for h-beam or similar shape steel |
| JPS6174701A (ja) * | 1984-09-20 | 1986-04-17 | Kawasaki Steel Corp | H形鋼の製造方法 |
| JPH02112801A (ja) * | 1988-10-21 | 1990-04-25 | Sumitomo Metal Ind Ltd | フランジ付き形鋼のユニバーサル圧延方法と圧延機 |
| JPH07155801A (ja) * | 1993-12-02 | 1995-06-20 | Kawasaki Steel Corp | H形粗形鋼片の製造方法 |
| JPH07284801A (ja) * | 1994-04-13 | 1995-10-31 | Nippon Steel Corp | H形鋼の圧延方法 |
| JPH09108704A (ja) * | 1995-10-13 | 1997-04-28 | Sumitomo Metal Ind Ltd | H形鋼の熱間圧延方法 |
| JP2001018002A (ja) * | 1999-06-30 | 2001-01-23 | Kawasaki Steel Corp | H形鋼の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113399464A (zh) * | 2021-06-15 | 2021-09-17 | 山西太钢不锈钢股份有限公司 | 一种轧辊及其轧机和应用 |
| CN113399464B (zh) * | 2021-06-15 | 2023-05-09 | 山西太钢不锈钢股份有限公司 | 一种轧辊及其轧机和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5163417B2 (ja) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101043564B1 (ko) | Τ형 강의 제조 방법 및 압연 설비열 | |
| KR101084617B1 (ko) | T형강의 압연 설비 열 | |
| JP2019111584A (ja) | 圧延h形鋼 | |
| JP5163417B2 (ja) | フランジを有する形鋼の圧延方法 | |
| CN108435797B (zh) | 轧辊表面曲线的确定方法和轧辊 | |
| JP4930384B2 (ja) | H形鋼の圧延方法及び圧延装置 | |
| JP2000102806A (ja) | 圧延機 | |
| US10710130B2 (en) | Method for producing H-shaped steel | |
| JPH0696161B2 (ja) | 形材のウエブ厚み圧下用ロール | |
| JP2015205292A (ja) | フランジを有する形鋼の圧延装置及びエッジャー圧延機 | |
| JP2005021960A (ja) | 鋼板の製造方法および製造装置 | |
| JPH0571322B2 (ja) | ||
| JPH0747401A (ja) | フランジを有する形材の圧延方法および圧延装置列 | |
| JP6436181B2 (ja) | 鋼矢板の曲がり矯正方法及び曲がり矯正装置 | |
| JP5682401B2 (ja) | 熱間圧延h形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール | |
| JP2017121655A (ja) | H形鋼の製造方法及びh形鋼製品 | |
| CN114845821A (zh) | 环形轧材的制造方法 | |
| CN104053512A (zh) | T型钢的制造方法及轧制设备 | |
| JP2003340503A (ja) | H形鋼の製造方法 | |
| JPH0832333B2 (ja) | フランジを有する形材の圧延方法 | |
| JPH0780503A (ja) | フランジを有する形材の圧延方法 | |
| JPH0481201A (ja) | フランジを有する形材の熱間圧延方法 | |
| JP2000176517A (ja) | 圧延機および圧延方法 | |
| JP2011218376A (ja) | H形鋼のウェブ中心偏りの防止方法 | |
| JPH07323320A (ja) | 形鋼のフランジ形状制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121203 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5163417 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |