JP2010082656A - 溶接構造体及び溶接方法 - Google Patents
溶接構造体及び溶接方法 Download PDFInfo
- Publication number
- JP2010082656A JP2010082656A JP2008254443A JP2008254443A JP2010082656A JP 2010082656 A JP2010082656 A JP 2010082656A JP 2008254443 A JP2008254443 A JP 2008254443A JP 2008254443 A JP2008254443 A JP 2008254443A JP 2010082656 A JP2010082656 A JP 2010082656A
- Authority
- JP
- Japan
- Prior art keywords
- weld line
- weld
- welding
- line
- bent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 86
- 238000000034 method Methods 0.000 title claims description 23
- 239000002184 metal Substances 0.000 claims abstract description 46
- 230000001678 irradiating effect Effects 0.000 claims abstract description 7
- 238000005452 bending Methods 0.000 claims description 21
- 238000009751 slip forming Methods 0.000 abstract description 5
- 239000013256 coordination polymer Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images






Landscapes
- Body Structure For Vehicles (AREA)
- Laser Beam Processing (AREA)
Abstract
【解決手段】重ね合わされた複数の金属部材に高エネルギービームを連続的に照射して互いに重ならない複数の溶接線を形成することにより溶接された溶接構造体であって、複数の溶接線は、溶接線W1と、溶接線W1と重ならない溶接線W2とを有し、溶接線W1の端部が、溶接線W2の端点W2aを囲むように曲折された曲折部G1を有することを特徴とする。
【選択図】図3
Description
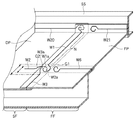
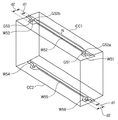
図1は、本発明の一実施形態に係る溶接構造体を示す上面図である。図2において、(a)は図1のA−A線に沿った断面図であり、(b)は図1のB−B線に沿った断面図である。図3は、図1のX部の拡大斜視図である。図4において、(a)乃至(c)は溶接線の曲折部の一例を示す図である。
図5は、本発明の一実施形態に係る溶接装置WMを示す図である。図6は、溶接装置WMの動作手順を示す図である。
本実施形態では、溶接構造体が、フロアパネルFP、ダッシュパネルDP及びフロントサイドフレームSFを溶接した構造体であるものとしたが、本変形例のように、溶接構造体が、他の複数の金属部品を溶接した構造体であるものとしてもよい。
上述の第1の実施形態では、溶接構造体が3つの金属部材を溶接した構造体であるものとしたが、本実施形態のように、溶接構造体が2つの金属部材だけを溶接した構造体であってもよい。
上述の第1及び第2の実施形態では、1つの溶接線の端部が他の溶接線の端点を囲むように曲折された曲折部を備えた構成であった。一方、本実施形態のように、1つの溶接線では、他の溶接線の端点を囲むことにはならないが、複数の溶接線の端部が集合することによって、それぞれの溶接線の端点を囲む領域を規定することもできる。
W1a、W2a 端点
G1 曲折部
Claims (8)
- 重ね合わされた複数の金属部材に高エネルギービームを連続的に照射して互いに重ならない複数の溶接線を形成した溶接構造体であって、
前記複数の溶接線は、第1溶接線と、前記第1溶接線と重ならない第2溶接線とを有し、
前記第1溶接線の端部が、前記第2溶接線の端点を囲むように曲折された曲折部を有することを特徴とする溶接構造体。 - 前記複数の溶接線は、前記第1及び第2溶接線と重ならない第3溶接線を更に有し、
前記曲折部は、前記第2及び第3溶接線の端点を囲むように曲折したことを特徴とする請求項1に記載の溶接構造体。 - 前記複数の金属部材は、第1部材と、前記第1部材に前記第1溶接線で接合された第2部材と、前記第1又は第2部材に前記第2溶接線で接合された第3部材とを有することを特徴とする請求項1に記載の溶接構造体。
- 前記第1部材が車体底部を形成するフロアパネル、前記第2部材が前記フロアパネルの車両前後方向前方で車幅方向に延在するダッシュパネル、前記第3部材が前記ダッシュパネルの車両前後方向前方で車両前後方向に延在するフロントサイドフレームであることを特徴とする請求項3に記載の溶接構造体。
- 前記複数の溶接線は、前記曲折部に連続する非曲折部を更に有し、
前記複数の金属部材の少なくとも1つが、
前記非曲折部を形成可能な幅を有する第1溶接代と、
前記曲折部を形成可能であって、前記第1溶接代よりも広い幅を有する第2溶接代と、
を有することを特徴とする請求項1乃至4のいずれか1項に記載の溶接構造体。 - 重ね合わされた複数の金属部材に高エネルギービームを連続的に照射して互いに重ならない少なくとも3つの溶接線を形成することにより溶接された溶接構造体であって、
各溶接線の各端部が、
該各端部を曲折して形成され、前記溶接線の全端点の周囲を囲む囲み領域を規定する規定部を有することを特徴とする溶接構造体。 - 重ね合わされた複数の金属部材を保持する保持工程と、
前記保持工程で保持された前記複数の金属部材に高エネルギービームを連続的に照射して互いに重ならない複数の溶接線を形成する溶接工程と、
を有する溶接方法であって、
前記複数の溶接線は、第1溶接線と、前記第1溶接線と重ならない第2溶接線とを有し、
前記第1溶接線の端部が、前記第2溶接線の端点を囲むように曲折された曲折部を形成するように、前記溶接工程と同期して前記複数の金属部材を相対的に移動させる移動工程を有することを特徴とする溶接方法。 - 前記複数の金属部材は、第1部材と、前記第1部材に前記第1溶接線で接合される第2部材と、前記第1部材に前記第2溶接線で接合される第3部材と、を有し、
前記溶接工程は、前記第1部材と前記第2部材とを前記第2部材側から溶接し、また、前記第1部材と前記第3部材とを前記第3部材側から溶接することを特徴とする請求項7に記載の溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254443A JP5206284B2 (ja) | 2008-09-30 | 2008-09-30 | 溶接構造体及び溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254443A JP5206284B2 (ja) | 2008-09-30 | 2008-09-30 | 溶接構造体及び溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082656A true JP2010082656A (ja) | 2010-04-15 |
| JP5206284B2 JP5206284B2 (ja) | 2013-06-12 |
Family
ID=42247135
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254443A Expired - Fee Related JP5206284B2 (ja) | 2008-09-30 | 2008-09-30 | 溶接構造体及び溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5206284B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011037306A (ja) * | 2009-08-06 | 2011-02-24 | Tokyu Car Corp | 鉄道車両構体の製造方法 |
| DE102012022934A1 (de) | 2011-11-24 | 2013-05-29 | Suzuki Motor Corporation | Fahrzeugkarosserieunterbodenstruktur |
| US9557476B2 (en) * | 2012-01-19 | 2017-01-31 | Fujikura Ltd. | Multi-core fiber |
| GB2568869A (en) * | 2017-11-21 | 2019-06-05 | Airbus Operations Ltd | Welding method and structure |
| CN113000964A (zh) * | 2019-12-20 | 2021-06-22 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
| CN113002634A (zh) * | 2019-12-20 | 2021-06-22 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000145450A (ja) * | 1998-11-05 | 2000-05-26 | Toyota Motor Corp | 内燃機関用排気管及びその仕切板溶接方法 |
| JP2003290951A (ja) * | 2002-03-29 | 2003-10-14 | Honda Motor Co Ltd | 溶接構造物、溶接方法および溶接装置 |
| JP2007516082A (ja) * | 2003-07-02 | 2007-06-21 | コミツサリア タ レネルジー アトミーク | トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段 |
| US7290957B2 (en) * | 2005-02-01 | 2007-11-06 | Daimlerchrysler Ag | Laser welding seam with reduced end-crater and process for production thereof |
-
2008
- 2008-09-30 JP JP2008254443A patent/JP5206284B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000145450A (ja) * | 1998-11-05 | 2000-05-26 | Toyota Motor Corp | 内燃機関用排気管及びその仕切板溶接方法 |
| JP2003290951A (ja) * | 2002-03-29 | 2003-10-14 | Honda Motor Co Ltd | 溶接構造物、溶接方法および溶接装置 |
| JP2007516082A (ja) * | 2003-07-02 | 2007-06-21 | コミツサリア タ レネルジー アトミーク | トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段 |
| US7290957B2 (en) * | 2005-02-01 | 2007-11-06 | Daimlerchrysler Ag | Laser welding seam with reduced end-crater and process for production thereof |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011037306A (ja) * | 2009-08-06 | 2011-02-24 | Tokyu Car Corp | 鉄道車両構体の製造方法 |
| DE102012022934A1 (de) | 2011-11-24 | 2013-05-29 | Suzuki Motor Corporation | Fahrzeugkarosserieunterbodenstruktur |
| DE102012022934B4 (de) | 2011-11-24 | 2019-03-28 | Suzuki Motor Corporation | Fahrzeugkarosserieunterbodenstruktur |
| US9557476B2 (en) * | 2012-01-19 | 2017-01-31 | Fujikura Ltd. | Multi-core fiber |
| GB2568869A (en) * | 2017-11-21 | 2019-06-05 | Airbus Operations Ltd | Welding method and structure |
| CN113000964A (zh) * | 2019-12-20 | 2021-06-22 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
| CN113002634A (zh) * | 2019-12-20 | 2021-06-22 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
| JP2021098227A (ja) * | 2019-12-20 | 2021-07-01 | 現代自動車株式会社Hyundai Motor Company | 溶接で製造された部品及びその製造方法 |
| JP7488142B2 (ja) | 2019-12-20 | 2024-05-21 | 現代自動車株式会社 | 溶接で製造された部品及びその製造方法 |
| JP7503446B2 (ja) | 2019-12-20 | 2024-06-20 | 現代自動車株式会社 | 溶接で製造された部品及びその製造方法 |
| CN113002634B (zh) * | 2019-12-20 | 2024-07-26 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
| CN113000964B (zh) * | 2019-12-20 | 2025-02-07 | 现代自动车株式会社 | 通过焊接制造的部件及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5206284B2 (ja) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5206284B2 (ja) | 溶接構造体及び溶接方法 | |
| US9713857B2 (en) | Laser joining structure and laser joining method | |
| JP4550673B2 (ja) | 車両のサブフレーム | |
| US9227666B2 (en) | Vehicle frame structure | |
| US9701344B2 (en) | Frame structure for vehicle | |
| US9138827B2 (en) | Method of laser welding | |
| JP6581599B2 (ja) | 車体フレーム | |
| JP2016172484A (ja) | 車体構造 | |
| JP2016064725A (ja) | 車体骨格構造、及びその製造方法 | |
| JP2009107378A (ja) | 自動車のバンパービーム構造 | |
| JP2012011959A (ja) | 車体前部構造 | |
| WO2016021261A1 (ja) | 車体構造 | |
| JP2006137408A (ja) | 車体骨格構造 | |
| EP2193979B1 (en) | Vehicle body structure and manufacturing method of vehicle body | |
| US8960759B2 (en) | Vehicle body front structure | |
| JP2013060044A (ja) | 車両用骨格部材およびその製造方法 | |
| CN1861460B (zh) | 车辆地板结构 | |
| JP2010082655A (ja) | 溶接構造体及び溶接方法 | |
| EP4144454B1 (en) | Vehicle structure | |
| US20170057553A1 (en) | Vehicle lower portion structure | |
| CN102947169A (zh) | 车身前部构造 | |
| EP4331740A1 (en) | Weld bead width design method for tailored blank material, manufacturing method, manufacturing system, weld bead width design system, vehicular structural member, and tailored blank material | |
| JP2009184568A (ja) | 車体構造 | |
| CN111086563A (zh) | 车身后部结构 | |
| JP2017087800A (ja) | 鉄道車両の車体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20101001 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101001 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130204 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5206284 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |