JP2010082223A - チューブ接合装置 - Google Patents
チューブ接合装置 Download PDFInfo
- Publication number
- JP2010082223A JP2010082223A JP2008255060A JP2008255060A JP2010082223A JP 2010082223 A JP2010082223 A JP 2010082223A JP 2008255060 A JP2008255060 A JP 2008255060A JP 2008255060 A JP2008255060 A JP 2008255060A JP 2010082223 A JP2010082223 A JP 2010082223A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- gripper members
- holding means
- tubes
- flexible
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/857—Medical tube welding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
- B29C65/2046—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" using a welding mirror which also cuts the parts to be joined, e.g. for sterile welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
- B29C65/2053—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position
- B29C65/2061—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding
- B29C65/2069—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding with an angle with respect to the plane comprising the parts to be joined
- B29C65/2076—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror" characterised by special ways of bringing the welding mirrors into position by sliding with an angle with respect to the plane comprising the parts to be joined perpendicularly to the plane comprising the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/001—Joining in special atmospheres
- B29C66/0012—Joining in special atmospheres characterised by the type of environment
- B29C66/0018—Joining in special atmospheres characterised by the type of environment being sterile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Abstract
【解決手段】可撓性チューブTa、Tbを所定姿勢で保持する載台に可撓性チューブを把持する第1、第2のチューブ保持手段を設け、このチューブ保持手段の少なくとも一方は、可撓性チューブを挟圧して保持する一対のグリッパ部材42a、42bで構成する。そしてこの一対のグリッパ部材に、可撓性チューブとの接触力をバランスさせてチューブ軸心を予め設定された中心位置に一致させる調芯機構を設ける。上記調芯機構は、一対のグリッパ部材を略々均等のバネ圧で付勢するスプリング機構54a、54bで構成するか、或いは一対のグリッパ部材を同一量ずつ接近及び離反させる駆動機構で構成する。
【選択図】図8
Description
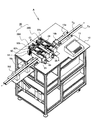
本発明に係わるチューブ接合装置Aは、複数本(図示のものは2本)の可撓性チューブTa、Tbを載台(処理台;以下同様)30に載置して固定し、このチューブを載台30の処理位置でカットして所定長さに切断処理する。また、処理仕様によってはカットした後、この複数のチューブを、カット面を基準に回転移動又は平行移動して、異なるチューブ同士を接合する。図示の装置は、載台30に第1チューブTaと第2チューブTbを保持固定し、この2本のチューブを同時に加熱ブレード(カッタ手段)50で溶断することによってチューブを所定位置で切断する。そして切断後の第1及び第2チューブTa、Tbを切断面が加熱ブレード50に当接した状態で直線方向に相対的に位置移動するか、或いは円方向に旋回移動する。このとき加熱ブレード50は所定温度(チューブの融点温度)に保持し、第1及び第2チューブTa、Tbの位置を反転させて異なるチューブ同士を接合する。
図1に示すように、第1及び第2チューブTa、Tbを切断・接合する載台30は、用途に応じて、例えば作業台形状に構成される。図示のものはテーブル形状に構成した装置フレーム10の天板部に載台30が配置されている。この載台30は、装置フレーム10に固定された固定載台30Bと、装置フレーム10に回動(又は平行移動)可能に取付けられた可動載台30Aで構成されている。このように第1及び第2チューブTa、Tbをセットする載台30を固定載台30Bと可動載台30Aで構成したのはチューブを切断した後、可動載台30Aを180度旋回して第1チューブTaの一端(左端部)と第2チューブTbの一端(右端部)を接合して異なるチューブ同士を連結する為である。
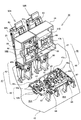
上記可動載台30Aにはチューブを把持して所定姿勢に保持する第1チューブ保持手段41が配置され、固定載台30Bには第2チューブ保持手段46が配置されている。この第1及び第2チューブ保持手段41、46は、後述する加熱ブレード50の位置を挟んでチューブ長手方向に間隔を隔てて配置されている。この処理位置CLに後述するクランプ手段60と加熱ブレード(カッタ手段)50が配置される。
また、第1チューブ保持手段14も、第2チューブ保持手段46と同様、上下グリッパ部材47より加熱ブレード50に近接した左右グリッパ部材48を設けても良い。
前述の載台30には第1チューブ保持手段41と第2チューブ保持手段46の間にカッタ手段(加熱ブレード)50が配置されている。このカッタ手段50は図1にCLで示す切断線に沿って配置され、長手方向前後を第1及び第2チューブ保持手段41,46で保持された可撓性チューブを切断する。図2に示す加熱ブレード50は固定載台30Bの上部ユニット31Bに配置され、扁平薄板形状に構成されている。その構成は既に種々の構造が知られているので図示しないが概略次のように構成される。
前述のように第1チューブ保持手段41と第2チューブ保持手段46とに保持(ホールド)された第1及び第2チューブTa、Tbは、その中央に設定された切断線CLに沿って加熱ブレード50で溶断される。このときチューブの一方が、例えば薬液タンク(バッグ)などに接続されている場合には切断と同時に内容物が漏れ出す恐れがある。
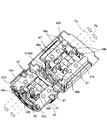
上述の載台30は図3に従って説明したように、可動載台30Aと、固定載台30Bに分離され、この各載台30は下部ユニット31A、35Aと上部ユニット31B、35Bに分離されている。そして上部ユニット31B、35Bは図3に示すように略々90度開放された開蓋位置と水平状態の閉蓋位置(図1の状態)に開閉自在に構成されている。そのユニット開閉機構については後述する。
前述したように固定載台30Bと可動載台30Aは、それぞれ上部ユニット31B、35Bと、下部ユニット31A、35Aで構成され、上部ユニット31Bと下部ユニット31Aが互いに結合されて固定載台30Bを構成する。また上部ユニット35Bと下部ユニット35Aが互いに結合されて可動載台30Aを構成する。各ユニットの開閉機構について説明する。
Ta 可撓性チューブ(第1チューブ)
Tb 可撓性チューブ(第2チューブ)
MX 作動モータ
MS シフトモータ
30 載台(処理台)
30A 可動載台
30B 固定載台
31A 下部ユニット
31B 上部ユニット
35A 下部ユニット
35B 上部ユニット
41 第1チューブ保持手段
42 上下グリッパ部材
43 左右グリッパ部材
46 第2チューブ保持手段
47 上下グリッパ部材
48 左右グリッパ部材
50 加熱ブレード(カッタ手段)
54a 下コイルスプリング
54b 上コイルスプリング
55a 支持ステム
55b 支持ステム
60 クランプ手段
61 固定クランプ部材
65 可動クランプ部材
71 回転胴部材
71A 下部回転胴
71B 上部回転胴
75 リング歯車
76 伝動歯車
79 駆動歯車
80 駆動回転軸
82 開閉レバー
82h ヒンジ軸
83 係止爪
84 ロックレバー
85 運動規制手段
86 フランジ
93 溝カム(ガイドカム)
94 反転バネ
96 運動規制部材(カム板)
98 カムフォロア
Claims (8)
- 可撓性チューブを保持する載台と、
上記載台に間隔を隔てて配置され上記チューブを把持する第1、第2のチューブ保持手段と、
上記可撓性チューブを上記第1チューブ保持手段と第2チューブ保持手段との間で溶断する加熱ブレードと、
上記第1、第2のチューブ保持手段を相対的に位置移動して上記載台上のチューブの位置を変更するシフト手段と、
を備え、
上記第1、第2チューブ保持手段の少なくとも一方は、上記可撓性チューブを挟圧して保持する一対のグリッパ部材で構成され、
この一対のグリッパ部材は、上記可撓性チューブとの接触力をバランスさせてチューブ軸心を予め設定された中心位置に一致させる調芯機構を有していることを特徴とするチューブ接合装置。 - 複数の可撓性チューブを互いに平行姿勢で保持する載台と、
上記載台に配置され複数のチューブをそれぞれ軸方向に間隔を隔てて把持する第1、第2のチューブ保持手段と、
この第1、第2のチューブ保持手段の間に配置され上記複数のチューブを溶断する加熱ブレードと、
上記溶断後のチューブを上記加熱ブレードに沿って旋回させて異なるチューブ同士を溶着するシフト手段と、
を備え、
上記第1、第2チューブ保持手段の少なくとも一方は、上記チューブを挟圧して保持する一対のグリッパ部材で構成され、
この一対のグリッパ部材は、上記チューブとの接触力をバランスさせてチューブ軸心を予め設定された中心位置に一致させる調芯機構を有していることを特徴とするチューブ接合装置。 - 前記調芯機構は、予め設定された中心位置に向けて前記一対のグリッパ部材を略々均等のバネ圧で付勢するスプリングであることを特徴とする請求項1又は2に記載のチューブ接合装置。
- 前記調芯機構は、予め設定された中心位置に向けて前記一対のグリッパ部材を略々同一量ずつ接近及び離反させる駆動手段であることを特徴とする請求項1又は2に記載のチューブ接合装置。
- 前記第1及び第2チューブ保持手段は、前記可撓性チューブを上下鉛直方向から挟持する上下グリッパ部材と、前記可撓性チューブを左右水平方向から挟持する左右グリッパ部材とで構成され、
この上下グリッパ部材と左右グリッパ部材のうちの一方に、対向するグリッパ部材を略々均等のバネ圧で付勢するスプリング手段が設けられおり、
他方に、対向するグリッパ部材を略々同一量ずつ接近及び離反させる駆動手段が設けられていることを特徴とする請求項1又は2に記載のチューブ接合装置。 - 前記第1及び第2チューブ保持手段のうちの少なくとも一方は、前記可撓性チューブを上下鉛直方向から挟持する上下グリッパ部材と、前記可撓性チューブを左右水平方向から挟持する左右グリッパ部材とで構成され、
上記上下グリッパ部材は、上記左右グリッパ部材より前記加熱ブレードに接近した位置でチューブを挟持するように配置されていることを特徴とする請求項1又は2に記載のチューブ接合装置。 - 前記載台には、前記可撓性チューブを閉塞するクランプ手段が更に備えられ、
このクランプ手段は、前記上下グリッパ部材と前記加熱ブレードとの間に配置されていることを特徴とする請求項5又は6のいずれか1項に記載のチューブ接合装置。 - 前記上下グリッパ部材は、前記可撓性チューブの接触面にV字状溝が設けられていることを特徴とする請求項5乃至7のいずれか1項に記載のチューブ接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255060A JP5401068B2 (ja) | 2008-09-30 | 2008-09-30 | チューブ接合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255060A JP5401068B2 (ja) | 2008-09-30 | 2008-09-30 | チューブ接合装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082223A true JP2010082223A (ja) | 2010-04-15 |
| JP5401068B2 JP5401068B2 (ja) | 2014-01-29 |
Family
ID=42246766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008255060A Active JP5401068B2 (ja) | 2008-09-30 | 2008-09-30 | チューブ接合装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5401068B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111216368A (zh) * | 2020-01-13 | 2020-06-02 | 倪文锋 | 一种管道聚乙烯接头成型设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007111556A (ja) * | 2007-01-24 | 2007-05-10 | Terumo Corp | チューブ接続装置 |
-
2008
- 2008-09-30 JP JP2008255060A patent/JP5401068B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007111556A (ja) * | 2007-01-24 | 2007-05-10 | Terumo Corp | チューブ接続装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5401068B2 (ja) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010082222A (ja) | チュ−ブ接合装置 | |
| JP4185735B2 (ja) | チューブ接合装置及びチューブ接合方法 | |
| KR100248600B1 (ko) | 튜브 접속 장치 | |
| JP5137769B2 (ja) | チューブ接合装置 | |
| KR101701205B1 (ko) | 코일 포장용 결속 헤드 모듈 | |
| JP2012528770A (ja) | 包装ユニットの供給ステーションへシート状パッケージ材の新しいリールを供給する方法、シート状パッケージ材ホルダ、及びリフトトラック | |
| EP0835811B1 (en) | Transverse sealing mechanism in a form-fill-seal packaging machine | |
| JP2015226925A (ja) | 接合組立装置 | |
| JP5401068B2 (ja) | チューブ接合装置 | |
| JPH11178891A (ja) | チューブ接続装置 | |
| KR102392520B1 (ko) | 수지 배관 융착 장치 | |
| JP2000167934A (ja) | 融着機 | |
| JP3183394B2 (ja) | チューブ接続装置 | |
| JP2000226007A (ja) | 製袋充填包装機の包材繰出し装置 | |
| JP2019023094A (ja) | シール装置とそれを使用した包装装置 | |
| JP3898177B2 (ja) | 包装機におけるグリップ対の開度調節装置 | |
| JPH1128245A (ja) | チューブ接続装置 | |
| JP2000167933A (ja) | 融着機 | |
| CN219521088U (zh) | 一种燃气管对接用全自动电熔焊辅助装置 | |
| JP2008127091A (ja) | フィルム供給装置およびこれを備えた包装装置 | |
| JP2006082088A (ja) | ロボット・シーム溶接方法および装置 | |
| JP3421938B2 (ja) | シーム溶接線自動倣い装置 | |
| JP7388832B2 (ja) | 加工装置 | |
| JP7241394B2 (ja) | ローラ装置 | |
| CN207723728U (zh) | 一种外圈自动焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110809 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5401068 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |