JP2010070161A - プリテンショナのガス導管の製造方法 - Google Patents
プリテンショナのガス導管の製造方法 Download PDFInfo
- Publication number
- JP2010070161A JP2010070161A JP2008242770A JP2008242770A JP2010070161A JP 2010070161 A JP2010070161 A JP 2010070161A JP 2008242770 A JP2008242770 A JP 2008242770A JP 2008242770 A JP2008242770 A JP 2008242770A JP 2010070161 A JP2010070161 A JP 2010070161A
- Authority
- JP
- Japan
- Prior art keywords
- straight pipe
- section
- straight
- bending
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Automotive Seat Belt Assembly (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
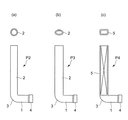
【解決手段】プリテンショナのガス導管の製造工程は、曲げ加工工程と予備成型工程と角管部形成工程とからなる。曲げ加工工程では、金属材料からなり横断面が真円である直管状の円筒部材P1に曲げ加工を施して、第1直管部1と第2直管部2と曲管部3とを備えた曲げ管P2を作成する。予備成型工程では、曲げ管P2の第2直管部2を、その横断面が長円形となるように予備成型し、予備成型体P3を作成する。角管部形成工程では、横断面が長円形である予備成型体P3の第2直管部2を、その横断面が長方形となるように成型して角管部5を形成し、ガス導管P4を完成させる。
【選択図】図1
Description
(1) 直管状の円筒部材の一方の端部側を必要な長さ分だけ、横断面が四角形となるように成型し、横断面が四角形である直管部(以下「角管部」という。)を形成する。
(2) 角管部とその他の部分との境界部近傍に曲げ加工を施し、横断面が円形である直管部と、断面がおおむね円形である曲管部とを形成する。
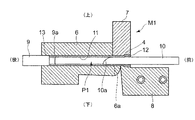
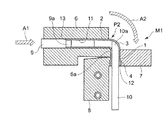
(曲げ加工工程)
まず、図2及び図3を参照しつつ曲げ加工工程を説明する。曲げ加工工程では、図2に示すように、曲げローラ6aが一体形成された曲げダイス6と、第1クランパ7と、第2クランパ8と、突起部9aを有するブースタ9と、湾曲状先端部10aを有する芯金10とを備えた曲げ加工装置M1が用いられる。
次に、図4(a)、(b)及び図5(a)、(b)を参照しつつ予備成型工程を説明する。予備成型工程では、図4(a)、(b)に示すように、横断面が長方形の溝状凹部15aを有する第1プレス型15と、平板状の第2プレス型16とが互いに対向するように配置された予備成型装置M2が用いられる。ここで、溝状凹部15aの深さは、曲げ管P2の第2直管部2の外直径より小さくなっている。他方、溝状凹部15aの幅は、曲げ管P2の第2直管部2の外直径より大きくなっている。
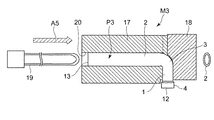
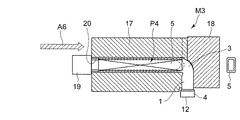
以下、図6及び図7を参照しつつ角管部形成工程を説明する。角管部形成工程では、図6に示すように、四角成型ダイス17と、押さえクランパ18と、四角成型パンチ19とを備えた角管部形成装置M3が用いられる。ここで、四角成型ダイス17には、横断面が長方形である矩形中空部20が形成され、この長方形は角管部5の横断面の外縁の形状に対応している。また、四角成型パンチ19の横断面は基本的には長方形であり、この長方形は角管部5の横断面の内縁の形状に対応している。なお、この角管部形成装置M3では、四角成型ダイス17は単一部材であるが、互いに分離可能な上側部材及び下側部材の2部品で構成される分離型の四角成型ダイスを用いてもよい。
Claims (6)
- ガス圧で動作するプリテンショナのガス導管の製造方法であって、
直管状の円筒部材に曲げ加工を施して、一方の端部側に位置する第1直管部と、他方の端部側に位置する第2直管部と、上記第1直管部と上記第2直管部の間に位置する曲管部とを備えた曲げ管を作成する曲げ加工工程と、
上記第2直管部を、その横断面が四角形となるように成型して角管部を形成する角管部形成工程とを有することを特徴とするプリテンショナのガス導管の製造方法。 - 上記曲げ加工工程と上記角管部形成工程の間に実施され、上記第2直管部を、その横断面が長円形となるように予備成型する予備成型工程をさらに有していて、
上記角管部形成工程では、横断面が長方形である角管部を形成することを特徴とする、請求項1に記載のプリテンショナのガス導管の製造方法。 - 上記予備成型工程では、上記第2直管部を少なくとも2つの対向するプレス型で挟んで該第2直管部の中心軸と垂直な方向に押圧することにより、上記第2直管部を予備成型することを特徴とする、請求項2に記載のプリテンショナのガス導管の製造方法。
- 上記角管部形成工程では、上記第2直管部を四角成型ダイスの矩形中空部に配置し、四角成型パンチを上記第2直管部の中空部に挿入することにより、上記第2直管部を成型することを特徴とする、請求項1〜3のいずれか1つに記載のプリテンショナのガス導管の製造方法。
- 上記曲げ加工工程では、上記円筒部材の上記第2直管部を形成すべき部位をダイス内に配置する一方、上記円筒部材の上記曲管部を形成すべき部位及び上記第1直管部を形成すべき部位をクランパで把持し、上記クランパを回転させることにより上記曲げ管を作成することを特徴とする、請求項1〜4のいずれか1つに記載のプリテンショナのガス導管の製造方法。
- 上記曲げ加工工程では、上記第1直管部と上記第2直管部とが垂直になるように曲げ加工を施すことを特徴とする、請求項1〜5のいずれか1つに記載のプリテンショナのガス導管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008242770A JP4907623B2 (ja) | 2008-09-22 | 2008-09-22 | プリテンショナのガス導管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008242770A JP4907623B2 (ja) | 2008-09-22 | 2008-09-22 | プリテンショナのガス導管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010070161A true JP2010070161A (ja) | 2010-04-02 |
| JP4907623B2 JP4907623B2 (ja) | 2012-04-04 |
Family
ID=42202334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008242770A Active JP4907623B2 (ja) | 2008-09-22 | 2008-09-22 | プリテンショナのガス導管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4907623B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101453243B1 (ko) * | 2014-03-12 | 2014-10-22 | 주식회사 대호 | 차량의 시트벨트용 프리텐셔너의 실린더 제작방법 |
| CN106238498A (zh) * | 2016-08-04 | 2016-12-21 | 亚太轻合金(南通)科技有限公司 | 一种铝合金方型弯管加工方法 |
| CN113843320A (zh) * | 2020-07-31 | 2021-12-28 | 李�浩 | 罩固定方式的安全带管的制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62127131A (ja) * | 1985-11-29 | 1987-06-09 | Nippon Radiator Co Ltd | ラジエ−タチユ−ブ用口拡爪 |
| JPH06238352A (ja) * | 1993-02-15 | 1994-08-30 | Usui Internatl Ind Co Ltd | 金属管を小曲率半径で曲げ加工する方法 |
| JP2000313313A (ja) * | 1999-03-04 | 2000-11-14 | Nsk Ltd | シートベルト装置 |
| JP2001212623A (ja) * | 2000-02-02 | 2001-08-07 | Nsk Ltd | パイプの成形方法 |
| JP2002537118A (ja) * | 1999-02-16 | 2002-11-05 | バリ−フォーム・インコーポレイテッド | シール方法とプレス装置 |
-
2008
- 2008-09-22 JP JP2008242770A patent/JP4907623B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62127131A (ja) * | 1985-11-29 | 1987-06-09 | Nippon Radiator Co Ltd | ラジエ−タチユ−ブ用口拡爪 |
| JPH06238352A (ja) * | 1993-02-15 | 1994-08-30 | Usui Internatl Ind Co Ltd | 金属管を小曲率半径で曲げ加工する方法 |
| JP2002537118A (ja) * | 1999-02-16 | 2002-11-05 | バリ−フォーム・インコーポレイテッド | シール方法とプレス装置 |
| JP2000313313A (ja) * | 1999-03-04 | 2000-11-14 | Nsk Ltd | シートベルト装置 |
| JP2001212623A (ja) * | 2000-02-02 | 2001-08-07 | Nsk Ltd | パイプの成形方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101453243B1 (ko) * | 2014-03-12 | 2014-10-22 | 주식회사 대호 | 차량의 시트벨트용 프리텐셔너의 실린더 제작방법 |
| CN106238498A (zh) * | 2016-08-04 | 2016-12-21 | 亚太轻合金(南通)科技有限公司 | 一种铝合金方型弯管加工方法 |
| CN113843320A (zh) * | 2020-07-31 | 2021-12-28 | 李�浩 | 罩固定方式的安全带管的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4907623B2 (ja) | 2012-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5054105B2 (ja) | プリテンショナ及びその製造方法 | |
| US20090152898A1 (en) | Pipe member and method of manufacturing the same | |
| US20110252919A1 (en) | Pedal arm, manufacturing apparatus thereof, and manufacturing method thereof | |
| WO2014033933A1 (ja) | 車両用のアーム部品とその製造方法 | |
| CN108463296B (zh) | 旋压装置以及旋压方法 | |
| EP3124826A1 (en) | Winding collar, winding collar production device, and winding collar production method | |
| JP4907623B2 (ja) | プリテンショナのガス導管の製造方法 | |
| JP2012081494A (ja) | 金属管の製造装置 | |
| JP2017127898A (ja) | プレス装置及びプレス成形品の製造方法 | |
| US11229936B2 (en) | Press device, and method of manufacturing elliptical-cylindrical member | |
| KR101453243B1 (ko) | 차량의 시트벨트용 프리텐셔너의 실린더 제작방법 | |
| JP4659267B2 (ja) | ガスジェネレータとガス導管との固定方法 | |
| JP4429117B2 (ja) | アルミニウム合金製自動車用ホイールリムの製造方法 | |
| JP2018144606A (ja) | ヘッドレストステーの製造方法 | |
| JP2008200735A (ja) | シャフトの製造方法及びその製造装置 | |
| KR101853293B1 (ko) | 차량의 시트벨트용 프리텐셔너의 실린더 제작방법 | |
| JP5021333B2 (ja) | シャフトの製造方法及びその製造装置 | |
| JP5235030B2 (ja) | プリテンショナを備えるリトラクタ用のパイプの製造方法 | |
| JP2007075893A (ja) | 中空管内部のセレーション成形装置及びその成形方法 | |
| US10634036B2 (en) | Method for molding pipe body | |
| JP2010046675A (ja) | パイプ曲げ加工装置及びパイプ曲げ加工方法 | |
| JP5263046B2 (ja) | 異形コ字状部を含む閉断面形状を有する成形体の製造方法 | |
| JP2008229630A (ja) | ボトルの製造方法、ボトル及びエアバッグ装置 | |
| JP6630300B2 (ja) | 筒状体の加工方法及び筒状体 | |
| JP3862611B2 (ja) | プリテンショナー用パイプの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111213 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150120 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4907623 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |