JP2010069615A - 板状の被加工材、特に金属薄板を加工する機械、被加工材を加工する機械のための工具セット、ねじフライス削り工具アッセンブリ、及びねじフライス削り工具の使用 - Google Patents
板状の被加工材、特に金属薄板を加工する機械、被加工材を加工する機械のための工具セット、ねじフライス削り工具アッセンブリ、及びねじフライス削り工具の使用 Download PDFInfo
- Publication number
- JP2010069615A JP2010069615A JP2009216471A JP2009216471A JP2010069615A JP 2010069615 A JP2010069615 A JP 2010069615A JP 2009216471 A JP2009216471 A JP 2009216471A JP 2009216471 A JP2009216471 A JP 2009216471A JP 2010069615 A JP2010069615 A JP 2010069615A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- tool
- punching
- milling tool
- milling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G3/00—Arrangements or accessories for enabling machine tools not specially designed only for thread cutting to be used for this purpose, e.g. arrangements for reversing the working spindle
- B23G3/005—Arrangements or accessories for enabling machine tools not specially designed only for thread cutting to be used for this purpose, e.g. arrangements for reversing the working spindle for enabling presses to be used for thread cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
- B21D28/265—Perforating, i.e. punching holes in sheets or flat parts with relative movement of sheet and tools enabling the punching of holes in predetermined locations of the sheet, e.g. holes punching with template
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/32—Thread cutting; Automatic machines specially designed therefor by milling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
- Milling Processes (AREA)
Abstract
【解決手段】加工装置に打抜き工具の代わりにねじフライス削り工具が装着可能であり、ねじフライス削り工具及び被加工材が、フライス削り行程駆動装置により、被加工材主平面に対して横方向で延びる行程軸線に沿って互いに相対運動可能であり、フライス削り回転駆動装置により、被加工材主平面に対して横方向で延びる回転軸線を中心に互いに相対回転可能であり、加工装置に装着されたねじフライス削り工具及び被加工材が、フライス削り運動装置により、被加工材主平面に対して平行に互いに相対運動可能であり、ねじフライス削り工具及び被加工材の前記行程軸線に沿った相対運動と、前記被加工材主平面に対して平行な相対運動とが、同時の、前記回転軸線を中心とした相対回転運動時に、被加工材にねじ山がフライス削りにより形成可能であるように互いに調整されて制御可能であるようにした。
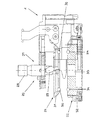
【選択図】図1
Description
2 金属薄板
3 機械フレーム
4 上側のフレーム脚
5 下側のフレーム脚
6 開口室
7 座標ガイド
8 クロスレールガイド
9 クロスレール
10 クランプ
11 工具ホルダ
12 第1の工具受容部
13 駆動装置
14 行程軸線
15 回転軸線
16 第2の工具受容部
17 被加工材テーブル
18 駆動装置
19 吸引装置
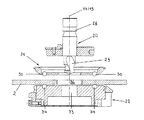
20 ねじフライス削り工具
21 上側の当接部材
22 被加工材台架
23 打抜き工具アッセンブリ
24 上側の打抜き工具
25 ストリッパ
26 下側の打抜き工具
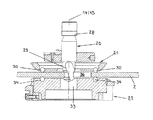
27 ねじフライス削り工具アッセンブリ
28 工具軸部
29 ねじフライス
30 転動体
31 フランジ
32 支承フランジ
33 貫通開口
34 転動体
35 数値制御部
36 打抜き部
Claims (18)
- 板状の被加工材、特に金属薄板(2)を加工する機械であって、被加工材を加工する打抜き工具(24,26)を装着可能な加工装置を備え、
前記加工装置に装着された打抜き工具(24,26)及び被加工材が、打抜き行程駆動装置(13,18)により、被加工材主平面に対して横方向で延びる行程軸線(14)に沿って互いに相対的に運動可能であり、打抜き回転駆動装置(13,18)により、被加工材主平面に対して横方向で延びる回転軸線(15)を中心に互いに相対的に回転可能であり、かつ
前記加工装置に装着された打抜き工具(24,26)及び被加工材が、打抜き運動装置により、被加工材主平面に対して平行に互いに相対的に運動可能である
形式のものにおいて、
前記加工装置に打抜き工具(24,26)の代わりにねじフライス削り工具(20)が装着可能であり、
前記加工装置に装着されたねじフライス削り工具(20)及び被加工材が、フライス削り行程駆動装置(13,18)により、被加工材主平面に対して横方向で延びる行程軸線(14)に沿って互いに相対的に運動可能であり、フライス削り回転駆動装置(13,18)により、被加工材主平面に対して横方向で延びる回転軸線(15)を中心に互いに相対的に回転可能であり、
前記加工装置に装着されたねじフライス削り工具(20)及び被加工材が、フライス削り運動装置により、被加工材主平面に対して平行に互いに相対的に運動可能であり、
前記ねじフライス削り工具(20)及び被加工材の行程軸線(14)に沿った相対運動と、前記ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動とが、同時の、前記ねじフライス削り工具(20)及び被加工材の回転軸線(15)を中心とした相対回転運動時に、被加工材にねじ山がフライス削りにより形成可能であるように互いに調整されて制御可能である
ことを特徴とする、板状の被加工材、特に金属薄板を加工する機械。 - 前記加工装置が、工具受容部(12,16)を有しており、該工具受容部(12,16)が、被加工材加工時に被加工材主平面に対して横方向で被加工材に対向して位置し、該工具受容部(12,16)内に打抜き工具(24,26)、又は該打抜き工具(24,26)の代わりにねじフライス削り工具(20)が装着可能であり、該工具受容部(12,16)内に装着されたねじフライス削り工具(20)及び被加工材が、前記フライス削り行程駆動装置(13,18)により、被加工材主平面に対して横方向で延びる行程軸線(14)に沿って互いに相対的に運動可能であり、前記フライス削り回転駆動装置(13,18)により、被加工材主平面に対して横方向で延びる回転軸線(15)を中心に互いに相対的に回転可能であり、前記工具受容部(12,16)に装着されたねじフライス削り工具(20)及び被加工材が、前記フライス削り運動装置により、被加工材主平面に対して平行に互いに相対的に運動可能である、請求項1記載の機械。
- 前記打抜き行程駆動装置(13,18)及び前記フライス削り行程駆動装置(13,18)として1つの共通の行程駆動装置(13,18)が設けられていること、前記打抜き回転駆動装置(13,18)及び前記フライス削り回転駆動装置(13,18)として1つの共通の回転駆動装置(13,18)が設けられていること、及び前記打抜き運動装置及び前記フライス削り運動装置として1つの共通の運動装置が設けられていることの少なくとも1つが満たされている、請求項1又は2記載の機械。
- 共通の行程駆動装置(13,18)として前記工具受容部(12,16)の行程駆動装置(13,18)が設けられていること、共通の回転駆動装置(13,18)として前記工具受容部(12,16)の回転駆動装置(13,18)が設けられていること、及び共通の運動装置として前記工具受容部の運動装置又は被加工材のための座標ガイド(7)が設けられていることの少なくとも1つが満たされている、請求項1から3までのいずれか1項記載の機械。
- 前記フライス削り回転駆動装置(13,18)、場合によっては前記共通の回転駆動装置(13,18)が、伝動装置を有しており、該伝動装置が、前記フライス削り回転駆動装置(13,18)あるいは前記共通の回転駆動装置(13,18)の駆動モータと、前記ねじフライス削り工具(20)との間に設けられている、請求項1から4までのいずれか1項記載の機械。
- 第2の加工装置を備え、該第2の加工装置が、被加工材主平面に対して横方向で、ねじフライス削り工具(20)を装着可能な加工装置に対向して位置し、該第2の加工装置に選択的に第2の打抜き工具(24,26)又は被加工材台架(22)が装着可能であり、被加工材が、対向して位置する加工装置に装着されたねじフライス削り工具(20)によって加工される間、前記被加工材台架(22)に、被加工材主平面に対して横方向で支持されている、請求項1から5までのいずれか1項記載の機械。
- 前記第2の加工装置が、第2の工具受容部(12,16)を有しており、該第2の工具受容部(12,16)が、被加工材主平面に対して横方向で、ねじフライス削り工具(20)を装着可能な工具受容部(12,16)に対向して位置し、該第2の工具受容部(12,16)に選択的に第2の打抜き工具(24,26)又は被加工材台架(22)が装着可能であり、被加工材が、対向して位置する工具受容部(12,16)に装着されたねじフライス削り工具(20)によって加工される間、前記被加工材台架(22)に、被加工材主平面に対して横方向で支持されている、請求項1から6までのいずれか1項記載の機械。
- 保持装置(21,22)を備え、該保持装置(21,22)が被加工材を、該被加工材が該当する加工装置、場合によっては該当する工具受容部(12,16)に装着されたねじフライス削り工具(20)により加工される間、被加工材主平面に対して横方向で固定すると同時に、前記ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動を許可する、請求項1から7までのいずれか1項記載の機械。
- 前記保持装置(21,22)が当接部材(21,22)を有しており、該当接部材(21,22)が、該当する加工装置、場合によっては該当する工具受容部(12,16)に装着されたねじフライス削り工具(20)による被加工材加工時に、被加工材の、被加工材主平面に対して横方向で互いに反対側に位置する面に当接し、被加工材の両側に配置された当接部材(21,22)が、前記ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動を許可する、請求項1から8までのいずれか1項記載の機械。
- 少なくとも被加工材の片側の当接部材(21,22)が、フライス削り行程駆動装置(13)、場合によっては共通の行程駆動装置(13)により機能外位置及び機能位置へ運動可能である、請求項1から9までのいずれか1項記載の機械。
- 少なくとも1つの当接部材(21,22)が被加工材に転動体(30,34)でもって当接し、該転動体(30,34)が、前記ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動時に被加工材上を転動する、請求項1から10までのいずれか1項記載の機械。
- 第2の加工装置、場合によっては第2の工具受容部(12,16)に装着された被加工材台架(22)が、保持装置(21,22)の当接部材を形成する、請求項1から11までのいずれか1項記載の機械。
- 被加工材を加工する機械のための工具セットであって、打抜き工具を備え、該打抜き工具が、打抜き工具を前記機械の加工装置に固定可能な支承装置を有している形式のものにおいて、
前記打抜き工具に対して付加的にねじフライス削り工具を備え、該ねじフライス削り工具が支承装置を有しており、該支承装置が、前記打抜き工具の支承装置と合同であり、該支承装置により、ねじフライス削り工具が打抜き工具の代わりに同じ加工装置に固定可能であることを特徴とする、被加工材を加工する機械のための工具セット。 - ねじフライス削り工具アッセンブリにおいて、
ねじフライス削り工具(20)を備え、該ねじフライス削り工具(20)が、当該ねじフライス削り工具(20)を、被加工材、特に金属薄板(2)を加工する機械(1)の加工装置、場合によっては工具受容部(12,16)に固定可能とする支承装置(28)を備え、該支承装置(28)が、打抜き工具(24)をねじフライス削り工具(20)の代わりに同じ加工装置、場合によっては同じ工具受容部(12,16)に固定可能とする打抜き工具(24)の支承装置と合同であり、かつ
被加工材台架(22)を備え、該被加工材台架(22)が、当該被加工材台架(22)を、被加工材、特に金属薄板(2)を加工する機械(1)の第2の加工装置、場合によっては第2の工具受容部(12,16)に固定可能とする支承装置(32)を備え、該支承装置(32)が、第2の打抜き工具(26)を被加工材台架(22)の代わりに、被加工材、特に金属薄板(2)を加工する機械(1)の第2の加工装置、場合によっては第2の工具受容部(12,16)に固定可能とする第2の打抜き工具(26)の支承装置と合同であることを特徴とする、ねじフライス削り工具アッセンブリ。 - 当接部材(21,22)を備え、該当接部材(21,22)が、被加工材の、被加工材主平面に対して横方向で互いに反対側に位置する面に配設されており、該当接部材(21,22)により、被加工材が、ねじフライス削り工具(20)による加工中に被加工材主平面に対して横方向で固定されており、かつ該当接部材(21,22)が、ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動を許可する、請求項14記載のねじフライス削り工具アッセンブリ。
- 少なくとも1つの当接部材(21,22)が、被加工材に対応付けられた面に、転動体(30,34)を有しており、該転動体(30,34)により、当接部材(21,22)が被加工材に当接可能であり、該転動体(30,34)が、前記ねじフライス削り工具(20)及び被加工材の被加工材主平面に対して平行な相対運動時に被加工材上を転動する、請求項14又は15記載のねじフライス削り工具アッセンブリ。
- 前記被加工材台架(22)が当接部材を形成する、請求項14から16までのいずれか1項記載のねじフライス削り工具アッセンブリ。
- ねじフライス削り工具の使用において、該ねじフライス削り工具が、当該ねじフライス削り工具を、被加工材を加工する機械の加工装置に固定可能とする支承装置を備え、該支承装置を、打抜き工具をねじフライス削り工具の代わりに同じ加工装置に固定可能とする打抜き工具の支承装置と合同とし、ねじフライス削りのために、ねじフライス削り工具を加工装置に打抜き工具の代わりに装着することを特徴とする、ねじフライス削り工具の使用。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080016416 EP2165793B1 (de) | 2008-09-18 | 2008-09-18 | Maschine zum Bearbeiten von plattenartigen Werkstücken, insbesondere von Blechen sowie Werkzeugsatz für eine derartige Maschine und Verwendung eines Gewindefräswerkzeugs an einer derartigen Maschine |
| EP08016416.3 | 2008-09-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069615A true JP2010069615A (ja) | 2010-04-02 |
| JP5594997B2 JP5594997B2 (ja) | 2014-09-24 |
Family
ID=40297814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009216471A Expired - Fee Related JP5594997B2 (ja) | 2008-09-18 | 2009-09-18 | 板状の被加工材、特に金属薄板を加工する機械、被加工材を加工する機械のための工具セット、ねじフライス削り工具アッセンブリ、及びねじフライス削り工具の使用 |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2165793B1 (ja) |
| JP (1) | JP5594997B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013069440A1 (ja) * | 2011-11-08 | 2013-05-16 | 株式会社 アマダ | 剥離加工方法及び装置、並びに、ダイ |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20120017A1 (it) * | 2012-01-17 | 2013-07-18 | Rainer Technology S R L | Macchina punzonatrice per lamiere |
| DE102020127693A1 (de) * | 2020-10-21 | 2022-04-21 | Trumpf Werkzeugmaschinen Gmbh & Co. Kg | Werkzeugmaschine für die stanzende Bearbeitung von plattenartigen Werkstücken, insbesondere für die stanzende Blechbearbeitung |
| DE102022108682A1 (de) | 2022-04-11 | 2023-10-12 | TRUMPF Werkzeugmaschinen SE + Co. KG | Verfahren zur Stanzbearbeitung, insbesondere für Kleinteile |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4894095A (ja) * | 1972-02-15 | 1973-12-04 | ||
| JPH04193411A (ja) * | 1990-11-28 | 1992-07-13 | Amada Co Ltd | 切削工具を備えたパンチプレスにおける切削方法およびその装置 |
| WO2006103649A2 (en) * | 2005-03-31 | 2006-10-05 | Hanita Metal Works Ltd. | Orbital end mill |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0237035B1 (en) * | 1986-03-13 | 1993-06-09 | Turchan, Manuel C. | Method of and tool for thread mill drilling |
| JPH0450984Y2 (ja) * | 1987-12-25 | 1992-12-01 | ||
| US5016335A (en) * | 1989-04-24 | 1991-05-21 | Robotics Automation Consulting Engineering Industries, Inc. | Tapping attachment for a punch press |
| US5259100A (en) | 1992-05-27 | 1993-11-09 | Amada Engineering & Service Co., Inc. | Milling tool for turret punch press |
| JPH11290967A (ja) * | 1998-04-16 | 1999-10-26 | Murata Mach Ltd | パンチプレス用タッピング装置 |
-
2008
- 2008-09-18 EP EP20080016416 patent/EP2165793B1/de not_active Not-in-force
-
2009
- 2009-09-18 JP JP2009216471A patent/JP5594997B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4894095A (ja) * | 1972-02-15 | 1973-12-04 | ||
| JPH04193411A (ja) * | 1990-11-28 | 1992-07-13 | Amada Co Ltd | 切削工具を備えたパンチプレスにおける切削方法およびその装置 |
| WO2006103649A2 (en) * | 2005-03-31 | 2006-10-05 | Hanita Metal Works Ltd. | Orbital end mill |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013069440A1 (ja) * | 2011-11-08 | 2013-05-16 | 株式会社 アマダ | 剥離加工方法及び装置、並びに、ダイ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2165793A1 (de) | 2010-03-24 |
| EP2165793B1 (de) | 2012-09-12 |
| JP5594997B2 (ja) | 2014-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20030221308A1 (en) | Machining apparatus with pivotal workpiece holder | |
| CN102729083B (zh) | 机床 | |
| CN104889745A (zh) | 一种机械加工一体机装置 | |
| CN103358126A (zh) | 一种切削加工与激光加工复合的钣金加工中心 | |
| JP5594997B2 (ja) | 板状の被加工材、特に金属薄板を加工する機械、被加工材を加工する機械のための工具セット、ねじフライス削り工具アッセンブリ、及びねじフライス削り工具の使用 | |
| JP2008254118A (ja) | 複合加工旋盤 | |
| JP2006289511A (ja) | 工作機械 | |
| KR20170111016A (ko) | 중실 장봉의 탭가공장치 | |
| CN215698432U (zh) | 一种钢坯低倍试样切割圆锯机及试样检测流水线 | |
| CN205996532U (zh) | 一种刀库机床 | |
| CN209349517U (zh) | 一种卧式斜床身双主轴多功能车床 | |
| CN103328152B (zh) | 用来控制用于加工大尺寸工件的设备的方法 | |
| KR20090057679A (ko) | 커넥팅 로드 디버링 복합 가공 장치 | |
| JP3029885B2 (ja) | レーザ複合加工装置 | |
| JP2019136792A (ja) | 長尺材用複合加工機 | |
| CN206326360U (zh) | 加工灵活的刀具侧置式机床 | |
| JPH0542334A (ja) | 複合加工機 | |
| KR20130084574A (ko) | 정면 선반 | |
| CN220718434U (zh) | 一种机床翻板式工作台 | |
| CN215510049U (zh) | 一种用于曲轴加工的开槽机 | |
| CN207386575U (zh) | 机床的床头箱 | |
| CN211360706U (zh) | 一种钻床 | |
| JP5198885B2 (ja) | 工作機械、およびワーク加工方法 | |
| CN201096672Y (zh) | 钢材光谱试样加工专用铣床 | |
| JP2017164815A (ja) | 加工ユニット並びにワーク、特に金属薄板を打抜き加工するための工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130729 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130731 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131025 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131030 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131125 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131227 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5594997 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |